





专利摘要
本发明公开了一种非晶基复合材料的制备方法,其特征在于,包括:将片状非晶合金与增韧第二相材料交替层叠后置于夹具中,其中所述增韧第二相为板状且上下表面开有阵列通孔的结构;在恒压或渐增载荷的条件下,对层叠的非晶合金及多孔板加热,同时对其实施超声振动,非晶合金迅速软化并被压入第二相增韧板的孔中,使得非晶相合金与增韧第二相的界面冶金良好结合,而且成形过程中不会发生晶化,从而获得塑形良好的非晶合金复合材料。本发明还公开了利用上述方法制备的非晶基复合材料。本发明的方法其可以制备出具有高强度大塑性的非晶基复合材料,其中的非晶相与第二相的界面冶金结合良好,而且成形过程中不会发生晶化。
权利要求
1.一种非晶基复合材料的制备方法,其特征在于,包括:
将片状非晶合金与增韧第二相材料交替层叠后置于夹具中,其中所述增韧第二相为板状且上下表面开有阵列通孔的结构;
在恒压或渐增载荷的条件下,对层叠的非晶合金及多孔板加热,同时对其实施超声振动,非晶合金迅速软化并被压入第二相增韧板的孔中,使得非晶相合金与增韧第二相的界面冶金结合良好,而且成形过程中不会发生晶化,从而获得塑形良好的非晶合金复合材料。
2.根据权利要求1所述的一种非晶基复合材料的制备方法,其中,所述片状非晶合金与板状增韧第二相的叠加层数可以是多层,且最外层可以是非晶合金层或增韧第二相层。
3.根据权利要求1或2所述的一种非晶基复合材料的制备方法,其中,超声振动的振动频率范围可以为1.0×104Hz~1012Hz。
4.根据权利要求1-3中任一项所述的一种非晶基复合材料的制备方法,其中,所述载荷施加可以是恒定载荷,也可以是以一定应变率逐渐增加的方式加载。
5.根据权利要求1-4中任一项所述的一种非晶基复合材料的制备方法,其中,所述的非晶合金为Pd、Pt、Au、Zr、Ti、Fe、Cu、Ni、Al、Mg或Ce基等具备热塑性成形能力的非晶态合金。
6.根据权利要求1-5中任一项所述的一种非晶基复合材料的制备方法,其中,可通过调节所述增韧第二相板材的孔的形状、尺寸及分布实现对复合材料的塑性调控。
7.一种利用权利要求1-6中任一项所述的方法制备的非晶基复合材料。
说明书
技术领域
本发明属于非晶基复合材料制备领域,具体涉及一种大塑性非晶基复合材料的制备方法。
背景技术
非晶合金(又称金属玻璃)是上世纪60年代发展起来的一种新型金属材料,因其具有长程无序、短程有序的原子结构而拥有一系列明显优于晶态材料的力学、物理和化学性能。在军事、航空航天、能源、体育用品等领域呈现广阔的应用前景。
