







专利摘要
本发明提供在制造工序中难以产生断裂的拉伸膜的制造方法、以及拉伸膜的制造装置。本发明提供一种拉伸膜的制造方法,是将原料拉伸膜沿机械流动方向纵断的拉伸膜的制造方法,该方法具有以在宽度方向具有0.5mm以上的间隔的方式断开所述原料拉伸膜的纵断工序。
权利要求
1.一种拉伸膜的制造方法,是将原料拉伸膜沿机械流动方向纵断的拉伸膜的制造方法,
该方法具有以在宽度方向具有0.5mm以上的间隔的方式断开所述原料拉伸膜的纵断工序,
利用纵断构件进行所述纵断工序,
所述纵断构件是具有与所述原料拉伸膜接触地进行所述纵断的刃口部、和夹于所述原料拉伸膜的所述纵断了的部分间进行所述断开的主体部的纵断刀,
所述主体部的最大厚度为0.5mm以上,
所述纵断刀的所述刃口部为直线状,
在所述纵断工序中,所述原料拉伸膜的厚度为15μm以下,所述原料拉伸膜的水分率为10重量%~18重量%,并且,使与所述原料拉伸膜接触的所述刃口部的线状的位置变化。
2.根据权利要求1所述的拉伸膜的制造方法,其中,
在相对湿度为35%以上的环境下进行所述纵断工序。
3.根据权利要求1所述的拉伸膜的制造方法,其中,
在相对湿度为65%以下的环境下进行所述纵断工序。
4.根据权利要求3所述的拉伸膜的制造方法,其中,
在相对湿度小于50%的环境下进行所述纵断工序。
5.根据权利要求1所述的拉伸膜的制造方法,其中,
所述原料拉伸膜为聚乙烯醇系树脂膜。
6.根据权利要求5所述的拉伸膜的制造方法,其中,
还具有准备供所述纵断工序用的所述原料拉伸膜的准备工序,
在所述准备工序中,对聚乙烯醇系树脂膜至少实施拉伸处理、染色处理、以及交联处理而得到作为偏振膜的所述原料拉伸膜。
说明书
技术领域
本发明涉及拉伸膜的制造方法及制造装置。
背景技术
偏振板被作为液晶显示装置等图像显示装置中的偏振元件等广泛地使用。作为偏振板,通常为在偏振膜的一面或两面使用粘接剂等贴合有透明树脂膜(保护膜等)的构成的偏振板。
偏振膜主要通过如下方式制造,即,对由聚乙烯醇系树脂形成的原材膜实施浸渍于含有碘等二色性色素的染色浴中的处理,然后实施浸渍于含有硼酸等交联剂的交联浴中的处理等,并且在任意阶段将膜单轴拉伸而制造。在单轴拉伸中,有在上述浸渍处理前在空中进行拉伸的干式拉伸、和在上述染色浴及交联浴等液体中进行拉伸的湿式拉伸。
对于如上所述地拉伸了的聚乙烯醇系树脂膜,在日本特开2011-186085号公报(专利文献1)中,公开过为了使膜厚均匀而进行除去宽度方向两端部的纵断(スリット)来制造偏振膜的方法。
现有技术文献
专利文献
专利文献1:日本特开2011-186085号公报
发明内容
发明所要解决的问题
以往,在拉伸膜的制造工序中,有拉伸膜断裂的情况。拉伸膜的膜厚越薄,越容易产生该断裂。
本发明的目的在于,提供在制造工序中难以产生断裂的拉伸膜的制造方法、以及拉伸膜的制造装置。
用于解决问题的方法
本发明提供以下所示的拉伸膜的制造方法、以及拉伸膜的制造装置。
〔1〕一种拉伸膜的制造方法,是将原料拉伸膜沿机械流动方向纵断的拉伸膜的制造方法,所述制造方法具有以在宽度方向具有0.5mm以上的间隔的方式断开所述原料拉伸膜的纵断工序。
〔2〕根据〔1〕中记载的拉伸膜的制造方法,其中,利用纵断构件进行所述纵断工序,
所述纵断构件是具有与所述原料拉伸膜接触地进行所述纵断的刃口部、和夹于所述原料拉伸膜的所述纵断了的部分间进行所述断开的主体部的纵断刀,所述主体部的最大厚度为0.5mm以上。
〔3〕根据〔2〕中记载的拉伸膜的制造方法,其中,所述纵断刀的所述刃口部为线状,
在所述纵断工序中,使与所述原料拉伸膜接触的所述刃口部的线状的位置变化。
〔4〕根据〔1〕~〔3〕中任一项记载的拉伸膜的制造方法,其中,在所述纵断工序中,所述原料拉伸膜的水分率为10~18重量%。
〔5〕根据〔1〕~〔4〕中任一项记载的拉伸膜的制造方法,其中,在所述纵断工序中,所述原料拉伸膜的厚度为15μm以下。
〔6〕根据〔1〕~〔5〕中任一项记载的拉伸膜的制造方法,其中,在相对湿度为35%以上的环境下进行所述纵断工序。
〔7〕根据〔1〕~〔6〕中任一项记载的拉伸膜的制造方法,其中,在相对湿度为65%以下的环境下进行所述纵断工序。
〔8〕根据〔7〕中记载的拉伸膜的制造方法,其中,在相对湿度小于50%的环境下进行所述纵断工序。
〔9〕根据〔1〕~〔8〕中任一项记载的拉伸膜的制造方法,其中,所述原料拉伸膜为聚乙烯醇系树脂膜。
〔10〕根据〔9〕中记载的拉伸膜的制造方法,其中,还具有准备供所述纵断工序用的所述原料拉伸膜的准备工序,
在所述准备工序中,对聚乙烯醇系树脂膜至少实施拉伸处理、染色处理、以及交联处理而得到作为偏振膜的所述原料拉伸膜。
〔11〕一种拉伸膜的制造装置,是将原料拉伸膜沿机械流动方向纵断的拉伸膜的制造装置,具有以在宽度方向具有0.5mm以上的间隔的方式断开所述原料拉伸膜的纵断构件。
