

IPC分类号 : F01D9/00,B32B9/00,B32B9/04,B32B15/04,B32B33/00







专利摘要
本发明涉及一种多元多层自愈合陶瓷基复合材料发动机涡轮外环,涡轮外环是采用纤维增强陶瓷基复合材料制备而成;纤维增强陶瓷基复合材料依次由纤维层、第一基体层和第二基体层组成;其中,第一基体层为氮化铝层;纤维为碳纤维和/或碳化硅纤维。本发明提供的多元多层自愈合陶瓷基复合材料发动机涡轮外环,通过在多元多层自愈合陶瓷基复合材料的纤维和碳化硅基体间增加AlN陶瓷界面层,可以降低涡轮外环内部的最大应力,从而有效实现材料内部在冷却过程中的能量释放,控制裂纹的形成,能够更好的满足发动机尤其是高性能航空发动机的需求。
权利要求
1.一种多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
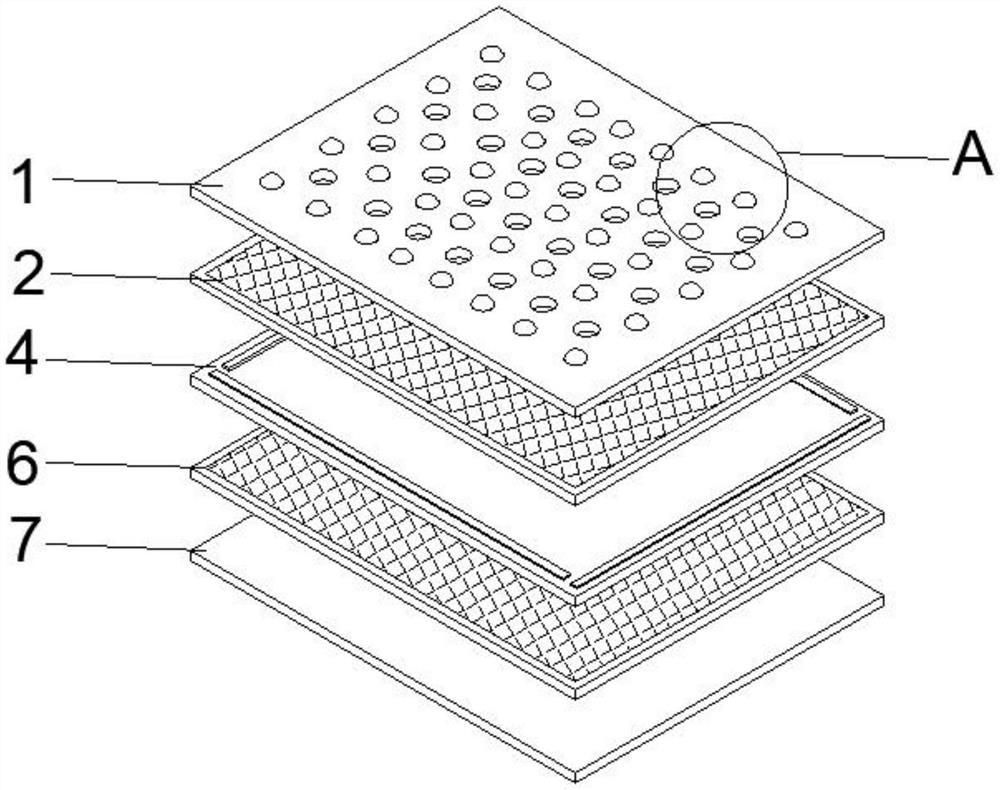
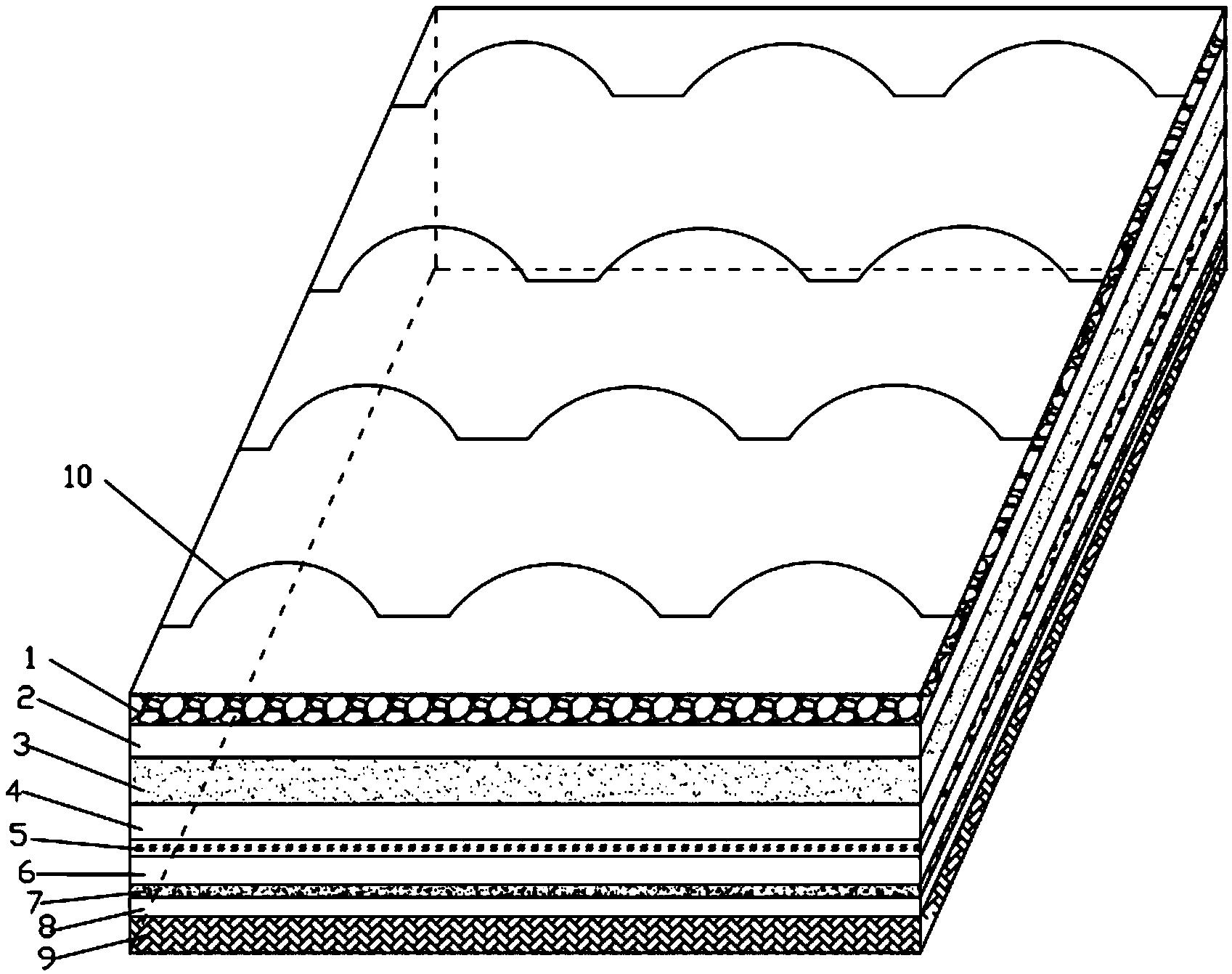
所述涡轮外环是采用纤维增强陶瓷基复合材料制备而成;所述纤维增强陶瓷基复合材料依次由纤维层、第一基体层和第二基体层组成;
其中,所述第一基体层为氮化铝层;所述纤维为碳纤维和/或碳化硅纤维。
2.根据权利要求1所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述第二基体层由交替沉积的碳化硅层和自愈合层组成。
3.根据权利要求2所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述自愈合层为BC
4.根据权利要求2所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述第二基体层中,交替沉积的次数为多次,优选为2次,得到依次由纤维层、氮化铝层、碳化硅层、自愈合层、碳化硅层和自愈合层组成的纤维增强陶瓷基复合材料。
