

IPC分类号 : B29C48/09,B29C48/88,B29C48/885,B29C48/90,B29C48/92,B29K23/00,B29K75/00,B29K77/00









专利摘要
本发明提供一种微观下二维片状填料呈规则排列的聚合物微型导管及其制备方法,其制备方法包括:(1)将作为聚合物微型导管原料的聚合物料粒和二维片状填料按照一定比例混合均匀;(2)将步骤(1)所得混合物通过
权利要求
1.微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其特征在于包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚烯烃弹性体料粒和二维片状填料蒙脱土按照重量比例1:0.02混合均匀,备用;
(2)将步骤(1)所得混合物通过一种高性能聚合物管材的制备装置进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管,其中所述微观下二维片状填料呈规则排列表现为二维片状填料沿聚合物微型导管环向取向且片状面垂直于径向方向,导管的外壁区域及管芯区域内填料的排列规则趋于一致;
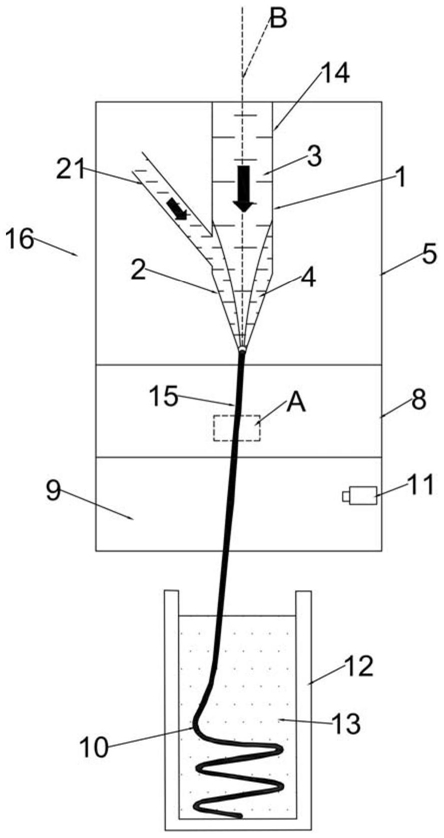
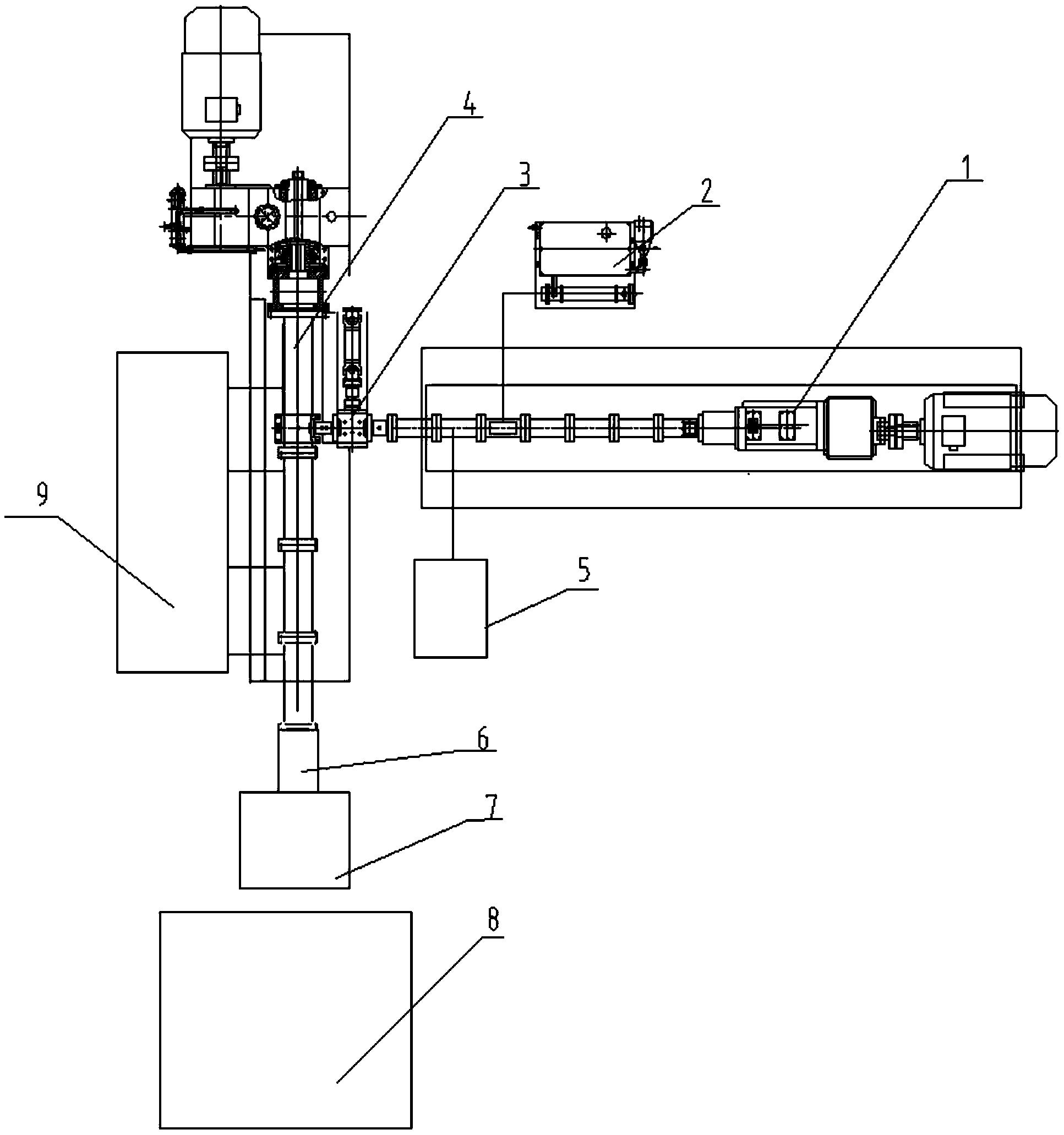
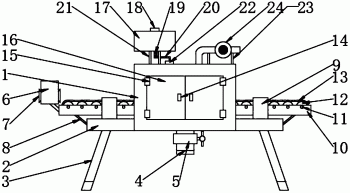
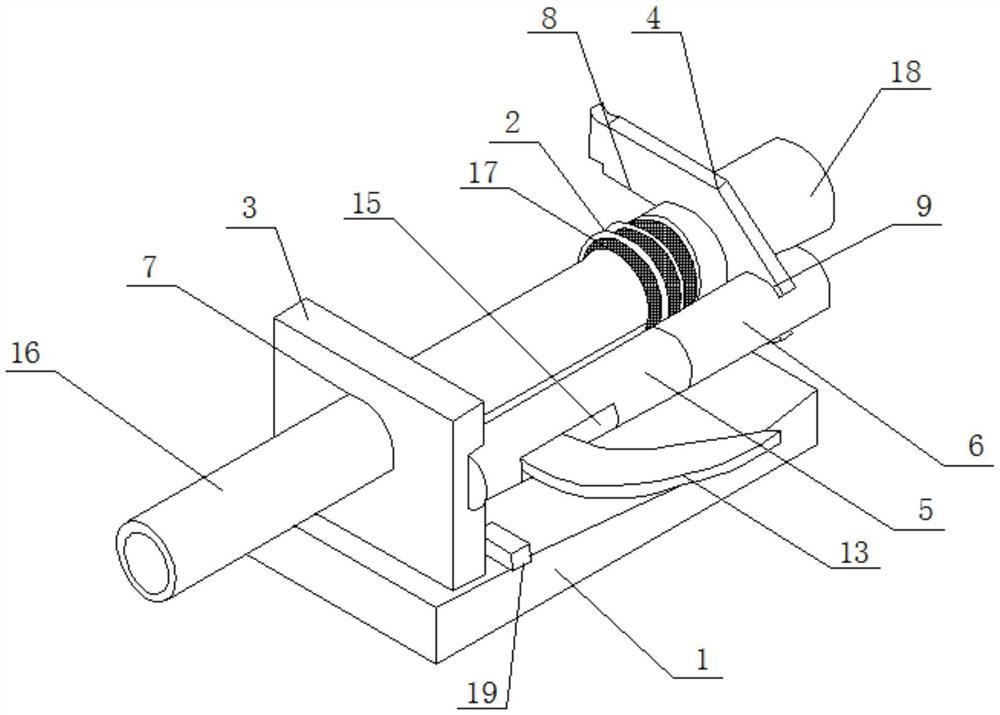
所述高性能聚合物管材的制备装置,该装置包括依次连接的挤出机、挤管机头、冷却定型机构、管材牵引机、切割机和驱动机构以及冷却介质输送机构,挤管机头是由机头体、前支撑体、后支撑体、挤管口模、引料接头、芯棒、轴承和轴承座构成,其外包覆有控温加热圈,机头体为一两端开放的腔体,其后端部的阶梯台阶上安放有一轴承,并由后支撑体固定其中;前支撑体沿轴向开有阶梯通孔,其内安放有一轴承,挤管口模由其支撑,并通过伸出前支撑体外前端部上的传动轮与驱动机构连接,与机头体形成动配合,挤管口模的后端部位于机头体腔体内,其进口段呈漏斗形;引料接头安装在机头体中后部侧壁斜开的通孔上,其进口端与挤出机相连;芯棒由机头体后端部的轴承以及位于后支撑体后的轴承座内的轴承支撑固定,并通过位于轴承座外的后端头上的传动轮与驱动机构相连,以与机头体形成动配合;芯棒中心沿轴向开有冷却介质通道,冷却介质通道的进口与冷却介质输送机构相连,其位于挤管口模进料口部分为锥形,该锥形部分与口模进料口的漏斗形部分共同构成断面逐渐收缩的拉伸流道;
其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为15°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为25℃,并同时通过芯棒内的冷却介质通道通入温度为25℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为20rpm,螺杆转速为15rpm。
2.微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其特征在于包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚氨酯料粒和二维片状填料石墨烯按照重量比例1:0.03混合均匀,备用;