〔12〕根据〔11〕中记载的拉伸膜的制造装置,其中,所述纵断构件是具有与所述原料拉伸膜接触地进行所述纵断的刃口部、和夹于所述原料拉伸膜的所述纵断了的部分间进行所述断开的主体部的纵断刀,所述主体部的最大厚度为0.5mm以上。
〔13〕根据〔11〕或〔12〕中记载的拉伸膜的制造装置,其中,所述纵断构件具有线状的所述刃口部,
使与所述原料拉伸膜接触的所述刃口部的线状的位置变化地纵断所述原料拉伸膜。
发明效果
根据本发明,可以提供在制造工序中难以产生断裂的拉伸膜的制造方法、以及拉伸膜的制造装置。
附图说明
图1是表示本发明的拉伸膜的制造方法的一例的流程图。
图2是表示使用了热辊的纵向拉伸处理的一例的示意剖视图。
图3是表示使用了热辊的纵向拉伸处理的另一例的示意剖视图。
图4是表示本发明的纵断工序的一例的示意剖视图。
图5是纵断刀的局部放大图。
图6是表示偏振膜的制造方法的一例的示意剖视图。
具体实施方式
<拉伸膜的制造方法>
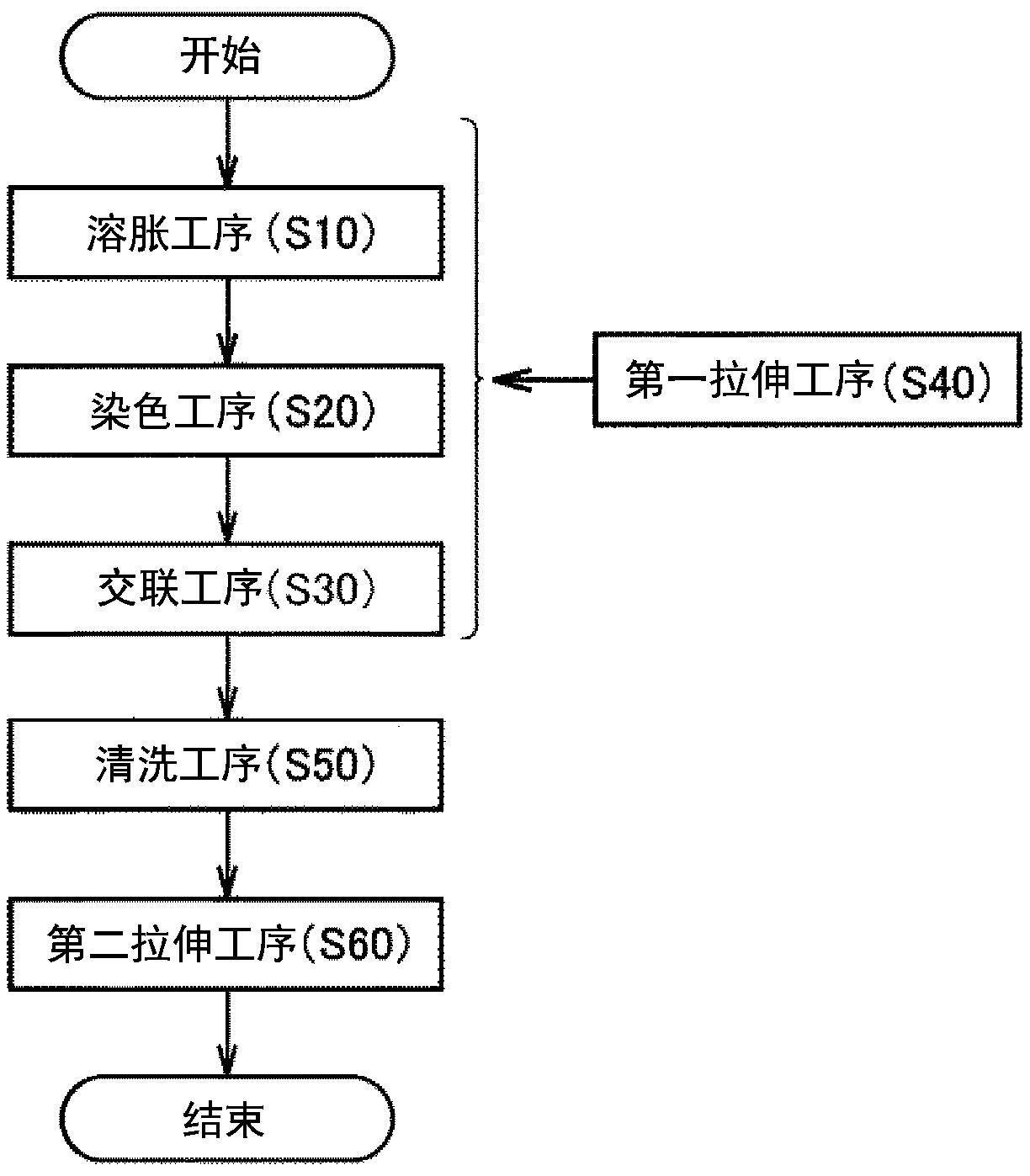
本发明的拉伸膜的制造方法具有纵断工序,其中,将原料拉伸膜沿机械流动方向纵断,以在宽度方向具有0.5mm以上的间隔的方式断开。本发明的一个方式中,如图1所示,在纵断工序S30前,具有准备聚乙烯醇系树脂膜的工序S10、以及拉伸聚乙烯醇系树脂膜而得到原料拉伸膜的拉伸工序S20。本申请说明书中,将供纵断工序S30用的已拉伸的膜称作“原料拉伸膜”。本发明人等发现,在纵断原料拉伸膜而切除宽度方向的两端部时,容易在原料拉伸膜的切断面产生裂纹,该裂纹成为断裂的原因之一。根据本发明的纵断工序S30,在将原料拉伸膜的宽度方向的两端部纵断而切除时,可以防止在原料拉伸膜的切断面产生裂纹,从而可以抑制断裂。
纵断工序S30对于拉伸膜的宽度方向的长度调整、以及产生了不佳状况(起伏、褶皱、蓝变等)的端部的切除有用。纵断工序S30只要在拉伸工序S20后,就没有限定。需要说明的是,拉伸工序S20也可以多次地实施,纵断工序S30设为在至少一次的拉伸处理结束后进行。以下,对各工序进行详细说明。
需要说明的是,以下,也将聚乙烯醇系树脂膜称作“PVA系树脂膜”。另外,也将膜的机械流动方向称作“MD”,将与MD正交的方向、即膜的宽度方向称作“TD”。
(1)准备PVA系树脂膜的工序S10
本工序中所准备的PVA系树脂膜是由聚乙烯醇系树脂构成的膜,通常而言,该膜为长尺寸膜。可以使用将聚乙酸乙烯酯系树脂皂化了的树脂作为聚乙烯醇系树脂。作为聚乙酸乙烯酯系树脂,除了可以例示出作为乙酸乙烯酯的均聚物的聚乙酸乙烯酯以外,还可以例示出乙酸乙烯酯与能够与之共聚的其他单体的共聚物。作为能够与乙酸乙烯酯共聚的其他单体,例如可以举出不饱和羧酸类、烯烃类、乙烯基醚类、不饱和磺酸类、具有铵基的(甲基)丙烯酰胺类等。需要说明的是,所谓“(甲基)丙烯酰基”,表示选自丙烯酰基及甲基丙烯酰基中的至少一种。在其他的附加有“(甲基)”的术语中也相同。
聚乙烯醇系树脂的皂化度可以为80.0~100.0摩尔%的范围,优选为90.0~100.0摩尔%的范围,更优选为94.0~100.0摩尔%的范围,进一步优选为98.0~100.0摩尔%的范围。如果皂化度小于80.0摩尔%,则使用所得的拉伸膜卷筒制造偏振膜、并使用该偏振膜制造偏振板时,偏振板的耐水性及耐湿热性可能降低。
所谓皂化度,是将作为聚乙烯醇系树脂的原料的聚乙酸乙烯酯系树脂中所含的乙酸基(乙酰氧基:-OCOCH3)因皂化工序而变为羟基的比例用单元比(摩尔%)表示的值,由下式定义:
皂化度(摩尔%)=100×(羟基的个数)/(羟基的个数+乙酸基的个数)
皂化度可以依照JIS K 6726(1994)求出。
聚乙烯醇系树脂的平均聚合度优选为100~10000,更优选为1500~8000,进一步优选为2000~5000。聚乙烯醇系树脂的平均聚合度也可以依照JIS K 6726(1994)求出。如果平均聚合度小于100,则在将所得的拉伸膜卷筒作为偏振膜的原料使用的情况下,难以获得具有优选的偏振性能的偏振膜,如果大于10000,则在溶剂中的溶解性恶化,PVA系树脂膜的形成(制膜)可能变得困难。
本说明书中,所谓“聚乙烯醇系树脂”,是指树脂中所含的全部结构单元中乙烯醇结构单元(-CH2-CH(OH)-)为50摩尔%以上的树脂。
本工序中所准备的PVA系树脂膜可以是经过拉伸的树脂膜,然而通常是将上述聚乙烯醇系树脂制膜而成的未拉伸膜。制膜方法没有特别限定,可以采用熔融挤出法、溶剂流延法之类的公知的方法。
PVA系树脂膜可以含有增塑剂等添加剂。增塑剂的优选例为多元醇,其具体例包括乙二醇、丙三醇、丙二醇、二乙二醇、二丙三醇、三乙二醇、三丙三醇、四乙二醇、三羟甲基丙烷、聚乙二醇等。PVA系树脂膜可以含有一种或两种以上的增塑剂。增塑剂的含量相对于构成PVA系树脂膜的聚乙烯醇系树脂100重量份,通常为5~20重量份,优选为7~15重量份。
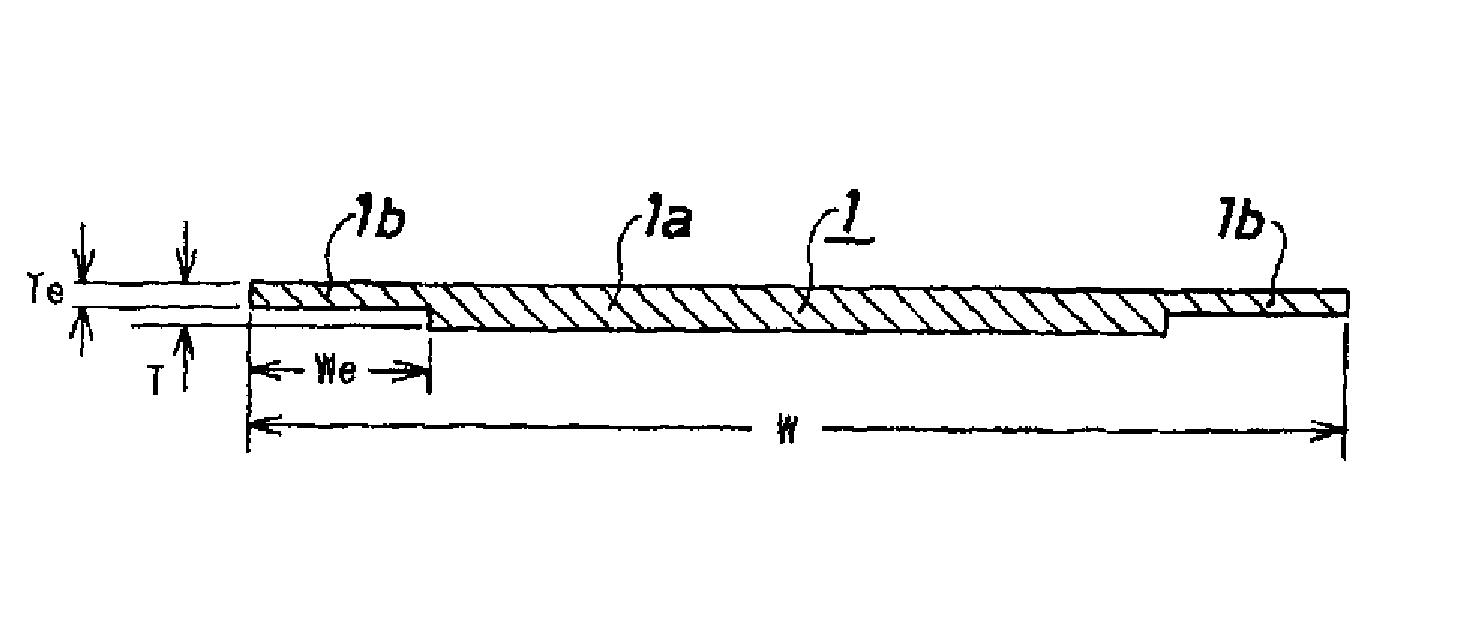
