








专利摘要
本发明涉及一种多毛羽纱线羽尾固结式超光洁增强处理的方法,属于纺织加工技术领域。本发明采用在每根多毛羽纱线运行的线路上设置羽尾固结式超光洁增强处理装置,对多毛羽纱线先浸润、再牵伸,多尺度优化纱线力学结构,大幅提高纱线强力;然后对牵伸后的纱线进行先羽尾沾浆、经多涡流室连续强化包缠,形成羽尾端固结式包缠的自锁结构,解决了纱线及对应织物后续摩擦毛羽反弹的问题;本发明将牵伸增强、羽尾上浆固化、涡流包缠一体化应用于各种多毛羽纱的处理,有效融合了多毛羽纱增强、包缠、固结等,协同改善纱线表面和内部结构,实现了多毛羽纱线羽尾固结式超光洁增强处理效果。本发明方法的操作方便,易于推广。
权利要求
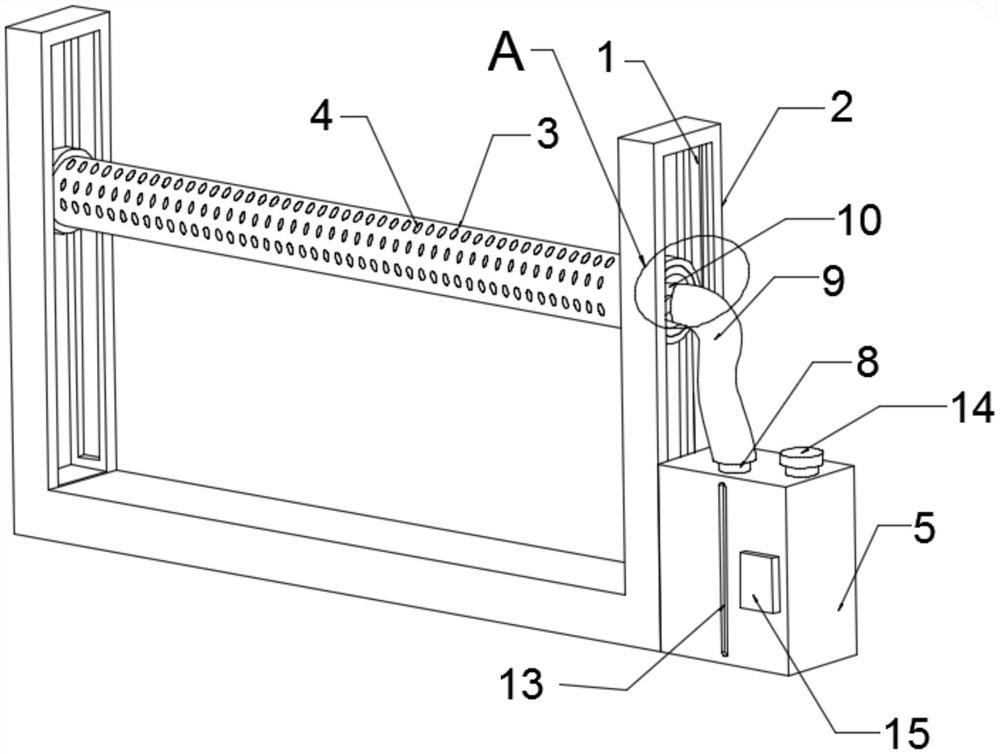
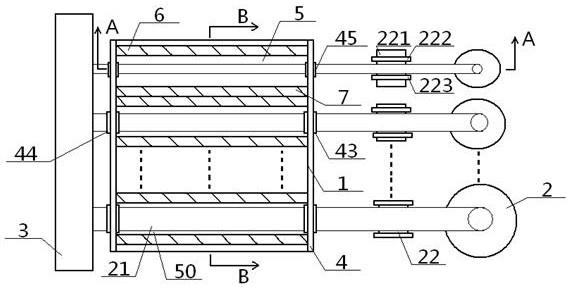
1.一种多毛羽纱线羽尾固结式超光洁增强处理的方法,其特征在于:在每根多毛羽纱线运行的线路上设置羽尾固结式超光洁增强处理装置,羽尾固结式超光洁增强处理装置由基板(21)、浸润槽(2)、牵伸组辊(5)、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口组成,浸润槽(2)、牵伸组辊(5)、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口依次按序固定安装在基板(21)的板面上,浸润槽(2)内设有第一浸润槽轮(20)和第二浸润槽轮(19),浸润槽(2)的上端设置有入纱口和出纱口,入纱口处设有入纱槽轮(1),出纱口处设有出纱槽轮(4),第一浸润槽轮(20)、第二浸润槽轮(19)、入纱槽轮(1)、出纱槽轮(4)相互平行,且在同一竖直平面上,牵伸组辊(5)呈品字状布置,牵伸组辊位于浸润槽(2)和输入罗拉钳口之间,输入罗拉钳口由垂直安装在基板(21)板面上的输入罗拉(18)和输入压辊(6)啮合形成,输出罗拉钳口由垂直安装在基板(21)板面上的输出罗拉(13)和输出压辊(12)啮合形成,输入罗拉钳口和输出罗拉钳口在同一平面上,羽尾沾浆装置位于输入罗拉钳口和输出罗拉钳口之间,羽尾沾浆装置由回收槽(7)、浆液槽(8)构成,浆液槽(8)嵌套在回收槽(7)中,浆液槽(8)槽口、回收槽(7)槽口位于输入罗拉钳口和输出罗拉钳口所在平面的下方,浆液槽(8)长度为回收槽(7)长度的三分之二,涡流包缠装置位于羽尾沾浆装置和输出罗拉钳口之间,涡流包缠装置由定向喷气管(9)和至少两个串联连接的涡流器构成,涡流器由引纱管(16)、静止锭(14)、涡流管(10)构成,涡流管(10)的首端中设有引纱管(16),引纱管(16)中开有入纱通道,涡流管(10)的尾端中嵌入有静止锭(14),静止锭(14)前端呈圆锥体状,静止锭(14)前端与引纱管(16)对应,静止锭(14)前端与涡流管(10)内壁之间形成涡流室,静止锭(14)中开有出纱通道,出纱通道中轴线和入纱通道中轴线重合,并位于输入罗拉钳口和输出罗拉钳口所在平面上,涡流管(10)上设置有进气通道(15)和出气通道(11),进气通道(15)、出气通道(11)与涡流室相连通,进气通道(15)的出气口与静止锭(14)前端部对应,出气通道(11)的进气口与静止锭(14)后端对应,涡流器之间首尾连接,涡流管(10)上的出气通道(11)并联连通到定向喷气管(9)上,定向喷气管(9)的出气口呈喇叭口状,定向喷气管(9)的出气口位于输入罗拉钳口和输出罗拉钳口所在平面的上方,定向喷气管(9)的出气口与回收槽(7)槽口之间形成毛羽定向伸展处理区,定向喷气管(9)出气口端面与回收槽(7)槽口端面平行,且两端面之间的距离为2-10毫米
工作时,在线运行的多毛羽纱线,经浸润槽(2)上的入纱槽轮(1),由入纱口进入盛有渗透剂KFC浓度为0.1-0.5%的溶液(3)的浸润槽(2)内,多毛羽纱线依次绕行第一浸润槽轮(20)、第二浸润槽轮(19),在溶液(3)中完全浸润后,经浸润槽(2)上的出纱槽轮(4),由出纱口输出后,绕经牵伸组辊(5),受到牵伸组辊(5)的1.25-10.5倍牵伸处理,激发纱线主体捻回重调、引起纱线主体内部弯钩纤维滑移伸展、诱导全伸展纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,牵伸后的纱线由输入罗拉钳口输出,4-7MPA的压缩气流并联式进入各串联涡流器的进气管道(15),喷入涡流室中分别形成气流涡旋,分别经出气通道(11)进入喷气管(9),由喷气管(9)出气口定向喷出,运行至出气口下方的多毛羽纱线,在气流作用下,毛羽沿气流方向上定向伸展到盛满浆液(17)的浆液槽(8)中,毛羽尾端浸入浆液(17)进行沾浆,沾浆后的纱线羽尾多余液浆被定向吹入回收槽(7)中,牵伸增强后的纱线得到微量均匀化羽尾沾浆处理,微量均匀化羽尾沾浆处理后的纱线,进入首尾串联的涡流器的涡流室内,在气流涡旋和沾浆共同作用下,对纱线表面毛羽进行递进式持续羽尾固结包缠,羽尾固结包缠后的纱线从输出罗拉钳口输出。