5.根据权利要求2所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述第一基体层的厚度为2μm,各所述碳化硅层和各所述自愈合层的厚度均为2μm。
6.根据权利要求2所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述纤维层和所述第一基体层的厚度比为2:1。
7.根据权利要求1所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环,其特征在于:
所述多元多层自愈合陶瓷基复合材料发动机涡轮外环的内部的最大应力不高于1.86GPa。
8.权利要求1-7中任一项所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环在制备发动机中的应用。
9.权利要求1-7中任一项所述的多元多层自愈合陶瓷基复合材料发动机涡轮外环在制备航空发动机中的应用。
说明书
技术领域
本发明涉及陶瓷基复合材料技术领域,具体涉及一种多元多层自愈合陶瓷基复合材料发动机涡轮外环。
背景技术
随着民用和军用航空发动机的发展,对于航空发动机的要求越来越高,如推重比越来越高。而涡喷发动机提高推重比的主要途径为降低重量、提高涡轮前温度,从而对发动机内部构件高温强度、抗腐蚀性及抗氧化性能要求也越来越高,其中发动机涡轮外环是涡轮主要静子件,承受高温、高压,要求能自由膨胀、耐磨,以适应机匣的膨胀和转子的适当碰磨。目前涡轮外环通常采用镍基和钴基高温合金材料并通冷气冷却,难以满足发动机安全可靠工作所必需的高温蠕变强度和高温抗氧化腐蚀能力,以及降低发动机结构重量提高功重比的需求,因此,国内和国外正在开展陶瓷基涡轮外环的材料、工艺及应用研究。由于陶瓷基复合材料相较于高温合金有更高的耐受温度、更低的密度、对裂纹不敏感、不发生灾难性的损毁等优异性能,已成为发动机涡轮外环的首选材料。但由于航空发动机内部构件工作在高温水氧耦合环境下,为了提高陶瓷基复合材料抗高温氧化能力,需通过对基体进行自愈合改性,改善陶瓷基复合材料的长时间高温抗氧化性能。
