

IPC分类号 : B29C65/04,B29C65/78,B29C65/00,B29L23/00,B29K23/00





专利摘要
一种小型PPR管焊接装置,底座内安装有高频加热器及感应线圈;底座上端面设有立板、固定夹具、连接杆、连接套筒和缩程把手;立板固接于底座一端,开设有与感应线圈同轴设置的锥形通孔;固定夹具位于与立板相对一端,连接杆横向设置,一端与立板连接;连接套筒套装于连接杆外部,其远离连接杆的另一端穿过固定夹具;PPR管穿过立板,一端与锥形通孔卡紧,另一端套设镍丝焊接网套后穿入加热线圈;PPR管接头一端夹持于固定夹具中,另一端接近镍丝焊接网套;固定夹具使连接套筒和PPR管接头联动。该焊接装置能够简化焊接操作工序,方便地对PPR管实施焊接的同时减小焊接过程中操作工人被烫伤的危险性。
权利要求
1.一种小型PPR管焊接装置,包括底座(1),其特征在于,底座(1)内安装有高频感应加热器,感应线圈(2)通过底座(1)上端面开设的通孔与高频感应加热器进行连接;
底座(1)上端面设置夹持机构,所述的夹持机构包括立板(3)、固定夹具(4)以及设置于立板(3)和固定夹具(4)之间的连接杆(5)及连接套筒(6);所述的立板(3)固定连接于底座(1)的一端,立板(3)上开设有与感应线圈(2)同轴设置的锥形通孔(7);
固定夹具(4)位于与立板(3)相对的底座(1)另一端,固定夹具(4)包括中间连接部以及位于连接部两侧的夹具口一(8)和夹具口二(9);感应线圈(2)位于立板(3)与夹具口一(8)之间;
所述的连接杆(5)横向设置,其一端与立板(3)连接,另一端套装有与其滑动配合的弹簧(10);
所述连接套筒(6)套装于连接杆(5)的外部,其远离连接杆(5)的另一端从夹具口二(9)内穿过;连接套筒(6)与连接杆(5)配合的一端的内壁上设有弹簧限位块(11);
在连接杆(5)腔体内沿其长度方向设有水平拉杆(12),水平拉杆(12)的一端与缩程把手(13)连接,另一端穿出连接杆(5)腔体一段距离后与竖直设置在连接套筒(6)内部的纵向拉杆(14)连接,纵向拉杆(14)的两端均与连接套筒(6)内壁固定连接;
弹簧(10)一端抵压于纵向拉杆(14)端面上,另一端抵压于弹簧限位块(11)上;
连接杆(5)的一侧开设连通其腔体内部的缩程把手安装槽(15);
PPR管(16)从锥形通孔(7)横向穿过立板(3),其一端与锥形通孔(7)通过锥形橡胶塞卡紧配合,另一端套设镍丝焊接网套(17)后穿入感应线圈(2)内;
PPR管接头(18)一端被夹持于夹具口一(8)中,另一端靠近镍丝焊接网套(17),且PPR管接头(18)的内径略大于镍丝焊接网套(17)的外径;
连接套筒(6)与PPR管接头(18)轴线平行,固定夹具(4)的中间连接部位于连接套筒(6)和PPR管接头(18)之间,使连接套筒(6)和PPR管接头(18)联动。
2.根据权利要求1所述的一种小型PPR管焊接装置,其特征在于,所述的夹具口一(8)和夹具口二(9)由两夹持板通过连接轴交叉连接形成,夹持板的两端均开设有分别与PPR管接头(18)外径和连接套筒(6)外径相适配的半圆形凹槽,在夹具口一(8)远离中部连接轴的一端设有锁紧拉扣(20),锁紧拉扣(20)的一端与上夹持板(21)连接,另一端与下夹持板(22)连接。