(2)将步骤(1)所得混合物通过一种高性能聚合物管材的制备装置进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管,其中所述微观下二维片状填料呈规则排列表现为二维片状填料沿聚合物微型导管环向取向且片状面垂直于径向方向,导管的外壁区域及管芯区域内填料的排列规则趋于一致;
所述高性能聚合物管材的制备装置,该装置包括依次连接的挤出机、挤管机头、冷却定型机构、管材牵引机、切割机和驱动机构以及冷却介质输送机构,挤管机头是由机头体、前支撑体、后支撑体、挤管口模、引料接头、芯棒、轴承和轴承座构成,其外包覆有控温加热圈,机头体为一两端开放的腔体,其后端部的阶梯台阶上安放有一轴承,并由后支撑体固定其中;前支撑体沿轴向开有阶梯通孔,其内安放有一轴承,挤管口模由其支撑,并通过伸出前支撑体外前端部上的传动轮与驱动机构连接,与机头体形成动配合,挤管口模的后端部位于机头体腔体内,其进口段呈漏斗形;引料接头安装在机头体中后部侧壁斜开的通孔上,其进口端与挤出机相连;芯棒由机头体后端部的轴承以及位于后支撑体后的轴承座内的轴承支撑固定,并通过位于轴承座外的后端头上的传动轮与驱动机构相连,以与机头体形成动配合;芯棒中心沿轴向开有冷却介质通道,冷却介质通道的进口与冷却介质输送机构相连,其位于挤管口模进料口部分为锥形,该锥形部分与口模进料口的漏斗形部分共同构成断面逐渐收缩的拉伸流道;
其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为14°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为23℃,并同时通过芯棒内的冷却介质通道通入温度为23℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为40rpm,螺杆转速为10rpm。
3.微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其特征在于包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯料粒和二维片状填料二硫化钼按照重量比例1:0.2混合均匀,备用;
(2)将步骤(1)所得混合物通过一种高性能聚合物管材的制备装置进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管,其中所述微观下二维片状填料呈规则排列表现为二维片状填料沿聚合物微型导管环向取向且片状面垂直于径向方向,导管的外壁区域及管芯区域内填料的排列规则趋于一致;
所述高性能聚合物管材的制备装置,该装置包括依次连接的挤出机、挤管机头、冷却定型机构、管材牵引机、切割机和驱动机构以及冷却介质输送机构,挤管机头是由机头体、前支撑体、后支撑体、挤管口模、引料接头、芯棒、轴承和轴承座构成,其外包覆有控温加热圈,机头体为一两端开放的腔体,其后端部的阶梯台阶上安放有一轴承,并由后支撑体固定其中;前支撑体沿轴向开有阶梯通孔,其内安放有一轴承,挤管口模由其支撑,并通过伸出前支撑体外前端部上的传动轮与驱动机构连接,与机头体形成动配合,挤管口模的后端部位于机头体腔体内,其进口段呈漏斗形;引料接头安装在机头体中后部侧壁斜开的通孔上,其进口端与挤出机相连;芯棒由机头体后端部的轴承以及位于后支撑体后的轴承座内的轴承支撑固定,并通过位于轴承座外的后端头上的传动轮与驱动机构相连,以与机头体形成动配合;芯棒中心沿轴向开有冷却介质通道,冷却介质通道的进口与冷却介质输送机构相连,其位于挤管口模进料口部分为锥形,该锥形部分与口模进料口的漏斗形部分共同构成断面逐渐收缩的拉伸流道;