然而,宏尺度非晶合金在室温条件下呈现脆性断裂特征,这极大制约了其作为工程材料的实际应用。研究表明,开发非晶基复合材料是解决块体非晶合金室温脆性,实现其工程应用的一种关键途径。通过复合材料的制备,已在多个非晶合金体系中获得拉伸塑性。目前,制备非晶基复合材料的两种重要方法分别是内生和外添增韧第二相。内生法增韧主要通过合金成分设计,在凝固过程中析出第二相。虽然析出相和非晶相之间的界面结合较好,但该方法由于受到玻璃形成能力限制,所制备的复合材料尺寸有限。现有的外添第二相增韧法能够有效控制第二相的体积比,但制备过程复杂,第二相分布不连续且不均匀,以致外添第二相增韧法制备的非晶基复合材料尚不具有拉伸塑性。
由于非晶合金在过冷液态区具有超塑性,近年来人们开始采用热塑性成形非晶合金和第二相的方法,制备非晶基复合材料。例如专利文献CN102191401A公开了一种非晶增强铜基复合材料的制备方法,其中采用Cu基母合金坯料,芯部非晶合金的体积份数为20%-80%,在过冷液相区间,挤压比为3-10,挤压速率为0.1-0.3mm/s的条件下挤压板材或棒材。与传统方法相比,热塑性成形法制备非晶基复合材料不受成形尺寸限制,成形温度低,且可与低熔点金属、聚合物、有机材料等复合,扩大了增韧第二相的范围。但仅有的研究表明,采用该方法制备非晶基复合材料时,非晶相与第二相的界面不能实现冶金结合,并认为主要是由于两相界面间存在氧化或微间隙等缺陷所致。此外,高的成形温度和快的成形速率还可能会引起非晶相发生晶化。如何实现两相界面冶金结合、避免成形过程中发生晶化,已成为热塑性成形非晶基复合材料中迫切需要解决的关键问题。
发明內容
针对现有技术的以上缺陷或改进需求,本发明提供一种非晶基复合材料的制备方法,其通过采用电脉冲快速升温—超声振动热塑性成形耦合法,将非晶合金压入作为增塑第二相的具有多孔结构的塑性金属薄板中,从而制备出具有高强度大塑性的非晶基复合材料,其中非晶相与第二相的界面冶金结合良好,而且成形过程中不会发生晶化。
为实现上述目的,按照本发明的一个方面,提供一种非晶基复合材料的制备方法,其特征在于,包括:
将片状非晶合金与增韧第二相材料交替层叠后置于夹具中,其中所述增韧第二相为板状且上下表面开有阵列通孔的结构;
在恒压或渐增载荷的条件下,对层叠的非晶合金及多孔板加热,同时对其实施超声振动,非晶合金迅速软化并被压入第二相增韧板的孔中,使得非晶相合金与增韧第二相的界面冶金良好结合,而且成形过程中不会发生晶化,从而获得塑形良好的塑形非晶合金复合材料。
作为本发明的进一步优选,所述片状非晶合金与板状增韧第二相的叠加层数可以是多层,且最外层可以是非晶合金层或增韧第二相层。
作为本发明的进一步优选,超声振动的振动频率范围可以为1.0×104Hz~1012Hz。
