





专利摘要
本发明提供了一种富乙烯裂解干气分级用于乙苯生产装置的分离工艺,属于石油化工领域。该工艺通过膜分离、压缩冷凝和精馏的耦合流程,将富乙烯裂解干气分离成低浓度乙烯原料和高浓度乙烯原料,分别用于干气法乙苯生产装置和高压液相法乙苯生产装置。通过分级使用,本发明既避免了干气制乙苯反应器超温的问题,又实现了高浓度乙烯的充分合理利用,可显著降低乙苯生产能耗。在本发明中,前置的膜分离单元即可以深度脱水,确保低温冷凝的稳定运行,又可以脱除大部分氢气、提高碳二分压,显著降低深冷能耗;脱甲烷液相产品合理的减压汽化和冷量回收,显著减少了制冷量需求。
权利要求
1.一种富乙烯裂解干气的分离工艺,其特征在于,深度脱除丙烯及以上烃类的富乙烯裂解干气(S1)经第一压缩机(1)增压后进入第一冷却器(2),将温度降低至常温,然后进入第一气液分离罐(3),在第一气液分离罐(3)罐底采出第一凝液(S2),在第一气液分离罐(3)罐顶采出第一不凝气(S3);
第一不凝气(S3)首先进入精密过滤器(4),脱除固体微粒和残余的液雾,然后进入第一加热器(5),温度升高至膜的许用温度范围后进入第一膜分离单元(6);在第一膜分离单元(6)膜的低压侧获得氢气浓度>85mol%的第一渗透气(S4),在第一膜分离单元(6)膜的高压侧获得氢气浓度<15mol%的第一渗余气,随后进入第二膜分离单元(7);
在第二膜分离单元(7)的低压侧获得氢气浓度>50mol%的第二渗透气(S5),依次经过第二冷却器(8)、第二压缩机(9)、第三冷却器(10)以及缓冲罐(11)返回第一压缩机(1)的入口;在第二膜分离单元(7)的高压侧获得氢气浓度<5mol%、水含量<2ppm的第二渗余气(S6),经第四冷却器(12)冷却至常温,然后经第一换热器(13)、第二换热器(14)、第一冷箱(15)和乙烯蒸发冷却器(16)逐级降温后进入第二气液分离罐(17);
在第二气液分离罐(17)的底部采出第二凝液(S7),在第二气液分离罐(17)的顶部采出乙烯含量<20.0mol%的第二不凝气(S8);第二凝液(S7)经凝液输送泵(18)增压后送至脱甲烷塔(19),在脱甲烷塔(19)塔底获得乙烯含量>60.0mol%的第三凝液(S9),经减压阀(21)节流膨胀降温后进入第二换热器(14),完全汽化回收冷量后进入第三压缩机(22),增压后作为高浓度乙烯原料(S12),送往高压液相法乙苯生产装置,压力满足工艺需求;在脱甲烷塔(19)顶部获得乙烯含量<20.0mol%的第三不凝气(S10),其和第二不凝气(S8)合股后进入第一冷箱(15)回收低温冷量,然后经膨胀透平(20)减压降温后再次返回第一冷箱(15)回收低温冷量,再进入第一换热器(13)进一步回收中低温冷量;经过冷量充分回收后的不凝气作为低浓度乙烯原料(S11),将其送往干气法乙苯生产装置,压力满足工艺需求。
说明书
技术领域
本发明涉及一种将富乙烯(含量超过25mol%)裂解干气分级用于乙苯生产装置的分离工艺,属于石油化工领域。该工艺通过膜分离、压缩冷凝和精馏的耦合流程,将富乙烯裂解干气分离成低浓度乙烯(<20mol%)原料和高浓度乙烯(>60mol%)原料,低浓度原料用于干气法乙苯生产装置,高浓度原料用于高压液相法乙苯生产装置。本发明通过富乙烯裂解干气的分级使用,既避免了干气制乙苯过程中烷基化反应器超温的问题,又实现了高浓度乙烯的合理利用,可显著降低乙苯生产过程的能耗。