对于传统的多元多层自愈合陶瓷基复合材料,由于纤维、SiC、BC4等热膨胀系数相差大,它们之间易因热膨胀失配而产生裂纹形成氧的快速扩散通道,导致纤维/SiC零件失效。因此,控制裂纹形成,是需要克服的难点。
发明内容
针对现有技术中的缺陷,本发明目的在于提供一种多元多层自愈合陶瓷基复合材料发动机涡轮外环,以降低涡轮外环内部的最大应力,从而有效实现材料内部在冷却过程中的能量释放,控制裂纹的形成。
为实现上述目的,本发明提供的技术方案为:
本发明提供了一种多元多层自愈合陶瓷基复合材料发动机涡轮外环,涡轮外环是采用纤维增强陶瓷基复合材料制备而成;纤维增强陶瓷基复合材料依次由纤维层、第一基体层和第二基体层组成;其中,第一基体层为氮化铝层;纤维为碳纤维和/或碳化硅纤维。需要说明的是,本发明在碳纤维和碳化硅基体间通过铝的氧化物与石墨通氮还原合成法引入了一种新的界面相:AlN,由于氮化硼的热膨胀系数介于碳化硅纤维和碳化硅基体之间,可以有效缓解纤维基体界面的应力集中,有效控制裂纹形成。需要说明的是,在碳纤维和碳化硅基体间通过铝的氧化物与石墨通氮还原合成法引入AlN界面相具体包括步骤:采用质量比为1:3的氧化铝粉和石墨为原料,通过球磨混合,得到粒径为5~15μm的粉末,然后将碳化硅预制体包埋在粉末中,置于石墨坩埚中,在N2气氛下进行AlN合成,合成温度为1600℃,保温4h;之后在空气中于600℃保温10h,即可制得AlN界面层。
优选地,第二基体层由交替沉积的碳化硅层和自愈合层组成。
优选地,自愈合层为BC4层。
优选地,第二基体层中,交替沉积的次数为多次,多次优选指2~5次,更优选为2次,得到依次由纤维层、氮化铝层、碳化硅层、自愈合层、碳化硅层和自愈合层组成的纤维增强陶瓷基复合材料。
优选地,第一基体层的厚度为2μm,各碳化硅层和各自愈合层的厚度均为2μm。
优选地,纤维层和第一基体层的厚度比为2:1。
优选地,多元多层自愈合陶瓷基复合材料发动机涡轮外环的内部的最大应力不高于1.86GPa。
本发明还保护多元多层自愈合陶瓷基复合材料发动机涡轮外环在制备发动机中的应用;尤其是在制备航空发动机中的应用。