作为本发明的进一步优选,所述载荷施加可以是恒定载荷,也可以是以一定应变率逐渐增加的方式加载。
作为本发明的进一步优选,所述的非晶合金为Pd、Pt、Au、Zr、Ti、Fe、Cu、Ni、Al、Mg或Ce基等具备热塑性成形能力的非晶态合金。
作为本发明的进一步优选,可通过调节所述增韧第二相板材的孔的形状、尺寸及分布实现对复合材料的塑性调控。
按照本发明的另一个方面,提供一种利用上述方法制备的非晶基复合材料。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下有益效果:
(1)在本发明中,采用电脉冲快速升温—超声振动热塑性成形耦合法,既可以快速升温,避免非晶合金长时间受热而发生氧化与晶化,又可以通过超声振动去掉非晶表面残留氧化物及杂质,促进原子扩散,利于非晶合金与第二相界面的冶金结合;
(2)本发明采用超声振动塑性成形技术,过冷液态非晶合金的细化流动单元体积,改善流动单元的空间均匀性分布,从而增加材料流动,有利于提高非晶合金在多孔金属板中的成形能力、缩短成形时间;
(3)本发明通过非晶合金压入具有多孔结构的塑性金属薄板(即增塑第二相)中,通过调整金属薄板孔的大小、尺寸及分布,从而获得大塑性非晶合金复合材料。
附图说明
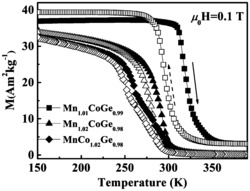
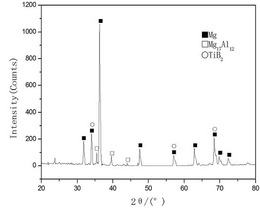
图1(a)为按照本发明一个实施例选择的非晶合金的XRD图;
图1(b)图1(a)中的非晶合金的DSC图;
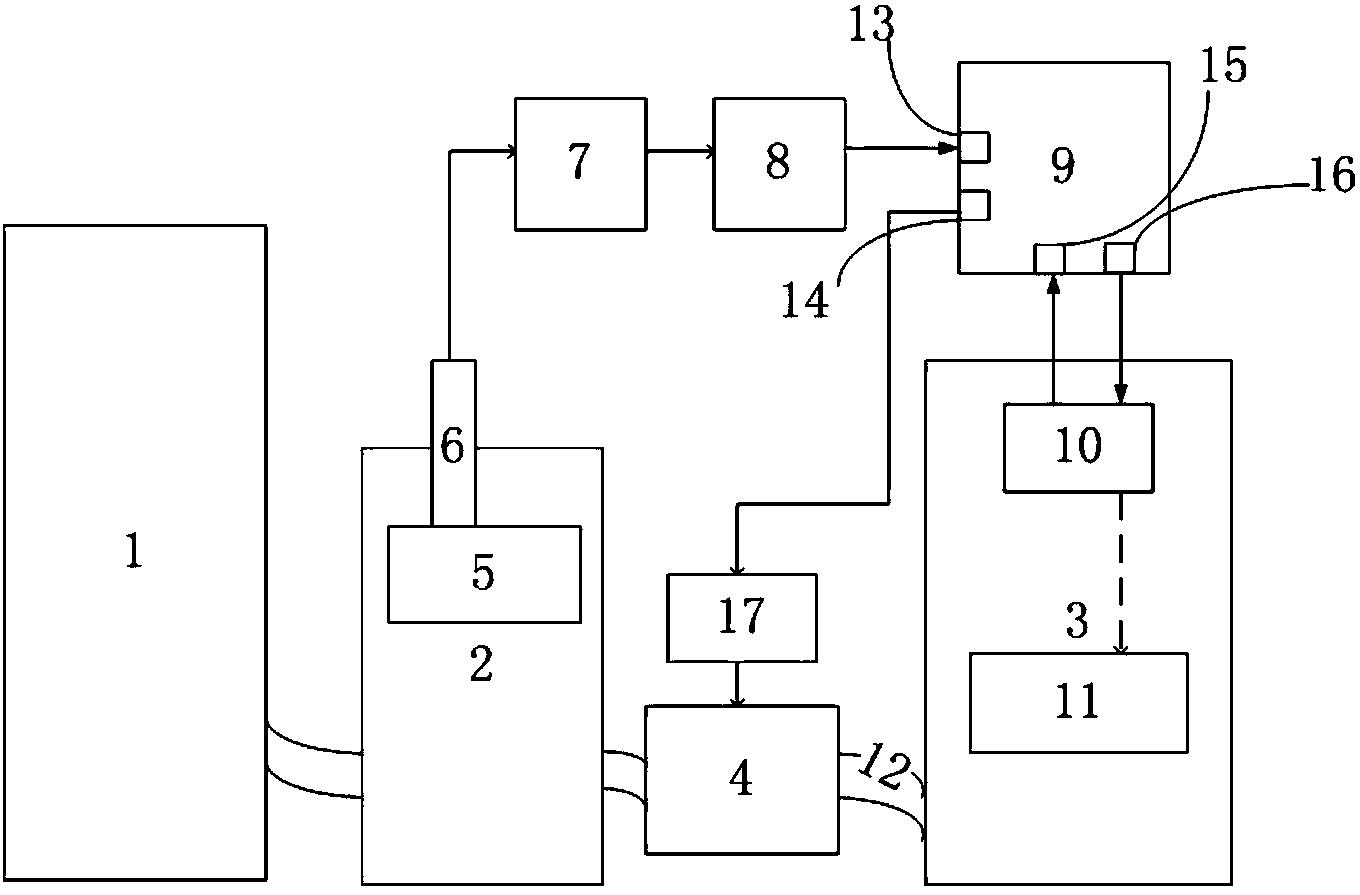
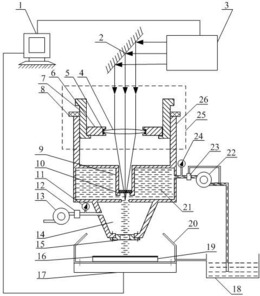
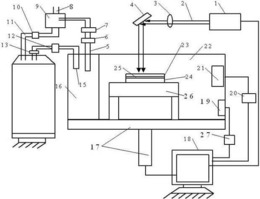
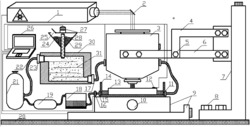
图2为按照本发明一个实施例的电脉冲快速升温-超声振动热塑性成形工艺示意图;
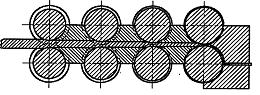
图3(a)为图2中的非晶合金-增韧第二相-非晶合金层叠布置示意图;
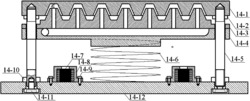
图3(b)为图2中的增韧第二相多孔金属板结构示意图;
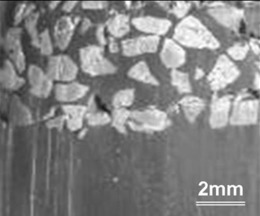
图4为按照本发明一个实施例的方法成形后非晶基复合材料截面示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实例对本发明作进一步说明。应当理解,此处所描述的具体实例仅仅用以解释本发明,并不用于限定本发明。
