

IPC分类号 : B22D1/00,B22D2/00,B22D11/045,C22C21/08,F27B19/04








专利摘要
本实用新型公开了一种铝镁合金溶液反重力导流自动净化熔铸装置,包括熔炼炉、导流槽、牵引炉,所述熔炼炉侧面设有通气管;所述的导流槽从熔炼炉侧面水平斜向上设置并连通牵引炉,所述的牵引炉侧边设置溢流口,溢流口处牵引炉外侧安装有结晶板,结晶板上设置结晶孔,结晶孔的一端连通牵引炉,另一端与牵引机连接,还包括设置于通气管口处的气压传感器和气压自动调节装置,设置于熔炼炉的液位计,气压自动调节装置与气压传感器、液位计通讯连接。本实用新型可实现铝镁合金杆的连续熔铸,还可以实现自动除杂净化。
权利要求
1.一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:包括熔炼炉、导流槽、牵引炉,所述熔炼炉侧面设有通气管;所述的导流槽从熔炼炉侧面水平斜向上设置并连通牵引炉,所述的牵引炉侧边设置溢流口,溢流口处牵引炉外侧安装有结晶板,结晶板上设置结晶孔,结晶孔的一端连通牵引炉,另一端与牵引机连接,还包括设置于通气管口处的气压传感器和气压自动调节装置,设置于熔炼炉的液位计,气压自动调节装置与气压传感器、液位计通讯连接。
2.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的熔炼炉有两个,轮流用于熔化合金和存放合金液。
3.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的导流槽设置在熔炼炉侧面且与熔炼炉底部的距离大于50mm。
4.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的通气管上设置单向阀。
5.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的熔炼炉顶部设置天然气烧嘴。
6.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的牵引炉顶部设置天然气烧嘴。
7.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的结晶孔为2个以上。
8.根据权利要求1所述的一种铝镁合金溶液反重力导流自动净化熔铸装置,其特征在于:所述的导流槽为Φ20-30mm耐高温陶瓷管。
说明书
技术领域