另外,对于PVA系树脂膜的“膜宽度方向的厚度的标准偏差σ”,在将对PVA系树脂膜的n个地点测定厚度时的这些厚度分别设为T1、T2、…、Tn,将PVA系树脂膜的平均厚度设为T时,以下式表示:
[数学式1]
n个测定地点是沿着膜的宽度方向的(以与宽度方向平行的方式定位的)测定点,遍及膜的全部宽度地以50mm间隔定位。因而,整数n的具体的数值根据PVA系树脂膜的全部宽度而不同。另外,PVA系树脂膜的所谓“平均厚度T”,是n个测定地点的厚度测定值的平均值。对于后述的拉伸膜及偏振膜,也是利用同样的方法测定“膜宽度方向的厚度的标准偏差σ”及“平均厚度T”。“膜宽度方向的厚度的标准偏差σ”及“平均厚度T”的更具体的测定方法依照后述的实施例一项的记载。
PVA系树脂膜的平均厚度T通常为65μm以下,优选为50μm以下,更优选为35μm以下,进一步优选为30μm以下,特别优选为25μm以下。在将PVA系树脂膜作为偏振膜的原料使用的情况下,越是减小PVA系树脂膜的平均厚度T,越有利于偏振膜的薄膜化。然而,一般而言,如果减小PVA系树脂膜的平均厚度T,则易于产生膜断裂。根据本发明,即使在PVA系树脂膜的平均厚度T小的情况下,也可以有效地抑制膜断裂。PVA系树脂膜的平均厚度T通常为5μm以上,优选为10μm以上。
(2)拉伸工序S20
本工序是将工序S10中准备的PVA系树脂膜拉伸从而得到原料拉伸膜的拉伸工序。对PVA系树脂膜的拉伸处理可以是在空中进行的干式拉伸,也可以是在水、水溶液、有机溶剂等液体中进行的湿式拉伸。
对PVA系树脂膜的拉伸处理通常为单轴拉伸,优选为纵向单轴拉伸。所谓纵向拉伸,是指朝向膜的MD、即膜的长度方向的拉伸。
作为干式拉伸,可以举出将膜在表面被加热了的热辊与圆周速度不同于该热辊的导引辊(或者也可以是热辊。)之间穿过、在利用了热辊的加热下进行纵向拉伸的热辊拉伸;在通过位于拉开距离地设置的两个夹持辊间的加热装置(烘箱等)的同时、利用这两个夹持辊间的圆周速度差进行纵向拉伸的辊间拉伸;拉幅机拉伸;压缩拉伸等。
由于比较易于获得表面特性良好的拉伸膜,因此在上述当中,干式拉伸优选为利用了热辊的热辊拉伸。因而,本工序例如可以是通过在连续地运送长尺寸的PVA系树脂膜的同时、导入到包含热辊的热辊拉伸装置而连续地以长尺寸物体的形式制造拉伸膜的工序。热辊拉伸通常为纵向单轴拉伸,更典型的情况是自由端纵向单轴拉伸。
热辊拉伸装置包含至少一个热辊,也可以包含两个以上的热辊。图2中表示出热辊拉伸处理及其中所用的热辊拉伸装置的一例。图2所示的热辊拉伸装置从膜运送的上游侧起依次包含第一夹持辊10、热辊5及第二夹持辊20。导入了热辊拉伸装置的PVA系树脂膜1被沿着依次包含第一夹持辊10、热辊5及第二夹持辊20的运送路径运送。即,PVA系树脂膜1首先通过第一夹持辊10、10间,然后在环绕在热辊5上的状态下在接触其表面的同时行进,其后,通过第二夹持辊20、20间,得到原料拉伸膜2。第一夹持辊10、第二夹持辊20及热辊5均为驱动辊。所谓驱动辊,是指直接或间接地连接有电动机等辊驱动源的辊等、且可以对接触其的膜赋予用于膜运送的驱动力的辊。可以在第一夹持辊10与热辊5之间、和/或热辊5与第二夹持辊20之间设置导引辊。
在图2所示的热辊拉伸装置中,利用第一夹持辊10或第二夹持辊20与热辊5之间的圆周速度差来赋予为了纵向拉伸而必需的对PVA系树脂膜1的张力(拉伸力)。例如如果使热辊5的圆周速度大于第一夹持辊10的圆周速度,则PVA系树脂膜1在被赋予从热辊5朝向第一夹持辊10的方向的张力(后方张力)的同时,在热辊5的加热下被纵向拉伸。另一方面,如果使第二夹持辊20的圆周速度大于热辊5的圆周速度,则PVA系树脂膜1在被赋予从第二夹持辊20朝向热辊5的方向的张力(前方张力)的同时,在热辊5的加热下被纵向拉伸。
纵向拉伸在利用热辊5将PVA系树脂膜1加热到能够拉伸的程度、并且赋予足够的张力时产生。在被赋予了后方张力的情况下,纵向拉伸可以在PVA系树脂膜1接触到热辊5的表面的瞬间、和/或其前后(例如近前)产生。在被赋予了前方张力的情况下,纵向拉伸可以在与热辊5的表面接触的期间、和/或其后不久产生。
为了纵向拉伸而必需的施加于PVA系树脂膜1的张力的优选的范围为10~25MPa,更优选为13~22MPa。在张力低于10MPa的情况下膜的运送性降低,有可能产生褶皱等。另外,在张力超过25MPa的情况下,难以进行均匀的纵向拉伸。膜的运送速度没有特别限定,例如为2m/分钟~20m/分钟。
作为热辊5,只要是可以提高其表面温度的热辊,就没有特别限制,可以使用在内部具备热源(例如热水等热介质、红外线加热器、感应加热线圈、感应加热电路等)、且表面由金属、不锈钢等合金构成的辊。
如图3所示,热辊拉伸装置可以包含两个以上的热辊。图3表示出包含三个热辊6、7、8的例子。在包含两个以上的热辊的情况下,纵向拉伸可以在两个热辊之间、和/或与热辊的表面接触的期间产生。
本工序中的拉伸处理的拉伸倍率通常为1.1~8倍,优选为2~6倍。从将原料拉伸膜2作为偏振膜的原料使用时的偏振膜的光学特性(特别是偏振特性)的观点考虑,拉伸倍率更优选为3.5倍以上,进一步优选为4倍以上。