其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为17°,长度为14cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为30℃,并同时通过芯棒内的冷却介质通道通入温度为30℃、压力为0.5MPa的冷却介质,芯棒和口模旋转速度为100rpm,螺杆转速为30rpm。
4.微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其特征在于包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯料粒和二维片状填料二硫化钼按照重量比例1:0.01混合均匀,备用;
(2)将步骤(1)所得混合物通过一种高性能聚合物管材的制备装置进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管,其中所述微观下二维片状填料呈规则排列表现为二维片状填料沿聚合物微型导管环向取向且片状面垂直于径向方向,导管的外壁区域及管芯区域内填料的排列规则趋于一致;
所述高性能聚合物管材的制备装置,该装置包括依次连接的挤出机、挤管机头、冷却定型机构、管材牵引机、切割机和驱动机构以及冷却介质输送机构,挤管机头是由机头体、前支撑体、后支撑体、挤管口模、引料接头、芯棒、轴承和轴承座构成,其外包覆有控温加热圈,机头体为一两端开放的腔体,其后端部的阶梯台阶上安放有一轴承,并由后支撑体固定其中;前支撑体沿轴向开有阶梯通孔,其内安放有一轴承,挤管口模由其支撑,并通过伸出前支撑体外前端部上的传动轮与驱动机构连接,与机头体形成动配合,挤管口模的后端部位于机头体腔体内,其进口段呈漏斗形;引料接头安装在机头体中后部侧壁斜开的通孔上,其进口端与挤出机相连;芯棒由机头体后端部的轴承以及位于后支撑体后的轴承座内的轴承支撑固定,并通过位于轴承座外的后端头上的传动轮与驱动机构相连,以与机头体形成动配合;芯棒中心沿轴向开有冷却介质通道,冷却介质通道的进口与冷却介质输送机构相连,其位于挤管口模进料口部分为锥形,该锥形部分与口模进料口的漏斗形部分共同构成断面逐渐收缩的拉伸流道;
其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为13°,长度为12cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为20℃,并同时通过芯棒内的冷却介质通道通入温度为20℃、压力为0.1MPa的冷却介质,芯棒和口模旋转速度为5rpm,螺杆转速为5rpm。
5.微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其特征在于包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯和二维片状填料氮化硼按照重量比例1:0.08混合均匀,备用;