背景技术
乙烯是全球产量最大的化学产品之一,是三大合成材料(合成纤维、橡胶、塑料)和乙醇的原料,也用于制造苯乙烯、环氧乙烷、醋酸等其他产品,预计2035年全球乙烯需求量将达到2.5亿吨/年。尽管中国近年来兴建了许多大型乙烯装置,但乙烯的生产和消耗仍将长期处于供不应求的状况。以2017年为例,中国乙烯需求当量达到4000万吨,而国内实际生产能力只有1822万吨,对外依存度超过50%。
在现代化炼油工业结构中,催化裂化、催化裂解、热裂化和减粘裂化等二次加工过程是增产汽柴油的重要环节。在获得油品的同时,这些加工过程副产大量富含乙烯的干气。催化裂化装置的干气产率一般为3~5%,干气中乙烯含量约为10~30mol%。2018年中国催化裂化装置总加工能力达到2.2亿吨,副产的乙烯量超过220万吨/年。催化裂解装置的干气产率可达到8~12%,干气中乙烯含量约为25~40mol%。由于中国乙烯生产能力与需求量之间存在的巨大缺口,充分合理利用催化裂化、催化裂解等装置副产的含乙烯干气,可以有效地减小乙烯供给缺口,提高石油资源利用率、增加中国炼化企业经济效益和竞争力的重要途径。
目前,干气中乙烯资源的主流利用方式有两种:1)通过深冷分离、变压吸附、中冷油吸收等技术进行提浓后,直接作为蒸汽裂解原料,或者进一步低温精馏获得乙烯;2)通过烷基化反应生产乙苯,再脱氢生产苯乙烯,即干气制乙苯技术。以干气为原料直接获得乙烯或者蒸汽裂解原料的理论前景非常好,但受制于干气中蕴含的乙烯总量,建立专门的乙烯分离装置经济性较低。按照催化裂化在现代炼油工业结构中的占比,千万吨级炼油厂配备的催化裂化装置总加工能力约为300万吨,其乙烯副产能力仅为3.0~4.0万吨/年,很难满足乙烯分离装置的最小规模。对于干气制乙苯这一技术路线,300万吨的催化裂化装置即可配套15万吨乙苯装置,完全达到苯乙烯生产具有较高经济效益的规模。因此,含乙烯干气在中国最重要的利用方式还是干气制乙苯。
大部分干气制乙苯技术的研发,包括催化剂和工艺流程,针对的都是催化裂化装置副产的干气。因此,主流的干气制乙苯装置一般要求原料气乙烯浓度范围为10~20mol%。当乙烯浓度超过25.0mol%时,烷基化反应器的温度和温升难以精确控制,会导致乙烯与苯反应生成乙苯的选择性降低,不利于获得高品质的乙苯产品。在这种情况下,干气制乙苯装置需要采用基于动力学控制的多段变质量进料和催化剂梯度装填工艺,反应器的工艺流程更复杂,运行维护难度也显著增加。对于高浓度乙烯制乙苯,目前主流的工艺技术是Unocal、Lummus和UOP联合开发的高压液相法,反应温度为230~320℃,反应压力为2.8~7.0MPaG,并要求原料气中乙烯的浓度超过60mol%。对于乙烯浓度超过25.0mol%的催化裂化干气和催化裂解干气(最高浓度只有40mol%),也不能直接作为高压液相法乙苯生产装置的原料气。