本发明提供的技术方案,具有如下的有益效果:本发明提供的多元多层自愈合陶瓷基复合材料发动机涡轮外环,通过在多元多层自愈合陶瓷基复合材料的纤维和碳化硅基体间增加AlN陶瓷界面层,可以降低材料内部的最大应力,从而有效实现材料内部在冷却过程中的能量释放,控制裂纹的形成;从而能够更好的满足发动机尤其是高性能航空发动机的需求。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
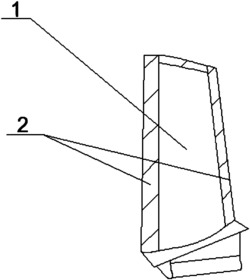
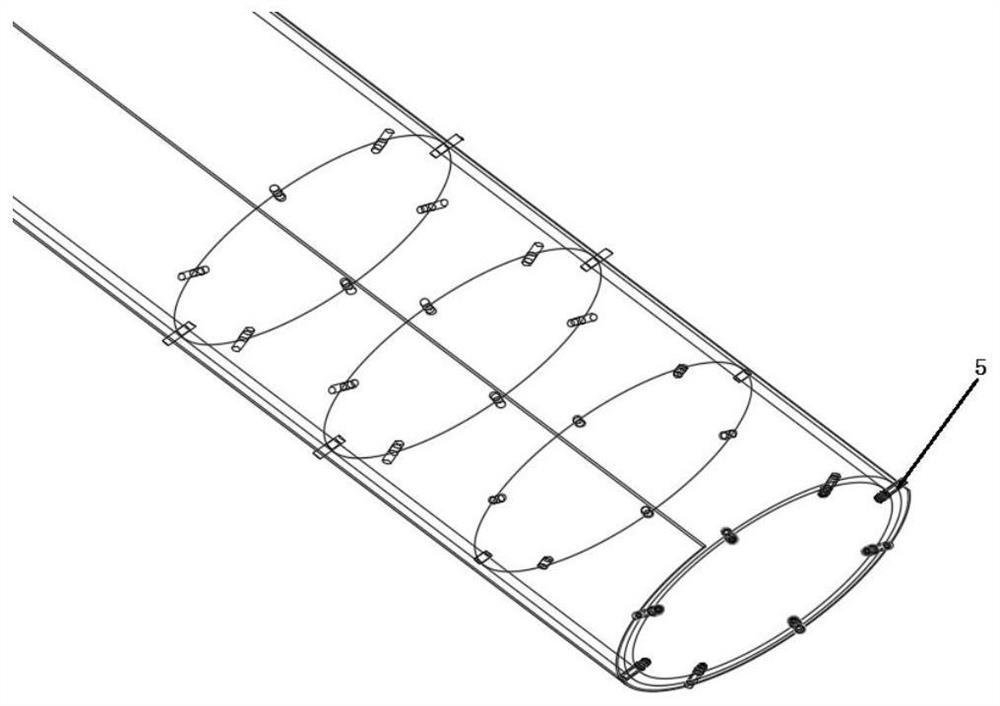
图1为本发明实施例一中的1/18涡轮外环的结构模型图;
图2为本发明实施例一中的1/18涡轮外环的结构模型网格划分示意图;
图3为本发明实施例一中的1/18涡轮外环的结构模型载荷施加示意图;
图4为本发明实施例一中的1/18涡轮外环的结构模型求解后的位移图;
图5为本发明实施例一中的1/18涡轮外环的结构模型应力分布图;
图6为本发明实施例一中的1/18涡轮外环的结构模型内壁应力分布图;
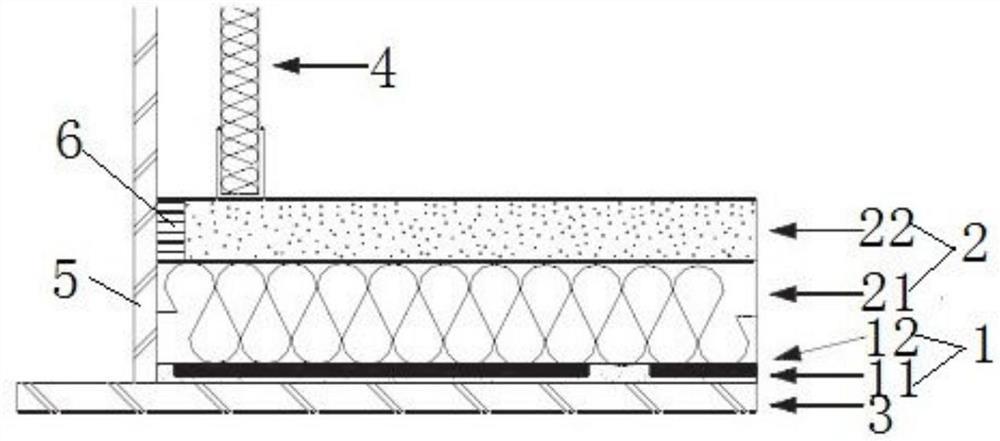
图7为本发明实施例二中的多元多层陶瓷基复合材料的模型图;
图8为本发明实施例二中的多元多层陶瓷基复合材料的模型网格划分示意图;
图9为本发明实施例二中的多元多层陶瓷基复合材料的模型载荷施加示意图;
图10为本发明实施例二中的传统的多元多层陶瓷基复合材料的模型应力分布结果图;
图11为本发明实施例二中的改进后的多元多层陶瓷基复合材料的模型应力分布结果图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只是作为示例,而不能以此来限制本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法。