本实用新型涉及合金熔铸设备领域,特别是一种铝镁合金溶液反重力导流自动净化熔铸装置。
背景技术
铝镁合金熔炼与铸造过程大致可分为五个阶段,即熔化阶段、配料加入合金、除气除渣、导流转炉、铸造。其中合金熔体净化及保护,减少二次吸气造渣极为重要,能减少冶金缺陷,提升产品质量。
目前,合金溶液导流转炉的方式主要是炉底直接放液,合金溶液依靠重力落差,通过导流槽引入保温炉或铸造炉,这种生产方式存在很多缺点,比如:合金溶液在放液过程长时间暴露在空气中,放液从炉眼口喷出,造成合金溶液翻滚,极易造成氧化及二次吸气,氧化皮随合金溶液进入保温炉内,同时炉底放液容易将比重大的杂质带出,使原本净化后的合金溶液放流后又被二次污染,最终生产出来的产品存在气孔夹渣等冶金缺陷。
实用新型内容
本实用新型的目的是解决上述现有技术的问题,提出了一种铝镁合金溶液反重力导流自动净化熔铸装置。
为达到上述实用新型目的,本实用新型是以如下技术方案实现的:
一种铝镁合金溶液反重力导流自动净化熔铸装置,包括熔炼炉、导流槽、牵引炉,所述熔炼炉侧面设有通气管;所述的导流槽从熔炼炉侧面水平斜向上设置并连通牵引炉,所述的牵引炉侧边设置溢流口,溢流口处牵引炉外侧安装有结晶板,结晶板上设置结晶孔,结晶孔的一端连通牵引炉,另一端与牵引机连接,还包括设置于通气管口处的气压传感器和气压自动调节装置,设置于熔炼炉的液位计,气压自动调节装置与气压传感器、液位计通讯连接,气压自动调节装置通过液位计显示的液位h,调节熔炼炉内的气体压强为P恒-ah,其中P恒和 a为预设常数。
进一步的,所述的熔炼炉有两个,一个用于熔化合金,另一个用于放置合金溶液,通过配置两套熔炼炉循环交替使用,保证生产的连续性。
进一步的,所述的导流槽设置在熔炼炉侧面且与熔炼炉底部的距离大于50mm。
进一步的,所述的通气管上设置单向阀。
进一步的,所述的熔炼炉顶部设置天然气烧嘴。
进一步的,所述的牵引炉顶部设置天然气烧嘴。
进一步的,所述的结晶孔为2个以上。
进一步的,所述的导流槽为Φ20——30mm耐高温陶瓷管。
本实用新型的有益效果:
本实用新型所提供的反重力导流净化熔铸装置,综合考虑了产品质量和操作的便利性。该装置主要通过在熔炼炉上部通入压强为0-0.8MPa的惰性气体,即在通气管口处安装有气压传感器、气压自动调节装置,和设置于熔炼炉的液位计,这样就能够根据炉内液位h变化来调节通入惰性气体压强的大小,使得导流槽内的压强始终保持在一个定值P恒,从而起到使合金液能够反重力均匀导流作用,这样就能自动将净化后的合金液经过反重力作用通过导流槽均匀导向流入牵引炉内,这样既能减少合金溶液在导流的过程中与空气接触造成污染,又能减少合金溶液被氧化及钝化,起到自动除杂功能。