根据干气制乙苯和高浓度乙烯制乙苯这两种主流工艺的原料气乙烯浓度范围,本发明提出将富乙烯(含量>25.0mol%)裂解干气针对性地分离成低浓度(乙烯<20.0mol%)原料和高浓度(乙烯>60.0mol%)原料,低浓度原料用于干气法乙苯生产装置,高浓度原料用于高压液相法乙苯生产装置。通过富乙烯裂解干气的分级使用,既避免了干气制乙苯过程中烷基化反应器超温的问题,又实现了高浓度乙烯的合理利用,可显著降低乙苯生产过程的能耗。
发明内容
本发明的目的在于提供一种富乙烯裂解干气分级用于乙苯生产装置的分离工艺。该工艺通过膜分离、压缩冷凝和精馏的耦合流程,将乙烯含量超过25.0mol%的裂解干气分离成低浓度(乙烯<20.0mol%)原料和高浓度(乙烯>60.0mol%)原料,分别用于干气法乙苯生产装置和高压液相法乙苯生产装置。通过干气制乙苯工艺和高压液相法制乙苯工艺的相互补充,实现富乙烯裂解干气的合理利用,显著降低乙苯生产过程的能耗。
本发明的技术方案:
一种富乙烯裂解干气分级用于乙苯生产装置的分离工艺,深度脱除丙烯及以上烃类的富乙烯裂解干气S1经第一压缩机1增压后进入第一冷却器2,将温度降低至常温,然后进入第一气液分离罐3,在第一气液分离罐3罐底采出第一凝液S2,在第一气液分离罐3罐顶采出第一不凝气S3;
第一不凝气S3首先进入精密过滤器4,脱除固体微粒和残余的液雾,然后进入第一加热器5,温度升高至膜的许用温度范围后进入第一膜分离单元6;在第一膜分离单元6膜的低压侧获得氢气浓度>85mol%的第一渗透气S4,在第一膜分离单元6膜的高压侧获得氢气浓度<15mol%的第一渗余气,随后进入第二膜分离单元7;
在第二膜分离单元7的低压侧获得氢气浓度>50mol%的第二渗透气S5,依次经过第二冷却器8、第二压缩机9、第三冷却器10以及缓冲罐11返回第一压缩机1的入口;在第二膜分离单元7的高压侧获得氢气浓度<5mol%、水含量<2ppm的第二渗余气S6,经第四冷却器12冷却至常温,然后经第一换热器13、第二换热器14、第一冷箱15和乙烯蒸发冷却器16逐级降温后进入第二气液分离罐17;
在第二气液分离罐17的底部采出第二凝液S7,在第二气液分离罐17的顶部采出乙烯含量<20.0mol%的第二不凝气S8;第二凝液S7经凝液输送泵18增压后送至脱甲烷塔19,在脱甲烷塔19塔底获得乙烯含量>60.0mol%的第三凝液S9,经减压阀21节流膨胀降温后进入第二换热器14,完全汽化回收冷量后进入第三压缩机22,增压后作为高浓度乙烯原料S12,送往高压液相法乙苯生产装置,压力满足工艺需求;在脱甲烷塔19顶部获得乙烯含量<20.0mol%的第三不凝气S10,其和第二不凝气S8合股后进入第一冷箱15回收低温冷量,然后经膨胀透平20减压降温后再次返回第一冷箱15回收低温冷量,再进入第一换热器13进一步回收中低温冷量;经过冷量充分回收后的不凝气作为低浓度乙烯原料S11,将其送往干气法乙苯生产装置,压力满足工艺需求。
本发明的有益效果是:通过膜分离、压缩冷凝和精馏的耦合流程,将富乙烯裂解干气分离成低浓度乙烯(<20mol%)原料和高浓度乙烯(>60mol%)原料,分别满足干气制乙苯和高浓度乙烯制乙苯主流工艺的乙烯浓度要求,既避免了干气制乙苯反应器超温的问题,又实现了高浓度乙烯的充分合理利用;前置的膜分离单元,一方面可以深度脱水,确保低温冷凝的稳定运行,另一方面脱除大部分氢气、提高乙烷乙烯的分压,显著改善乙烯冷凝效果,降低深冷过程的能耗;脱甲烷塔底部液相产品进行合理的减压汽化和冷量回收,减少了乙烯低温冷凝对制冷量的需求。