多元多层陶瓷基复合材料的结构组成为碳纤维或碳化硅纤维作为增强体,通过CVI或者PIP制备工艺将基体与自愈合组元交替添加到复合材料中,通过热处理、加工等后续工艺,最终制备而得。由于复合材料由制备温度冷却到室温时,内外冷却速度的差异以及基体与增强体之间热膨胀系数的不匹配,会在复合材料中形成残余应力。该热应力会在基体与增强体之间的界面附近形成应力集中,对复合材料的力学性能产生较大影响。
对于传统的多元多层自愈合陶瓷基复合材料,其中最常见的为C/SiC-BC4陶瓷基复合材料,其结构为:碳纤维/(碳化硅/碳化硼层)n,n为2~5次,表1给出了多元多层陶瓷基复合材料组成的相关性能。
表1多元多层陶瓷基复合材料组成成分的相关性能
从表1中可以看出,由于碳化硅纤维和碳化硅基体间存在较大的热膨胀系数的差异,所以对材料制备过程中易在纤维和基体间形成较大应力集中而导致裂纹产生,不利于材料高温抗氧化,所以本发明在碳纤维和碳化硅基体间通过铝的氧化物与石墨通氮还原合成法引入了一种新的界面相:AlN,由于氮化硼的热膨胀系数介于碳化硅纤维和碳化硅基体之间,可以有效缓解纤维基体界面的应力集中,有效控制裂纹形成。
下面通过具体实施例对本发明提供的多元多层自愈合陶瓷基复合材料发动机涡轮外环进行进一步地说明。
实施例一
本实施例提供一种多元多层自愈合陶瓷基复合材料发动机涡轮外环,涡轮外环是采用纤维增强陶瓷基复合材料制备而成;纤维增强陶瓷基复合材料依次由碳化硅纤维层、第一基体层和第二基体层组成;其中,第一基体层为氮化铝层;第二基体层由交替沉积的碳化硅层和自愈合层BC4层组成,交替沉积的次数为2次。也就是说,本实施例中的纤维增强陶瓷基复合材料依次包括:碳化硅纤维层、氮化铝层、碳化硅层、BC4层、碳化硅层和BC4层,碳化硅纤维层的厚度为4μm,氮化铝层的厚度为2μm,各碳化硅层和各自愈合层的厚度均为2μm。
针对该实施例,发明人通过有限元分析软件ANSYS对多元多层自愈合陶瓷基复合材料发动机涡轮外环的冷却过程中的应力行为进行分析。
具体地,陶瓷基复合材料参数设置为:弹性模量均为:103GPa,热膨胀系数均4.0MK