2.如权利要求1所述的一种多毛羽纱线羽尾固结式超光洁增强处理的方法,其特征在于:所述的牵伸组辊(5)至少为一组。
说明书
技术领域
本发明涉及一种多毛羽纱线羽尾固结式超光洁增强处理的方法,属于纺织加工技术领域。
技术背景
毛羽是衡量纱线质量的重要指标之一。纱线毛羽不仅影响机织、针织等后工序的生产效率,而且影响最终产品的外观质量,特别是高速无梭织机、高速经编机普遍应用的今天,大幅降低纱线毛羽,实现短纤纱表层结构的超光洁成形,具有十分重要的意义。
短纤维纱线主要有握持端纺纱和自由端纺纱,其中握持端纺纱以环锭纺纱为代表。环锭纺纱线毛羽产生于细纱加工工序,其机理是内外转移的纤维头端露出纱体之后,脱离钳口的握持作用,无法再次进入或包缠在纱体主干上,形成毛羽。自由端纺纱以转杯纺为代表,其成纱机理为纤维搭接层捻式加捻纺纱,纱线表层结构松弛,纤维头端易外露呈自由状,形成毛羽。纱线毛羽增长于络筒和整经工序,其根本原因在于:纱线表面毛羽多、结构松弛,在络筒、整经等纱线高速运行工序中,纱线经导纱部件、张力部件等机件,遭受激烈摩擦,致使纱体内部纤维头端严重抽拔游离于纱体表面,毛羽剧增、表层结构严重破坏。为了减少纱线毛羽,实现纱线顺利织造,纺织企业一般都对整经后纱线进行浆纱处理,贴附纱线毛羽、同时对纱线进行增强保伸、增加耐磨性。但整经通常采用片纱上浆,片纱上浆就会导致纱线相互粘连,需要湿、干分绞,纱线分绞时相互撕扯破坏纱体表面浆膜、产生二次毛羽。虽然单纱上浆可以解决分绞导致浆膜破损、二次毛羽的问题,但仍面临再次退浆、污染环境的问题。由此可见,消除纱线毛羽,增加纱线表层结构致密度应在上浆之前进行。
针对环锭细纱工序,国内外的学者做过大量的研究。通常采用的途径有两种,一种是采用常规方法优化普通环锭纺纱工艺,该方法只能一定程度上减少纱线毛羽,作用效果有限;另一种是采用新型纺纱技术或专用消除毛羽装置来消除毛羽,能大幅度降低环锭纱线毛羽。新型环锭纺纱技术或专用消除毛羽装置是目前环锭纺纱技术研究的热点。目前新型环锭纺纱技术代表是紧密纺纱技术,如美国知识产权局1984年12月18日公开的发明专利“Device for stretching,condensing and transporting a rove of fibers during a spinning operation”,专利号US 4488397;美国知识产权局2000年6月13日公开的发明专利“Device for condensing a drafted fiber strand”,专利号6073314;美国知识产权局2000年7月4日公开的发明专利“Arrangement for condensing a drafted fiber strand”,专利号6082089;美国知识产权局2001年1月9日公开的发明专利“Transport belt for transporting a fiber strand to be condensed”,专利号US 6170126B1;美国知识产权局2001年7月24日公开的发明专利“Arrangement and method for condensing a drafted fiber strand and method for making yarn thereform”,专利号US 6263656B1;美国知识产权局2001年8月14日公开的发明专利“Apparatus for condensing a drafted strand”,专利号US6272834B1;美国知识产权局2001年5月29日公开的发明专利“Condensing zone for a spinning machine”,专利号US 6237317B1。上述紧密纺纱技术专利公案的核心原理都是针环锭纺纱过程,聚集纺纱三角区纤维须条,加强对纤维须条边缘纤维控制,有效降低纺纱过程纤维头端外露,降低纱线毛羽;但紧密纺消除纺纱三角区,纱体内部纤维内外转移不够,抱合力不足,外层仍有毛羽露出,纱体经受摩擦后毛羽仍旧剧增;特别是目前通过气流集聚的紧密纺纱技术,只对高支纱毛羽降低效果明显,对粗特纱线毛羽降低效果差。
目前使用的专用降低毛羽装置是采用气流喷射形式,安装在前罗拉和导纱钩之间,利用气流的回转使已形成的毛羽贴伏在纱线表面,如美国知识产权局1979年4月10日公开的发明专利“method and apparatus yarn treatment”,专利号41481779、美国知识产权局1989年8月22日公开的发明专利“method and apparatus for modifying spun textile yarn”,专利号5263311。这些研究主要差别在于由于气流喷射装置的不同导致纱线表面纤维受力方向不同,从而产生不同的卷绕效果而导致纱线毛羽消除效果的不同。但是由于这些装置的只能安装在加捻三角区后(因加捻三角区中的纤维基本成散纤维状,喷射的气流会导致纤维运动混乱而断头),其气流吹拂对象为纱线和纱线表面毛羽,吹拂两对象的受气流转动效果不同,实现将毛羽以简单贴伏及松弛缠绕的形式留在纱线表面;在后道工序(如络筒)加工中,机件摩擦抽拔纱线表层结构的纤维,松弛贴服和缠绕的毛羽重新显露出来,达不到真正消除毛羽的效果。