热辊拉伸时的热辊的表面温度例如为80~150℃。如果表面温度太高,则经过加热的PVA系树脂膜1的强度降低,在拉伸时有可能断裂。如果表面温度太低,则PVA系树脂膜1的拉伸本身可能变得困难。
原料拉伸膜2的平均厚度T通常为2~40μm,从使用它制造的偏振膜的薄膜化的观点考虑,优选为20μm以下,更优选为15μm以下,进一步优选为10μm以下。一般而言,如果减小原料拉伸膜的平均厚度T,则易于产生膜断裂。根据本发明,即使在原料拉伸膜2的平均厚度T小的情况下,也可以有效地抑制膜断裂。如此所述地得到的原料拉伸膜2可以在供下一工序的处理用前被暂时卷绕。
(3)纵断工序S30
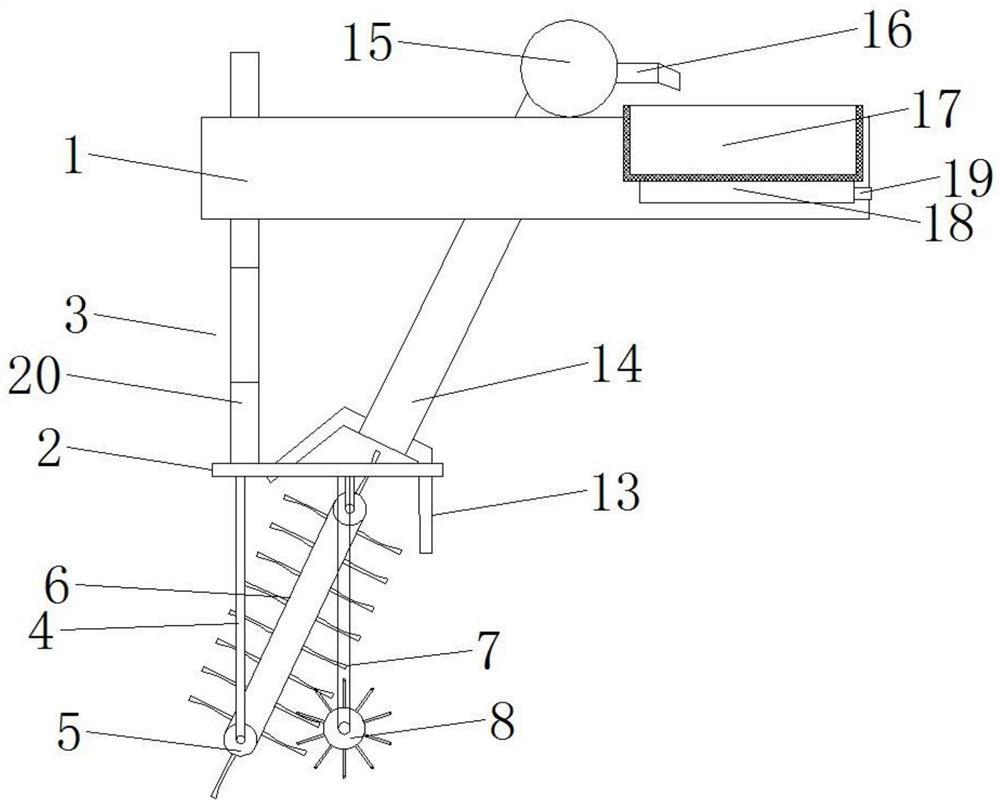
图4是表示纵断工序S30及其中所用的纵断构件的一例的图。纵断工序S30是使用配置于两端部的纵断构件9、将原料拉伸膜2沿机械流动方向(MD)纵断而断开除去端部2a的工序。纵断构件9具备纵断刀91和纵断刀保持部92。纵断刀保持部92能够将纵断刀91固定保持在给定位置,另外具有调整纵断刀91的导出量的机构。图5表示纵断刀91的局部放大图。纵断刀91包含线状的刃口部91a和主体部91b。需要说明的是,本说明书中,所谓刃口部91a,在纵断刀91中,设为可以与原料拉伸膜2接触而切断原料拉伸膜2的端部。因而,刃口部91a也是主体部91b的端部。刃口部91a的形状期望是不会将能够与原料拉伸膜2接触而纵断原料拉伸膜2的部位限定为一点的形状,可以是如图5所示的直线状,另外也可以是曲线状。刃口部91a的厚度越薄,越可以在原料拉伸膜2中得到均匀的切断面,另一方面,越容易产生崩刃而使刃口部91a的耐久性变差,因此例如可以设为0.01mm~0.1mm。主体部91b可以是具有厚度朝向刃口部91a逐渐变薄的锥形的给定的区域的形状(参照图5),也可以是具有包含厚度小于最大厚度的刃口部91a的给定的区域的形状,还可以是整体具有大致均匀的厚度的形状。纵断刀91适合为皮革刀,例如为陶瓷制、或不锈钢制。纵断刀91可以是包括刃口部91a的主体部91b整体由单一的构件构成的纵断刀,也可以是包括刃口部91a的给定的区域由与主体部91b的剩余区域不同的构件构成的纵断刀。
如图4所示,纵断工序S30使纵断刀91的刃口部91a与原料拉伸膜2接触而进行纵断,其后利用夹于纵断了的部分之间的主体部91b,将端部2a从原料拉伸膜2断开除去。对于断开后的端部2a,与拉伸膜2’的宽度方向的间隔A为0.5mm以上。需要说明的是,本说明书中,将原料拉伸膜2通过纵断刀91的时间点设为被断开的时间点。对于端部2a,由于与拉伸膜2’的宽度方向的间隔A通常在刚刚断开后最窄,因此通过使该时间点的间隔A为0.5mm以上,就可以将断开后的端部2a与拉伸膜2’的宽度方向的间隔A设为0.5mm以上。本发明中,通过如此所述地调整断开后的端部2a与拉伸膜2’的宽度方向的间隔A,就可以抑制在纵断工序S30中在拉伸膜2’的端面产生裂纹,进而可以抑制断裂。
断开后的端部2a与拉伸膜2’的宽度方向的间隔A可以利用纵断刀91的主体部91b的厚度、端部2a的卷绕方向等来调整。在一例中,通过将图5所示的纵断刀91的主体部91b的最大厚度B设为0.5mm以上,而将断开后的端部2a与拉伸膜2’的间隔A设为0.5mm以上。断开后的端部2a的间隔A通常在刚刚断开后与纵断刀91的主体部91b的最大厚度B相同,其后变大。纵断刀91的主体部91b的最大厚度B优选为4mm以下,更优选为2mm以下。
在纵断工序S30中,纵断刀91优选以使刃口部91a的与原料拉伸膜2的接触位置连续地/非连续地变化的方式,调整纵断刀91从纵断刀保持部92的导出量,或者改变纵断刀91的位置。在使之非连续地改变的情况下,接触位置的变更可以在每经过给定时间时进行,也可以在每结束给定长度的原料拉伸膜的纵断时进行,或者还可以根据与原料拉伸膜2接触的刃口部91a的消耗的程度适当地进行。例如,通过每纵断100~1000m的原料拉伸膜时,将纵断刀91多导出0.1~1mm,可以使纵断刀91的与原料拉伸膜2的接触位置以导出纵断刀91的量改变。
如此所述,通过使纵断刀91的刃口部91a的与原料拉伸膜2的接触位置改变,可以有效地利用刃口部91a为线状的纵断刀91,并且可以防止因刃口部91a的消耗而在纵断了的端面产生裂纹。
纵断工序S30中的原料拉伸膜2的水分率优选为10~18重量%,更优选为10~16重量%,进一步优选为12~13重量%。如果水分率小于10重量%,则有在纵断了的端面产生裂纹的情况。另一方面,如果水分率大于18重量%,则原料拉伸膜的刚性降低,会有难以均匀地纵断的情况。需要说明的是,原料拉伸膜的水分率是指所述膜内的水分重量相对于原料拉伸膜的重量的比例(%),利用后述的实施例中记载的方法算出。