同时,这种特殊装置能使在熔炼过程中产生的比重大的杂质自动沉降并沉淀在熔炼炉底部,而导流口设在熔炼炉底部往上50mm处,这样就能极大减少合金液中的杂质与合金残渣,起到自动净化功能。与此同时,在潜流式的导流过程中,合金溶液得到充分的搅拌,材料的均匀性也得到提升。而且,该装置在结晶板上安装有两个以上结晶孔,这样就能使每个钳口能同时牵引铸造多根金属杆,比传统的单杆铸造效率更高、效果更好。且由于牵引炉溢流口处的压强为恒定值,使牵引铸造的金属杆质量密度更加稳定单一,提高了最终产品的均匀性。
附图说明
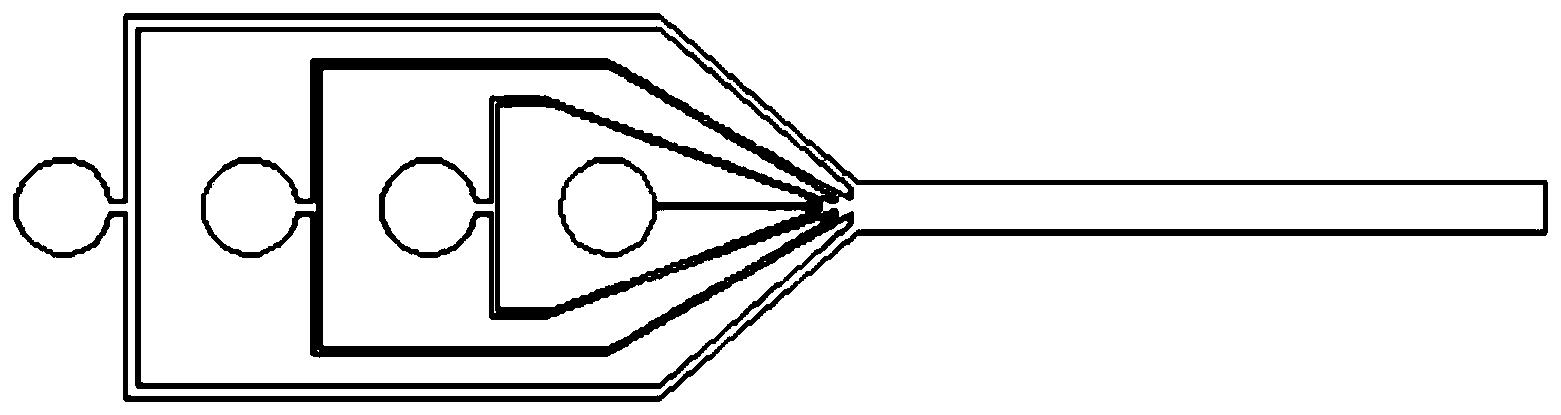
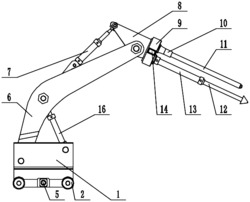
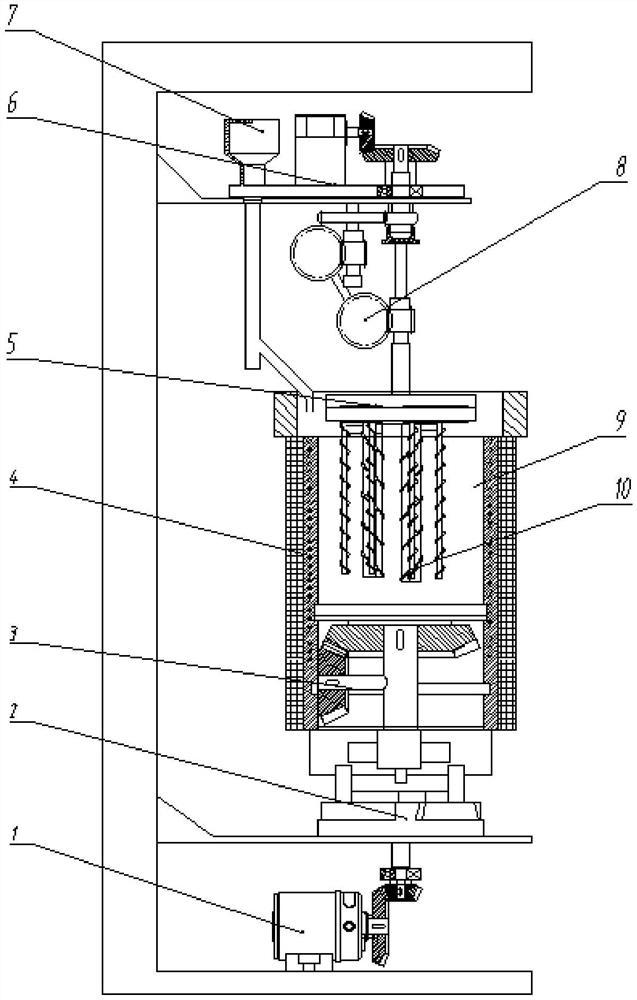
图1是本实用新型反重力导流熔铸装置的平面结构示意图。
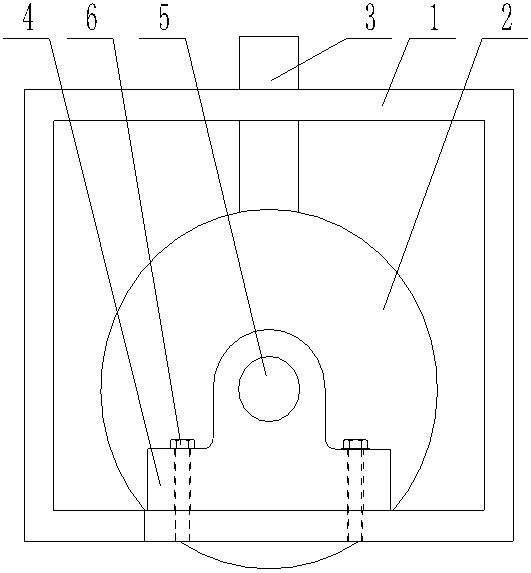
图2是本实用新型反重力导流熔铸装置的侧面结构示意图。
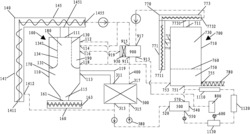
图3为传统导流熔铸装置的结构示意图。
图中,1为熔炼炉,2为单向阀,3为通气管,4为导流槽,5为牵引炉,6为结晶板,7 为铝合金杆,8为天然气烧嘴,9为液位计,10为气压传感器,11为气压自动调节装置。
具体实施方式
为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
一种铝镁合金溶液反重力导流净化熔铸装置,如图1和2,包括熔炼炉1、导流槽4、牵引炉5,所述熔炼炉5侧面设有通气管3;所述的导流槽4从熔炼炉1侧面水平斜向上设置并连通牵引炉5,所述的牵引炉5侧边设置溢流口,溢流口处牵引炉外侧安装有结晶板6,结晶板6上设置结晶孔,结晶孔的一端连通牵引炉,另一端与牵引机连接,还包括设置于通气管口处的气压传感器10和气压自动调节装置11,设置于熔炼炉5的液位计9,气压自动调节装置11与气压传感器10、液位计9通讯连接,气压自动调节装置11通过液位计9显示的液位 h,调节熔炼炉5内的气体压强为P恒-ah,其中P恒和a为预设常数。这样就能够根据熔炼炉 5内液位变化来调节通入惰性气体压强的大小,使得导流槽4内的压强始终保持在一个设定值P恒,从而起到使合金液能够反重力均匀导流作用,这样就能自动将净化后的合金液反重力经导流槽4均匀导向流入牵引炉5内。
