








专利摘要
打印装置(1)包括:打印部(3),其以打印输送速度输送纸张(P)并对纸张(P)进行打印;循环输送部(4),其在双面打印时自打印部(3)接收单面打印后的纸张(P),将该纸张(P)的正面和反面翻转并进行输送;以及供纸部(2),其将由循环输送部(4)输送来的单面打印后的纸张(P)再次供给到打印部(3),循环输送部(4)具有:翻转部(42),其以打印输送速度接收纸张(P),将纸张(P)改变方向并将其正面和反面翻转,并且,在改变方向过程中的临时停止后的输送再次开始时将纸张(P)加速到高于打印输送速度的循环输送速度;以及水平输送部(43),其以循环输送速度输送利用翻转部(42)改变了方向的纸张(P)。
权利要求
1.一种打印装置,其包括:
打印部,其以打印输送速度输送纸张并对纸张进行打印;
循环输送部,其在双面打印时从上述打印部接收单面打印后的纸张,将该纸张的正面和反面翻转并进行输送;以及
再供纸部,其将由上述循环输送部输送来的单面打印后的纸张再次供给到上述打印部,
该打印装置特征在于,
上述循环输送部具有:
翻转部,其以上述打印输送速度接收纸张,将纸张改变方向而将其正面和反面翻转,并且,在改变方向过程中的临时停止预定时间之后的再次开始输送时将纸张加速到高于上述打印输送速度的循环输送速度,在上述打印部进行单面打印之后且到上述纸张到达上述临时停止的位置为止的期间内不增加纸张速度的前提下,将上述纸张速度从上述打印输送速度变更为上述循环输送速度;以及
高速输送部,其以上述循环输送速度输送利用上述翻转部改变了方向的纸张。
2.根据权利要求1所述的打印装置,其特征在于,
上述翻转部利用单一的辊对将纸张改变方向并且将该纸张加速到上述循环输送速度。
说明书
技术领域
本发明涉及一种对纸张进行打印的打印装置。
背景技术
公知有一种用于进行双面打印的打印装置。
作为用于进行双面打印的打印装置,专利文献1中公开有这样一种打印装置:在由利用输送带输送纸张并且进行打印的打印部对纸张的一面进行了打印之后,沿着循环路径输送纸张并且将纸张的正面和反面翻转并将纸张再次供给到打印部,并对另一面进行打印。
专利文献1的打印装置通过以与单面打印时等效的每一单面打印的生产率进行双面打印,从而实现高生产率。为了在各种纸张大小的情况下均实现该生产率,在专利文献1的打印装置中,在循环路径上设有高速区间,该高速区间以高于打印部中的输送速度即打印输送速度的循环输送速度输送纸张。循环输送速度能够根据纸张大小来设定。由此,能够在与打印部的生产率相对应的时刻将纸张再次供给到打印部。
在专利文献1的打印装置中的循环路径的高速区间内,用于夹持并且输送纸张的辊对被以循环输送速度驱动。在循环路径上,纸张在到达高速区间为止以打印输送速度被输送。当纸张到达高速区间时,纸张被高速区间的辊对自以打印输送速度进行输送的上游侧的区间的辊对拉出。由此,纸张从打印输送速度被加速到循环输送速度。
加速后的纸张在高速区间中以循环输送速度被输送之后,在高速区间的下游侧被改变方向而使正面和反面翻转。然后,正面和反面翻转后的纸张被再次供给到打印部。
专利文献1:日本特开2009-46303号公报
发明内容