另外,进行纵断工序S30的气氛优选为温度18~30℃,更优选为20~25℃。相对湿度优选为30%以上,且优选为65%以下。如果相对湿度小于30%,则因纵断时的水分的介入不足而在膜与纵断刀之间产生钩挂,从而有使纵断变得不均匀或不稳定的情况。另一方面,如果湿度大于65%,则纵断时的水分的介入量过多而在膜中产生松弛,从而有使纵断变得不均匀或不稳定的情况。如果纵断变得不均匀或不稳定,则可能成为纵断了的端面产生裂纹的原因。从均匀并且稳定地进行纵断的观点考虑,相对湿度更优选为35%以上。同样地,从均匀并且稳定地进行纵断的观点考虑,相对湿度更优选为60%以下,进一步优选小于50%,更进一步优选为40%以下。
纵断工序S30中,进行切除的宽度方向的各端部2a的宽度例如为50~300mm的范围,优选为100~200mm的范围。
<偏振膜的制造方法>
在制作偏振膜作为拉伸膜的情况下,与图1所示的拉伸工序S20一起,还包括使聚乙烯醇系树脂膜与处理液接触而吸附二色性色素并取向的处理工序、以及干燥工序。与处理液的接触可以是浸渍在容纳于处理槽中的处理液中的处理,也可以是利用喷雾、流下、滴下等使处理液附着于膜表面而处理膜的方法。
作为处理工序中所用的上述处理液,可以例示出溶胀液、染色液、交联液、清洗液等。此外,作为上述处理工序,可以例示出使溶胀液与原材膜接触而进行溶胀处理的溶胀处理工序、使染色液与溶胀处理后的膜接触而进行染色处理的染色处理工序、使交联液与染色处理后的膜接触而进行交联处理的交联处理工序、使清洗液与交联处理后的膜接触而进行清洗处理的清洗处理工序。处理工序至少包括染色处理工序及交联处理工序。拉伸工序S20可以在这一连串的处理工序期间(即,任意一个以上的处理工序的前后和/或任意一个以上的处理工序中),利用湿式或干式实施单轴拉伸处理。根据需要也可以附加其他的处理工序。
纵断工序S30只要在拉伸工序S20后,就没有限定。纵断工序S30对于拉伸膜的宽度方向的长度调整、以及产生了不佳状况(起伏、褶皱、蓝变等)的端部的切除有用。由于此种不佳状况可以在拉伸工序及处理工序中产生,因此从有效地切除产生了不佳状况的端部的观点考虑,期望在拉伸工序及处理工序后进行纵断工序S30。图6表示偏振膜的制造方法及其中所用的制造装置的一例。以下,对各工序进行详细说明。
(1)溶胀处理工序
溶胀处理工序是出于PVA系树脂膜表面的异物除去、增塑剂除去、易染色性的赋予、PVA系树脂膜的塑化等目的而进行。在可以达成该目的的范围中、并且在不产生PVA系树脂膜的极端的溶解、失透等不佳状况的范围中确定处理条件。
参照图6,溶胀处理工序可以通过如下操作来实施,即,一边将未拉伸或拉伸了的PVA系树脂膜71从膜卷筒11中连续地卷出,一边沿着膜运送路径运送,将膜71在溶胀浴13中浸渍给定时间,然后拉出。图6的例中,在从卷出膜71到浸渍于溶胀浴13中的期间,沿着由导引辊60、61及夹持辊50构建的膜运送路径运送膜71。在溶胀处理中,沿着由导引辊30~32构建的膜运送路径运送。
作为溶胀浴13的溶胀液,除了可以使用纯水以外,还可以使用在约0.01~10重量%的范围中添加了硼酸(日本特开平10-153709号公报)、氯化物(日本特开平06-281816号公报)、无机酸、无机盐、水溶性有机溶剂、醇类等的水溶液。
溶胀浴13的温度例如为10~50℃左右,优选为10~40℃左右,更优选为15~30℃左右。原材膜10的浸渍时间优选为10~300秒左右,更优选为20~200秒左右。另外,在原材膜10为预先在气体中拉伸了的聚乙烯醇系树脂膜的情况下,溶胀浴13的温度例如为20~70℃左右,优选为30~60℃左右。原材膜10的浸渍时间优选为30~300秒左右,更优选为60~240秒左右。
溶胀处理中,容易产生膜71沿宽度方向溶胀而在膜中形成褶皱的问题。作为用于在去除该褶皱的同时运送膜的一个方法,可以举出作为导引辊30、31和/或32使用舒展辊、螺旋辊(スパイラルロール)、凸面辊(クラウンロール)之类的具有展宽功能的辊、或者使用导布器、弯辊、拉幅布铗之类的其他展宽装置的做法。用于抑制褶皱的产生的另一个方法是实施拉伸处理。例如,可以利用夹持辊50与夹持辊51的圆周速度差在溶胀浴13中实施单轴拉伸处理。
溶胀处理中,由于膜在膜的机械流动方向上也溶胀扩大,因此在不对膜进行主动的拉伸的情况下,为了消除机械流动方向的膜的松弛,例如优选采取控制配置于溶胀浴13的前后的夹持辊50、51的速度等方法。另外,出于使溶胀浴13中的膜运送稳定化的目的,利用水中喷淋来控制溶胀浴13中的水流、或并用EPC装置(Edge Position Control装置:检测膜的端部、防止膜的蜿蜒行进的装置)等也是有用的做法。
图6所示的例中,从溶胀浴13中拉出的膜依次通过导引辊32、夹持辊51后导入染色浴15。
(2)染色处理工序