(2)将步骤(1)所得混合物通过一种高性能聚合物管材的制备装置进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管,其中所述微观下二维片状填料呈规则排列表现为二维片状填料沿聚合物微型导管环向取向且片状面垂直于径向方向,导管的外壁区域及管芯区域内填料的排列规则趋于一致;
所述高性能聚合物管材的制备装置,该装置包括依次连接的挤出机、挤管机头、冷却定型机构、管材牵引机、切割机和驱动机构以及冷却介质输送机构,挤管机头是由机头体、前支撑体、后支撑体、挤管口模、引料接头、芯棒、轴承和轴承座构成,其外包覆有控温加热圈,机头体为一两端开放的腔体,其后端部的阶梯台阶上安放有一轴承,并由后支撑体固定其中;前支撑体沿轴向开有阶梯通孔,其内安放有一轴承,挤管口模由其支撑,并通过伸出前支撑体外前端部上的传动轮与驱动机构连接,与机头体形成动配合,挤管口模的后端部位于机头体腔体内,其进口段呈漏斗形;引料接头安装在机头体中后部侧壁斜开的通孔上,其进口端与挤出机相连;芯棒由机头体后端部的轴承以及位于后支撑体后的轴承座内的轴承支撑固定,并通过位于轴承座外的后端头上的传动轮与驱动机构相连,以与机头体形成动配合;芯棒中心沿轴向开有冷却介质通道,冷却介质通道的进口与冷却介质输送机构相连,其位于挤管口模进料口部分为锥形,该锥形部分与口模进料口的漏斗形部分共同构成断面逐渐收缩的拉伸流道;
其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为14°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为22℃,并同时通过芯棒内的冷却介质通道通入温度为22℃、压力为0.3MPa的冷却介质,芯棒和口模旋转速度为20rpm,螺杆转速为20rpm。
6.根据权利要求1-5任一项所述制备方法所得聚合物微型导管。
7.根据权利要求6所述聚合物微型导管应用于汽车输油管道、光纤通信、精密仪器设备以及生物医学。
说明书
技术领域
本发明属于微型导管技术领域,涉及一种微观下二维片状填料呈规则排列的聚合物微型导管及其制备方法,特别是在汽车油路、精密仪器以及医学介入治疗等领域的微型导管制品。
背景技术
聚合物微型导管通常指通过微加工技术所得到的聚合物材质导管(通常直径小于5mm,壁厚小于1mm),现已广泛应用于汽车输油管道、光纤通信技术、精密仪器设备以及生物医学技术等领域,在实际应用中有着很大的需求。但中国生产制备技术发展相对较慢,在一些高端聚合物微管领域不具备成熟的工业化生产能力,因此目前主要还是依赖于进口,例如被广泛应用于人体介入治疗领域的PTCA扩张导管、血管造影用导管、泌尿外科用导管等。高端聚合物微型导管购买进口流程繁复且价格高昂,据统计,近年来中国在各类微管进口上花费的费用达数亿美元。因此,实现高性能聚合物微型导管制备的重要性越来越高。
聚合物微型导管的特征之一便是尺寸小,由此管壁也相对较薄,如血管造影用导管直径1.5-2mm,壁厚0.2-0.3mm。并且单一组分的聚合物微型导管,由于聚合物本身的限制,其耐压缩性能低下,在使用过程中很容易在压力作用下发生变形、扭结甚至塌陷。对此,一般需要在聚合物中加入填料对导管的性能进行增强。除此之外,聚合物微型导管最重要的作用是输送小分子物质,如汽车中的输油管、精密仪器中的输气管以及输送体液的医用导管等,因此其阻隔性能要求较高。