附图说明
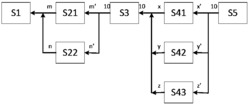
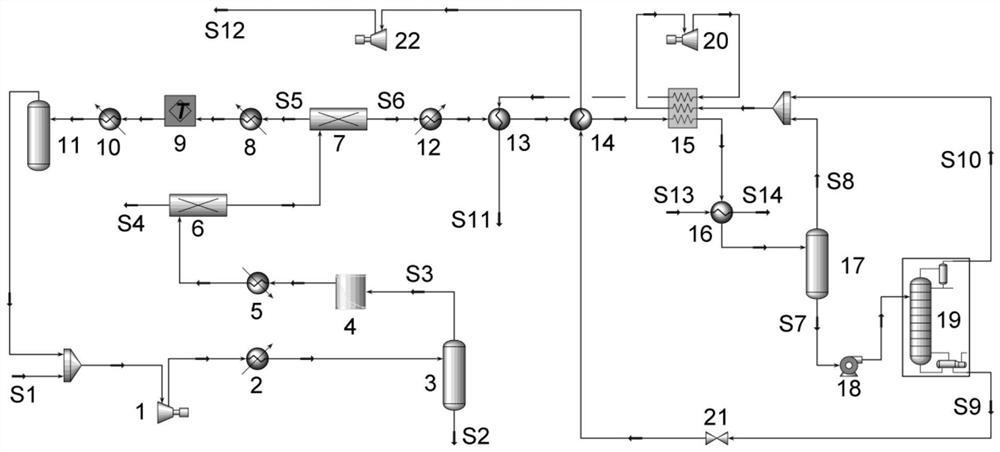
图1是富乙烯裂解干气分级用于乙苯生产装置的分离工艺原则流程图。
图中:1第一压缩机;2第一冷却器;3第一气液分离罐;4精密过滤器;5第一加热器;6第一膜分离单元;7第二膜分离单元;8第二冷却器;9第二压缩机;10第三冷却器;11缓冲罐;12第四冷却器;13第一换热器;14第二换热器;15第一冷箱;16乙烯蒸发冷却器;17第二气液分离罐;18凝液输送泵;19脱甲烷塔;20膨胀透平;21减压阀;22第三压缩机;S1富乙烯裂解干气;S2第一凝液;S3第一不凝气;S4第一渗透气;S5第二渗透气;S6第二渗余气;S7第二凝液;S8第二不凝气;S9第三凝液;S10第三不凝气;S11低浓度乙烯原料;S12高浓度乙烯原料;S13温度为-65℃的液态乙烯;S14完成蒸发制冷的乙烯。
具体实施方式
下面结合附图和技术方案,进一步说明本发明的具体实施方式。
实施例1
实施例1针对某炼化企业220万吨催化裂解装置副产的深度脱除丙烯及以上烃类的富乙烯裂解干气,流量约为30000Nm
表1实施例1中关键物料(干基)的组成和操作参数一览表。
深度脱除丙烯及以上烃类的富乙烯裂解干气S1经第一压缩机1增压至2.75MPaG后进入第一冷却器2,将温度降低至40℃,然后进入第一气液分离罐3,在罐底采出第一凝液S2,在罐顶采出第一不凝气S3;第一不凝气S3进入精密过滤器4脱除固体微粒和残余液雾,然后进入第一加热器5,温度升高至83℃后进入第一膜分离单元6,在膜的低压侧获得氢气浓度93.4mol%的第一渗透气S4,在膜的高压侧获得氢气浓度10.7mol%的第一渗余气,随后进入第二膜分离单元7;
在第二膜分离单元7的低压侧获得氢气浓度70.9mol%的第二渗透气S5,经过第二冷却器8、第二压缩机9、第三冷却器10以及缓冲罐11返回第一压缩机1的入口;在第二膜分离单元7的高压侧获得氢气浓度4.3mol%、水含量1ppm的第二渗余气S6,经第四冷却器12冷却至40℃,然后经第一换热器13、第二换热器14、第一冷箱15和乙烯蒸发冷却器16逐级降温至-61℃后进入第二气液分离罐17;
在第二气液分离罐17底部采出第二凝液S7,在顶部采出第二不凝气S8,乙烯含量19.8mol%;第二凝液S7经凝液输送泵18增压后送至脱甲烷塔19,在塔底获得第三凝液S9,乙烯含量63.6mol%,经减压阀21节流膨胀降温至-43℃后进入第二换热器14,完全汽化回收冷量后进入第三压缩机22,增压至4.4MPaG作为高浓度乙烯原料S12,送往高压液相法乙苯生产装置,压力满足工艺需求;在脱甲烷塔19顶部获得乙烯含量19.7mol%的第三不凝气S10,和第二不凝气S8合股后进入第一冷箱15回收低温冷量,然后经膨胀透平20减压(1.20MPaG)降温后再次返回第一冷箱15回收低温冷量,再次进入第一换热器13进一步回收中低温冷量;经过冷量充分回收后的不凝气作为低浓度乙烯原料S11,将其送往干气法乙苯生产装置,压力满足工艺需求。
