







专利摘要
本发明属于工业缝纫紧密控制领域,并具体公开了一种机头旋转式工缝机的控制系统及方法。包括上位机、六轴运动控制卡、旋转轴控制器、驱动和执行模块,该上位机包括上位机主控模块、花样文件和参数存储模块及数据处理模块,该六轴运动控制卡与所述上位机之间通过CAN总线进行实时通信传输数据,与所述旋转轴控制器通过旋转轴的轴控信号转接。本发明还公开了相应的方法。本发明的控制系统,通过上位机的人机交互和数据处理、六轴控制卡的轨迹规划和精密插补、旋转轴控制器的转接以及驱动和执行模块的具体实现,通过旋转轴的点位旋转使得机头一直朝向缝纫轨迹的切线方向,保证了线迹的精美性。
权利要求
1.一种机头旋转式工缝机的控制系统,其特征在于,包括上位机(100)、六轴运动控制卡(200)、旋转轴控制器(300)以及驱动和执行模块(400),其中:
所述上位机(100)包括上位机主控模块(101)、花样文件和参数存储模块(102)及数据处理模块(103),所述上位机主控模块(101)用于控制整个上位机(100)进行工作,所述花样文件和参数存储模块(102)实时存储和导入花样文件和工艺参数,所述数据处理模块(103)根据花样文件和工艺参数将花样文件离散为多个针脚点,并提取每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度;
所述六轴运动控制卡(200)与所述上位机主控模块(101)之间通过CAN总线进行实时通信传输数据,用于将每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度转化为轴控信号;所述旋转轴控制器(300)与所述六轴运动控制卡(200)通过轴控信号转接,用于处理该轴控信号并向所述驱动和执行模块(400)发送控制指令;
所述驱动和执行模块(400)用于接收所述控制指令并执行相应动作,保证工缝机机头一直朝向缝纫轨迹的切线方向完成缝纫工作。
2.根据权利要求1所述的一种机头旋转式工缝机的控制系统,其特征在于,所述上位机(100)还包括上位机CAN通信模块(104),所述上位机CAN通信模块(104)的一端与所述上位机主控模块(101)实现通信连接,另一端与所述六轴运动控制卡(200)实时通信,建立数据和命令双向传输通道。
3.根据权利要求1或2所述的一种机头旋转式工缝机的控制系统,其特征在于,所述上位机(100)还包括USB模块(105)和以太网通信模块(106),其中,所述USB模块(105)与所述上位机主控模块(101)实现通信连接,用于与外部的U盘存储介质建立传输通道;所述以太网通信模块(106)与所述上位机主控模块(101)实现通信连接,用于与外部的服务器建立局域网连接;
所述上位机(100)还包括上位机电源模块(107),该上位机电源模块(107)为带隔离式的稳压输出电源。
4.根据权利要求1所述的一种机头旋转式工缝机的控制系统,其特征在于,所述驱动和执行模块(400)包括用于带动工缝机机头上下移动以调整工缝机机头与缝纫平面之间的距离的机头上下电机(401)、对称设于缝纫平面的上旋转轴电机(408)和下旋转轴电机(409)、分别与所述上旋转轴电机(408)和下旋转轴电机(409)连接设置的上主轴电机(406)和下主轴电机(407)、设于所述下主轴电机(407)一侧的剪线电机(402)、设于所述上主轴电机(406)一侧的压脚电机(403)、用于驱动机头沿Y轴运动的Y轴电机(404)、用于驱动机头沿X轴运动的X轴电机(405)。
5.根据权利要求1、2或4任一项所述的一种机头旋转式工缝机的控制系统,其特征在于,所述六轴运动控制卡(200)包括第一CAN通信模块(201)、第二CAN通信模块(206)、主控模块(204)和轴控模块(208);其中,所述第一CAN通信模块(201)与所述上位机主控模块(101)实时通信,建立数据与命令的传输通道;所述第二CAN通信模块(206)建立与主控模块(204)和轴控模块(208)之间的双向通信,实现从主控模块(204)端向轴控模块(208)端传送命令,从轴控模块(208)端向主控模块(204)端传送轴的运动状态。