聚合物有许多优良的理化性质与低廉的成本,但在阻隔性能上却远不如传统的金属和硅酸盐材料。在聚合物薄膜的研究中,许多研究人员将径厚比很大的二维片状填料添加到聚合物中,使其形成平行于薄膜平面的层状结构以延长小分子物质的渗透路径,以此来增强薄膜阻隔性能(Guan Y,Meyers K P,Mendon S K,etal.ACS applied materials&interfaces,2016,8(48):33210-33220.)。因此,可以将二维填料引入到聚合物微型导管中,提高其压缩性能的同时,利用二维填料径厚比很大的优势提高其阻隔性能。
但是,在传统的聚合物微型导管的制备中,微管仅受到轴向的拉伸作用,使得聚合物熔体在流道中仅受到轴向的单一力场作用,并且剪切作用从流道壁到流道中心逐渐减小,流道中心处剪切作用很小甚至为零。而二维片状填料的自由度为2,在单一力场中不能规则取向排列:在剪切作用较强的外壁区域,二维填料平行于轴向排列,但在径向上无规排列;而在剪切作用很弱的管芯区域,填料就完全无规排列。故二维填料在现有技术挤出模式下只能形成外壁区域相对规则、管芯区域完全无序的结构,对聚合物管的压缩性能以及阻隔性能的增强效果都不能最大化。因此该技术手段所制备的聚合物微型导管性能有限,无法进一步在应用领域上扩展,并且成本的提高相对其有限性能,也易导致填料的浪费,无法作为成熟的工业化制品。
因此,若有一种耐压缩性能优异并且阻隔性能优良的聚合物微型导管,将具有更广阔的应用领域,适于进行工业化生产及应用,并引领聚合物微型导管领域的快速发展。
发明内容
本发明为了解决上述背景技术中的问题,提供一种微观下二维片状填料呈规则排列的聚合物微型导管及其制备方法,该聚合物微型导管在径向方向上二维片状填料呈规则排列,具有优异的耐压缩性能和阻隔性能,其制备方法工艺流程简单,并可连续化生产,具有工业化前景。
为实现上述目的,本发明是采用由以下技术措施构成的技术方案来实现的。
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚合物料粒和二维片状填料按照重量比例1:(0.01~0.2)混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为13~17°,长度为12~14cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为20~30℃,并同时通过芯棒内的冷却介质通道通入温度为20~30℃、压力为0.1~0.5MPa的冷却介质,芯棒和口模旋转速度为5~100rpm,螺杆转速为5~30rpm。
通过上述制备方法,所制得聚合物微型导管中二维片状填料在微观径向取向上呈现出一致的规则排列结构,该规则排列结构为二维片状填料沿环向取向且片状面垂直于径向方向。导管的外壁区域及管芯区域内填料的排列规则趋于一致。
其中,步骤(1)中所述作为聚合物微型导管原料的聚合物料粒通常为可热塑性加工的聚合物,包括聚烯烃类聚合物、聚酰胺类聚合物和聚氨酯中的任一种。进一步地,所述聚烯烃类聚合物优选聚乙烯、聚丙烯或聚烯烃弹性体;所述聚酰胺类聚合物优选聚酰胺11、聚酰胺12、聚酰胺1212或聚酰胺6。
为了易于加工,更进一步地,所述作为聚合物微型导管原料的聚合物料粒优选聚乙烯、聚烯烃弹性体、聚酰胺11或聚氨酯。
其中,步骤(1)中所述二维片状填料包括石墨烯、蒙脱土、云母粉、高岭土滑石粉、二硫化钼和氮化硼中任一种;优选地,所述二维片状填料为石墨烯、蒙脱土和云母粉。