如图1所示为涡轮外环的1/18的结构,由于涡轮外环为循环对称结构,所以可以选取其中具有代表性的1/18结构作为研究对象,其研究结果与整体涡轮外环的研究结果一致。
涡轮外环局部图的组成为:内壁为弧度是20°的内径为100、外径为102,高为10的圆柱,中间层为弧度是20°的内径为102、外径为104,高为8的圆柱,外层为L型截面的柱体组成,其中“1”部分为弧度是20°的内径为104、外径为104.5,高为10的圆柱(前面三个圆柱底部共面),“-”部分为弧度是20°的内径为104.5、外径为107,高为1的圆柱,最后在弧度为2°到9°之间,内径为102,外径为107,高为从Z轴1到1的部分的柱体区域挖空,同样在弧度为11°到18°之间,内径为102,外径为107,高为从Z轴1到1的部分柱体区域挖空,最终组合得到涡轮外环的局部结构。
使用Structural Solid Brick 8node 45单元对模型进行网格划分。该单元为3D实体元:3D实体单元用于模拟三维实体结构,此类单元每个节点均具有三个自由度,即Ux、Uy、Uz三个平动自由度。划分自由网格时的单元尺寸控制选择为SmartSizing,使用自由网格划分,自由网格划分,对实体模型无特殊要求。
在有限元模拟中,冷却过程通过施加温度载荷来实现。内壁温度设置为1300℃,外侧温度设置为20℃,由于要去涡轮外环可以在轴向和周向自由膨胀,所以只设置整个模型的Z轴方向的位移为0。
从图6中可以看出最大应力值位于内壁面。
实施例二
将传统的多元多层自愈合陶瓷基复合材料和改进后的复合材料(本发明实施例一提供的多元多层自愈合陶瓷基复合材料)进行ANSYS有限元模拟,分析两者在高温冷却过程中残余应力的分布。具体分析过程如下。
1、多元多层自愈合陶瓷基复合材料的微观模型建立
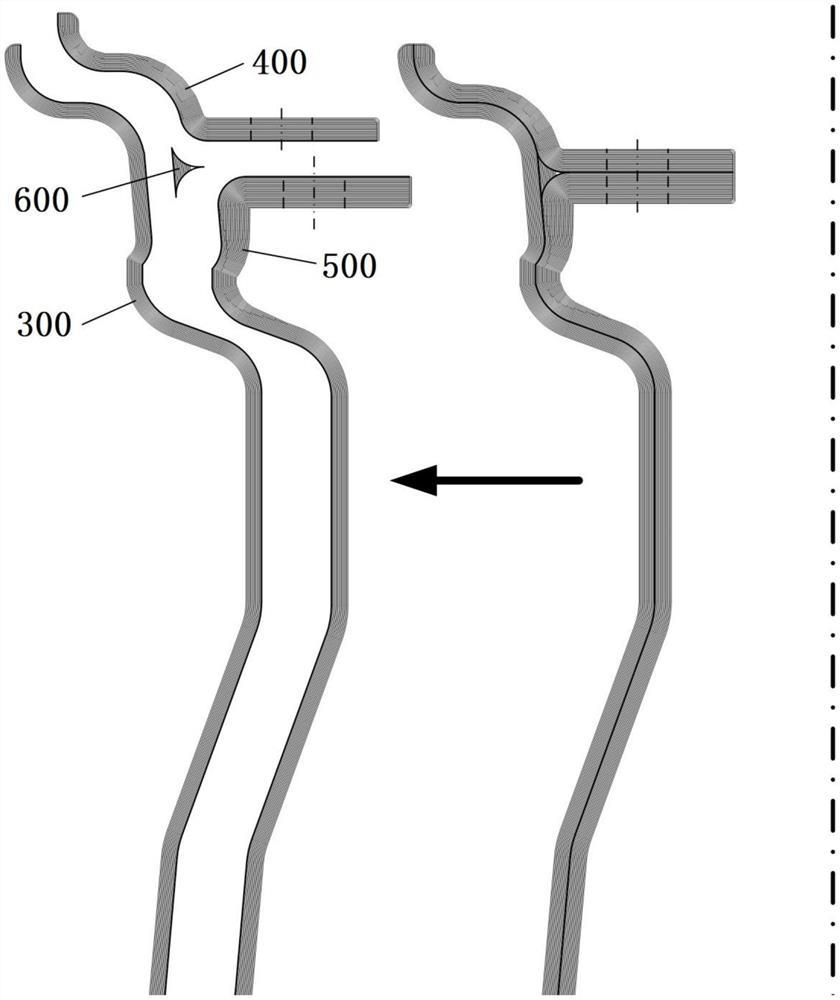