然而,在专利文献1的打印装置中,由于高速区间的辊对通过将纸张自上游侧的区间的辊对拉出从而对纸张进行加速,因此,对纸张以及辊对带来较大的负担。若对纸张以及辊对带来较大的负担,则导致纸张容易破损、辊容易劣化。
本发明即是鉴于上述的情况而做成的,其目的在于提供一种能够减轻纸张以及纸张输送机构的负担的打印装置。
为了达成上述目的,本发明为一种打印装置,其包括:打印部,其以打印输送速度输送纸张并对纸张进行打印;循环输送部,其在双面打印时从上述打印部接收单面打印后的纸张,将该纸张的正面和反面翻转并进行输送;以及再供纸部,其将由上述循环输送部输送来的单面打印后的纸张再次供给到上述打印部,该打印装置特征在于,上述循环输送部具有:翻转部,其以上述打印输送速度接收纸张,将纸张改变方向并将其正面和反面翻转,并且,在改变方向过程中的临时停止后的再次开始输时将纸张加速到高于上述打印输送速度的循环输送速度;以及高速输送部,其以上述循环输送速度输送利用上述翻转部改变了方向的纸张。
而且,本发明的打印装置优选的是,上述翻转部利用单一的辊对将纸张改变方向并且将其加速到上述循环输送速度。
附图说明
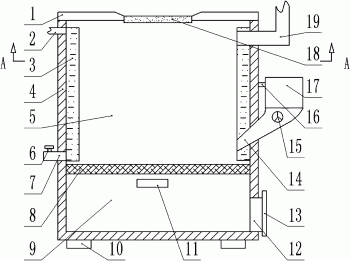
图1是实施方式的打印装置的概略结构图。
图2是图1所示的打印装置的控制框图。
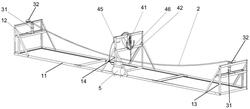
图3是双面打印时的打印流程的说明图。
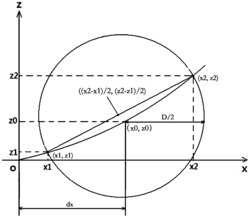
图4是表示纸张在利用翻转辊对改变方向时的输送速度的变化的图。
1、打印装置;2、供纸部;3、打印部;4、循环输送部;5、排纸部;6、控制部;11、外部供纸台;12、外部供纸辊对;13、内部供纸台;14、内部供纸辊对;15、内部供纸马达;16、内部供纸输送辊对;17、内部供纸输送马达;18、纵向输送辊对;19、纵向输送马达;20、校准辊对;21、校准马达;31、皮带台板;32、皮带台板马达;33、打印头单元;41、中间输送部;42、翻转部;43、水平输送部;46、中间输送辊对;47、中间输送马达;48、翻转辊对;49、翻转马达;50、水平输送辊对;51、水平输送马达;55、切换部;56、螺线管;57、排纸辊对;58、排纸马达;59、排纸台。
具体实施方式
以下,参照附图说明本发明的实施方式。在各附图中,对相同或等同的部位、结构要素标注相同或同等的附图标记。
以下所示的实施方式例示了用于具体化该发明的技术思想的装置等,该发明的技术思想并不在于将各结构部件的材质、形状、结构、配置等限定于下述的说明中。该发明的技术思想能够在权利要求的范围内加以各种变更。
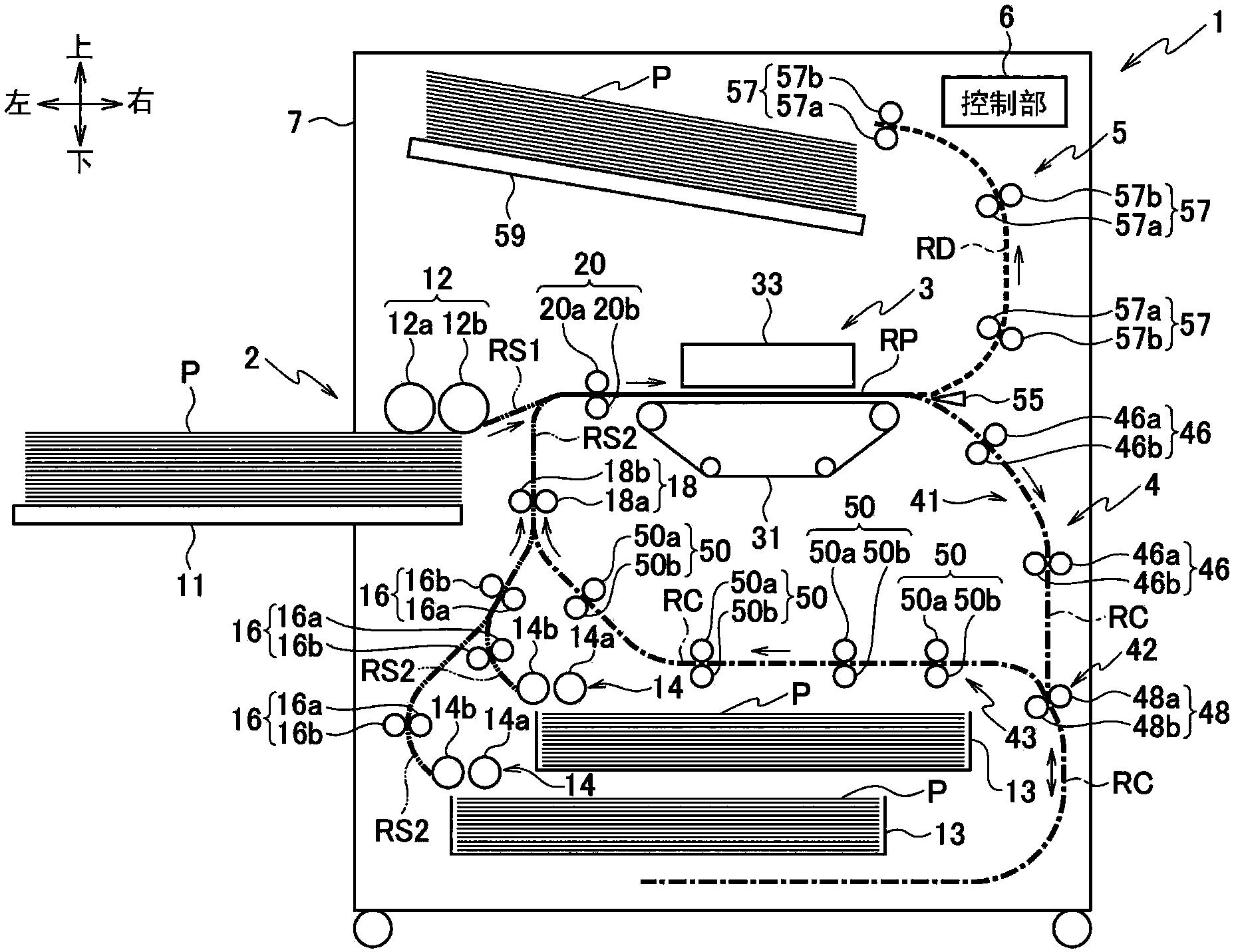
图1是本发明的实施方式的打印装置的概略结构图。图2是图1所示的打印装置的控制框图。在以下的说明中,将与图1的纸面垂直的方向设定为前后方向,将纸面正面方向设定为前方。另外,将图1中的纸面的上下左右设定为上下左右方向。
图1中用粗线表示的路径为输送作为打印介质的纸张的输送路径。在输送路径中,用实线表示的路径为打印路径RP,用单点划线表示的路径为循环路径RC,用虚线表示的路径为排纸路径RD,用双点划线表示的路径为外部供纸路径RS1和内部供纸路径RS2。以下说明中的上游、下游是指输送路径中的上游、下游。
