






专利摘要
本发明公开了一种防光晕台阶玻璃及其毛坯和制备方法,其中该毛坯,具有相对的小面和大面,所述毛坯沿轴向分为第一部分和第二部分,所述第一部分的外缘位于第二部分的外缘内,第一部分的侧面与第二部分的侧面之间通过台阶面连接,所述第一部分一端的端面为小面,所述第二部分一端的端面为与小面相对的大面,所述第一部分的侧面为正圆锥面,其特征在于,所述台阶面为内锥面,所述台阶面的锥面角度为86°‑89°。本发明的毛坯可提高成品的防光晕效果。
权利要求
1.防光晕台阶玻璃的制备方法,包括毛坯制备、热处理和成型处理,其特征在于,其中所述毛坯制备得到的毛坯包括:
具有相对的小面和大面,所述毛坯沿轴向分为第一部分和第二部分,所述第一部分的外缘位于第二部分的外缘内,第一部分的侧面与第二部分的侧面之间通过台阶面连接,所述第一部分一端的端面为小面,所述第二部分一端的端面为与小面相对的大面,所述第一部分的侧面为正圆锥面,其特征在于,所述台阶面为内锥面,所述台阶面的锥面角度为86°-89°。
2.根据权利要求1所述的制备方法,其特征在于,所述台阶面的锥面角度为87°-88°。
3.根据权利要求1所述的制备方法,其特征在于,所述第一部分的侧面的锥面角度a小于防光晕台阶玻璃成品的第一部分的侧面的设计锥面角度a',所述a与a'的差小于等于4°。
4.根据权利要求3所述的制备方法,其特征在于,所述a与a'的差的取值范围为1°-3°。
5.根据权利要求1所述的制备方法,其特征在于,所述第二部分的侧面为倒锥面,所述第二部分的侧面的锥面角度小于等于4°。
6.根据权利要求5所述的制备方法,其特征在于,所述第二部分的侧面的锥面角度为1°-3°。
说明书
技术领域
本发明涉及玻璃技术领域,尤其涉及一种防光晕台阶玻璃及其毛坯和制备方法。
背景技术
作为防光晕、防眩光透镜和滤光片的台阶玻璃与普通玻璃透镜不同点在于它的外圆包覆了一层具有一定厚度的颜色玻璃。该层颜色玻璃在高温下(通常在玻璃软化点附近且大于520℃)经过热处理而产生,可以耐受高低温的环境而不会影响它的性能。例如,它经过520℃保温24小时的制管工艺后形状和性能不会产生任何变化。颜色玻璃层可以吸收入射和反射到它表面的光线,所以台阶玻璃有防光晕和或滤光的作用,在镜头中作为防光晕、防眩光透镜和滤光片,可以提高图像的分辨率。是各种像增强器管、高清晰度镜头中的关键材料之一。微光夜视仪和各种探测器中装有台阶玻璃,使图像分辨率和灵敏度大幅提高。微光夜视仪现在是现代全天候战争必不可少的武器装备,装有台阶玻璃的各种探测器已经广泛用于天文观测、工程安装和检测、沙漠沙尘大雾等恶劣环境下的气象观测、救生打捞、海底地貌勘测等,在军事、工农业和日常生活中得到大量应用,且随着国家实力的加强、人民生活水平的提高,将来应用前景越来越广阔。