以某款铝合金线材的生产为例,首先按如下比例准备好原料:某铝合金线材原料成分的重量百分比为:Mg 3.5%,Cr 0.03%,Mn 0.09%,Fe 0.13%,Si 0.04%,其它杂质总含量不超过0.25%,且单个杂质成分含量不超过0.1%,余量为Al。
然后,将原料按配比混合均匀,投入到熔炼炉1中,在720±10℃下熔炼成合金液,然后经过除气除渣后,检测铝熔体含气量为0.156cm
作为本实施方式的一个效果对比,发明人制作了一个铝镁合金溶液常规重力导流净化熔铸装置以作比较,如图3所示,包括熔炼炉1、导流槽4、牵引炉5,所述熔炼炉1侧面没有有通气管3;所述的导流槽4从熔炼炉侧面水平斜向下设置并连通牵引炉5,所述的牵引炉5 侧边设置溢流口,溢流口处牵引炉外侧安装有结晶板6,结晶板6上设置结晶孔,结晶孔的一端连通牵引炉5,另一端与牵引机连接。前述相同配比的合金液经除气除渣后,检测铝熔体含气量为0.152cm
产品效果对照表
作为上述实施方式的一种优选,所述的熔炼炉1有两个,一个熔化合金,另一个放液,通过配置两套熔炼炉1循环交替使用,保证生产的连续性。
作为上述实施方式的一种优选,所述的导流槽4设置在熔炼炉1侧面且与熔炼炉1底部的距离大于50mm,其作用是使含渣率低的合金液进入导流槽,起到净化合金液的作用。
作为上述实施方式的一种优选,所述的通气管3上设置单向阀,其作用是用于控制熔炼炉的气压。
作为上述实施方式的一种优选,所述的熔炼炉1顶部设置天然气烧嘴8,其作用是对合金液进行加热,保持铝合金液温度在720±10℃进行导流。
作为上述实施方式的一种优选,所述的牵引炉5顶部设置天然气烧嘴8,其作用是对合金液进行加热,保持铝合金液温度在700±5℃进行铸造。
作为上述实施方式的一种优选,所述的每块结晶板6上设有2个结晶孔,其作用是提高生产效率,同时铝液铸造速度提高一倍,减少铝液在炉内停留时间,从而减少铝合金液二次吸气造渣。
作为上述实施方式的一种优选,所述的导流槽4为φ20——30mm耐高温陶瓷管,其作用是耐高温陶瓷管表面光滑沾铝少,便于清理,同时使用寿命长。
虽然,上文中已经用具体实施方式,对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
一种铝镁合金溶液反重力导流自动净化熔铸装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0