在该实施案例中,主要的公用工程消耗:第一压缩机1、第二压缩机9以及第三压缩机22的电力消耗,总装机功率2000kW;乙烯蒸发冷却器16消耗的低温(-65℃)液态乙烯约10.0t/h。通过膜分离、压缩冷凝和精馏的耦合流程,将富乙烯催化裂解干气分离成低浓度乙烯原料和高浓度乙烯原料,实现了高浓度乙烯的合理利用。
实施例2
实施例2针对某炼化企业350万吨催化裂解装置副产的深度脱除丙烯及以上烃类的富乙烯裂化干气,流量约为25500Nm
深度脱除丙烯及以上烃类的富乙烯裂化干气S1经第一压缩机1增压至2.85MPaG后进入第一冷却器2,将温度降低至40℃,然后进入第一气液分离罐3,在罐底采出第一凝液S2,在罐顶采出第一不凝气S3;第一不凝气S3进入精密过滤器4脱除固体微粒和残余液雾,然后进入第一加热器5,温度升高至75℃后进入第一膜分离单元6,在膜的低压侧获得氢气浓度95.5mol%的第一渗透气S4,在膜的高压侧获得氢气浓度12.2mol%的第一渗余气,随后进入第二膜分离单元7;
在第二膜分离单元7的低压侧获得氢气浓度70.3mol%的第二渗透气S5,经过第二冷却器8、第二压缩机9、第三冷却器10以及缓冲罐11返回第一压缩机1的入口;在第二膜分离单元7的高压侧获得氢气浓度3.8mol%、水含量1ppm的第二渗余气S6,经第四冷却器12冷却至40℃,然后经第一换热器13、第二换热器14、第一冷箱15和乙烯蒸发冷却器16逐级降温至-61℃后进入第二气液分离罐17;
表2实施例2中关键物料(干基)的组成和操作参数一览表。
在第二气液分离罐17底部采出第二凝液S7,在顶部采出第二不凝气S8,乙烯含量19.6mol%;第二凝液S7经凝液输送泵18增压后送至脱甲烷塔19,在塔底获得第三凝液S9,乙烯含量64.3mol%,经减压阀21节流膨胀降温至-41℃后进入第二换热器14,完全汽化回收冷量后进入第三压缩机22,增压至4.4MPaG作为高浓度乙烯原料S12,送往高压液相法乙苯生产装置,压力满足工艺需求;在脱甲烷塔19顶部获得乙烯含量19.7mol%的第三不凝气S10,和第二不凝气S8合股后进入第一冷箱15回收低温冷量,然后经膨胀透平20减压(1.20MPaG)降温后再次返回第一冷箱15回收低温冷量,再次进入第一换热器13进一步回收中低温冷量;经过冷量充分回收后的不凝气作为低浓度乙烯原料S11,将其送往干气法乙苯生产装置,压力满足工艺需求。
在该实施案例中,主要的公用工程消耗:第一压缩机1、第二压缩机9以及第三压缩机22的电力消耗,总装机功率1920kW;乙烯蒸发冷却器16消耗的低温(-65℃)液态乙烯约7.3t/h。通过膜分离、压缩冷凝和精馏的耦合流程,将富乙烯催化裂解干气分离成低浓度乙烯原料和高浓度乙烯原料,实现了高浓度乙烯的合理利用。
一种富乙烯裂解干气分级用于乙苯生产装置的分离工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


动态评分
0.0