如图1、图2所示,本实施方式的打印装置1包括供纸部2、打印部3、循环输送部4、排纸部5、控制部6以及用于收纳或保持各部分的壳体7。
供纸部2(再供纸部)将未打印的纸张P供给到打印部3。另外,供纸部2在双面打印时将单面打印后的纸张P再次供给到打印部3。供纸部2配置于输送路径的最上游侧的位置。供纸部2包括外部供纸台11、外部供纸辊对12、两个内部供纸台13、两个内部供纸辊对14、两个内部供纸马达15、三个内部供纸输送辊对16、内部供纸输送马达17、纵向输送辊对18、纵向输送马达19、校准辊对20以及校准马达21。
外部供纸台11用于装载打印所使用的纸张P。外部供纸台11以一部分暴露在壳体7的外部的方式设置。
外部供纸辊对12将堆叠于外部供纸台11的纸张P一张张地取出,并且向校准辊对20输送。外部供纸辊对12包括搓纸辊(日文:スクレーパローラ)12a和供纸辊(日文:ピックアップローラ)12b。
搓纸辊12a从堆叠于外部供纸台11的纸张P中分离出最上面(最上侧)的纸张P。搓纸辊12a配置于外部供纸台11的右端部的上侧。
供纸辊12b将由搓纸辊12a从堆叠于外部供纸台11的纸张P中分离出的纸张P在与未图示的分离垫(日文:サバキ板)之间分出并向右方输送。供纸辊12b与搓纸辊12a相邻地配置于搓纸辊12a的下游侧(右侧)。
内部供纸台13用于堆叠打印所使用的纸张P。内部供纸台13配置于壳体7的内部。
内部供纸辊对14将堆叠于内部供纸台13的纸张P一张张地取出,并且向内部供纸输送辊对16输送。内部供纸辊对14包括搓纸辊(日文:スクレーパローラ)14a和供纸辊(日文:ピックアップローラ)14b。
搓纸辊14a从堆叠于内部供纸台13的纸张P中分离出最上面的纸张P。搓纸辊14a配置于内部供纸台13的左端部的上侧。
供纸辊14b将由搓纸辊14a从堆叠于内部供纸台13的纸张P中分离出的纸张P在供纸辊14b与未图示的分离垫之间分出并向左方输送。供纸辊14b与搓纸辊14a相邻地配置于搓纸辊14a的下游侧(左侧)。
两个内部供纸马达15分别各驱动一个内部供纸辊对14。
内部供纸输送辊对16将由内部供纸辊对14从内部供纸台13上取出的纸张P向纵向输送辊对18输送。内部供纸输送辊对16沿着内部供纸路径RS2配置。
内部供纸输送辊对16包括一对内部供纸输送辊16a、16b。内部供纸输送辊对16利用内部供纸输送辊16a、16b夹持并且输送纸张P。
内部供纸输送马达17驱动三个内部供纸输送辊对16。
纵向输送辊对18将由内部供纸输送辊对16沿着内部供纸路径RS2输送来的纸张P向校准辊对20输送。另外,纵向输送辊对18在双面打印时将沿着循环路径RC输送来的单面打印后的纸张P向校准辊对20输送。纵向输送辊对18沿着内部供纸路径RS2配置于循环路径RC与内部供纸路径RS2合流的地点的下游侧的位置。
纵向输送辊对18包括一对纵向输送辊18a、18b。纵向输送辊对18利用纵向输送辊18a、18b夹持并且输送纸张P。在纵向输送辊18a、18b中,右侧的纵向输送辊18a在双面打印时与单面打印后的纸张P的打印面接触。因此,纵向输送辊18a由施加了防污处理的辊构成。例如,纵向输送辊18a由表面涂布了陶瓷的粉末的辊构成。纵向输送辊18b由未施加防污处理的辊构成。