6.根据权利要求4所述的一种机头旋转式工缝机的控制系统,其特征在于,所述六轴运动控制卡(200)还包括485通信模块(207)、数据存储模块(202)及I/O模块(203);其中,所述485通信模块(207)与机头上下电机(401)建立通信;所述数据存储模块(202)用于存储六轴运动控制卡(200)各个零部件接收或产生的数据;所述I/O模块(203)用于实现数字量的输入输出。
7.根据权利要求4所述的一种机头旋转式工缝机的控制系统,其特征在于,所述旋转轴控制器(300)包括6个结构相同的轴控,分别为第一轴控(1)、第二轴控(2)、第三轴控(3)、第四轴控(4)、第五轴控(5)和第六轴控(6),且该6个结构相同的轴控均通过单端转差分信号与所述轴控模块(208)之间实现通信;其中,
所述第一轴控(1)与所述上旋转轴电机(408)和下旋转轴电机(409)连接;所述第二轴控(2)与所述上主轴电机(406)和下主轴电机(407)连接;所述第三轴控(3)与所述X轴电机(405)连接;所述第四轴控(4)与所述Y轴电机(404)连接;所述第五轴控(5)与所述压脚电机(403)连接;所述第六轴控(6)与所述剪线电机(402)连接。
8.根据权利要求6所述的一种机头旋转式工缝机的控制系统,其特征在于,所述旋转轴控制器(300)还包括单端转差分模块(302)、上旋转轴信号组(306)、下旋转轴信号组(307)、以及轴控信号(303),其中:
所述单端转差分模块(302)包括第一单端转差分模块(3021)和第二单端转差分模块(3022);
所述轴控信号(303)包括报警+、报警-、使能+、使能-、方向+、方向-、脉冲+、脉冲-和原点信号,其中前六路信号直接一分为二接到所述上旋转轴信号组(306)和下旋转轴信号组(307 )的步进驱动,脉冲+和脉冲-通过所述单端转差分模块(302)转为单端信号,再通过所述第一单端转差分模块(3021)和第二单端转差分模块(3022)转为两组差分信号分别接到所述上旋转轴信号组(306)和下旋转轴信号组(307)。
9.根据权利要求8所述的一种机头旋转式工缝机的控制系统,其特征在于,所述旋转轴控制器(300)还包括第一CTRL(304)、第二CTRL(305)、第一继电器(3041)和第二继电器(3042);其中,所述第一CTRL(304)、第二CTRL(305)为所述I/O模块(203)的输出数字信号,第一CTRL(304) 控制第一单端转差分模块(3021)的使能和第一继电器(3041)的导通,第二CTRL(305)控制第二单端转差分模块(3022)的使能和第二继电器(3042)的导通。
10.一种机头旋转式工缝机的控制方法,其特征在于,应用如权利要求1-9中任一项所述的一种机头旋转式工缝机的控制系统实现,包括如下步骤:
S1数据处理模块(103)根据花样文件和参数存储模块(102)存储的花样文件和工艺参数,提取每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度;
S2六轴运动控制卡(200)接收所述每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度,并将所述每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度信息转化为轴控信号传输至旋转轴控制器(300);
S3旋转轴控制器(300)对所述轴控信号进行处理,并向驱动和执行模块(400)发送控制指令;
S4所述驱动和执行模块(400)接收所述控制指令并执行相应动作,保证工缝机机头一直朝向缝纫轨迹的切线方向完成缝纫工作。
说明书
技术领域
本发明属于工业缝纫紧密控制技术领域,更具体地,涉及一种机头旋转式工缝机的控制系统及方法。