针对络筒工序高速摩擦,造成纱线表面结构损伤,毛羽大量增长,强力下降,要求配套浆纱工序,增加上浆难度和上浆成本等问题,在络筒工序设置毛羽倒伏装置,抑制毛羽的发生,对后道工序生产和提高最终产品质量具有十分重要的意义。目前已经研究的减少成纱毛羽的方法主要集中在减少络筒纱线毛羽装置;虽然相关专利文献有很多,但采用的基本原理相同,即在纱线在络筒机上采用对前进中的纱线进行解捻-加捻方式,使纱线表面毛羽卷绕在纱线表面,达到减少毛羽的目的。代表性的专利文献有:欧洲专利号为EP 0 866 014 A2,公开日1998年09月23日,发明创造名称为Auto Winder,该申请公案采用络筒工艺流程中回转假捻盘的机械作用,使游离纤维沿纱线的捻向贴伏到纱身上来,以减少纱线毛羽;美国专利号为US 6 374 588 B1,公开日2002年04月23日,发明创造名称为Hairiness controlling device and winder,该申请公案采用络筒工艺流程中回转假捻盘的机械作用,使游离纤维沿纱线的捻向贴伏到纱体主干上来,以减少纱线毛羽;欧洲专利号为EP 1 146 002 A2,公开日2001年10月17日,发明创造名称为Automatic winder and hairiness suppressing device,该申请公案利用空气涡流管,通过旋转气流的力学作用,使毛羽重新包覆到纱身上,以减少毛羽,但从原理上分析,单凭气流的包缠作用,其包覆效果不好;欧洲专利号EP 1 013 803 A2,公开日2000年06月28日,发明创造名称为Hairiness suppressing device for automatic winder,该申请公案同样使用空气涡流管,通过气流使纱线旋转,当旋转的纱线经过控制板(regulating plate)时,使纤维包缠在纱身上,以减少毛羽;中国专利号为ZL 99127507.1,公开日2000年07月05日,发明创造名称为自动络筒机的毛羽倒伏装置,该申请公案同样使用空气涡流管,通过气流使纱线旋转,不过该专利通过在装置两端加装控制器,以保证纱线沿自身轴线回转产生假捻效应,提高减少纱线毛羽的效率。除此之外,中国专利号为ZL 200710052991.8,公开日2008年01月23日,发明创造名称为一种减少成纱毛羽的方法,该申请公案提供一种采用假捻熨烫的方式,对络筒及针织过程的纱线进行在线贴附和包缠纱线毛羽,极少部分毛羽卷入纱体,实现络筒或针织过程中抑制纱线毛羽增长的目。上述减少纱线表面毛羽的方法和装置,共同点在于借助涡流吹拂或机械旋转等形式,对运行纱线实施先少量解捻纱体、包缠部分毛羽进入纱体,再加捻纱体恢复原状进一步缠绕毛羽,缠绕随机性致使毛羽多以倒伏、散乱包缠在纱干上;另外毛羽在倒伏、散乱包缠过程中,未得到积极有效地握持作用,毛羽倒伏、散乱包缠结构松弛,纱线表层致密化程度没有改善,降低的毛羽经受摩擦易于再次反弹;同时毛羽散乱缠绕到纱体时,因纤维聚集,降低毛羽后的纱线粗节、棉结等纱疵大幅增加。
由此可见上述对络筒、整经、针织等纱线使用过程的纱线毛羽控制,现有方法共同点在于:在非积极握持毛羽头端的情况下,对纱线进行假捻或气流吹拂包缠,将伸出纱线表面的绝大部分毛羽以较松散形式卷绕、贴服在纱线面,毛羽纤维和纱线本体之间无法形成致密的结构联系,仅仅从视觉上实现毛羽减少;针对采用解捻-加捻的形式,贴附毛羽过程中,纱线局部捻度受到动态转移和重新分布,出现捻度较弱部位,干态纱线受张力拉伸而恶化纱体主干均匀度。更关键的是,在后道工序中,随着纱线受到机件的磨擦,这些松弛卷绕、贴服在纱线表面的纤维很容易再次伸出纱线表面形成毛羽,对纱线后道工序的加工和最终产品的质量没有本质改善。可以看出,多毛羽纱线的传统光洁处理,存在纱强提升空间有限、纱线增强幅度较小的技术问题。因此,传统假捻、解捻-退捻式气流吹拂包缠降低纱线毛羽方法,不仅纱线主体结构得不到增强优化,而且会产生适度损伤和破坏,无法实现纱线表层毛羽结构与纱体内部主体结构的协同优化和改善。
针对上述问题,中国专利号为ZL 201410204503.0,公开日2014年05月15日,发明创造名称为一种积极握持旋转式改善纱线表层结构的方法,该申请公案提供一种采用负压吸附握持纱线表层毛羽,同时将握持毛羽旋转地紧密缠绕在纱线主干上;然而由于锥形握持面沿整个一周上全部具有负压握持作用,对较为粗硬、同时毛羽与纱体主干连接处比较脆弱易断的纱线毛羽,处理过程中往往因断裂的粗硬纤维堵塞锥形握持面上的网孔,再加上车间飞花贴服在网孔上,致使锥形握持面对纱线表面的握持作用大大减弱、甚至丧失,不能满足持续有效的握持包缠纱线表面毛羽的作用;另一方面,毛羽缠绕到纱体时,在缠绕处以垂直于纱线主干的方式高速旋转缠绕到纱干上,不仅对毛羽未能以较大螺距缠绕在纱体上、无法改善纱线强力,而且纱线毛羽往往因在纱体上的聚集缠绕,造成纱线粗节、棉结等纱疵大幅增加,对应的织物外观疵点也增多;特别是锥形握持面旋转一周,只能将毛羽在纱体上缠绕一圈,如果提高毛羽包缠效率,需要大幅提升锥形握持面旋转速度,增加能耗和旋转部件磨损,尚不能实现高速、高效缠绕毛羽的超光洁处理纱线技术目的。