通常地,所述聚合物料粒和二维片状填料在混合前经过预处理或是直接购置适于进行挤出加工成型的原料形态,为了更好地说明本发明,并提供一种优选的技术方案,所述二维片状填料优选平均片层厚度1~10nm,直径0.1~1μm。
通常地,步骤(1)中所述混合均匀为现有技术的搅拌方式使得二维片状填料均匀分散于聚合物料粒中,本领域技术人员可根据具体聚合物料粒和片状填料的选择,选用适当的现有技术手段进行混合,如机械搅拌。
通常地,除所述聚合物料粒和二维片状填料外,本发明在实际工业化生产中,还可添加其它现有技术公知的抗氧剂、稳定剂、增塑剂等其它加工助剂。但前提是,这些加工助剂对本发明的目的实现以及对本发明优良效果的取得不得造成不利影响。
优选地,步骤(1)中所述作为聚合物微型导管原料的聚合物料粒和二维片状填料按照重量比例1:(0.01~0.1)混合均匀;为了更易加工以及防止填料含量过高降低材料的韧性,进一步优选地,步骤(1)所述作为聚合物微型导管原料的聚合物料粒和二维片状填料按照重量比例1:(0.02~0.05)混合均匀。
其中,步骤(2)中所述申请号为200810045785.9的一种高性能聚合物管材的制备装置,为本发明的申请人在先授权专利(申请号为200810045785.9)中所述的设备,通常地,其中的挤出机优选为螺杆挤出机。
优选地,步骤(2)中所述工艺参数如下:采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为20~25℃,并同时通过芯棒内的冷却介质通道通入温度为20~25℃、压力为0.1~0.3MPa的冷却介质,芯棒和口模旋转速度为10~40rpm,螺杆转速为10~20rpm。
通过上述技术方案制备所得微观下二维片状填料呈规则排列的聚合物微型导管,在一优选技术方案中,制备所得聚合物微型导管,较纯聚合物微型导管,压缩强度增加了122.1%,阻隔性能增加了72.4%。
本发明具有如下有益效果:
1、本发明通过申请人在先授权专利技术中设备所具有的挤出机头芯棒和口模反向同旋转速率特殊技术方式挤出加工成型,芯棒和口模的反向旋转使二维片状填料受到了从流道内到流道壁均匀的剪切力,因此所获得的聚合物微型导管在微观径向取向上呈现出一致的规则排列结构,克服了现有技术中二维片状填料在导管外壁区域相对规则、管芯区域完全无序的技术问题,最终所得聚合物微型导管的耐压缩性能大大增加,完美解决了目前介入治疗用医用导管在使用过程中易变形和塌陷的问题。
2、本发明制备所得聚合物微型导管由于二维片状填料在微观径向取向上呈现出一致的规则排列结构,管内物质的渗透路径大大延长,显著地提高了聚合物微型导管的阻隔性能,使管材在使用过程中管内和管外能更好地发挥隔绝功能,并且提高其使用寿命。
3、由于本发明提供的制备方法是中芯棒和口模的旋转速率为可调节的,因此对于不同的增强填料和聚合物基体,都可以通过旋转速率的调节来实现增强填料整体上的均匀规则排列,使不同类型的管材都能获得最大化的力学性能。
4、本发明提供的制备方法工艺流程简单,操作方便,且可连续化生产,适于进行工业化生产及应用。
附图说明
图1为本发明对比例1中在挤出加工成型阶段聚合物熔体所受剪切速率分布(a)与本发明实施例1中在挤出加工成型阶段聚合物熔体所受剪切速率分布(b)的计算机模拟对比图。可明显看出,对比例1中剪切速率在外壁区域最大,在管芯区域处减小甚至为0;实施例1中剪切速率较大且分布均匀。