3.根据权利要求1或2所述的一种小型PPR管焊接装置,其特征在于,所述的镍丝焊接网套(17)端部设有内折段。
说明书
技术领域
本实用新型涉及一种小型PPR管焊接装置。
背景技术
建筑工程中最常见的材料PPR管,又称三型聚丙烯管,具有环保、轻质、高强、耐腐蚀、内壁光滑不结垢、使用寿命长等优点,广泛应用于建筑给排水、城乡给排水、城市燃气、电力和光缆护套、工业流体输送、农业灌溉等。
目前PPR管连接方式主要有:热熔连接、电熔连接、法兰连接、机械式连接、卡套连接。热熔连接是一种采用专用加热工具将连接部位加热使其熔融,再施压连接成一体的连接方式。由于连接点是同一种材料所以连接质量可靠,再加上不需要其他专用材料配件,而被广泛采用。
但目前的热熔连接方式也存在明显的缺陷,表现为:PPR管热熔连接主要采用人工操作方式,焊接时,需要左右手协同工作,将PPR管端部和PPR管接头同时推入焊接工具的加热部位两侧,热熔后同时拔出,再将两个管头对焊在一起,操作工序繁琐,且由于焊接过程中热熔工具始终保持300℃左右的温度,人工操作很容易被烫伤,因此还具有一定的危险性。
发明内容
针对上述现有技术存在的问题,本实用新型提供一种小型PPR管焊接装置,该焊接装置能够简化焊接操作工序,方便地对PPR管实施焊接的同时减小焊接过程中操作工人被烫伤的危险性。
为了实现上述目的,本实用新型提供一种小型PPR管焊接装置,包括底座,底座内安装有高频感应加热器,感应线圈通过底座上端面开设的通孔与高频感应加热器进行连接;
底座上端面设置夹持机构,所述的夹持机构包括立板、固定夹具以及设置于立板和固定夹具之间的连接杆及连接套筒;所述的立板固定连接于底座的一端,立板上开设有与感应线圈同轴设置的锥形通孔;
固定夹具位于与立板相对的底座一端,固定夹具包括中间连接部以及位于连接部两侧的夹具口一和夹具口二;感应线圈位于立板与夹具口一之间;
所述的连接杆横向设置,其一端与立板连接,另一端套装有与其滑动配合的弹簧;
所述连接套筒套装于连接杆的外部,其远离连接杆的另一端从夹具口二内穿过;连接套筒与连接杆配合的一端的内壁上设有弹簧限位块;
在连接杆腔体内沿其长度方向设有水平拉杆,水平拉杆的一端与缩程把手连接,另一端穿出连接杆腔体一段距离后后与竖直设置在连接套筒内部的纵向拉杆连接,纵向拉杆的两端均与连接套筒内壁固定连接;
弹簧一端抵压于纵向拉杆端面上,另一端抵压于弹簧限位块上;
连接杆的一侧开设连通其腔体内部的缩程把手安装槽;
PPR管从锥形通孔横向穿过立板,其一端与锥形通孔通过锥形橡胶塞卡紧配合,另一端套设镍丝焊接网套后穿入感应线圈内;
PPR管接头一端被夹持于夹具口一中,另一端靠近镍丝焊接网套,且PPR管接头的内径略大于镍丝焊接网套的外径;
连接套筒与PPR管接头轴线平行,固定夹具的中间连接部位于连接套筒和PPR管接头之间,使连接套筒和PPR管接头联动。