但现有的台阶玻璃存在颜色玻璃层的厚度大幅度减小、不同部位颜色玻璃层的厚度相差较大及台阶玻璃整体的中轴线与台阶玻璃中间的透明玻璃主体的中轴线偏离等问题。这样严重地影响杂散光的吸收效果。使台阶玻璃失去防光晕及防眩光的效果。
发明内容
有鉴于此,本发明实施例提供一种防光晕台阶玻璃的毛坯,主要目的是得到高质量的防光晕台阶玻璃。
为达到上述目的,本发明主要提供如下技术方案:
一方面,本发明实施例提供了一种防光晕台阶玻璃的毛坯,具有相对的小面和大面,所述毛坯沿轴向分为第一部分和第二部分,所述第一部分的外缘位于第二部分的外缘内,第一部分的侧面与第二部分的侧面之间通过台阶面连接,所述第一部分一端的端面为小面,所述第二部分一端的端面为与小面相对的大面,所述第一部分的侧面为正圆锥面,所述台阶面为内锥面,所述台阶面的锥面角度为86°-89°。
作为优选,所述台阶面的锥面角度为87°-88°。
作为优选,所述第一部分的侧面的锥面角度a小于防光晕台阶玻璃成品的第一部分的侧面的设计锥面角度a',所述a与a'的差小于等于4°。
作为优选,所述a与a'的差的取值范围为1°-3°
作为优选,所述第二部分的侧面为倒锥面,所述第二部分的侧面的锥面角度小于等于4°。
作为优选,所述第二部分的侧面的锥面角度为1°-3°。
另一方面,本发明实施例提供了一种防光晕台阶玻璃,其由上述实施例的毛坯制备而成。
另一方面,本发明实施例提供了一种防光晕台阶玻璃的制备方法,包括毛坯制备、热处理和成型处理,其中所述毛坯制备得到的毛坯为上述实施例所述的毛坯。
与现有技术相比,本发明的有益效果在于:
本发明实施例提供的防光晕耐高温台阶玻璃及其毛坯和制备方法得到的外层颜色玻璃的厚度更加均匀,可以大幅减小防光晕耐高温台阶玻璃的颜色玻璃层的加工去除量,台阶玻璃整体的中轴线与台阶玻璃中间的透明玻璃主体的中轴线的同轴度可以保证在0.05mm以内。本发明实施例提高了防光晕耐高温台阶玻璃的防光晕、防眩光能力,而且也提高了其在生产加工中的合格率。采用本发明实施例的台阶玻璃可以提高探测器和传感器等的质量。
附图说明
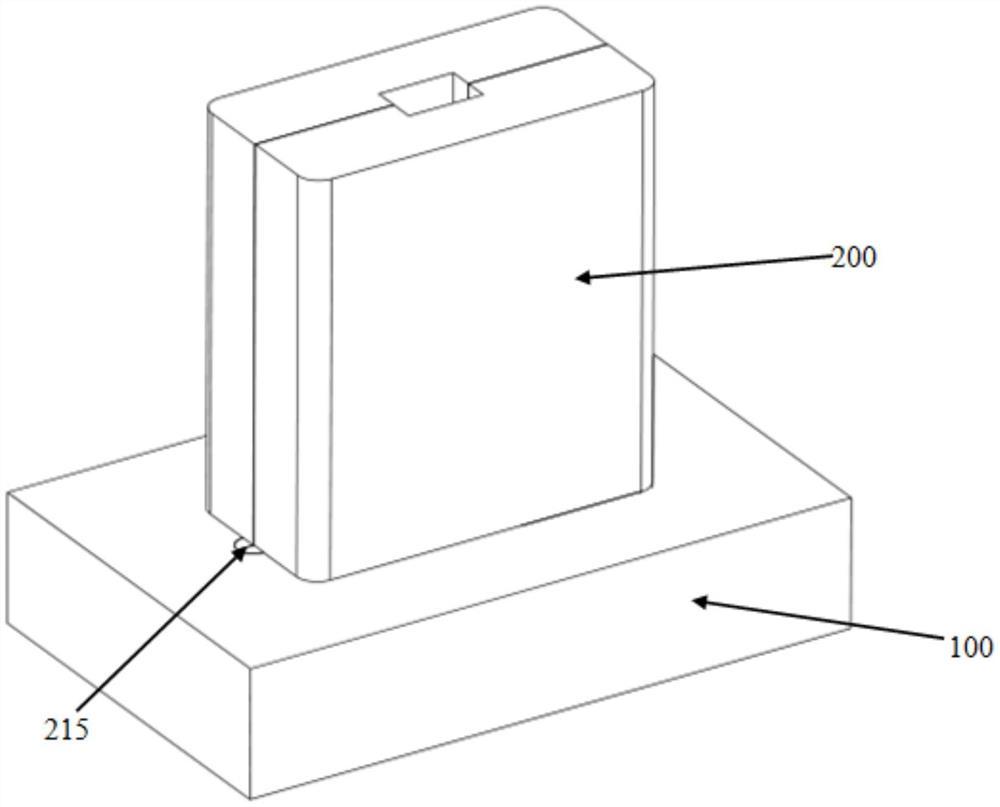