图2为本发明对比例1所制得聚合物微型导管轴向截面电镜照片(a、a1)和本发明实施例1所制得聚合物微型导管轴向截面电镜照片(b、b1)。可明显看出,对比例1中的二维片状填料蒙脱土在聚合物基体内整体呈无规排列;实施例1中的二维片状填料蒙脱土则沿环向取向规则排列,并且片状面垂直于径向方向。
图3为本发明实施例1、对比例1-2分别所制得聚合物微型导管的压缩强度对比线图。
图4为本发明实施例1、对比例1-2分别所制得聚合物微型导管的阻隔性能对比线图。
具体实施方式
下面通过实施例并结合附图对本发明作进一步说明。值得指出的是,给出的实施例不能理解为对本发明保护范围的限制,该领域的技术人员根据本发明的内容对本发明作出的一些非本质的改进和调整仍应属于本发明保护范围。
压缩性能测试采用电力机械测试仪(美国Bose 3220系列II型)进行测试,在压缩试验中,测试的是径向压缩强度,样品长度为1cm,压缩应变20%,循环压缩100个循环,且至少测试了五个试样。
阻隔性能测试中,先取30cm微管,然后封住一端,向其中注入无水乙醇,再封住另一端,在室温20℃下静置,每过一段时间称量一次微管的质量,且至少测试了5个试样。
实施例1
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚烯烃弹性体料粒和二维片状填料蒙脱土按照重量比例1:0.02混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为15°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为25℃,并同时通过芯棒内的冷却介质通道通入温度为25℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为20rpm,螺杆转速为15rpm。
经检测,本实施例制备所得聚合物微型导管,较对比例1压缩强度提升122.1%,阻隔性能提升72.4%。
实施例2
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚氨酯料粒和二维片状填料石墨烯按照重量比例1:0.03混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为14°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为23℃,并同时通过芯棒内的冷却介质通道通入温度为23℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为40rpm,螺杆转速为10rpm。
经检测,本实施例制备所得聚合物微型导管,较对比例1压缩强度提升95.6%,阻隔性能提升107.5%。
实施例3
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯料粒和二维片状填料二硫化钼按照重量比例1:0.2混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为17°,长度为14cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为30℃,并同时通过芯棒内的冷却介质通道通入温度为30℃、压力为0.5MPa的冷却介质,芯棒和口模旋转速度为100rpm,螺杆转速为30rpm。