中国专利号为ZL 201510700297.7,公开日2015年10月26日,发明创造名称为一种多毛羽纱线的超光洁整经方法,提供了一种对整经过程中的多毛羽纱线进行超光洁处理的方法;中国专利号为ZL201510700297.7,公开日2015年10月26日,发明创造名称为一种多毛羽纱线的超光洁纬编针织方法,提供一种对纬编针织过程中的多毛羽纱线进行超光洁处理的方法;中国专利号为ZL 201510700161.6,开日2015年10月26日,发明创造名称为一种定向伸展协同柔化缠绕纱线毛羽的方法,提供了一种定向伸展式有序包缠、避免毛羽包缠形成纱疵的多毛羽纱线后处理方法,可用于细纱、络筒、整经、针织等工序。虽然上述三个申请公案能够较为高速、高效地缠绕纱线毛羽以实现多毛羽纱线的超光洁处理,但是该三个申请公案所处理的的超光洁纱线最表层包缠纤维头端仍呈现出自由段状态,没有形成固结式自锁结构,后续纱线使用摩擦、对应稀松织物水洗及摩擦多次后,毛羽头端仍容易解缠、抽拔而出,再次形成较多毛羽。因此,如何在高速高效地固结式超光洁处理多毛羽纱线,是一劳永逸地解决多毛羽纱线表层结构缺陷的最关键技术难题。
涡流纺纱机采用涡旋气流包缠纤维成纱,是目前生产高光洁短纤纱的最有效技术,技术设备自动化程度高、成纱速度快,纺纱速度高达450m/min;技术代表为瑞士立达公司的MJS型、日本村田MVS型涡流纺纱机,涡流纺纱原理为:涡流纺纱器由输纤管道、纤维流引导器、外管和静止锭(又称芯管)等部分组成;外管上开有3或4只切向的进风口,下端与鼓风机相连,风机不断地从管中抽取空气,外面的空气沿进风口进入涡流管内,产生旋涡状的气流;纤维条由给棉罗拉喂入涡流纺纱机的牵伸系统,经过牵伸输出的纤维须条借助气流作用,从输棉管道高速喂入涡流纺纱器内;当旋转向上的气流到达芯管时,与由输纤管道输送、经纤维流引导器引导进入的纤维汇合,沿涡流管内壁形成一个凝聚纤维环,稳定地围绕静止锭轴线,高速回转,将纤维进行包缠加捻成纱。由于涡流纺纺纱属于包缠成纱,纱线表层结构致密缠绕,表面光洁。但是由于涡流纱线内部纤维内外转移不够,纱体纤维抱合力差,光洁的纱表无法弥补纱体结构不足,因此涡流纱强度低、纱体稳定性和耐磨性差。因此涡流纺纱机多用于加工和生产抱合力较大、非常柔软的黏胶纤维纺纱,不适合高刚度麻类纤维、高回弹高卷曲毛类纤维等难纺纤维成纱,更不具备生产和加工出高强高光洁的常规细特纱线的能力。因此如何利用涡流包缠原理,高速高效地超光洁增强加工出高刚度麻类纤维、高回弹高卷曲毛类纤维等难纺纤维高支纱线,是亟待解决的纱线加工技术瓶颈问题。
发明内容
针对现有包缠法尚无法一劳永逸地高速高效固结式超光洁处理多毛羽纱线,涡流纺无法实现纤维的高光洁协同增强纱体结构成形、适纺纤维和纱线品种受限等技术难题,本发明的目的在于提供一种多毛羽纱线羽尾固结式超光洁增强处理的方法,其技术解决方案为:
一种多毛羽纱线羽尾固结式超光洁增强处理的方法,该方法采用在每根多毛羽纱线运行的线路上设置羽尾固结式超光洁增强处理装置,羽尾固结式超光洁增强处理装置由基板、浸润槽、牵伸组辊、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口组成,浸润槽、牵伸组辊、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口依次按序固定安装在基板的板面上,浸润槽内设有第一浸润槽轮和第二浸润槽轮,浸润槽的上端设置有入纱口和出纱口,入纱口处设有入纱槽轮,出纱口处设有出纱槽轮,第一浸润槽轮、第二浸润槽轮、入纱槽轮、出纱槽轮相互平行,且在同一竖直平面上,牵伸组辊呈品字状布置,牵伸组辊位于浸润槽和输入罗拉钳口之间,输入罗拉钳口由垂直安装在基板板面上的输入罗拉和输入压辊啮合形成,输出罗拉钳口由垂直安装在基板板面上的输出罗拉和输出压辊啮合形成,输入罗拉钳口和输出罗拉钳口在同一平面上,羽尾沾浆装置位于输入罗拉钳口和输出罗拉钳口之间,羽尾沾浆装置由回收槽、浆液槽构成,浆液槽嵌套在回收槽中,浆液槽槽口、回收槽槽口位于输入罗拉钳口和输出罗拉钳口所在平面的下方,浆液槽长度为回收槽长度的三分之二,涡流包缠装置位于羽尾沾浆装置和输出罗拉钳口之间,涡流包缠装置由定向喷气管和至少两个串联连接的涡流器构成,涡流器由引纱管、静止锭、涡流管构成,涡流管的首端中设有引纱管,引纱管中开有入纱通道,涡流管的尾端中嵌入有静止锭,静止锭前端呈圆锥体状,静止锭前端与引纱管对应,静止锭前端与涡流管内壁之间形成涡流室,静止锭中开有出纱通道,出纱通道中轴线和入纱通道中轴线重合,并位于输入罗拉钳口和输出罗拉钳口所在平面上,涡流管上设置有进气通道和出气通道,进气通道、出气通道与涡流室相连通,进气通道的出气口与静止锭前端部对应,出气通道的进气口与静止锭后端对应,涡流器之间首尾连接,涡流管上的出气通道并联连通到定向喷气管上,定向喷气管的出气口呈喇叭口状,定向喷气管的出气口位于输入罗拉钳口和输出罗拉钳口所在平面的上方,定向喷气管的出气口与回收槽槽口之间形成毛羽定向伸展处理区,定向喷气管出气口端面与回收槽槽口端面平行,且两端面之间的距离为2-10毫米;