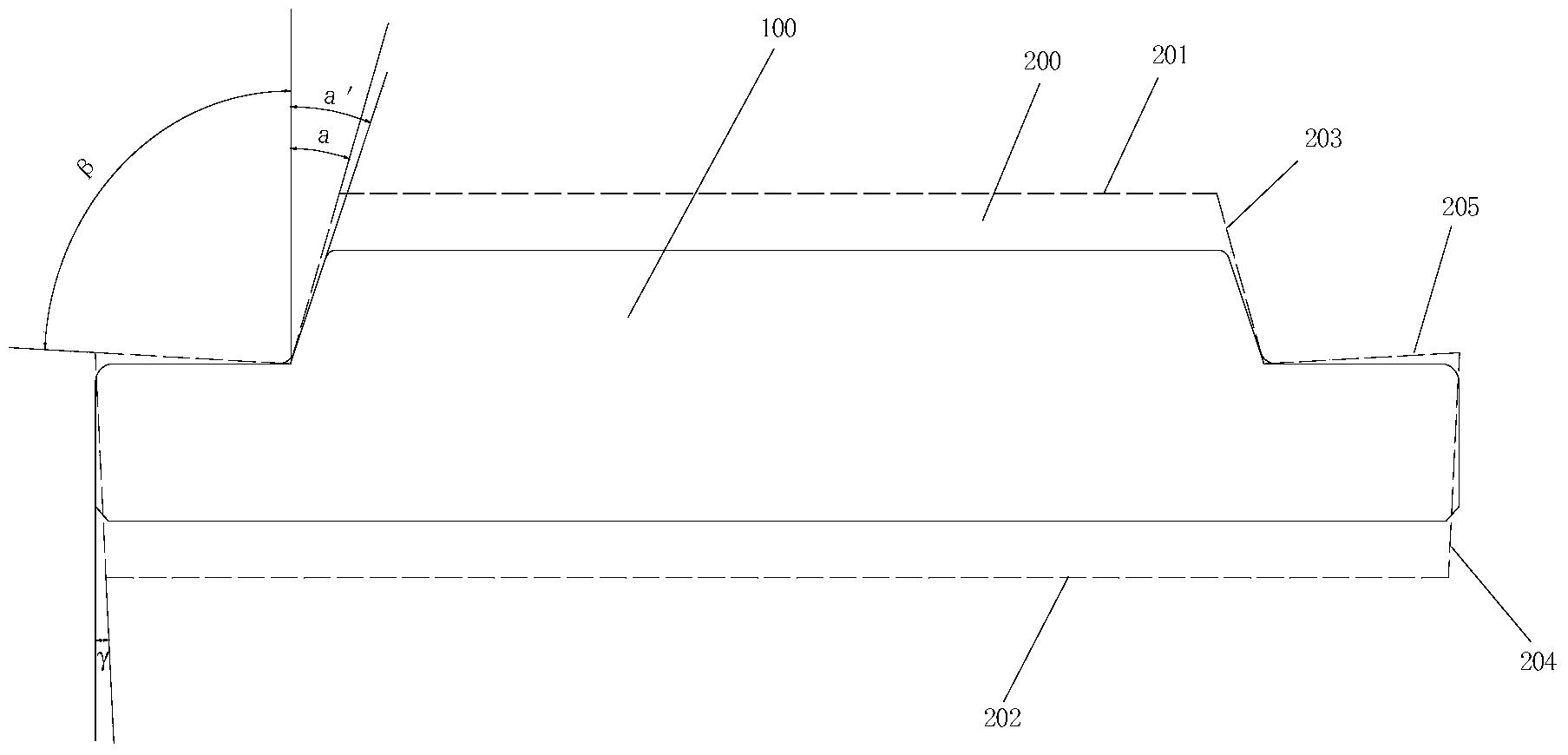
图1为本发明实施例的防光晕台阶玻璃成品与毛坯的外形对比图;
图2是本发明实施例的防光晕台阶玻璃成品与毛坯热处理后得到的半成品的剖面对比图;
图3为现有技术中防光晕台阶玻璃毛坯热处理前后的外形对比图;
图4是现有技术中防光晕台阶玻璃成品与毛坯热处理后得到的半成品的剖面对比图;
具体实施方式
下面结合具体实施例对本发明作进一步详细描述,但不作为对本发明的限定。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
图1为本发明实施例的防光晕台阶玻璃成品与毛坯的外形对比图。图中,虚线部分表示本发明实施例的台阶玻璃的毛坯200,实线部分表示本发明实施例的防光晕台阶玻璃的成品100。图2是本发明实施例的防光晕台阶玻璃成品与毛坯热处理后得到的半成品300的剖面对比图。参见图1和图2,防光晕台阶玻璃的毛坯200,具有相对的小面201和大面202,毛坯200沿轴向分为第一部分和第二部分,所述第一部分的外缘位于第二部分的外缘内,第一部分的侧面203与第二部分的侧面204之间通过台阶面205连接,第一部分一端的端面为小面201,第二部分一端的端面为与小面201相对的大面202,第一部分的侧面203为正圆锥面,台阶面205为内锥面,台阶面205的锥面角度(见图1中β角)为86°-89°。
本发明实施例的防光晕台阶玻璃毛坯的外表面由小面201、第一部分的侧面203、台阶面205、第二部分的侧面204和大面202组成,其中毛坯的台阶面205由原来的平面变为内锥面,该内锥面的锥面角度(锥面母线与锥面轴线形成的夹角)为86°-89°(即内锥面与原来的平面之间的夹角为1°-4°),这样,在对毛坯进行高温热处理后,台阶面205由热处理前的内锥面变为平面,在成型处理时,只需少量去除毛坯200热处理后得到的半成品300的颜色玻璃层310,得到的成品的颜色玻璃层110的厚度均匀,保证台阶玻璃成品100的颜色玻璃层110与透明玻璃主体120的同轴度。
作为上述实施例的优选,台阶面205的锥面角度为87°-88°。将台阶面205的锥面角度控制在该范围内可保证热处理后台阶面205基本为平面。