染色处理工序是出于使二色性色素吸附于溶胀处理后的聚乙烯醇系树脂膜并取向等目的而进行。在可以达成该目的的范围中、并且在不产生膜的极端的溶解、失透等不佳状况的范围中确定处理条件。参照图6,染色处理工序可以通过如下操作来实施,即,沿着由导引辊33~35及夹持辊51构建的膜运送路径运送,将溶胀处理后的膜在染色浴15(容纳于染色槽中的处理液)中浸渍给定时间,然后拉出。为了提高二色性色素的染色性,供染色处理工序用的膜优选为至少实施了某个程度的单轴拉伸处理的膜,或者优选取代染色处理前的单轴拉伸处理而在染色处理时进行单轴拉伸处理、或在染色处理前的单轴拉伸处理的基础上在染色处理时进行单轴拉伸处理。
在使用碘作为二色性色素的情况下,作为染色浴15的染色液,例如可以使用浓度以重量比计为碘/碘化钾/水=约0.003~0.3/约0.1~10/100的水溶液。可以取代碘化钾而使用碘化锌等其他碘化物,也可以将碘化钾与其他碘化物并用。另外,也可以使碘化物以外的化合物、例如硼酸、氯化锌、氯化钴等共存。在添加硼酸的情况下,在包含碘这一点上有别于后述的交联处理,如果水溶液相对于水100重量份包含约0.003重量份以上的碘,则可以视为染色浴15。浸渍膜时的染色浴15的温度通常为10~45℃左右,优选为10~40℃,更优选为20~35℃,膜的浸渍时间通常为30~600秒左右,优选为60~300秒。
在使用水溶性二色性染料作为二色性色素的情况下,作为染色浴15的染色液,例如可以使用浓度以重量比计为二色性染料/水=约0.001~0.1/100的水溶液。可以在染色浴15中使染色助剂等共存,例如,可以含有硫酸钠等无机盐、表面活性剂等。二色性染料可以仅单独使用一种,也可以并用两种以上的二色性染料。浸渍膜时的染色浴15的温度例如为20~80℃左右,优选为30~70℃,膜的浸渍时间通常为30~600秒左右,优选为60~300秒左右。
如上所述在染色处理工序中,可以在染色浴15中进行膜的单轴拉伸。膜的单轴拉伸可以利用在配置于染色浴15前后的夹持辊51与夹持辊52之间设置圆周速度差等方法来进行。
在染色处理中,为了与溶胀处理相同地在去掉膜的褶皱的同时运送聚乙烯醇系树脂膜,也可以作为导引辊33、34和/或35使用舒展辊、螺旋辊、凸面辊之类的具有展宽功能的辊、或使用导布器、弯辊、拉幅布铗之类的其他展宽装置。用于抑制褶皱的产生的另一个方法与溶胀处理相同,是实施拉伸处理的做法。
图6所示的例中,从染色浴15中拉出的膜依次通过导引辊35、夹持辊52后导入交联浴17。
(3)交联处理工序
交联处理工序是出于由交联带来的耐水化、色调调整(防止膜发蓝等)等目的而进行的处理。参照图6,交联处理可以通过如下操作来实施,即,沿着由导引辊36~38及夹持辊52构建的膜运送路径运送,将染色处理后的膜在交联浴17(容纳于交联槽中的交联液)中浸渍给定时间,然后拉出。
作为交联浴17的交联液,可以是相对于100重量份的水含有例如约1~10重量份的硼酸的水溶液。在染色处理中所使用的二色性色素为碘的情况下,交联液优选在硼酸以外还含有碘化物,其量相对于水100重量份例如可以设为1~30重量份。作为碘化物,可以举出碘化钾、碘化锌等。另外,也可以使碘化物以外的化合物、例如氯化锌、氯化钴、氯化锆、硫代硫酸钠、亚硫酸钾、硫酸钠等共存。
在交联处理中,根据其目的,可以适当地变更硼酸及碘化物的浓度、以及交联浴17的温度。例如,在交联处理的目的为由交联带来的耐水化、对聚乙烯醇系树脂膜依次实施溶胀处理、染色处理及交联处理的情况下,交联浴的含有交联剂的液可以是浓度以重量比计为硼酸/碘化物/水=3~10/1~20/100的水溶液。根据需要,可以取代硼酸而使用乙二醛或戊二醛等其他交联剂,也可以将硼酸与其他交联剂并用。浸渍膜时的交联浴的温度通常为50~70℃左右,优选为53~65℃,膜的浸渍时间通常为10~600秒左右,优选为20~300秒,更优选为20~200秒。另外,在对溶胀处理前预先进行了拉伸的聚乙烯醇系树脂膜依次实施染色处理及交联处理的情况下,交联浴17的温度通常为50~85℃左右,优选为55~80℃。
在以色调调整为目的的交联处理中,例如在使用碘作为二色性色素的情况下,可以使用浓度以重量比计为硼酸/碘化物/水=1~5/3~30/100的含有交联剂的液。浸渍膜时的交联浴的温度通常为10~45℃左右,膜的浸渍时间通常为1~300秒左右,优选为2~100秒。
交联处理可以进行多次,通常进行2~5次。该情况下,所使用的各交联浴的组成及温度只要是上述的范围内,则既可以相同,也可以不同。用于由交联带来的耐水化的交联处理及用于色调调整的交联处理可以分别在多个工序中进行。
也可以利用夹持辊52与夹持辊53的圆周速度差在交联浴17中实施单轴拉伸处理。
在交联处理中,为了与溶胀处理同样地在去掉膜的褶皱的同时运送聚乙烯醇系树脂膜,也可以作为导引辊36、37和/或38使用舒展辊、螺旋辊、凸面辊之类的具有展宽功能的辊、或使用导布器、弯辊、拉幅布铗之类的其他展宽装置。用于抑制褶皱的产生的另一个方法与溶胀处理相同,是实施拉伸处理的做法。
图6所示的例中,从交联浴17中拉出的膜依次通过导引辊38、夹持辊53后被导入清洗浴19。
(4)清洗处理工序