背景技术
缝纫行业一直是劳动密集型产业的代表,但近年来随着智能制造的兴起和劳动力成本的不断上涨,能够极大解放人工操作的自动化工业缝纫机的发展已经初具规模。工业缝纫机是指适用于缝纫工厂或其他工业部门中大量生产用的缝制工件的缝纫机,往往是为某种特定工件,或为某一特定缝制工序而专门设计的,专用型很强,生产效率高,具有广泛的应用前景。
模板缝纫机在国内已经有上百家企业研究生产,但其机头固定、只由X轴和Y轴带动布料缝纫的特点,使得缝纫机的针脚控制精度不高,线迹不够精美,特别是一些图形的转角处和缝纫方向来回切换时达不到高标准的要求,以及机头固定不能适应料厚的快速调整,因此一些缝纫行业的人员已经开始在研究双主轴、机头可旋转和可升降的工缝机,但由于该类工缝机依赖于高端控制器且必须采用全伺服驱动及电机的限制,成为其在市场上大量普及的阻碍。
现有技术中,主轴由于其高精密、转速高的特点,国内外基本都使用伺服电机作为执行部件,Y轴由于行程长、要实现精密的送料,也需要使用伺服电机作为驱动部件,其他轴可以逐步替换为闭环步进电机,但步进驱动器的性能显然要低于伺服驱动,因此,亟待研发一种控制方法控制步进电机实现伺服电机实现高精度控制和良好的缝纫质量。
发明内容
针对现有技术的以上缺陷或改进需求,本发明提供了一种机头旋转式工缝机的控制系统及方法,通过上位机的人机交互和数据处理、六轴控制卡的轨迹规划和精密插补、旋转轴控制器的转接以及驱动和执行模块的具体实现,可以在避免使用高端控制器和全伺服电机的情况下很好地完成机头旋转式工缝机的缝纫目标,通过旋转轴的点位旋转使得机头一直朝向缝纫轨迹的切线方向,保证了线迹的精美性。
为了实现上述目的,按照本发明的一个方面,提供一种机头旋转式工缝机的控制系统,包括:包括上位机、六轴运动控制卡、旋转轴控制器以及驱动和执行模块,其中,
所述上位机包括上位机主控模块、花样文件和参数存储模块及数据处理模块,所述上位机主控模块用于控制整个上位机进行工作,所述花样文件和参数存储模块实时存储和导入花样文件和工艺参数,所述数据处理模块根据花样文件和工艺参数将花样文件离散为多个针脚点,并提取每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度;
所述六轴运动控制卡与所述上位机主控模块之间通过CAN总线进行实时通信传输数据,用于将每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度转化为轴控信号;所述旋转轴控制器与所述六轴运动控制卡通过轴控信号转接,用于处理该轴控信号并向所述驱动和执行模块发送控制指令;
所述驱动和执行模块用于接收所述控制指令并执行相应动作,保证工缝机机头一直朝向缝纫轨迹的切线方向完成缝纫工作。
进一步的,所述上位机还包括上位机CAN通信模块,其一端与所述上位机主控模块实现通信连接,另一端与所述六轴运动控制卡实时通信,建立数据和命令双向传输通道。
进一步的,所述上位机还包括USB模块和以太网通信模块,其中,所述USB模块与所述上位机主控模块实现通信连接,用于与外部的U盘存储介质建立传输通道;所述以太网通信模块与所述上位机主控模块实现通信连接,用于与外部的服务器建立局域网连接;
所述上位机还包括上位机电源模块,该上位机电源模块为带隔离式的稳压输出电源。
进一步的,所述驱动和执行模块包括用于带动工缝机机头上下移动以调整工缝机机头与缝纫平面之间的距离的机头上下电机、对称设于缝纫平面的上旋转轴电机和下旋转轴电机、分别与所述上旋转轴电机和下旋转轴电机连接设置的上主轴电机和下主轴电机、设于所述下主轴电机一侧的剪线电机、设于所述上主轴电机一侧的压脚电机、用于驱动机头沿Y轴运动的Y轴电机、用于驱动机头沿X轴运动的X轴电机。