进一步地,所述的夹具口一和夹具口二由两夹持板通过连接轴交叉连接形成,夹持板的两端均开设有分别与PPR管接头外径和连接套筒外径相适配的半圆形凹槽,在夹具口一远离中部连接轴的一端设有锁紧拉扣,锁紧拉扣的一端与上夹持板连接,另一端与下夹持板连接。
进一步地,所述的镍丝焊接网套端部设有内折段。
本装置通过在底座内安装高频感应加热器,底座上端面安装夹持机构,通过夹持机构中的固定夹具使连接套筒与PPR管接头形成联动结构,通过感应线圈对镍丝焊接网套加热,当与镍丝焊接网套接触部分的PPR管开始融化,通过对缩程把手施加握裹拉力,带动PPR管接头向的PPR管方向移动,并迫使PPR管压入PPR管接头内,在感应线圈加热的过程中位于其内侧的PPR管和位于其外侧的PPR管接头都会融化,以达到焊接的目的,且在焊接的过程中避免了操作工人直接用手接触热熔管头,防止了被烫伤的危险的发生,该装置操作方便,可便捷快速的进行焊接施工。
本申请还提供了一种小型PPR管焊接方法,包括如下步骤:
(1)将待焊接的PPR管一端穿过立板上开设的锥形通孔、套上镍丝焊接网套后伸进感应线圈内,调整到位再将橡胶套塞入锥形通孔,PPR管后拉形成自锁自锚;
(2)将待焊接的PPR管接头一端固定于夹具口一内,另一端接近镍丝焊接网套后,拉紧锁紧拉扣,此时固定夹具同时将PPR管接头和连接套筒夹紧;
(3)启动高频感应加热器按钮,感应线圈开始对镍丝焊接网套加热,镍丝焊接网套传递热量至与其接触的PPR管端部,当PPR管端部开始融化时,握住缩程把手并施加拉力,缩程把手通过水平拉杆带动纵向拉杆,纵向拉杆带动连接套筒向立板方向移动,连接套筒移动带动通过固定夹具与其连接的PPR管接头与其做同向运动,逐渐将带有镍丝焊接网套的PPR管焊接入PPR管接头内,当搭接段长度达到8~12mm时,关闭高频加热器;
(4)持续对缩程把手施加压力,连接套筒继续带动PPR管接头与其做同向运动,利用余热继续将PPR管及镍丝焊接网套压入PPR管接头内,搭接段长度达到15mm时,焊接完成;松开锁紧拉扣,松开缩程把手,在弹簧的回程弹力作用下,推动连接套筒回位;
(5)取下锥形通孔内的锥形橡胶套,将完成焊接的PPR管和PPR管接头从锥形通孔中取出,完成整个施工过程。
进一步地,步骤(3)中的加热温度为260~300℃。
本方法利用利用感应加热原理,通过高频感应加热器对感应线圈进行加热,感应线圈通过镍丝焊接网套间接对PPR管进行加热熔化后,通过对缩程把手施加拉力将PPR管接头套焊于PPR管外部,完成焊接。该焊接有效防止了被烫伤的危险的发生,且操作流程简单方便,不易焊歪,可便捷快速的进行焊接施工。
附图说明
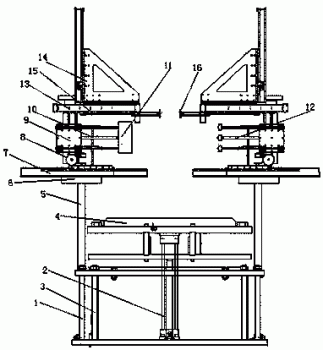
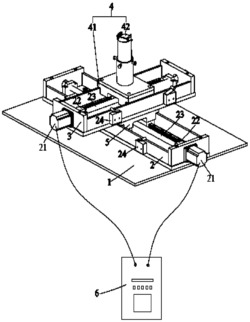
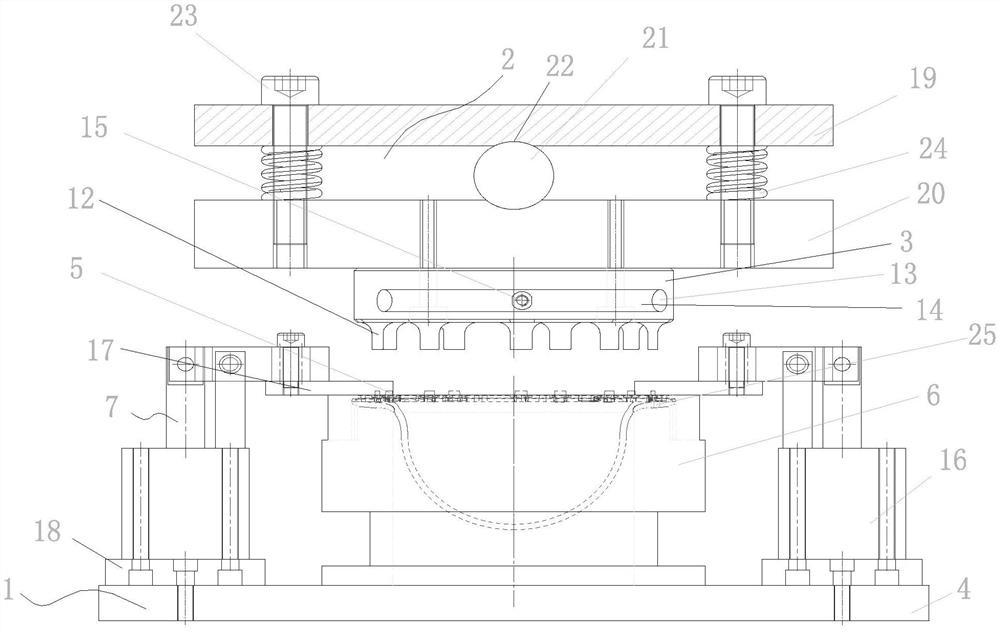
图1是本实用新型的结构示意图;
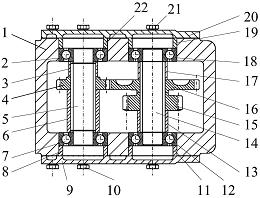
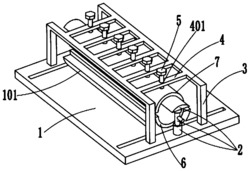