纵向输送马达19驱动纵向输送辊对18。另外,纵向输送马达19驱动外部供纸辊对12。纵向输送马达19借助未图示的单向超越离合器分别连接于纵向输送辊对18和外部供纸辊对12。由此,通过纵向输送马达19向一个方向旋转从而纵向输送辊对18被驱动,通过纵向输送马达19向另一方向旋转从而外部供纸辊对12被驱动。
校准辊对20将由外部供纸辊对12或纵向输送辊对18输送来的纸张P暂时停止并对其进行了歪斜校正之后,将校正后的纸张P向后述的打印部3的皮带台板31输送。校准辊对20配置于比外部供纸路径RS1与内部供纸路径RS2之间的合流地点的靠下游侧附近的打印路径RP上。
校准辊对20包括一对校准辊20a、20b。校准辊对20利用校准辊20a、20b夹持并且输送纸张P。校准辊20a、20b中的、下侧的校准辊20b在双面打印时与单面打印后的纸张P的打印面相接触。因此,校准辊20b由施加了防污处理的辊构成。校准辊20a由未施加防污处理的辊构成。
校准马达21驱动校准辊对20。
打印部3输送纸张P并且在纸张P上打印图像。打印部3配置于供纸部2的下游侧。打印部3包括皮带台板31、皮带台板马达32以及打印头单元33。
皮带台板31将由校准辊对20输送来的纸张P吸附保持在皮带上并且以打印输送速度Vg进行输送。皮带台板31配置于校准辊对20的下游侧。
皮带台板马达32驱动皮带台板31的皮带。
打印头单元33向利用皮带台板31输送的纸张P上喷墨从而打印图像。打印头单元33配置于皮带台板31的上方。打印头单元33具有多个喷墨头(未图示),该多个喷墨头沿着与纸张P的输送方向正交的方向(前后方向)排列配置有多个喷嘴。打印头单元33自喷墨头的喷嘴喷墨。
循环输送部4在双面打印时沿着循环路径RC输送单面打印后的纸张P并将其向纵向输送辊对18过渡。循环路径RC为自打印路径RP的下游端下降、通过皮带台板31的下方、并在纵向输送辊对18的上游侧附近与内部供纸路径RS2合流的路径。循环输送部4包括中间输送部41、翻转部42以及水平输送部43(高速输送部)。
中间输送部41在双面打印时以打印输送速度Vg自皮带台板31向翻转部42输送单面打印后的纸张P。中间输送部41配置于皮带台板31的下游侧。中间输送部41包括两个中间输送辊对46以及中间输送马达47。
中间输送辊对46以打印输送速度Vg接收自皮带台板31送出的单面打印后的纸张P,并以打印输送速度Vg将该纸张P输送到后述的翻转辊对48。两个中间输送辊对46沿着皮带台板31与翻转辊对48之间的循环路径RC配置。
中间输送辊对46包括一对中间输送辊46a、46b。中间输送辊对46利用中间输送辊46a、46b夹持并且输送纸张P。中间输送辊46a、46b中的、右侧的中间输送辊46a在双面打印时与单面打印后的纸张P的打印面相接触。因此,中间输送辊46a由施加了防污处理的辊构成。中间输送辊46b由未施加防污处理的辊构成。
中间输送马达47驱动两个中间输送辊对46。另外,中间输送马达47驱动后述的两个排纸辊对57。
翻转部42使单面打印后的纸张P的正面和反面翻转。翻转部42配置于中间输送部41的下游侧。翻转部42包括翻转辊对48和翻转马达49。