作为上述实施例的优选,第一部分的侧面203的锥面角度a小于防光晕台阶玻璃成品的第一部分的侧面的设计锥面角度a',a与a'的差小于等于4°。通过调整毛坯的第一部分的侧面203的锥面角度a,使其小于成品的对应的锥面角度,从而使得毛坯在经过热处理后,该部分的锥面角度接近成品的锥面角度。进行成型处理时,即可以该侧面为基准面进行加工。a与a'的差的取值范围优选为1°-3°。可以进一步保证毛坯的第一部分的侧面203的锥面角度a在热处理后基本与成品的设计角度一致。
作为上述实施例的优选,第二部分的侧面204为倒锥面,第二部分的侧面204的锥面角度小于等于4°。本实施例中,将毛坯的第二部分的侧面204由现有的圆柱面变为倒锥面,使得毛坯在经过热处理后该侧面基本为圆柱面,与成品的该部分的侧面基本一致。进一步保证了成品的颜色玻璃层的厚度一致。毛坯的第二部分的侧面204的锥面角度优选为1°-3°。
另一方面,本发明实施例提供了一种防光晕台阶玻璃,其由上述实施例的毛坯制备而成。由于采用了上述实施例的毛坯,在热处理后得到的半成品的颜色玻璃层的厚度较为均匀,且各表面的角度参数等基本与成品相一致,因此,成型处理时,仅需少量去除颜色玻璃层即可,保证了成品的颜色玻璃层的厚度基本一致,避免了颜色玻璃层厚度不均造成漏光的问题。同时,提高了防光晕台阶玻璃成品的中心透明玻璃和颜色玻璃的同轴度,同轴度可以保证在0.05mm以内。
另一方面,本发明实施例提供了一种防光晕台阶玻璃的制备方法,包括毛坯制备、热处理和成型处理,其中所述毛坯制备得到的毛坯为上述实施例所述的毛坯。
本发明实施例的制备方法中未尽之处均可参考现有技术。
本发明的制备方法在热处理前的毛坯的加工中,以台阶玻璃成品图纸中的各个面角度值为基准,以毛坯热处理后变形的尺寸、角度和方向为参照,相应地将热处理前毛坯片形状、角度和尺寸反向加工。毛坯的第一部分的侧面203的锥面角度要比成品的锥面角度小,两者的差值一般不大于4°。即毛坯的第一部分的侧面203的仰角比台阶玻璃成品图纸中的提高0°~4.0°,最佳值范围为1.0°~3.0°;毛坯的台阶面205由成品的平面变为内锥面,该内锥面的锥面角度β为86°-89°,即毛坯的台阶面的仰角为1.0°~4.0°,最佳值范围为2.0°~3.0°;毛坯的第二部分的侧面由原来的圆柱面,变为倒锥面,毛坯的第二部分的侧面的锥面角度(参见图1中角γ)一般不大于4°。该倒锥面的锥面角度的最佳值范围为1.0°~3.0°。毛坯表面加工的粗糙程度只需要达到W14金刚砂研磨水平即可,不需要抛光。
热处理后台阶玻璃加工所遇到的问题是如何保证中间透明玻璃和外圆包覆的颜色玻璃的同轴度,同时使颜色玻璃层在加工中的去除量最小。本发明实施例中,毛坯热处理后的各表面的角度在台阶玻璃成品图纸允许的范围内,因此可以采用第一部分的侧面作为基准面;再用通常的玻璃加工方法,把热处理后毛坯片加工成台阶玻璃成品,这样可以保证台阶玻璃成品的同轴度。