工作时,在线运行的多毛羽纱线,经浸润槽上的入纱槽轮,由入纱口进入盛有渗透剂KFC浓度为0.1-0.5%的溶液的浸润槽内,多毛羽纱线依次绕行第一浸润槽轮、第二浸润槽轮,在溶液中完全浸润后,经浸润槽上的出纱槽轮,由出纱口输出后,绕经牵伸组辊,受到牵伸组辊的1.25-10.5倍牵伸处理,激发纱线主体捻回重调、引起纱线主体内部弯钩纤维滑移伸展、诱导全伸展纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,牵伸后的纱线由输入罗拉钳口输出,4-7MPA的压缩气流并联式进入各串联涡流器的进气管道,喷入涡流室中分别形成气流涡旋,分别经出气通道进入喷气管,由喷气管出气口定向喷出,运行至出气口下方的多毛羽纱线,在气流作用下,毛羽沿气流方向上定向伸展到盛满浆液的浆液槽中,毛羽尾端浸入浆液进行沾浆,沾浆后的纱线羽尾多余液浆被定向吹入回收槽中,牵伸增强后的纱线得到微量均匀化羽尾沾浆处理,微量均匀化羽尾沾浆处理后的纱线,进入首尾串联的涡流器的涡流室内,在气流涡旋和沾浆共同作用下,对纱线表面毛羽进行递进式持续羽尾固结包缠,羽尾固结包缠后的纱线从输出罗拉钳口输出。
所述的牵伸组辊至少为一组。
由于采用了以上技术方案,与现有技术相比,一种多毛羽纱线羽尾固结式超光洁增强处理的方法,其优点在于:本发明采用在每根多毛羽纱线运行的线路上设置羽尾固结式超光洁增强处理装置,羽尾固结式超光洁增强处理装置由基板和依次安装在基板上的浸润槽、牵伸组辊、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口组成,其中采用“浸润槽先浸润纱线、再牵伸组辊牵伸纱线的”湿热牵伸工艺设置,激发纱体捻回重调、引起纱体内弯钩纤维伸展、诱导纱体内全伸展纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,大幅提高纱线拉伸断裂强度,有效改善各种多毛羽纱线的力学性能,解决了“多毛羽纱线在光洁处理时,纱强提升空间有限”的技术问题;采用“羽尾沾浆装置和涡流包缠装置”协同配合处理纱线的方式,对多毛羽纱线进行先羽尾沾浆再多涡流器进行多次强化包缠的羽尾固结式包缠,使得处理后的超光洁纱线表面毛羽包缠尾端形成固结式自锁结构,避免了“纱线后续使用摩擦、对应稀松织物水洗及摩擦多次后,毛羽头端仍容易解缠、抽拔而出,再次形成较多毛羽”的现象,解决了“如何高速高效地固结式超光洁处理多毛羽纱线,一劳永逸地修复多毛羽纱线表层结构缺陷”的技术难题;本发明实质上是将湿热牵伸增强、上浆固化、涡流包缠进行一体化应用于各种多毛羽纱线(包括苎麻、羊毛等难纺纤维纱线)的固结式超光洁增强处理,有效融合了“固结、光洁、增强”等作用机制和方法,不仅实现了纱线表层毛羽结构与纱体内部主体结构的协同优化和改善,而且解决了“涡流纺纱机无法制造出高刚度麻类、高回弹高卷曲毛类等难纺纤维的超光洁增强高支纱”的技术难题。本发明的方法设备改造简单,操作方便,适应于各种多毛羽纱线加工,易于大面积推广使用。
附图说明
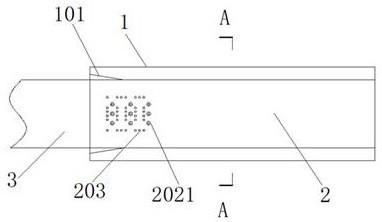
图1为本发明的工作原理示意图。
具体实施方式
下面结合附图对本发明的一种多毛羽纱线羽尾固结式超光洁增强处理的方法作进一步详细描述。
见附图。
一种多毛羽纱线羽尾固结式超光洁增强处理的方法,该方法采用一种多毛羽纱线羽尾固结式超光洁增强处理的方法,该方法采用在每根多毛羽纱线运行的线路上设置羽尾固结式超光洁增强处理装置,羽尾固结式超光洁增强处理装置由基板21、浸润槽2、牵伸组辊5、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口组成,浸润槽2、牵伸组辊5、输入罗拉钳口、羽尾沾浆装置、涡流包缠装置、输出罗拉钳口依次按序固定安装在基板21的板面上,浸润槽2内设有第一浸润槽轮20和第二浸润槽轮19,浸润槽(2)的上端设置有入纱口和出纱口,入纱口处设有入纱槽轮1,出纱口处设有出纱槽轮4,第一浸润槽轮20、第二浸润槽轮19、入纱槽轮1、出纱槽轮4相互平行,且在同一竖直平面上,牵伸组辊5呈品字状布置,牵伸组辊5至少为一组,牵伸组辊位于浸润槽2和输入罗拉钳口之间,输入罗拉钳口由垂直安装在基板21板面上的输入罗拉18和输入压辊6啮合形成,输出罗拉钳口由垂直安装在基板21板面上的输出罗拉13和输出压辊12啮合形成,输入罗拉钳口和输出罗拉钳口在同一平面上,羽尾沾浆装置位于输入罗拉钳口和输出罗拉钳口之间,羽尾沾浆装置由回收槽7、浆液槽8构成,浆液槽8嵌套在回收槽7中,浆液槽8内的浆液17为浓度0.1-3%的淀粉浆料溶液或者PVA化学浆料溶液或丝胶溶液或者啫喱水溶液,浆液17根据多毛羽纱线品种不