







专利摘要
一种提高螺旋锥齿轮润滑性能的方法,属于齿轮的设计方法,克服现有螺旋锥齿轮修形仅考虑齿轮强度性能而不考虑润滑性能的局限。其步骤为:(1)根据螺旋锥齿轮机床调整参数计算螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷;(2)根据螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷和润滑油性能参数,通过弹性流体动力润滑基本方程,求解螺旋锥齿轮接触点的油膜厚度;(3)改变螺旋锥齿轮机床调整参数中的机床滚比,重复步骤(1)至步骤(2),选择使螺旋锥齿轮接触点的油膜厚度最大的机床滚比。在不需选用更好的润滑油和改变润滑供油方式的前提下,本发明可以实现提高螺旋锥齿轮的润滑性能。
说明书
技术领域技术领域
本发明涉及一种提高螺旋锥齿轮润滑性能的方法,属于齿轮设计技术,尤其适用于航空发动机和直升机中的螺旋锥齿轮。
技术背景背景技术
目前常用的螺旋锥齿轮设计方法主要考虑齿轮的强度性能,但对于高速工况条件下的螺旋锥齿轮,如航空发动机和直升机中的螺旋锥齿轮,较容易发生由于润滑性能差造成的齿面磨损、胶合失效。仅考虑齿轮的强度性能的螺旋锥齿轮设计方法无法提高螺旋锥齿轮的润滑性能。目前常用的提高螺旋锥齿轮润滑性能的方法是选用更好的润滑油和改变润滑供油方式,选用更好的润滑油将提高成本,改变润滑供油方式需要修改螺旋锥齿轮传动系统的结构。
因此,目前国内外尚缺乏一种在不需选用更好的润滑油和改变润滑供油方式的前提下提高螺旋锥齿轮润滑性能的方法。
发明内容发明内容
本发明的技术解决问题:克服现有技术的不足,提供一种提高螺旋锥齿轮润滑性能的方法,该方法能够在不需选用更好的润滑油和改变润滑供油方式的前提下提高螺旋锥齿轮的润滑性能,成本较低且不需要修改螺旋锥齿轮传动系统的结构。
本发明的技术方案:一种提高螺旋锥齿轮润滑性能的方法,实现步骤如下:
(1)根据螺旋锥齿轮机床调整参数计算螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷;所述的螺旋锥齿轮机床调整参数包括刀盘直径、刀盘齿形角、径向刀位、角向刀位、垂直轮位、轴向轮位、床位、机床滚比;
(2)根据螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷和润滑油性能参数,通过弹性流体动力润滑基本方程,求解螺旋锥齿轮接触点的油膜厚度;所述的润滑油性能参数包括润滑油在大气压下的粘度、密度;所述的弹性流体动力润滑基本方程包括雷诺方程、油膜几何方程、润滑油粘度方程、润滑油密度方程和载荷平衡方程;
(3)改变螺旋锥齿轮机床调整参数中的机床滚比,重复步骤(1)至步骤(2),选择使螺旋锥齿轮接触点的油膜厚度最大的机床滚比。
所述步骤(2)中的雷诺方程为:
式中:p为螺旋锥齿轮接触点的油膜压力,h为螺旋锥齿轮接触点的油膜厚度,ρ为润滑油的密度,η为润滑油的粘度,um为螺旋锥齿轮接触点的卷吸速度;
所述步骤(2)中的油膜几何方程为:
式中:Rx、Ry为螺旋锥齿轮接触点的曲率半径,E′为螺旋锥齿轮的材料弹性模量;
所述步骤(2)中的润滑油粘度方程为:
式中:η0为润滑油在大气压下的粘度,z为0.68,p0为196000000;
所述步骤(2)中的润滑油密度方程为:
式中:ρ0为润滑油在大气压下的密度;
所述步骤(2)中的载荷平衡方程为:
式中:w为螺旋锥齿轮接触点的载荷。
所述步骤(3)中的改变螺旋锥齿轮机床调整参数中的机床滚比的方法为:第1次在原始值的基础上加2%,第2次在原始值的基础上加4%,第3次在原始值的基础上加6%,第4次在原始值的基础上加8%,第5次在原始值的基础上加10%,第6次在原始值的基础上减2%,第7次在原始值的基础上减4%,第8次在原始值的基础上减6%,第9次在原始值的基础上减8%,第10次在原始值的基础上减10%。