图6所示的例中,包括交联处理工序后的清洗处理工序。清洗处理是出于除去附着于聚乙烯醇系树脂膜的多余的硼酸、碘等药剂的目的而进行。例如通过将进行了交联处理的聚乙烯醇系树脂膜浸渍于清洗浴19中来进行清洗处理工序。需要说明的是,清洗处理工序也可以取代将膜浸渍于清洗浴19中的工序,通过将清洗液作为喷淋液对膜喷雾,或者通过并用向清洗浴19中的浸渍和清洗液的喷雾来进行。
图6中,表示出将聚乙烯醇系树脂膜浸渍于清洗浴19中进行清洗处理的情况的例子。清洗处理中的清洗浴19的温度通常为2~40℃左右,膜的浸渍时间通常为2~120秒左右。
需要说明的是,在清洗处理中,出于在去掉褶皱的同时运送聚乙烯醇系树脂膜的目的,也可以作为导引辊39、40和/或41使用舒展辊、螺旋辊、凸面辊之类的具有展宽功能的辊筒、或使用导布器、弯辊、拉幅布铗之类的其他展宽装置。另外,在膜清洗处理中,也可以为了抑制褶皱的产生而实施拉伸处理。
(5)拉伸工序S20
如上所述,PVA系树脂膜71在上述一连串的处理工序期间(即,任意一个以上的处理工序的前后和/或任意一个以上的处理工序中),被以湿式或干式进行单轴拉伸处理。拉伸处理可以在从PVA系树脂膜71到获得偏振膜72期间多次实施。如上所述,拉伸处理也有利于抑制膜的褶皱的产生。单轴拉伸处理的具体方法可以应用上述的关于拉伸工序S20的说明。
以未拉伸的PVA系树脂膜71为基准的偏振膜72的最终累积拉伸倍率通常为4.5~7倍左右,优选为5~6.5倍。拉伸处理工序可以在任意的处理工序中进行,在两个以上的处理工序中进行拉伸处理的情况下,拉伸处理也可以在任意的处理工序中进行。
(6)干燥处理工序
清洗处理工序后,优选进行使聚乙烯醇系树脂膜干燥的处理。膜的干燥没有特别限制,然而可以像图6所示的例子那样使用干燥炉21进行。干燥温度例如为30~100℃左右,干燥时间例如为30~600秒左右。如上所述地得到的偏振膜72的平均厚度T通常为2~40μm,优选为20μm以下,更优选为15μm以下,进一步优选为10μm以下。一般而言,如果减小偏振膜的平均厚度T,则易于产生膜断裂。根据本发明,即使在偏振膜的平均厚度T小的情况下,也可以有效地抑制膜断裂。
(7)纵断工序S30
对如上所述地得到的作为原料拉伸膜的偏振膜72实施纵断工序S30。纵断工序S30的具体方法可以应用上述的说明。纵断工序S30可以是上述干燥处理工序前、途中、后的任意一个。图6中,纵断工序S30例如可以在作为干燥炉21的前段的位置P1、或作为干燥炉21的后段的位置P2进行。需要说明的是,进行纵断工序S30时的偏振膜的水分率优选为10~18重量%,因而,在干燥炉21的前段满足该水分率的情况下,优选在位置P1进行纵断工序。另一方面,在干燥炉21的前段的水分率高的情况下,可以在干燥炉21中以达到该水分率的方式实施调整后,在位置P2进行纵断工序。
需要说明的是,对聚乙烯醇系树脂膜进行交联处理工序而得的交联聚乙烯醇系树脂膜与交联前相比,柔软性降低。在对柔软性低的膜进行纵断工序的情况下,由于容易产生膜断裂,因此利用本申请发明可以抑制膜的断裂的效果更加显著。另外,在对柔软性低的膜进行纵断工序的情况下,通过调整膜中的水分量及气氛中的水分量等,可以更加显著地抑制膜的断裂。
具体而言,纵断工序S30中的偏振膜72的水分率优选为10~18重量%,更优选为10~16重量%,进一步优选为12~13重量%。另外,纵断工序S30的气氛的相对湿度优选为30%以上,且优选为65%以下。如果相对湿度小于30%,则因纵断时的水分的介入不足而在膜与纵断刀之间产生钩挂,从而会有纵断变得不均匀或不稳定的情况。另一方面,如果湿度大于65%,则因纵断时的水分的介入量过多而在膜中产生松弛,从而有纵断变得不均匀或不稳定的情况。如果纵断变得不均匀或不稳定,则可能成为纵断了的端面产生裂纹的原因。从均匀并且稳定地进行纵断的观点考虑,相对湿度更优选为35%以上。同样,从均匀并且稳定地进行纵断的观点考虑,相对湿度更优选为60%以下,进一步优选小于50%,更进一步优选为40%以下。
(8)对PVA系树脂膜的其他处理工序
也可以附加上述的处理以外的处理。可以追加的处理的例子包括在交联处理工序后进行的、向不含有硼酸的碘化物水溶液中的浸渍处理(补色处理)、向不含有硼酸而含有氯化锌等的水溶液中的浸渍处理(锌处理)。
<偏振板>
通过在如上所述地制造的偏振膜的至少一面夹隔着粘接剂贴合保护膜,可以得到偏振板。作为保护膜,例如可以举出由三乙酰纤维素、二乙酰纤维素之类的乙酰纤维素系树脂形成的膜;由聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯及聚对苯二甲酸丁二醇酯之类的聚酯系树脂形成的膜;聚碳酸酯系树脂膜、环烯烃系树脂膜;丙烯酸系树脂膜;由聚丙烯系树脂之类的链状烯烃系树脂形成的膜。