同而定,当纱线为涤纶短纤纱、涤棉混纺纱、棉腈纶混纺、锦纶短纤纱等含有合成纤维的纱线时,浆液17选择改性淀粉与PVA混合浆料、或者PVA化学浆料溶液;当纱线为棉纱、麻纱、黏胶等纤维素纤维纱线时,浆液17选择淀粉或改性淀粉浆料溶液;当纱线为羊毛纱时,浆液17选择啫喱水溶液或丝胶溶液;浆液槽8槽口、回收槽7槽口位于输入罗拉钳口和输出罗拉钳口所在平面的下方,浆液槽8长度为回收槽7长度的三分之二,涡流包缠装置位于羽尾沾浆装置和输出罗拉钳口之间,涡流包缠装置由定向喷气管9和至少两个串联连接的涡流器构成,纱线运行速度越快、要求超光洁处理后的纱线紧度越大,涡流器串联的个数越多,涡流器由引纱管16、静止锭14、涡流管10构成,涡流管10的首端中设有引纱管16,引纱管16中开有入纱通道,涡流管10的尾端中嵌入有静止锭14,静止锭14前端呈圆锥体状,静止锭14前端与引纱管16对应,静止锭14前端与涡流管10内壁之间形成涡流室,静止锭14中开有出纱通道,出纱通道中轴线和入纱通道中轴线重合,并位于输入罗拉钳口和输出罗拉钳口所在平面上,涡流管10上设置有进气通道15和出气通道11,进气通道15、出气通道11与涡流室相连通,进气通道15的出气口至少为3个,均匀分布在涡流管10内壁上,进气通道15的出气口与静止锭14前端部对应,进气通道15的进气口与空气压缩机的压缩气流输出管相接通,进气通道15的进气口喷入的气流压强为4-7MPA,进气口喷入的气流为纯净的空气气流、或高温湿热蒸汽,高温湿热蒸汽温度控制在100-180℃之间;出气通道11的进气口与静止锭14后端对应,涡流器之间首尾连接,涡流管10上的出气通道11并联连通到定向喷气管9上,定向喷气管9的出气口呈喇叭口状,定向喷气管9的出气口位于输入罗拉钳口和输出罗拉钳口所在平面的上方,定向喷气管9的出气口与回收槽7槽口之间形成毛羽定向伸展处理区,定向喷气管9出气口位于回收槽7槽口水平面的正上方,定向喷气管9出气口端面与回收槽7槽口端面平行,且两端面之间的距离为2-10毫米,定向喷气管9喷出的气流压强越大、该两端面之间距离越大,纱线毛羽刚度越大和长度越小、该两端面之间距离越小;
工作时,在线运行的多毛羽纱线,经浸润槽2上的入纱槽轮1,由入纱口进入盛有渗透剂KFC浓度为0.1-0.5%的溶液3的浸润槽2内,为更好地浸润纱线,浸润槽2槽壁内可设置加热装置,加热装置可采用中国专利公开号CN201245734Y,公开日2009.05.27,发明创造名称为一种熨烫纺纱装置,或采用其它电阻丝加热、高温蒸汽加热等形式的加热装置,使得溶液3的温度保持在60-90℃,多毛羽纱线依次绕行第一浸润槽轮20、第二浸润槽轮19,在溶液3中完全浸润后,经浸润槽2上的出纱槽轮4,由出纱口输出后,绕经牵伸组辊5,为实施高倍牵伸以大幅提高纱线强度,牵伸组辊5设置成热组辊,热组辊可采用中国专利公开号CN201245734Y,公开日2009.05.27,发明创造名称为一种熨烫纺纱装置,或采用其它电阻丝加热、高温蒸汽加热等形式进行加热,使得热组辊表面温度范围在100-200℃,纱线内部纤维玻璃化温度或湿热软化温度越高、热组辊表面温度越高,纱线牵伸倍数越大、热组辊表面温度越高,由出纱口输出后的纱线受到牵伸组辊5的1.25-10.5倍牵伸处理,纱线条干越差、弹性伸长率越高,牵伸处理激发纱线主体捻回重调、引起纱线主体内部弯钩纤维滑移伸展、诱导全伸展纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,牵伸后的纱线由输入罗拉钳口输出,4-7MPA的压缩气流并联式进入各串联涡流器的进气管道15,喷入涡流室中分别形成气流涡旋,纱线运行速度越快,纱线表面毛羽量越多,形成毛羽的纤维刚度和直径越大,压缩气流的压强越高,喷入各涡流室的气流分别经出气通道11进入喷气管9,由喷气管9出气口定向喷出,运行至出气口下方的多毛羽纱线,在气流作用下,毛羽沿气流方向上定向伸展到盛满浆液17的浆液槽8中,毛羽尾端浸入浆液17进行沾浆,沾浆后的纱线羽尾多余液浆被定向吹入回收槽7中,牵伸增强后的纱线得到微量均匀化羽尾沾浆处理,微量均匀化羽尾沾浆处理后的纱线,进入首个涡流器的涡流室内,纱线表面毛羽紧贴在呈圆锥状静止锭14外表面,受到静止锭14外表面摩擦握持,同时被气流涡旋吹拂旋转、卷绕力牵引前行,使得纱线表面绝大多数毛羽以与纱线运行方向呈20-60°夹角的形式,羽尾粘接固结包缠在纱线主干上,然后纱线进入后序的涡流室内,在后续的流室内气流涡旋作用下,将纱线表面未被包缠、未紧密包缠的全部毛羽以与纱线运行方向呈20-60°夹角的形式,递进强化式羽尾固结完全包缠在纱线主干上,纱线表面毛羽经羽尾固结式包缠、强化式完全包缠处理后,纱线获得超光洁固化结构,实质上就是在气流涡旋和沾浆共同作用下,对牵伸增强后的纱线表面毛羽进行递进式持续羽尾固结包缠,最终实现多毛羽纱线的羽尾固结式超光洁增强效果,羽尾固结包缠后的纱线从输出罗拉钳口输出。
下面结合不同品种的纱线后加工,对本发明的具体应用作进一步详细阐述。