经检测,本实施例制备所得聚合物微型导管,较对比例1压缩强度提升171.6%,阻隔性能提升148.4%。
实施例4
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯料粒和二维片状填料二硫化钼按照重量比例1:0.01混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为13°,长度为12cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为20℃,并同时通过芯棒内的冷却介质通道通入温度为20℃、压力为0.1MPa的冷却介质,芯棒和口模旋转速度为5rpm,螺杆转速为5rpm。
经检测,本实施例制备所得聚合物微型导管,较对比例1压缩强度提升72.8%,阻隔性能提升61.9%。
实施例5
微观下二维片状填料呈规则排列的聚合物微型导管的制备方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚乙烯和二维片状填料氮化硼按照重量比例1:0.08混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;其中芯棒和口模互为反向同速旋转,工艺参数如下:冷却定型机构的定径套喇叭口张开角度为14°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为22℃,并同时通过芯棒内的冷却介质通道通入温度为22℃、压力为0.3MPa的冷却介质,芯棒和口模旋转速度为20rpm,螺杆转速为20rpm。
经检测,本实施例制备所得聚合物微型导管,较对比例1压缩强度提升106.2%%,阻隔性能提升95.6%%。
对比例1
采用传统挤出加工成型方式制备纯聚合物微型导管的方法,其包括以下工艺步骤:
将聚烯烃弹性体粒料通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;工艺参数如下:冷却定型机构的定径套喇叭口张开角度为15°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为25℃,并同时通过芯棒内的冷却介质通道通入温度为25℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为0,螺杆转速为15rpm。
对比例2
采用传统挤出加工成型方式制备纯聚合物微型导管的方法,其包括以下工艺步骤:
(1)将作为聚合物微型导管原料的聚烯烃弹性体料粒和二维片状填料蒙脱土按照重量比例1:0.02混合均匀,备用;
(2)将步骤(1)所得混合物通过申请号为200810045785.9的一种高性能聚合物管材的制备装置中进行挤出加工成型,即得微观下二维片状填料呈规则排列的聚合物微型导管;工艺参数如下:冷却定型机构的定径套喇叭口张开角度为15°,长度为13cm,采用真空定径和管材外壁喷淋,管材外壁喷淋水水温为25℃,并同时通过芯棒内的冷却介质通道通入温度为25℃、压力为0.2MPa的冷却介质,芯棒和口模旋转速度为0,螺杆转速为15rpm。
微观下二维片状填料呈规则排列的聚合物微型导管及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0