本发明与现有技术相比的有益效果是:本发明根据螺旋锥齿轮机床调整参数计算螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷,根据螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷和润滑油性能参数,通过弹性流体动力润滑基本方程,求解螺旋锥齿轮接触点的油膜厚度,通过改变螺旋锥齿轮机床调整参数中的机床滚比,选择使螺旋锥齿轮接触点的油膜厚度最大的机床滚比。本发明是一种能够提高螺旋锥齿轮润滑性能的设计方法,应用本发明不需要选用更好的润滑油,成本较低。另一方面,应用本发明不改变螺旋锥齿轮传动系统的润滑供油方式,不需要修改螺旋锥齿轮传动系统的结构。
附图说明附图说明
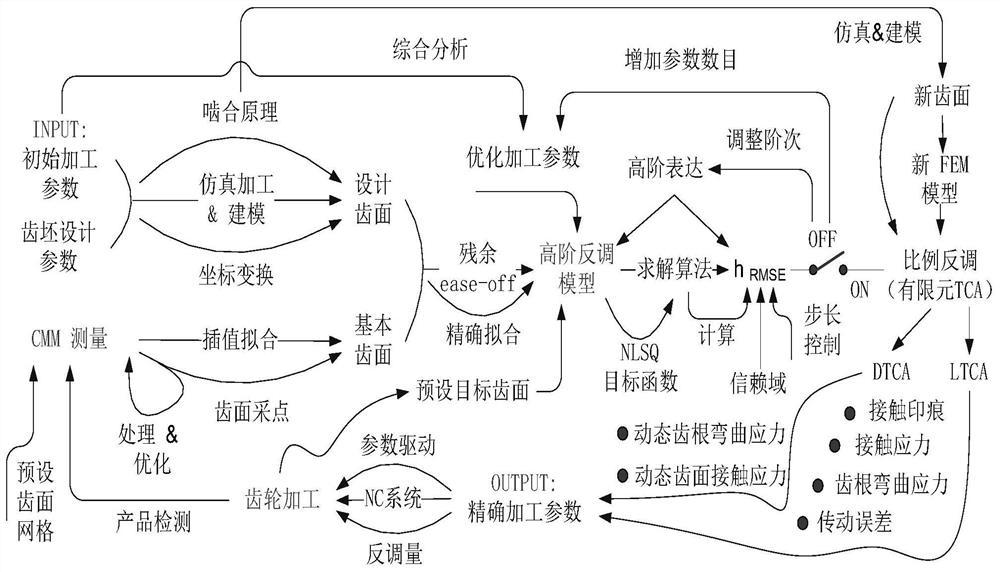
图1为本发明的方法流程图;
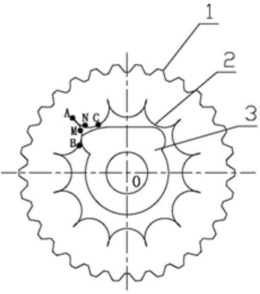
图2为螺旋锥齿轮的三维图;
图3为改变机床滚比后螺旋锥齿轮接触点的油膜厚度。
具体实施方式具体实施方式
本发明提高螺旋锥齿轮润滑性能的方法,如图1所示。下面实施例以提高某型号航空发动机中的螺旋锥齿轮润滑性能过程为例,具体说明本发明实现过程。如图2所示,螺旋锥齿轮的基本设计参数为大齿轮齿数97,小齿轮齿数19,模数5.2mm,压力角20°,螺旋角35°,轴交角91.5°,齿面宽35mm。螺旋锥齿轮的工况条件为小齿轮扭矩388Nm,小齿轮转速20900转/分。螺旋锥齿轮的材料弹性模量为206000MPa。但本发明的保护范围不限于下述实施例:
步骤(1):根据螺旋锥齿轮机床调整参数计算螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷;
本实施例中螺旋锥齿轮的原始机床调整参数为刀盘直径304.8mm,刀盘齿形角18°,径向刀位175.31mm,角向刀位55.76°,垂直轮位2.99mm,轴向轮位33.05mm,床位-7.96mm,机床滚比4.74。
其中:刀盘直径指加工螺旋锥齿轮所用的刀盘的直径;刀盘齿形角指加工螺旋锥齿轮所用的刀盘的切削刃和刀盘轴线在刀盘轴截面上的夹角;径向刀位指加工螺旋锥齿轮时刀盘轴线和加工产形轮轴线间的距离;角向刀位指加工螺旋锥齿轮时刀盘轴线和加工产形轮轴线间的角度;垂直轮位指加工螺旋锥齿轮时齿轮轴线和加工产形轮轴线间的距离;轴向轮位指加工螺旋锥齿轮时齿轮轴线和加工产形轮轴线的交点和一对螺旋锥齿轮轴线的交点之间的距离;床位指螺旋锥齿轮加工机床的滑动底座的调整值;机床滚比指加工螺旋锥齿轮时齿轮和加工产形转速的比值。
根据螺旋锥齿轮的原始机床调整参数和工况条件,运行螺旋锥齿轮加载接触分析程序(该程序为公知的,如美国格里森公司的螺旋锥齿轮加载接触分析程序),得到螺旋锥齿轮接触点的曲率半径为Rx=0.011mm、Ry=0.481mm,螺旋锥齿轮接触点的卷吸速度为um=18.5m/s,螺旋锥齿轮接触点的载荷为w=8015.1N。
其中:螺旋锥齿轮接触点的曲率半径指一对螺旋锥齿轮在接触点位置的曲率的倒数;螺旋锥齿轮接触点的卷吸速度指一对螺旋锥齿轮在接触点位置的速度的平均值。
步骤(2):根据螺旋锥齿轮接触点的曲率半径、卷吸速度、接触点载荷和润滑油性能参数,通过弹性流体动力润滑基本方程,求解螺旋锥齿轮接触点的油膜厚度;
本实施例中润滑油性能参数为:
润滑油在大气压下的粘度为0.1936Pa·s,润滑油在大气压下的密度为870kg/m3。
通过弹性流体动力润滑基本方程,将步骤(1)中得到的螺旋锥齿轮接触点的曲率半径、卷吸速度、载荷和润滑油性能参数代入雷诺方程、油膜几何方程、润滑油粘度方程、润滑油密度方程和载荷平衡方程中,运行数值计算程序,得到螺旋锥齿轮接触点的油膜厚度为16.69μm。