实施例1:络筒工序,羽尾固结式超光洁增强处理Ne60英支涤/棉混纺纱
在络筒机上,采用螺钉和螺帽固定装置,将羽尾固结式超光洁增强处理装置经基板21固定安装在1332M-D100型国产络筒机管纱卷装和导纱钩之间;浸润槽2内的渗透剂KFC溶液浓度为0.2%,溶液3的温度保持在70℃;牵伸组辊5为一组,牵伸组辊5表面温度为125-135℃,牵伸组辊5牵伸倍数设置为1.5倍;浆液17为浓度0.1%的PVA化学浆料溶液;涡流包缠装置采用由定向喷气管9和两个串联的涡流器构成,将蒸汽温度为130℃,气压压强为5.5MPA的压缩蒸汽流并联式进入各串联涡流器的进气管道15中;定向喷气管9出气口端面与回收槽7槽口端面之间的距离为5毫米;
络筒时,Ne60英支涤/棉混纺的Z捻纱,以1000米/分钟的速度从管纱卷装退绕下来,以张紧状态依次经导纱部件、张力装置,运行至浸润槽2上的入纱槽轮1,由入纱口进入浸润槽2内,依次绕行第一浸润槽轮20、第二浸润槽轮19,在溶液3中完全浸润后,经浸润槽2上的出纱槽轮4,由出纱口输出后,绕经牵伸组辊5,受到1.5倍湿热牵伸处理,多尺度优化涤/棉混纺力学结构以增强纱体,这种采用“浸润槽2先浸润纱线、再牵伸组辊5牵伸纱线的”湿热牵伸工艺设置,激发纱体捻回重调、引起纱体内弯钩纤维伸展、诱导纱体内全伸展纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,大幅提高涤/棉混纺纱拉伸断裂强度,有效改善纱线力学性能,解决了“多毛羽纱线在光洁处理时,纱强提升空间有限”的技术问题。牵伸后的纱线由输入罗拉钳口输出,经毛羽定向伸展处理区时受到微量均匀化羽尾沾浆处理,使得纱线表面毛羽尾部粘附有微量浆液17,羽尾沾浆处理的涤/棉混纺纱进入涡流包缠装置内,在沾浆和3个高压高温蒸汽气流涡旋共同作用下,对牵伸增强后的纱线表面毛羽进行递进式持续羽尾固结包缠,这种采用“羽尾沾浆装置和涡流包缠装置”协同配合处理纱线的方式,对涤/棉混纺纱进行先羽尾沾浆再多涡流器进行多次强化包缠的羽尾固结式包缠,使得处理后的超光洁纱线表面毛羽包缠尾端形成固结式自锁结构,避免了“纱线后续使用摩擦、对应稀松织物水洗及摩擦多次后,毛羽头端仍容易解缠、抽拔而出,再次形成较多毛羽”的现象,解决了“如何高速高效地固结式超光洁处理多毛羽纱线,一劳永逸地修复多毛羽纱线表层结构缺陷”的技术难题;该实施例本质上就是将湿热牵伸增强、上浆固化、涡流包缠进行一体化应用于络筒过程在线处理多毛羽涤/棉混纺纱,有效融合了“固结、光洁、增强”等作用机制和方法,实现了纱线表层毛羽结构与纱体内部主体结构的协同优化和改善,获得了高支多毛羽涤/棉混纺纱的羽尾固结式超光洁增强效果,羽尾固结式超光洁增强后的纱线经输出罗拉钳口输出,然后依次经络筒机清纱装置、上蜡装置、自停检测装置,最终在槽筒作用下卷绕在铜管卷装上。纱线光洁度在纱线加工领域采用纱线表面毛羽量来表达,毛羽量越少,光洁度越高;试验统计结果表明:经过本发明方法处理后的Ne60英支60/40涤/棉混纺筒纱毛羽和强力大幅改善,其中3毫米毛羽由原筒纱161.20根下降到3.80根,纱线强力由原筒纱176.11厘牛提升为200.10厘牛,纱线条干均匀度指标有小幅改善。
实施例2:整经工序,羽尾固结式超光洁增强处理Nm40公支纯苎麻纱
在整经机上,采用螺钉和螺帽固定装置,将羽尾固结式超光洁增强处理装置经基板21固定安装在整经机筒子架纱线输出端一排导纱杆上,羽尾固结式超光洁增强处理装置位于导纱杆与伸缩扣之间;浸润槽2内的渗透剂KFC溶液浓度为0.5%,溶液3的温度保持在90℃;牵伸组辊5为二组,牵伸组辊5表面温度为180-200℃,牵伸组辊5牵伸倍数设置为10.5倍;浆液17为浓度0.1%的淀粉浆料溶液;涡流包缠装置采用由定向喷气管9和三个串联的涡流器构成,将蒸汽温度为180℃,气压压强为7MPA的压缩蒸汽流并联式进入各串联涡流器的进气管道15中;定向喷气管9出气口端面与回收槽7槽口端面之间的距离为10毫米;
整经时,Nm40公支纯苎麻Z捻纱,以600米/分钟的速度从安放在筒子架上的筒子卷装退绕下来,以张紧状态依次经张力器、导纱杆,运行至浸润槽2上的入纱槽轮1,由入纱口进入浸润槽2内,依次绕行第一浸润槽轮20、第二浸润槽轮19,在溶液3中完全浸润后,经浸润槽2上的出纱槽轮4,由出纱口输出后,绕经牵伸组辊5,受到10.5倍湿热牵伸处理,多尺度优化苎麻纱力学结构以增强纱体,这种采用“浸润槽2先浸润纱线、再牵伸组辊5牵伸纱线的”湿热牵伸工艺设置,激发纱体捻回重调、引起纱体内弯钩苎麻纤维伸展、诱导纱体内全伸展苎麻纤维内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,大幅提高苎麻纱拉伸断裂强度,有效改善苎麻纱的力学性能,解决了“多毛羽纱线在光洁处理时,纱强提升空间有限”的技术问题。