对于传统的多元多层自愈合陶瓷基复合材料,其结构为:碳化硅纤维/碳化硅/自愈合层/碳化硅/自愈合层/碳化硅,其中自愈合层为BC4层,对于改进后的多元多层自愈合陶瓷基复合材料,其结果为碳化硅纤维/氮化铝/碳化硅/自愈合层/碳化硅/自愈合层,即与传统的结构不同之处为,在碳化硅纤维和碳化硅基体间增加了AlN层,内部交替的基体层厚度均为2μm,且第一基体层(碳化硅层)与碳纤维的厚度比为1:2。通过选择具有代表性的结构单元(内壁面最大应力值结构单元)作为研究对象,对多元多层陶瓷基复合材料的结构进行分析。多元多层陶瓷基复合材料的模型示意图如图7所示。
2、网格划分
对于多元多层自愈合陶瓷基复合材料,定义单元类型为八面体单元,并设置各个部分的材料性能参数。多元多层陶瓷基复合材料的模型网格划分示意图如图8所示。
3、施加载荷和边界条件
为了保持微观结构与宏观结构受力的一致性,设置X=0面的位移约束为0,Y=0面的位移约束为0;同时设置X=0面的温度载荷为1300℃。多元多层陶瓷基复合材料的模型载荷施加示意图如图9所示。
4、分析结果对比
图10和图11分别为传统的多元多层自愈合陶瓷基复合材料的应力分布图和改进后的多元多层自愈合陶瓷基复合材料的应力分布图。
从图10和图11中可以看出,施加AlN对应力分布的整体趋势影响不大,但是两种模型的最大应力分别为1.9444GPa和1.8554GPa,即增加了AlN层后,材料内部的最大应力下降了4.58%。
综上,通过在多元多层自愈合陶瓷基复合材料的纤维和碳化硅基体间增加AlN陶瓷界面层,可以有效实现材料内部在冷却过程中的能量释放,控制裂纹的形成。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对步骤、数字表达式和数值并不限制本发明的范围。在这里示出和描述的所有示例中,除非另有规定,任何具体值应被解释为仅仅是示例性的,而不是作为限制,因此,示例性实施例的其他示例可以具有不同的值。
在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的保护范围当中。
多元多层自愈合陶瓷基复合材料发动机涡轮外环专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0