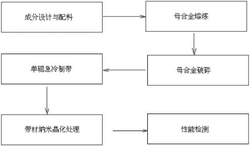
本实例是提供应用电脉冲快速升温—超声振动热塑性成形耦合法,将非晶合金压入具有多孔结构的塑性金属薄板中,制备多层非晶合金复合材料的一种新型方法,具体步骤如下:
(1)非晶合金选择及制备
作为一个优选方案,本实施例中选择的合金体系为Zr35Ti30Be26.75Cu8.25,但本发明中并不限于上述合金,可以是其他任意适于作为非晶合金基的合金体系。
本实施例中,Zr35Ti30Be26.75Cu8.25具体参数为Tg~305℃,Tx~464℃,ΔT=159℃。最大铸造直径15mm,泊松比0.37,KIC=85MPam1/2,屈服应力1.43GPa。
根据所选非晶合金体系,将金属原料按原子比进行配比,熔炼均匀后,通过铜模吸铸法得到块体非晶,其XRD、DSC分析如图1(a)和图1(b)。
(2)增韧第二相选择及加工
增韧第二相的选择优选与非晶合金具有良好界面冶金结合性能的材料,本实施例中,作为优选,可以选用铜,优选是退火态锰白铜(BMn40-1.5),其抗拉强度400~500MPa,伸长率30%。
一般是将增韧第二相材料加工成不同孔径的多孔板,在一个实施例中,采用激光加工法进行多孔板的加工。加工的孔尺寸可以根据制备的塑形复合材料的塑形要求进行具体选择,例如铜板的孔尺寸可以在50μm至500μm,板厚优选不超过500μm,如图3(b)所示。孔的排布方式可以是圆孔状阵列或其他阵列形式,对蜂窝状结构,壁厚优选不超过100μm,孔心距优选不超过1mm;对圆孔状阵列,孔径优选不超过500μm,孔心距优选不超过1mm。
(3)夹具设计
为了实现快速升温,并采用超声振动加载法将非晶合金快速压入多孔铜板中,制备出非晶基复合材料,需要将相应的非晶合金与多孔铜板设置在夹具中。
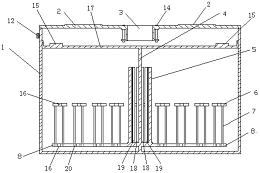
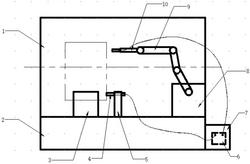
在一个实施例中,设置如图2所示的夹具,其中,1为绝缘底座,带有凹槽,可让电极插入并固定,防止晃动;2为绝缘压头;3为带有螺孔的铜电极,固定在底座1上;4为接脉冲电源的导线;5为超声振动加载平台,可在加载时施加频率为20KHz的振动。
(4)电脉冲快速升温—超声振动热塑性成形
图3(a)所示,在一个实施例中,将非晶合金和退火态锰白铜多孔板按照图3(a)所示顺序叠放好,其中6为非晶合金板,7为增韧多孔锰白铜板,当然,6和7可以交替叠放,叠放方式不限,交替叠放时6和7均可作为最外层。