牵伸后的纱线由输入罗拉钳口输出,经毛羽定向伸展处理区时受到微量均匀化羽尾沾浆处理,使得纱线表面毛羽尾部粘附有微量浆液17,羽尾沾浆处理的苎麻纱进入涡流包缠装置内,在沾浆和3个高压高温蒸汽气流涡旋共同作用下,对牵伸增强后的纱线表面毛羽进行递进式持续羽尾固结包缠,这种采用“羽尾沾浆装置和涡流包缠装置”协同配合处理纱线的方式,对苎麻纱进行先羽尾沾浆再多涡流器进行多次强化包缠的羽尾固结式包缠,使得处理后的超光洁纱线表面毛羽包缠尾端形成固结式自锁结构,避免了“纱线后续使用摩擦、对应稀松织物水洗及摩擦多次后,毛羽头端仍容易解缠、抽拔而出,再次形成较多毛羽”的现象,解决了“如何高速高效地固结式超光洁处理多毛羽纱线,一劳永逸地修复多毛羽纱线表层结构缺陷”的技术难题;该实施例本质上就是将湿热牵伸增强、上浆固化、涡流包缠进行一体化应用于整经过程在线处理多毛羽苎麻纱,有效融合了“固结、光洁、增强”等作用机制和方法,不仅实现了纱线表层毛羽结构与纱体内部主体结构的协同优化和改善,而且解决了“涡流纺纱机无法高速高效地制造出高刚度麻类等难纺纤维的超光洁增强高支纱”的技术难题,实现高支多毛羽苎麻纱的羽尾固结式超光洁增强效果,羽尾固结式超光洁增强后的苎麻纱经输出罗拉钳口输出,然后依次经伸缩扣、导纱辊,最终卷绕到整经轴上。纱线光洁度在纱线加工领域采用纱线表面毛羽量来表达,毛羽量越少,光洁度越高;大量测试统计平均结果表明:经过本发明方法处理后的Nm40公支纯苎麻纱毛羽和强力大幅改善,其中3毫米毛羽由原纱403.40根下降到10.20根,纱线强力由原纱513.66厘牛提升为711.63厘牛,纱线条干均匀度指标保持在同一水平。
实施例3:经编工序,羽尾固结式超光洁增强处理Nm38公支纯羊毛纱
与纬编相比,经编速度快、产量高;经编速度高,如果纱线表面毛羽多,很容易破坏织针,因此目前经编主要采用光洁的长丝生产或者使用紧密纺股线进行低速生产。采用本发明可解决短纤维纱线毛羽问题,使得多毛羽短纤纱能用于经编织造,其具体实施方式如下:在经编机上,采用螺钉和螺帽固定装置,将羽尾固结式超光洁增强处理装置经基板21固定安装在经编机送经结构的导纱架上,羽尾固结式超光洁增强处理装置位于积极式送经结构与成圈机构喂丝钩之间;浸润槽2内的渗透剂KFC溶液浓度为0.1%,溶液3的温度保持在60℃;牵伸组辊5为一组,牵伸组辊5表面温度为100-110℃,牵伸组辊5牵伸倍数设置为3.5倍;浆液17为浓度3%的丝胶溶液;涡流包缠装置采用由定向喷气管9和四个串联的涡流器构成,将蒸汽温度为100℃,气压压强为4MPA的压缩蒸汽流并联式进入各串联涡流器的进气管道15中;定向喷气管9出气口端面与回收槽7槽口端面之间的距离为2毫米;
经编时,Nm38公支纯羊毛Z捻纱,以8米/分钟的速度从安放在经轴架上的经轴卷装退绕下来,依次经张力器、积极送经机构,运行至浸润槽2上的入纱槽轮1,由入纱口进入浸润槽2内,依次绕行第一浸润槽轮20、第二浸润槽轮19,在溶液3中完全浸润后,经浸润槽2上的出纱槽轮4,由出纱口输出后,绕经牵伸组辊5,受到3.5倍湿热牵伸处理,多尺度优化羊毛纱力学结构以增强纱体,这种采用“浸润槽2先浸润纱线、再牵伸组辊5牵伸纱线的”湿热牵伸工艺设置,激发纱体捻回重调、引起纱体内弯钩羊毛纤维伸展、诱导纱体内全伸展羊毛内部分子取向结晶,多尺度优化纱线力学结构以增强纱体,大幅提高羊毛纱拉伸断裂强度,有效改善羊毛纱的力学性能,解决了“多毛羽纱线在光洁处理时,纱强提升空间有限”的技术问题。牵伸后的纱线由输入罗拉钳口输出,经毛羽定向伸展处理区时受到微量均匀化羽尾沾浆处理,使得纱线表面毛羽尾部粘附有微量浆液17,羽尾沾浆处理的毛纱进入涡流包缠装置内,在高压高温蒸汽气流涡旋和沾浆共同作用下,对牵伸增强后的纱线表面毛羽进行递进式持续羽尾固结包缠,这种采用“羽尾沾浆装置和涡流包缠装置”协同配合处理纱线的方式,对羊毛纱进行先羽尾沾浆再多涡流器进行多次强化包缠的羽尾固结式包缠,使得处理后的超光洁纱线表面毛羽包缠尾端形成固结式自锁结构,避免了“纱线后续使用摩擦、对应稀松织物水洗及摩擦多次后,毛羽头端仍容易解缠、抽拔而出,再次形成较多毛羽”的现象,解决了“如何高速高效地固结式超光洁处理多毛羽纱线,一劳永逸地修复多毛羽纱线表层结构缺陷”的技术难题;该实施例本质上就是将湿热牵伸增强、上浆固化、涡流包缠进行一体化应用于经编过程在线处理羊毛纱,有效融合了“固结、光洁、增强”等作用机制和方法,不仅实现了纱线表层毛羽结构与纱体内部主体结构的协同优化和改善,而且解决了“涡流纺纱机无法纺制高卷曲回弹毛类等难纺纤维的高光洁增强高支纱”的技术难题,实现高支多毛羽毛羊毛纱的羽尾固结式超光洁增强效果,羽尾固结式超光洁增强后的毛纱经输出罗拉钳口输出,然后经成圈机构喂丝钩进入经编机成圈机构进行编织。织物表面光洁通常采用观测表面毛羽和耐磨性检测来表达,织物表面毛羽越少、耐磨等级越高,织物的光洁度越高。对比试用结果表明:采用本发明,经编针织实现了羊毛纱线的顺利经编编织,而且与常规点动经编编织出来羊毛布料相比,本发明所生产的羊毛布面毛羽量降低56%、布料顶破强度提高5%,布料的耐磨性提高1.5个等级。
一种多毛羽纱线羽尾固结式超光洁增强处理的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0