颜色玻璃层光吸收能力对防光晕和防眩光效果的好坏至关重要。在玻璃成分不变的情况下,光吸收能力取决于颜色玻璃的厚度。如果颜色玻璃的厚度小,光吸收能力就差,防光晕的效果就差甚至几乎没有防光晕效果。一般来说,当颜色玻璃厚度大约为0.5mm时,防光晕及防眩光的效果好,当颜色玻璃厚度小于0.4mm时,防光晕及防眩光的效果一般,但还可以使用;当颜色玻璃厚度小于0.3mm时,防光晕及防眩光的效果差,颜色玻璃出现漏光现象,无法使用。所以在台阶玻璃加工中,应该最大限度地减少颜色玻璃的加工量,以保证良好的防光晕和防眩光效果。
图3是现有技术中的毛坯200'热处理前和热处理后得到的半成品300'的外形(轮廓)对比图。从图中可以看出,由于热处理过程中,玻璃在软化温度附近呈现塑性变形,毛坯在高温热处理后,台阶玻璃外形发生了明显变化:台阶玻璃的小面直径变小,台阶玻璃的大面直径变大;第一部分的侧面、台阶面和第二部分的侧面均发生溜边,使第一部分的侧面的锥面角度变大(仰角变小),台阶面由中心至外沿逐渐向下倾斜,由平面变成外锥面,第二部分的侧面由圆柱面变成正锥面;同时小面的边角、第一部分与第二部分相接部的台阶根角和第二部分的顶面边角变成圆弧角,第二部分底部的大面的边角由直角变成锐角。由于现有技术中的毛坯在热处理前后外形发生如此变化,在成型处理时,被去除的颜色玻璃层的厚度不一,从而导致了成品的颜色玻璃层的厚度不一。参见图4,图4为现有技术中成型处理前后的外形对比图。从现有技术的半成品300'与成品100'的外形对比可以看出,台阶根部400的颜色玻璃层的厚度较薄,为了保证其他部分有足够厚度的颜色玻璃层,台阶根部400的颜色玻璃层的厚度往往小于0.3mm,造成漏光。
通过图1和图2可以看出,本发明实施例的台阶玻璃成品的颜色玻璃层的厚度均匀,同轴性高。本发明实施例的台阶玻璃成品的中间透明玻璃,波长在380nm~900nm范围内光通过率大于90%;而其颜色玻璃层,对可见、近红外高吸收,波长在380nm~900nm范围内光通过率小于5%。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
防光晕台阶玻璃及其毛坯和制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0