翻转辊对48以打印输送速度Vg接收由中间输送辊对46输送来的纸张P,将纸张P改变方向并将其正面和反面翻转,并且将纸张加速到循环输送速度Vr并送往水平输送部43过渡。翻转辊对48沿着循环路径RC配置于中间输送辊对46的下游侧。循环输送速度Vr为纸张P在水平输送部43的输送速度。循环输送速度Vr为高于打印输送速度Vg的速度。
翻转辊对48包括一对翻转辊48a、48b。翻转辊对48利用翻转辊48a、48b夹持并且输送纸张P。翻转辊48a、48b中的、右侧的翻转辊48a在双面打印时与单面打印后的纸张P的打印面相接触。因此,翻转辊48a由施加了防污处理的辊构成。翻转辊48b由未施加防污处理的辊构成。
翻转马达49对翻转辊对48进行正转驱动以及反转驱动。正转驱动为使翻转辊48a、48b向翻转辊对48将纸张P向下方输送的方向旋转的驱动。反转驱动为使翻转辊48a、48b向翻转辊对48将纸张P向上方输送的方向旋转的驱动。
水平输送部43将利用翻转部42改变了方向的纸张P向供纸部2的纵向输送辊对18输送。水平输送部43配置于翻转部42的下游侧。水平输送部43包括四个水平输送辊对50以及两个水平输送马达51。
水平输送辊对50以循环输送速度Vr自翻转辊对48接收纸张P,并以循环输送速度Vr将该纸张P向纵向输送辊对18输送。上游侧的三个水平输送辊对50沿着皮带台板31的下方的循环路径RC的水平部分配置。最下游的水平输送辊对50沿着循环路径RC的比水平部分靠下游侧的上升部分配置。
水平输送辊对50包括一对水平输送辊50a、50b。水平输送辊对50利用水平输送辊50a、50b夹持并且输送纸张P。水平输送辊50a、50b中的、上侧的水平输送辊50a在双面打印时与单面打印后的纸张P的打印面相接触。因此,水平输送辊50a由施加了防污处理的辊构成。水平输送辊50b由未施加防污处理的辊构成。
两个水平输送马达51中的一个驱动上游侧的两个水平输送辊对50。两个水平输送马达51中的另一个水平输送马达51驱动下游侧的两个水平输送辊对50。
排纸部5自打印部3接收已打印的纸张P,并将该纸张P沿着排纸路径RD输送并将其排出。排纸部5包括切换部55、螺线管56、三个排纸辊对57、排纸马达58以及排纸台59。
切换部55在排纸路径RD和循环路径RC之间切换纸张P的输送路径。切换部55配置于打印路径RP的下游端,且是成为排纸路径RD和循环路径RC的上游端的地点。排纸路径RD为自打印路径RP的下游端上升并向排纸台59延伸的路径。
螺线管56驱动切换部55。
排纸辊对57接收并输送自皮带台板31输送来的纸张P,并将该纸张P向排纸台59排出。排纸辊对57沿着排纸路径RD配置。
排纸辊对57包括一对排纸辊57a、57b。排纸辊对57利用排纸辊57a、57b夹持并且输送纸张P。排纸辊57a、57b分别与已双面打印的纸张P的一面、另一面相接触。因此,排纸辊57a、57b均由施加了防污处理的辊构成。
排纸马达58驱动最下游的排纸辊对57。另外,上游侧的两个排纸辊对57由中间输送马达47驱动。
排纸台59用于堆叠利用排纸辊对57排出的纸张P。排纸台59配置于排纸路径RD的下游端。
控制部6控制打印装置1的各部分的动作。控制部6包括CPU、RAM、ROM、硬盘等。