进一步的,所述六轴运动控制卡包括主控模块、轴控模块、第一CAN通信模块和第二CAN通信模块;其中,所述第一CAN通信模块与所述上位机主控模块实时通信,建立数据与命令的传输通道;所述第二CAN通信模块建立与主控模块和轴控模块之间的双向通信,实现从主控模块端向轴控模块端传送命令,从轴控模块端向主控模块端传送轴的运动状态;
优选的,所述六轴运动控制卡还包括通信模块、I/O模块及数据存储模块;其中,所述通信模块与机头上下电机建立通信;所述数据存储模块用于存储六轴运动控制卡各个零部件接收或产生的数据;所述I/O模块用于实现数字量的输入输出。
进一步的,所述旋转轴控制器包括个结构相同的轴控,分别为第一轴控、第二轴控、第三轴控、第四轴控、第五轴控和第六轴控,且该个轴控均通过单端转差分信号与所述轴控模块之间实现通信;其中,
所述第一轴控与所述上旋转轴电机和下旋转轴电机连接;所述第二轴控与所述上主轴电机和下主轴电机连接;所述第三轴控与所述X轴电机连接;所述第四轴控与所述Y轴电机连接;所述第五轴控与所述压脚电机连接;所述第六轴控与所述剪线电机连接。
进一步的,所述旋转轴控制器还包括单端转差分模块、上旋转轴信号组、下旋转轴信号组、以及轴控信号;其中,所述单端转差分模块包括第一单端转差分模块和第二单端转差分模块,所述轴控信号包括所述轴控模块输出和输入的信号,具体包括报警+、报警-、使能+、使能-、方向+、方向-、脉冲+、脉冲-和原点信号,其中前六路信号直接一分为二接到所述上旋转轴信号组和下旋转轴信号组的步进驱动,脉冲+和脉冲-通过所述单端转差分模块转为单端信号,再通过所述第一单端转差分模块和第二单端转差分模块转为两组差分信号分别接到所述上旋转轴信号组和下旋转轴信号组。
进一步的,所述旋转轴控制器还包括第一CTRL、第二CTRL、第一继电器和第二继电器;其中,所述第一CTRL、第二CTRL为所述I/O模块的输出数字信号,第一CTRL控制第一单端转差分模块的使能和第一继电器的导通,第二CTRL控制第二单端转差分模块的使能和第二继电器的导通。
按照本发明的另一个方面,提供一种机头旋转式工缝机的控制方法,包括如下步骤:
S1所述数据处理模块根据花样文件和参数存储模块存储的花样文件和工艺参数,提取每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度;
S2所述六轴运动控制卡接收所述每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度,并将每个针脚点的X、Y坐标以及上一个针脚点到下一个针脚点的旋转方向和旋转角度信息转化为轴控信号传输至所述旋转轴控制器;
S3所述旋转轴控制器对所述轴控信号进行处理,并向所述驱动和执行模块发送控制指令;
S4所述驱动和执行模块接收所述控制指令并执行相应动作,保证工缝机机头一直朝向缝纫轨迹的切线方向完成缝纫工作。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
1.本发明的控制系统,通过上位机的人机交互和数据处理、六轴控制卡的轨迹规划和精密插补、旋转轴控制器的转接以及驱动和执行模块的具体实现,可以在避免使用高端控制器和全伺服电机的情况下很好地完成机头旋转式工缝机的缝纫目标,通过旋转轴的点位旋转使得机头一直朝向缝纫轨迹的切线方向,保证了线迹的精美性。
2.本发明的控制系统,按照不同的针距要求将花样图形离散为针脚点,提取每个针脚点的X、Y坐标,并根据每个针脚点与前后两个针脚点之间连线的夹角,计算出所有针脚点的旋转轴的旋转方向和旋转角度,从而实现机头一直朝向缝纫轨迹的切线方向运动。
3.本发明的控制系统,信号通过单端转差分模块实现了信号的差分输出,同时也将轴的状态实时的通过CAN总线反馈给主控模块,保证了信号的稳定性和可靠性。
4.本发明的控制系统,上旋转轴电机和下旋转轴电机采用“脉冲式”回零方式,保证了系统缝纫前的准确定位,实现了缝纫轨迹的高精度控制,保证了缝纫轨迹的质量和美观性。
5.本发明的控制系统,通过旋转轴的转角轨迹、圆弧轨迹、B样条曲线轨迹等多种方式,实现了控制机头朝向缝纫轨迹切线方向,从而提取针脚点旋转角度。