为了提高偏振膜与保护膜的粘接性,可以对偏振膜和/或保护膜的贴合面实施电晕处理、火焰处理、等离子体处理、紫外线照射、底漆涂布处理、皂化处理等表面处理。作为偏振膜与保护膜的贴合中所用的粘接剂,可以举出紫外线固化性粘接剂之类的活性能量射线固化性粘接剂、聚乙烯醇系树脂的水溶液、或在其中配合有交联剂的水溶液、氨基甲酸酯系乳液粘接剂之类的水系粘接剂。紫外线固化型粘接剂可以是丙烯酸系化合物与光自由基聚合引发剂的混合物、环氧化合物与光阳离子聚合引发剂的混合物等。另外,也可以将阳离子聚合性的环氧化合物与自由基聚合性的丙烯酸系化合物并用,作为引发剂将光阳离子聚合引发剂与光自由基聚合引发剂并用。
[实施例]
以下,给出实施例及比较例对本发明进一步具体说明,然而本发明并不限定于这些例子。PVA系树脂膜的平均厚度T及膜宽度方向的厚度的标准偏差σ的测定、PVA系树脂膜的水分率的测定依照以下的方法。
(1)PVA系树脂膜的平均厚度T及宽度方向的厚度的标准偏差σ的测定
从PVA系树脂膜中,切出MD长度50mm×TD长度全宽的带状的试验片。然后,使用(株)Nikon制的数字式测微计“MH-15M”沿膜宽度方向以50mm间隔测定出膜的厚度。由所得的测定值,以这些测定值的平均值的形式得到PVA系树脂膜的平均厚度T,并且得到PVA系树脂膜的宽度方向的厚度的标准偏差σ。
(2)PVA系树脂膜的水分率的测定
使用水分率不同的多个PVA系树脂膜试样,利用干燥重量法制成表示水分率与红外线吸收式的水分率仪((株)CHINO制的“IRMA1100”)的测定值的相关性的标准曲线(换算式)。使用上述水分率仪得到测定值,将其代入上述标准曲线(换算式)换算为基于干燥重量法的水分率〔重量%〕,将其作为膜的水分率。基于干燥重量法的水分率是在将在105℃热处理120分钟时的PVA系树脂膜试样的重量设为W1、将热处理前的PVA系树脂膜试样的重量设为W0时,依照下式求出:
基于干燥重量法的水分率〔重量%〕={(W0-W1)÷W0}×100
<实施例1>
使用表面温度为105℃的热辊,将平均聚合度约为2400、皂化度为99.9摩尔%以上、平均膜厚为20μm的PVA系树脂膜(乙烯醇结构单元(-CH2-CH(OH)-)为90摩尔%以上)以干式单轴拉伸到4.1倍。接下来,保持绷紧状态不变,在30℃的纯水中以滞留时间1分钟进行浸渍后,在碘/碘化钾/水的重量比为0.1/5/100且28℃的水溶液中以滞留时间45秒进行浸渍。其后,在碘化钾/硼酸/水的重量比为15/5.5/100且67℃的水溶液中以滞留时间200秒进行浸渍。接下来用20℃的纯水清洗5秒后,在距离宽度方向的端部95mm的位置,将PVA系树脂膜的宽度方向两端部沿机械流动方向纵断除去,其后在40℃干燥60秒,连续地制造出吸附有碘并取向了的宽1290mm的偏振膜。所得的偏振膜的平均厚度T为7.8μm,宽度方向的厚度的标准偏差σ为0.2μm。
在将PVA系树脂膜的宽度方向两端部沿机械流动方向纵断的工序中,PVA系树脂膜的水分率为13重量%,工序的温度为23℃,相对湿度为38%。纵断中使用主体部的最大厚度为0.5mm的陶瓷制的皮革刀,通过每切断500m的PVA系树脂膜将皮革刀导出0.2mm,而使皮革刀的刃口部中PVA系树脂膜所接触的位置变化。需要说明的是,纵断后的切除部与PVA系树脂膜的断开后的最小间隔与皮革刀的主体部的最大厚度0.5mm相同。
纵断宽度方向两端部时的PVA膜的断裂频率为0.0次/km。所谓切断频率(单位:次/km),是指纵断了的拉伸膜的每1km长度的膜的断裂次数。对于断裂次数,具体而言,在纵断长度5km的拉伸膜而没有断裂的情况下,设为0.0次/km,在长度5km的拉伸膜的纵断结束前产生断裂的情况下,将产生断裂的时间点前纵断了的膜的长度的倒数作为断裂次数算出。
<实施例2~4、比较例1~2>
除了如表1所示地变更了将PVA系树脂膜的宽度方向两端部沿机械流动方向纵断的工序中的、PVA系树脂膜的水分率、工序的相对湿度、纵断中使用的皮革刀的主体部的最大厚度以外,与实施例1相同地连续地制造出偏振膜。纵断工序中的PVA系树脂膜的切断频率如表1所示。需要说明的是,纵断后的切除部与PVA系树脂膜的断开后的最小间隔与皮革刀的主体部的最大厚度相同。
<实施例5>
除了在将PVA系树脂膜的宽度方向两端部沿机械流动方向纵断的工序中未使皮革刀的刃口部中PVA膜所接触的位置变化以外,与实施例1相同地连续地制造出偏振膜。纵断宽度方向两端部时的PVA系树脂膜的切断频率如表1所示。
[表1]
[表1]
符号的说明
1 聚乙烯醇系树脂膜(PVA系树脂膜),2 原料拉伸膜,2’ 拉伸膜、5、6、7、8 热辊,9纵断构件,10 第一夹持辊,11 膜卷筒,13 溶胀浴,15 染色浴,17 交联浴,19 清洗浴,20第二夹持辊,21 干燥炉,30、31、32、33、34、35、36、37、38、39、40、41、60、61 导引辊,50、51、52、53、54、55 夹持辊,71 膜,72 偏振膜,91 纵断刀,91a 刃口部,91b 主体部,92 纵断刀保持部。
拉伸膜的制造方法及拉伸膜的制造装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0