接着,说明打印装置1进行单面打印时的动作。
首先,控制部6利用皮带台板马达32开始驱动皮带台板31。控制部6以使皮带台板31输送纸张P的输送速度成为打印输送速度Vg的方式控制皮带台板31。在此,打印输送速度Vg基于由纸张种类等决定的每一像素的最大滴数(日文:最大ドロップ数)、打印分辨率等而设定。
另外,控制部6利用中间输送马达47和排纸马达58开始驱动三个排纸辊对57。
接着,控制部6以每隔每一张纸张在打印部3中的打印时间Tps向打印部3供给纸张P的方式控制供纸部2。
每一张纸张在打印部3中的打印时间Tps由以下的公式1表示。
公式1
在此,Lp为纸张长度。Lg为纸张间距离。
纸张长度Lp为纸张P在输送方向上的长度。纸张长度Lp由纸张大小决定。
纸张间距离Lg为皮带台板31上的前一纸张P的后端与后一纸张P的前端之间在纸张P的输送方向上的距离。纸张间距离Lg越短则每单位时间的纸张输出张数越增加。在本实施方式中,为了达成高生产率,纸张间距离Lg设定为在打印头单元33的喷墨头的性能等的条件下可实现的最小的值。
当向打印部3供给纸张P时,纸张P被皮带台板31以打印输送速度Vg输送。控制部6以使打印头单元33向利用皮带台板31输送的纸张P上喷墨从而打印图像的方式控制打印头单元33。
当纸张P的前端到达切换部55时,该纸张P被切换部55引导至排纸路径RD。被引导至排纸路径RD的已打印的纸张P由排纸辊对57输送并被向排纸台59排出。
当排出指定张数的量的纸张P时,控制部6使皮带台板31以及排纸辊对57停止。由此,单面打印动作结束。
接着,说明双面打印时的打印流程。
双面打印时的打印部3的打印流程为交错方式,能够实现与单面打印时等效的每一单面的生产率。交错方式为在输送路径上输送多张纸张P的同时,交替地在未打印的纸张P的一面(正面)和单面打印后的纸张P的未打印面(反面)上进行打印的方式。
具体而言,如图3所示,双面打印时打印流程为以每一单面的打印时间Tps交替地进行正面打印和反面打印的程序。在图3中,纸张P的内部的数字表示了该纸张P为第几张的纸张。另外,空白的纸张P表示正面打印的纸张,添加了点影线(日文:ドットハッチング)的纸张P表示反面打印的纸张。
但是,直到单面打印后的第一张纸张P被再次供给并进行反面打印为止,连续进行正面打印。在图3中,对第1张~第3张的纸张P进行正面打印的时间段相当于连续进行正面打印的时间段。在该时间段内,如图3所示,前一纸张P的打印与后一纸张P的打印之间产生了一张纸张P的量的打印时间的空闲。
另外,在对最后的纸张P进行正面打印之后连续进行反面打印。在图3中,对第6张以后的纸张P进行反面打印的时间段相当于连续进行反面打印的时间段。在该时间段内,在前一纸张P的打印与后一纸张P的打印之间也产生了一张纸张P的量的打印时间Tps的空闲。
在交错方式中,实际上,交替进行正面打印和反面打印的时间段成为处理的对象。在图3中,在对第1张~第3张的纸张P进行反面打印的同时对第4、5张的纸张P进行正面打印的时间段为能够利用交错方式实现与单面打印时等效的每一单面的生产率的时间段。在该时间段内,能够实现与单面打印时等效的每一单面的生产率。