6.本发明的控制系统,主轴通过伺服电机带动机头中缝纫针的上下以及下部旋梭的勾线动作,上旋转轴电机和下旋转轴电机为闭环步进电机,分别通过减速机带动机头和旋梭根据缝纫轨迹转动,使其一直朝向缝纫轨迹的切线方向,保证缝纫线迹的精美。
附图说明
图1为本发明实施例一种机头旋转式工缝机的控制系统及方法的总体原理框图;
图2是本发明涉及的旋转轴控制器的原理框图;
图3是本发明涉及的数据处理模块中提取针脚点旋转角度的原理示意图;
图4是本发明涉及的驱动和执行模块的结构示意图。
所有附图中,相同的附图标记表示相同的结构元件,其中:1-第一轴控、2-第二轴控、3-第三轴控、4-第四轴控、5-第五轴控、6-第六轴控、100-上位机、200-六轴运动控制卡、300-旋转轴控制器、400-驱动和执行模块、101-上位机主控模块、102-花样文件和参数存储模块、103-数据处理模块、104-上位机CAN通信模块、105-USB模块、106-以太网通信模块、107-上位机电源模块、201-第一CAN通信模块、202-数据存储模块、203-I/0模块、204-主控模块、205-电源模块、206-第二CAN通信模块、207-485通信模块、208-轴控模块、301-微控制器、302-单端转差分模块、303-轴控信号、304-第一CTRL、305-第二CTRL、306-上旋转轴信号组、307-下旋转轴信号组、308-上旋转轴零位信号、309-下旋转轴零位信号、3021-第一单端转差分模块、3022-第二单端转差分模块、3041-第一继电器、3042-第二继电器、401-机头上下电机、402-剪线电机、403-压脚电机、404-Y轴电机、405-X轴电机、406-上主轴电机、407-下主轴电机、408-上旋转轴电机、409-下旋转轴电机。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
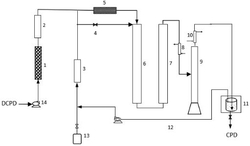
图1为本发明实施例一种机头旋转式工缝机的控制系统及方法的总体原理框图。如图1所示,该控制系统包括上位机100、六轴运动控制卡200、旋转轴控制器300以及驱动和执行模块400。其中,上位机100和六轴运动控制卡200之间通过CAN总线进行实时通信传输数据,六轴运动控制卡200和旋转轴控制器300之间通过旋转轴的轴控信号转接,六轴运动控制卡200通过“脉冲式”和“总线式”两种方式控制驱动和执行模块400运动,可以在避免使用高端控制器和全伺服电机的情况下很好地完成机头旋转式工缝机的缝纫目标,通过旋转轴的点位旋转使得机头一直朝向缝纫轨迹的切线方向,保证了线迹精度和美观性。
如图1所示,上位机100主要包括上位机主控模块101、花样文件和参数存储模块102,数据处理模块103、上位机CAN通信模块104、上位机电源模块107、USB模块105和以太网通信模块106。其中,上位机主控模块101优选为微控制器(MCU),是上位机的核心部件和软件程序的支撑。上位机主控模块101通过人机界面与其他各个模块进行互动,实现各个轴的运动参数设置、各个轴的单独点动、缝纫工艺参数的设置、花样图形的打版和修改、缝纫的仿真和启动等人机交互功能。数据处理模块103用于按照不同的针距要求将花样图形离散为针脚点,提取每个针脚点的X、Y坐标,并根据每个针脚点与前后两个针脚点之间连线的夹角,计算出所有针脚点的旋转轴的旋转方向和旋转角度。
进一步地,花样文件和参数存储模块102与上位机主控模块101实现通信连接,用于实时存储打版以及导入的花样文件和工艺参数,掉电时能够保存机器状态,重新上电后可以读取机器状态以及花样文件和工艺参数,从而确保数据处理模块能够实时根据花样文件和工艺参数提取每个针脚点的X、Y坐标。
进一步地,上位机CAN通信模块104与上位机主控模块101实现通信连接,并与六轴控制卡200建立实时通信,建立数据和命令双向传输通道,启动时将针脚点数据下发给六轴运动控制卡200。