本实施例中选择的排放顺序为“非晶板6-增韧多孔板7-非晶板6”以及“非晶板6-增韧多孔板7-非晶板6-增韧多孔板7-非晶板6”。叠放好后的多层板放入图2所示的夹具中固定。
叠放完成后,首先对样品施加一定的载荷压实(例如50N),然后采用0.01s-1左右的应变率对样品加载施加载荷,本实施例在应变率为0.01s-1,但本发明中应变率并不限于此,例如可以在10-4s-1~10-1s-1范围内。
当然,也可以采用恒定载荷(例如不低于50MPa)进行加载。
加载同时施加振动,振动频率可以在1.0×104Hz~1012Hz范围内,本实施例中振动频率为20KHz。当应力(载荷)达到50MPa以上或者达到一定时间后,开启脉冲电源对样品快速升温,当温度升至玻璃转变温度开始软化,非晶合金被迅速压入多孔铜板中,经过一定时间的超声振动加载即可完成热塑性成形。
在一个实施例中,根据脉冲电流参数,使得热塑性成形实验可以在10s以内时间完成。
本发明中,在20KHz频率的超声振动条件下,非晶合金和铜板的表面均不会形成氧化皮,同时,超声振动能有效的促进原子扩散,实现两界面的冶金焊合。此外,超声振动有利于细化流动单元的体积,改善流动单元的均匀性分布,从而增加材料流动,提高非晶合金在多孔金属板中的成形能力。另外,同时进行快速升温,可以避免非晶合金长时间受热而发生氧化与晶化。也就是说,本发明中通过对增韧第二相材料的尺寸和结构选择、非晶合金及增韧第二相材料的层叠布置、以及加载载荷的同时采用快速升温与超声振动等技术手段,特别是快速升温与超声振动的采用以及相应的工艺参数,使得复合材料的成形中,即可以避免非晶合金长时间受热而发生氧化与晶化,又可以通过超声振动去掉非晶表面残留氧化物及杂质,促进原子扩散,利于非晶合金与第二相界面的冶金结合,从而获得具有优良性能的大塑形的非晶合金复合材料。
考虑到增韧第二相孔的材料及几何(孔的形状、尺寸及分布)特性对塑性有较大影响,在一个实施例中,还可以根据塑形要求,对复合板进行塑性调控,使得其满足规定的塑形。
对上述方法制备的非晶基复合板,分别对其拉伸塑性、断裂韧性、强度等力学参数进行测量,并采用X射线衍射(XRD)、透射电子显微镜(TEM)、差示扫描量热仪(DSC)等技术,对其微观组织结构,热力学参数等进行表征,可以看出,本发明方法形成的大塑性复合板,非晶相与第二相的界面冶金结合良好,没有发生晶化,具有良好的塑形性能。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种大塑性非晶基复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0