步骤(3):改变螺旋锥齿轮机床调整参数中的机床滚比,重复步骤(1)至步骤(2),选择使螺旋锥齿轮接触点的油膜厚度最大的机床滚比。
第1次改变:将机床滚比在原始值的基础上加2%,机床滚比为4.83。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为19.03μm。
第2次改变:将机床滚比在原始值的基础上加4%,机床滚比为4.92。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为20.05μm。
第3次改变:将机床滚比在原始值的基础上加6%,机床滚比为5.01。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为21.04μm。
第4次改变:将机床滚比在原始值的基础上加8%,机床滚比为5.1。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为20.70μm。
第5次改变:将机床滚比在原始值的基础上加10%,机床滚比为5.19。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为20.52μm。
第6次改变:将机床滚比在原始值的基础上减2%,机床滚比为4.65。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为19.36μm。
第7次改变:将机床滚比在原始值的基础上减4%,机床滚比为4.56。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为17.86μm。
第8次改变:将机床滚比在原始值的基础上减6%,机床滚比为4.47。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为19.36μm。
第9次改变:将机床滚比在原始值的基础上减8%,机床滚比为4.38。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为20.37μm。
第10次改变:将机床滚比在原始值的基础上减10%。机床滚比为4.29。重复步骤(1)至步骤(2),得到螺旋锥齿轮接触点的油膜厚度为20.19μm。
如图3所示,使螺旋锥齿轮接触点的油膜厚度最大的机床滚比为5.01。用5.01代替原始的螺旋锥齿轮机床调整参数中的机床滚比4.74,使螺旋锥齿轮接触点的油膜厚度最大,从而完成提高螺旋锥齿轮润滑性能。
由于试验方法的局限性,无法直接测得螺旋锥齿轮接触点的油膜厚度,只能通过测量螺旋锥齿轮接触点附近的环境温度来判断螺旋锥齿轮润滑性能。对本实施例,对采用原始的螺旋锥齿轮机床调整参数(机床滚比为4.74)和采用改变的螺旋锥齿轮机床调整参数(机床滚比为5.01)的螺旋锥齿轮,在同样的实验条件下测量螺旋锥齿轮接触点附近的环境温度。采用原始的螺旋锥齿轮机床调整参数的螺旋锥齿轮接触点附近的环境温度为64℃,采用改变的螺旋锥齿轮机床调整参数的螺旋锥齿轮接触点附近的环境温度为61℃,说明本发明提高螺旋锥齿轮润滑性能的方法是有效地。
总之,本发明根据螺旋锥齿轮机床调整参数计算螺旋锥齿轮接触点的曲率半径、卷吸速度、接触点载荷;根据螺旋锥齿轮接触点的曲率半径、卷吸速度、接触点载荷和润滑油性能参数,通过弹性流体动力润滑基本方程,求解螺旋锥齿轮接触点的油膜厚度;通过改变螺旋锥齿轮机床调整参数中的机床滚比,使螺旋锥齿轮接触点的油膜厚度最大,从而实现提高螺旋锥齿轮润滑性能。应用本发明不需选用更好的润滑油,且不改变螺旋锥齿轮传动系统的润滑供油方式。本发明适用于一般工程问题的应用,为工程应用中对润滑性能要求较高的螺旋锥齿轮提供了一个新的设计途径。
一种提高螺旋锥齿轮润滑性能的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0