进一步地,USB模块105与上位机主控模块101实现通信连接,用于与外部的U盘等存储介质建立传输通道,可以从U盘导入花样文件、导入工艺参数、进行程序升级,也可以将存储在花样文件和参数存储模块的花样文件和工艺参数导出到U盘中。
进一步地,以太网通信模块106与上位机主控模块101实现通信连接,用于与外部的服务器建立局域网连接,可以在服务器的管理软件上通过TCP/IP协议进行机器的远程操控、远程监控机器的状态等,为数字化、智能化工厂的机器互联提供了接口。
此外,上位机电源模块107采用了带隔离式的24V转5V及3.3V稳压输出电源,为上位机主控模块101、花样文件和参数存储模块102,数据处理模块103、上位机CAN通信模块104、USB模块105和以太网通信模块106供电。
如图1所示,六轴运动控制卡200主要包括第一CAN通信模块201、数据存储模块202、I/0模块203、主控模块204、电源模块205、第二CAN通信模块206、485通信模块207以及轴控模块208。其中,主控模块204为以Cortex-M4(简称M4)和Cortex-M0(简称MO)为内核的双核微控制器(MCU),其中,M0内核主要用于缝纫流程的控制、与上位机的通信、I/O状态的更新、针脚点数据的存储和提取,M4内核主要用于轨迹和速度规划、X轴、Y轴、主轴的联动插补以及将运动命令传输给轴控模块和从轴控模块读取轴的状态,M0与M4之间通过微控制器内部的AHB总线实现互相访问、数据共享。
进一步地,第一CAN通信模块201用于与上位机100实时通信,建立数据与命令的传输通道。第二CAN通信模块206用于建立微控制器与轴控模块208之间的双向通信,实现从微控制器端向轴控模块208端传送命令,从轴控模块208端向微控制器端传送轴的运动状态。
进一步地,I/O模块203用于实现数字量的输入输出,包括传感器和按钮信号获取、电磁阀和电磁铁的伸出缩回等,采用光耦进行光电隔离。
进一步地,485通信模块207主要用于与机头上下电机401建立通信,由于机头上下轴不参与其它轴的联动,永远单独运动,因此选用485总线式的闭环步进驱动器,微控制器通过485通信模块207采用Modbus-RTU协议进行通信,传输命令和获取轴状态。485通信模块207还能支持在此基础上拓展多个不参与联动、运动模式单一的轴。
进一步地,电源模块205为支持24V输入、5V和3.3V双路输出的稳压隔离电源,为六轴运动控制卡200的各个部件供电。
此外,数据存储模块202用于存储六轴运动控制卡200各个零部件接收或产生的数据。
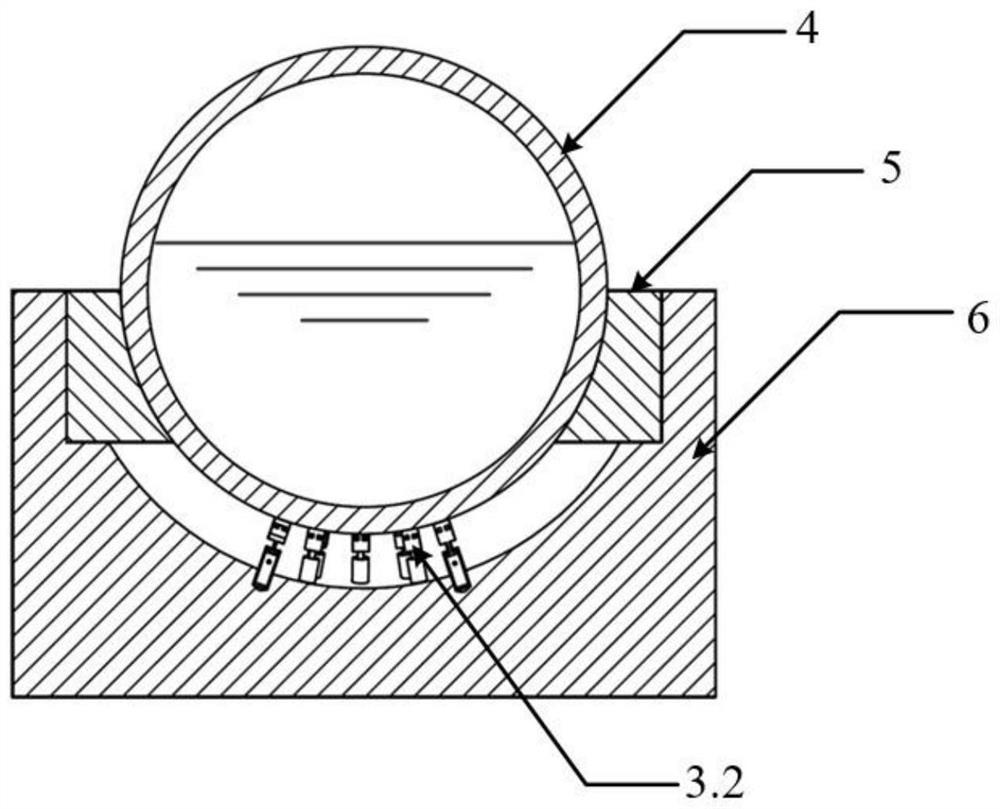
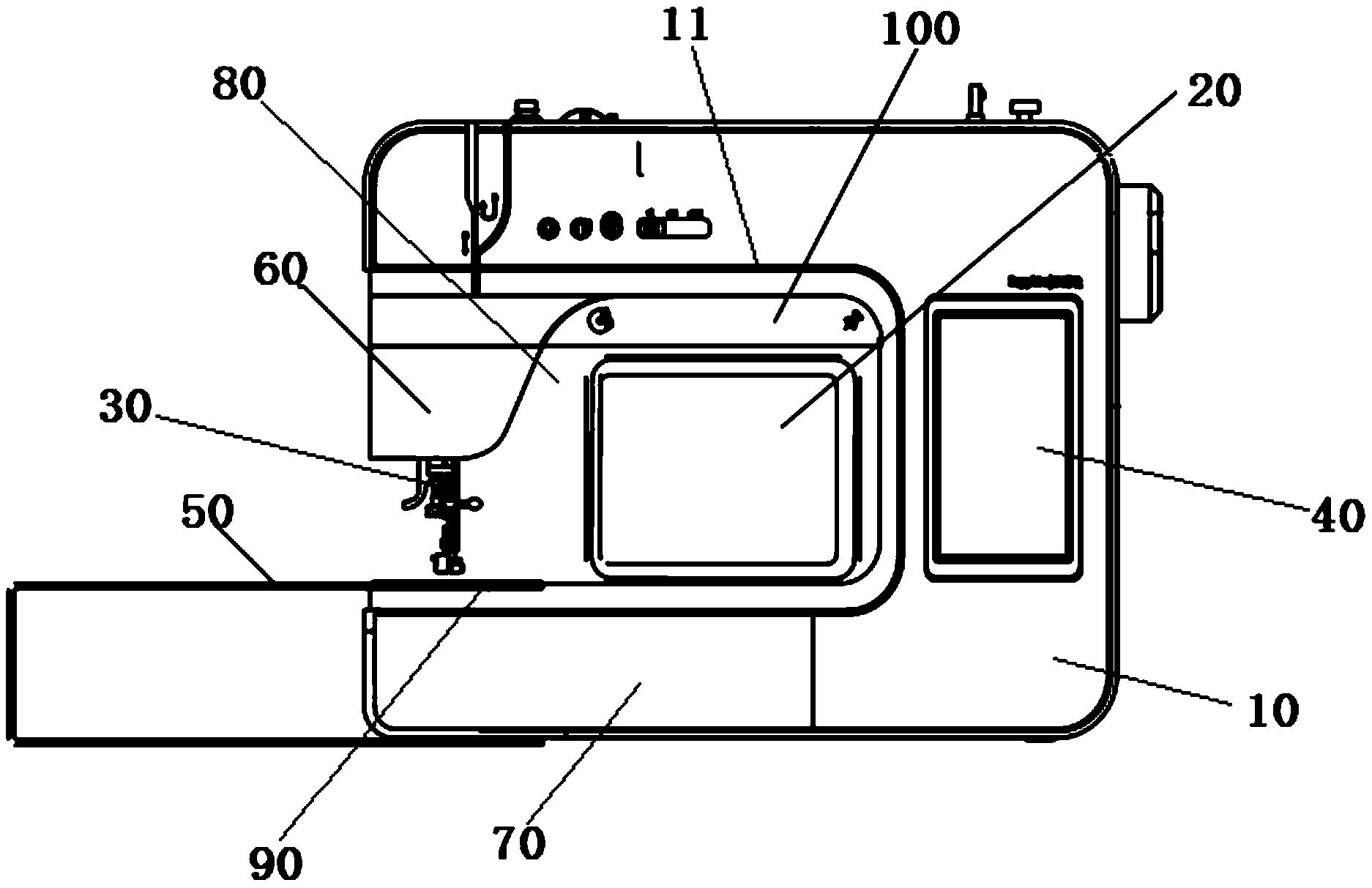
图4是驱动和执行模块的结构示意图。如图4所示,驱动和执行模块主要包括机头上下电机401、上旋转轴电机408、上主轴电机406、压脚电机403、下主轴电机407、剪线电机402、下旋转轴电机409、X轴电机405(图中未示)、Y轴电机404(图中未示)以及对应的驱动器(图中未示)。其中,机头上下电机401为60系列的闭环步进电机,驱动器为RS485总线式的步进驱动,用于带动机头上下移动调整机头与缝纫平面之间的距离,以适应不同的料厚的需求,一般是在机器刚开机时进行调整,和其他轴不产生联动。上旋转轴电机408和下旋转轴电机409为86系列的闭环步进电机,分别通过减速机带动机头和旋梭根据缝纫轨迹转动,使其一直朝向缝纫轨迹的切线方向,保证缝纫线迹的精美。上主轴电机406和下主轴电机407为400W的伺服电机,用于带动机头中缝纫针的上下以及下部旋梭的勾线动作。压脚电机403为57系列的闭环步进电机,用于缝纫时带动压脚跟随缝纫针的上下而上下运动,保证将针脚点处的布料压平,使缝纫针的穿透布料和旋梭的勾线可以可靠完成。剪线电机402为57系列的闭环步进电机,用于在结束一段连续的缝纫段时的剪线动作。Y轴电机404用于驱动机头沿Y轴运动;X轴电机405用于驱动机头沿X轴运动。X轴电机405为60系列的闭环步进电机,Y轴电机404为750W的伺服电机,X轴的机械结构装载在Y轴上,二者共同带动模板压住布料完成送料动作以及缝纫时的平面插补动作。