直到第一张纸张被再次供给并进行反面打印为止连续进行正面打印的张数(图3中的例子为三张)由纸张大小(纸张长度Lp)决定。
接着,说明打印装置1进行双面打印时的动作。
首先,控制部6利用皮带台板马达32开始驱动皮带台板31。控制部6以使皮带台板31对纸张P的输送速度成为打印输送速度Vg的方式控制皮带台板31。
另外,控制部6利用中间输送马达47和排纸马达58开始驱动两个中间输送辊对46以及三个排纸辊对57。控制部6以使中间输送辊对46对纸张P的输送速度成为打印输送速度Vg的方式控制中间输送辊对46。
另外,控制部6利用翻转马达49开始对翻转辊对48进行正转驱动。控制部6以使纸张P在翻转辊对48的正转驱动时的输送速度成为打印输送速度Vg的方式进行控制。
另外,控制部6利用两个水平输送马达51开始驱动四个水平输送辊对50。控制部6以使水平输送辊对50输送纸张P的速度成为循环输送速度Vr的方式控制水平输送辊对50。
设定使得能够在与上述的双面打印时的打印流程相对应的时刻再次供给单面打印后的纸张P而计算得到的值作为循环输送速度Vr。循环输送速度Vr因纸张大小(纸张长度Lp)而变动。
接着,控制部6以在各纸张P的供纸时刻之间的时间相对于单面打印时的供纸时刻成为2倍的时刻供给未打印的纸张P的方式控制供纸部2。即,控制部6以每隔2Tps供给未打印的纸张P的方式控制供纸部2。
当向打印部3供给未打印的纸张P时,纸张P被皮带台板31以打印输送速度Vg输送。控制部6以使打印头单元33向由皮带台板31输送的纸张P的一面(表面)喷墨从而打印图像的方式控制打印头单元33。
当纸张P的前端到达切换部55时,该纸张P被切换部55引导至循环路径RC。被引导至循环路径RC的单面打印后的纸张P在循环输送部4的中间输送部41中被中间输送辊对46以打印输送速度Vg输送。当纸张P的前端到达翻转辊对48时,纸张P被翻转辊对48以及中间输送辊对46以打印输送速度Vg输送。
当纸张P的后端脱离下游侧的中间输送辊对46之后,如图4所示,控制部6使翻转辊对48停止。在此,控制部6以使翻转辊对48在翻转辊对48停止的时间点t1成为在自纸张P在翻转辊对48的正转驱动时的输送方向上的后端留有后端剩余量Ls的位置处夹持着纸张P的状态的方式控制翻转辊对48。后端剩余量Ls与纸张长度Lp无关为固定的值。
在翻转辊对48停止后,当经过规定的临时停止时间时,在该时间点t2,控制部6利用翻转马达49开始对翻转辊对48进行反转驱动。由此,纸张P开始被朝向水平输送辊对50输送。
控制部6以使翻转辊对48的输送速度在纸张P的前端到达最上游的水平输送辊对50之前达到循环输送速度Vr的方式进行控制。由此,纸张P以循环输送速度Vr到达最上游的水平输送辊对50。当翻转辊对48的输送速度达到循环输送速度Vr时,控制部6以维持该输送速度的方式进行控制。
当纸张P的前端到达最上游的水平输送辊对50时,纸张P被水平输送辊对50和翻转辊对48以循环输送速度Vr输送。当纸张P的后端脱离翻转辊对48时,控制部6在停止对翻转辊对48进行反转驱动之后开始对翻转辊对48以打印输送速度Vg进行正转驱动。
在由水平输送辊对50输送的纸张P到达纵向输送辊对18之前,控制部6利用纵向输送马达19以循环输送速度Vr预先驱动纵向输送辊对18。当纸张P的前端到达纵向输送辊对18时,纸张P被纵向输送辊对18和水平输送辊对50以循环输送速度Vr输送。