图2是夹持机构的剖视图;
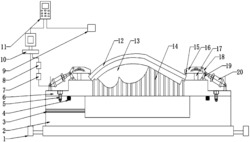
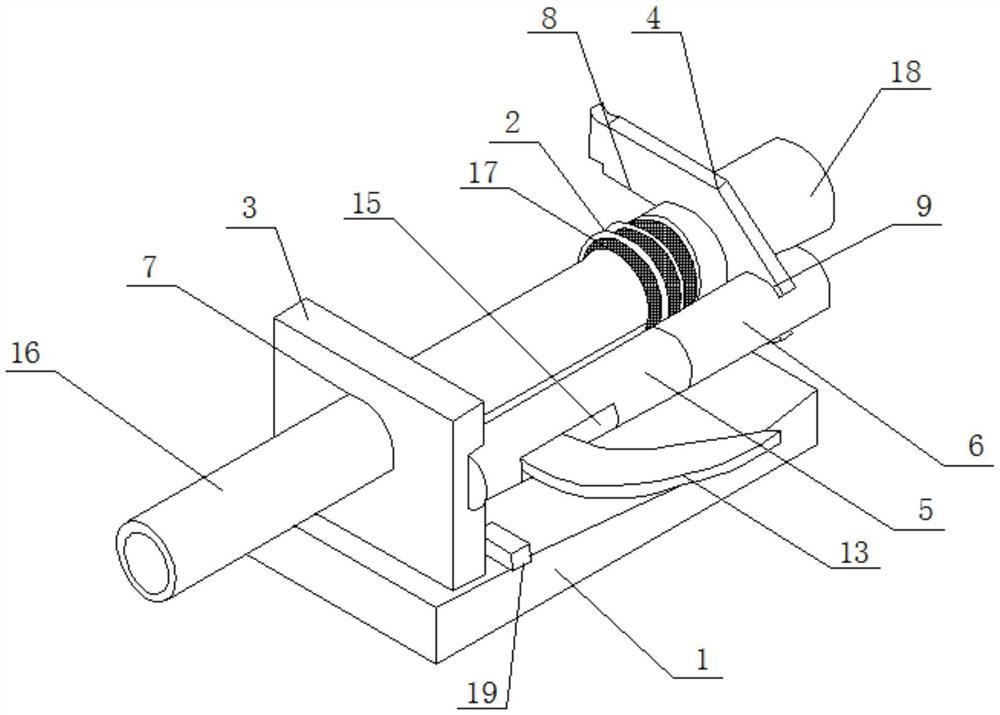
图3是固定夹具与连接套筒以及PPR管接头的配合结构示意图;
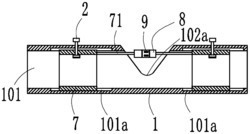
图4是镍丝焊接网套的结构示意图。
图中:1、底座,2、感应线圈,3、立板,4、固定夹具,5、连接杆,6、连接套筒,7、锥形通孔,8、夹具口一,9、夹具口二,10、弹簧,11、弹簧限位块,12、水平拉杆,13、缩程把手,14、纵向拉杆,15、缩程把手安装槽,16、PPR管,17、镍丝焊接网套,18、PPR管接头,19、按钮,20、锁紧拉扣,21、上夹持板,22、下夹持板。
具体实施方式
下面结合附图对本实用新型作进一步说明。
如图1至图4所示,一种小型PPR管焊接装置,包括底座1,底座1内安装有高频感应加热器,感应线圈2通过底座1上端面开设的通孔与高频感应加热器进行连接;
其中,感应线圈2属于高频感应加热器的一部分;
底座1上端面设置夹持机构,所述的夹持机构包括立板3、固定夹具4以及设置于立板3和固定夹具4之间的连接杆5及连接套筒6;所述的立板3固定连接于底座的一端,立板3上开设有与感应线圈2同轴设置的锥形通孔7;
固定夹具4位于与立板3相对的底座另一端,固定夹具4包括中间连接部以及位于连接部两侧的夹具口一8和夹具口二9;感应线圈2位于立板3与夹具口一9之间;
所述的连接杆5横向设置,其一端与立板3连接,另一端套装有与其滑动配合的弹簧10;
所述连接套筒6套装于连接杆5的外部,其远离连接杆5的另一端从夹具口二9内穿过;连接套筒6与连接杆5配合的一端的内壁上设有弹簧限位块11;
在连接杆5腔体内沿其长度方向设有水平拉杆12,水平拉杆12的一端与外部缩程把手13连接,另一端穿出连接杆5腔体一段距离后后与竖直设置在连接套筒6内部的纵向拉杆14连接,纵向拉杆14的两端均与连接套筒6内壁固定连接;
弹簧10一端抵压于纵向拉杆14端面上,另一端抵压于弹簧限位块11上;
连接杆5的一侧开设连通其腔体内部的缩程把手安装槽15;
PPR管16从锥形通孔7横向穿过立板3,其一端与锥形通孔7卡紧配合,另一端套设镍丝焊接网套17后穿入感应线圈内;
PPR管接头18一端被夹持于夹具口一8中,另一端靠近镍丝焊接网套17,且PPR管接头18的内径略大于镍丝焊接网套17的外径;
连接套筒6与PPR管接头18轴线平行,固定夹具4的中间连接部位于连接套筒6和PPR管接头18之间,使连接套筒6和PPR管接头18联动。
作为一种优选形式,所述的夹具口一8和夹具口二9由两夹持板通过连接轴交叉连接形成,夹持板的两端均开设有分别与PPR管接头18外径和连接套筒6外径相适配的半圆形凹槽,在夹具口一8远离中部连接轴的一端设有锁紧拉扣20,锁紧拉扣20的一端与上夹持板21连接,另一端与下夹持板22连接。