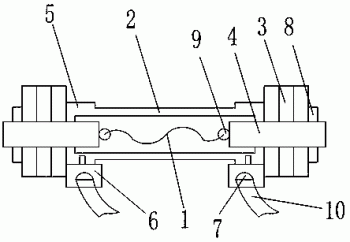
如图1所示,旋转轴控制器300主要包括以Cortex-M3(简称M3)为内核的微控制器(MCU)301和单端转差分模块302。M3内部程序所设定的CAN通信地址分别为1-6,在与主控模块204的微控制器通信时发挥作用,包括识别认领CAN总线上的指令包以及发送带有地址标记的反馈指令包。旋转轴控制器300用于获取主控模块的运动指令,发送使能脉冲方向等信号给驱动和执行模块400,这些信号通过单端转差分模块302实现了信号的差分输出,保证了信号的稳定性和可靠性,同时也将轴的状态实时的通过CAN总线反馈给主控模块204。
进一步地,旋转轴控制器300还包括6个结构相同的轴控,分别为第一轴控1、第二轴控2、第三轴控3、第四轴控4、第五轴控5和第六轴控6,且这6个轴控其中一端分别与轴控模块208之间实现通信,另一端分别与驱动和执行模块的不同机构连接。其中,第六轴控6控制剪线电机402,第五轴控5控制压脚电机403,第四轴控4控制Y轴电机404,第三轴控3控制X轴电机405,该四个轴均为一对一的模式,回零采用“脉冲式”,即由轴控模块208的微控制器发送脉冲给对应的驱动进行回零。第二轴控2控制上主轴电机406和下主轴电机407,因为两个主轴要求缝纫时高度同步,因此采用了一对二的模式,即一路脉冲信号接给两个主轴的驱动,但由于轴控模块208只支持一个零位信号输入,所以不能再采用“脉冲式”回零,主轴为伺服轴,伺服驱动具有自动回零功能,因此上主轴电机406和下主轴电机407回零采用伺服驱动回零的方式。第一轴控1控制上旋转轴电机408和下旋转轴电机409,因为两个旋转轴同样要求缝纫时转动高度同步,因此也采用了一对二的模式,即一路脉冲信号接给两个旋转轴的驱动,与主轴不同的是,由于旋转轴为闭环步进轴,步进驱动不具备自动回零功能,因此要通过图3中所示的旋转轴控制器进行信号的转接,实现上旋转轴电机408和下旋转轴电机409的分步回零。
如图3所示,旋转轴控制器300主要包含信号的转接、脉冲的分步或同步输出、零位信号的分布输入三个功能。具体而言,旋转轴控制器300包括轴控信号303、第一CTRL304、第二CTRL305、上旋转轴信号组306、下旋转轴信号组307、上旋转轴零位信号308以及下旋转轴零位信号309。其中,轴控信号303包括如图1所示的轴控模块208所输出和输入的信号,具体包括报警+、报警-、使能+、使能-、方向+、方向-、脉冲+、脉冲-、原点,其中前六个信号直接一分为二接到上旋转轴信号组306和下旋转轴信号组307的步进驱动。
此外,单端转差分模块302包括第一单端转差分模块3021和第二单端转差分模块3022,脉冲+和脉冲-通过差分转单端模块302转为单端信号,再通过第一单端转差分模块3021和第二单端转差分模块3022转为两组差分信号分别接到上旋转轴信号组306、下旋转轴信号组307的步进驱动。
进一步地,如图3所示,上旋转轴零位信号308通过第一继电器3041的常开通道后接到原点信号,下旋转轴零位信号309通过第二继电器3042的常开通道后也接到原点信号。
进一步地,如图3所示,第一CTRL304和第二CTRL305是图1所示I/O模块203的两个输出口数字信号,其中第一CTRL304控制第一单端转差分模块3021的使能和第一继电器3041的导通,CTRL2控制第二单端转差分模块3022的使能和第二继电器3042的导通。上旋转轴电机408和下旋转轴电机409的回零采用“脉冲式”,即由轴控模块208的微控制器发送脉冲给对应的驱动进行回零,回零的步骤为:
(1)第一CTRL304信号有效,第二CTRL305信号无效,第一单端转差分模块3021使能,第一继电器3041导通,第二单端转差分模块3022失能,第二继电器3042关断;
(2)轴控模块208输出脉冲开始回零,只有第一单端转差分模块3021有差分信号输出,即上旋转轴电机408开始进行“双向回零”,下旋转轴电机409静止,当回零成功时,上旋转轴电机408停止;
(3)第二CTRL305信号有效,第一CTRL304信号无效,第二单端转差分模块3022使能,第二继电器3042导通,第一单端转差分模块3021失能,第一继电器3041关断;
(4)轴控模块208输出脉冲开始回零,只有第二单端转差分模块3022有差分信号输出,即下旋转轴电机409开始进行“双向回零”,上旋转轴电机408静止,当回零成功时,下旋转轴电机409停止;
(5)回零成功。
其中,“双向回零”是指轴开始回零后第一次感应到零位信号时,轴立即反向运动,当脱离零位信号时,轴再反向或同向偏移一定距离,到达所设定的原点。“双向回零”方式可以完全屏蔽掉零位传感器感应范围造成的误差,使轴精准的回到原点位置。机器正常工作时,第一CTRL304和第二CTRL305信号均有效,第一单端转差分模块3021和第二单端转差分模块3022均有差分信号输出,上旋转轴电机408和下旋转轴电机409同步转动。
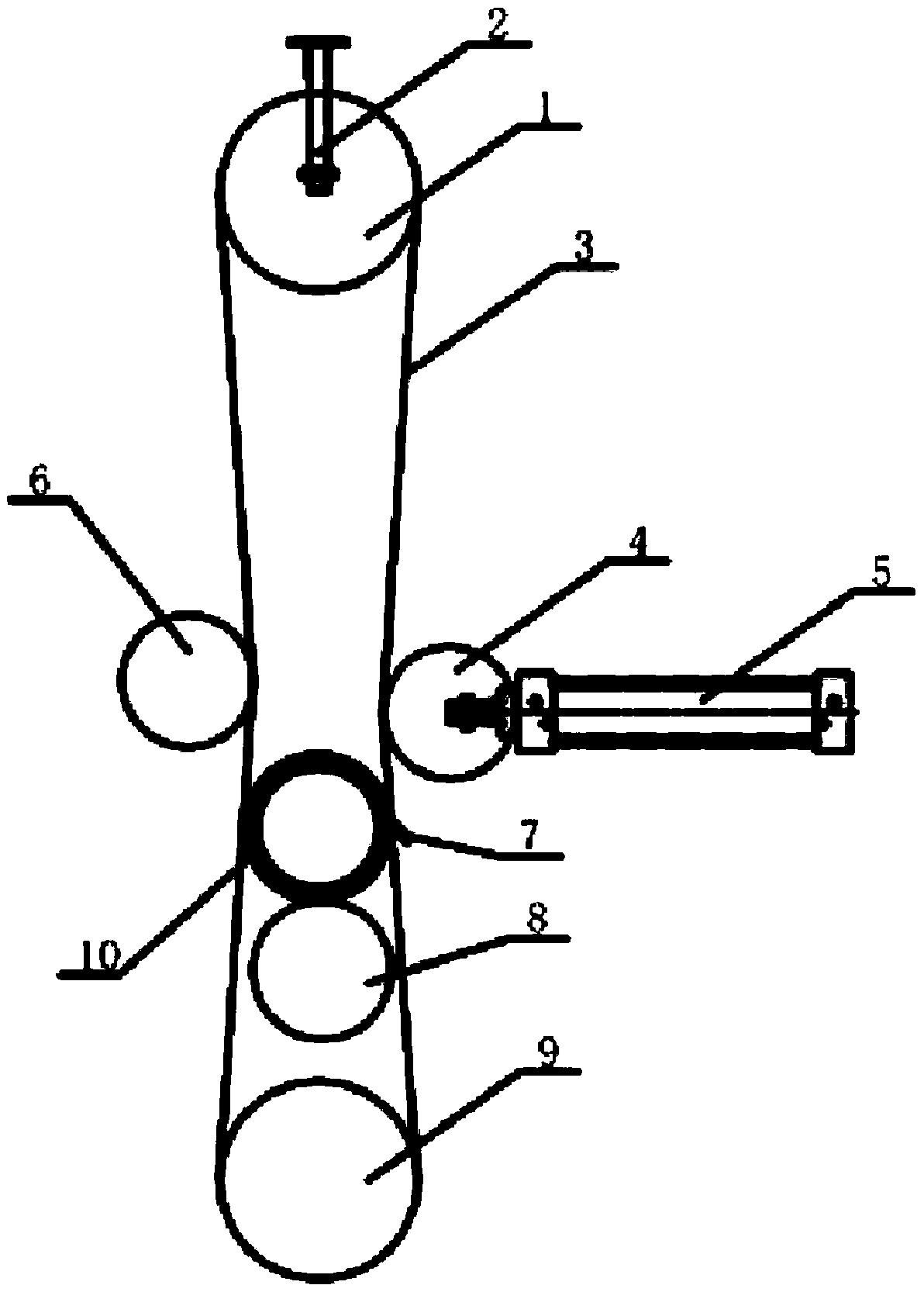
图2是按照本发明的优选实施例所构建的机头旋转式工缝机的控制系统及方法的上位机的数据处理模块中提取针脚点旋转角度的原理示意图。如图2所示,提取针脚点旋转角度的方法是控制机头朝向缝纫轨迹切线的主要手段,图中四个图形基本代表了缝纫轨迹的绝大多数情形,图中箭头方向代表缝纫方向。如图2中的(a)所示,A、B两点为缝纫的转角点,其中A点机头要顺时针旋转,B点机头要逆时针旋转,此处定义顺时针旋转角度为正角度,逆时针旋转角度为负角度。旋转轴在A点处的旋转角度取决于针脚点A和其前一点A1的连线与针脚点A和其后一点A2的连线之间的夹角α1。旋转轴在B点处的旋转角度取决于针脚点B和其前一点B1的连线与针脚点B和其后一点B2的连线之间的夹角α2。
如图2中的(b)所示,在针脚点C处旋转轴的转角理论上是针脚点C和其前一点C1的连线与针脚点C和其后一点C2的连线之间的夹角β1,但由于此处的夹角大于90度,且旋转轴为了减小振动其机械减速比一般设置为1:5或更高,若按照β1顺时针旋转,由于步进驱动的性能限制不能接受太高的脉冲频率,导致电机失能,因此此处将大于90度的转角改为旋转其补角,即在C点逆时针旋转β2角度,由于机头不分前后,因此逆时针旋转β2与顺时针旋转β1的工艺结果完全相同。若旋转角处于0度到90度之间,以图2(a)中针脚点B为例,分为三种情况:(1)α2在0度到30度,则旋转轴直接在转角点B旋转,(2)α2在30度到60度,则在转角点B和转角点的下一点B2分别旋转 (3)α2在60度到90度,则在转角点B和其前一点B1以及后一点B2分别旋转
如图2中的(c)所示,为常见的圆弧轨迹,旋转轴在圆弧上每一点均进行旋转,在针脚点D处的旋转角度为针脚点D和其前一点D1的连线与针脚点D和其后一点D2的连线之间的夹角γ。
如图2中的(d)所示,为常见的B样条曲线轨迹,针脚点处的曲率越大,则转角会越大,在针脚点E处的旋转角度为针脚点E和其前一点E1的连线与针脚点E和其后一点E2的连线之间的夹角η。需要特殊说明的是,在实际应用中,针脚点之间的直线距离一般只有2mm到5mm,且曲率较小,因此在圆弧和曲线上的旋转角度一般都是小的锐角。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种机头旋转式工缝机的控制系统及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0