然后,控制部6以对纸张P进行减速并使纸张P的前端与校准辊对20相抵接而停止的方式控制纵向输送辊对18。在纵向输送辊对18停止后,控制部6以在与打印流程相对应的规定的时刻利用校准马达21使校准辊对20启动、并自校准辊对20将纸张P向皮带台板31送出的方式进行控制。由此,单面打印后的纸张P被再次供给到打印部3。
由于单面打印后的纸张P利用翻转辊对48改变了方向,因此,能够以使未打印面(反面)朝向上方的方式再次供给纸张P。被再次供给的单面打印后的纸张P在打印部3中被皮带台板31以打印输送速度Vg输送。控制部6以使打印头单元33向由皮带台板31输送的纸张P的未打印面喷墨从而打印图像的方式控制打印头单元33。
当纸张P的前端到达切换部55时,该纸张P被切换部55引导至排纸路径RD。被引导至排纸路径RD的已双面打印的纸张P由排纸辊对57输送并向排纸台59排出。
当排出指定张数的量的纸张P时,控制部6使皮带台板31、中间输送辊对46、翻转辊对48、水平输送辊对50以及排纸辊对57停止。由此,双面打印动作结束。
如以上所述,在打印装置1中,翻转部42的翻转辊对48将纸张P改变方向并将其正面和反面翻转,并且通过在改变方向过程中临时停止后的输送再次开始时的加速,将纸张P的速度加速到循环输送速度Vr。由此,不用将纸张自低速的区间拉出到高速的区间,而能够对纸张进行加速。其结果,能够减轻纸张以及辊对等纸张输送机构的负担。另外,由于辊不会摩擦纸张,因此,能够减轻纸张的污染。
另外,由于在利用翻转辊对48改变方向的过程中的临时停止后的输送再次开始时开始向循环输送速度Vr进行加速,因此,进行加速以及以循环输送速度Vr进行输送的路径的长度与纸张大小无关而成为固定。由此,能够缩短打印装置内的输送路径,能够使装置主体小型化。另外,能够不需要使纸张P的输送速度成为过高的速度。
另外,在打印装置1中,利用单一的翻转辊对48将纸张P改变方向,并且加速到循环输送速度Vr。因此,能够抑制用于对纸张进行加速的驱动源(马达)的负荷。
本发明并不被直接限定于上述实施方式,在实施阶段能够在不偏离本发明的主旨的范围内将结构要素变形来具体化。另外,通过上述实施方式所公开的多个结构要素的适当的组合,能够形成各种发明。例如,可以从实施方式所示的所有结构要素中删除几个结构要素。
另外,例如,所记载的功能、处理分别能够利用一个以上的处理电路来安装。处理电路含有被程序化的处理器、电路等,而且,还含有面向特定用途的集成电路(ASIC)这样的装置、以执行所记载的功能的方式配置的电路结构要素等。
本申请基于2015年3月30日申请的日本国特许申请第2015-068103主张优先权,该申请的全部内容通过参照编入到本说明书中。
采用本发明,翻转部在改变方向过程中的临时停止后的输送再次开始时将纸张加速到高于打印输送速度的循环输送速度。由此,不用将纸张自低速的区域拉出到高速的区间,而能够对纸张进行加速。其结果,能够减轻纸张以及辊对等纸张输送结构的负担。
打印装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0