为保证镍丝焊接网套17与PPR管16的连接部位不发生位移,焊接时不被外力影响,所述的镍丝焊接网套17端部设有内折段,镍丝焊接网套17类似瓶盖顶部中空形状,镍丝丝径取0.2mm,网格密度20目,网套高度10mm,端部内折0.3mm,根据PPR管16的内径大小,镍丝焊接网套17的内径大于PPR管16内径1mm即可。
通过固定夹具4使PPR管接头18与连接杆套筒6形成联动结构,通过感应线圈2对镍丝焊接网套17加热,当与镍丝焊接网套17接触部分的PPR管16开始融化,通过对缩程把手13施加握裹拉力,连接套筒6压缩弹簧10,带动PPR管接头18向PPR管16方向移动,并将较细段PPR管16压入较粗段PPR管接头18内,在感应线圈2加热的过程中位于其内侧的较细段PPR管16和位于其外侧的较粗段PPR管接头18均会融化,以达到焊接的目的。
本申请还提供了一种小型PPR管焊接方法,包括如下步骤:
(1)将待焊接的PPR管16一端穿过立板3上开设的锥形通孔7、套上镍丝焊接网套17后伸进感应线圈2内,调整到位再将橡胶套塞入锥形通孔7,PPR管16后拉形成自锁自锚;
(2)将待焊接的PPR管接头18一端固定于夹具口一8内,另一端接近镍丝焊接网套17后,拉紧锁紧拉扣20,此时固定夹具4同时将PPR管接头18和连接套筒6夹紧;
(3)启动高频感应加热器按钮19,感应线圈2开始对镍丝焊接网套17加热,镍丝焊接网套17传递热量至与其接触的PPR管16端部,当PPR管16端部开始融化时,握住缩程把手13并施加拉力,缩程把手13通过水平拉杆12带动纵向拉杆14,纵向拉杆14带动连接套筒6向立板3方向移动,连接套筒6移动带动通过固定夹具4与其连接的PPR管接头18与其做同向运动,逐渐将带有镍丝焊接网套17的PPR管16焊接入PPR管接头18内,当搭接段长度达到8~12mm时,关闭高频加热器;
(4)持续对缩程把手13施加拉力,连接套筒6继续带动PPR管接头18与其做同向运动,利用余热继续将PPR管16及镍丝焊接网套17压入PPR管接头18内,搭接段长度达到15mm时,焊接完成;松开锁紧拉扣20,松开缩程把手13,在弹簧10的回程弹力作用下,推动连接套筒6回位;
(5)取下锥形通孔7内的锥形橡胶套,将完成焊接的PPR管16和PPR管接头18从锥形通孔7中取出,完成整个施工过程。
为保证焊接效果,步骤(3)中的加热温度为260~300℃。
本实用新型中对高频感应加热电路采用24V20A电源,功率500W左右;制作镍丝焊接网套的镍金属不仅能够进行很好的加热和导热,且其在空气中的稳定性很高,具有较好的耐酸耐腐蚀性,对于PPR给水管要求环保较高的条件下是理想的焊接材料,更重要的是,该镍丝焊接网套在焊接完成后留存于PPR管和PPR管接头之间,增大了二者之间的摩擦力,极其有效地提高了焊接的牢固性。
本实用新型在保留传统热熔技术成熟可靠的焊接前提下,利用感应加热原理,既保证了安全又能快速施工,通过高频感应原理对金属材料进行加热,不对PPR材料直接加热,既区别于传统的PPR直接加热焊接的设备,又兼顾了热熔法焊接牢固的优点。
小型PPR管焊接装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0