








专利摘要
本发明涉及一种多彩镂空玻璃结构打印成形装置与方法,包括Z轴同步双轴直线滑台、X轴直线滑台、Y轴直线滑台、保温加热炉、玻璃熔炼坩埚、挤压气路控制电磁阀、熔炼环形加热炉、温度加热控制器、多轴运动控制器、脉冲信号发生器、触屏人机交互界面、计算机控制系统和挤压腔坩埚,利用四个玻璃熔炼坩埚实现不同色彩玻璃原料的分区熔化和分阶段供料,利用气压外力将挤压腔坩埚中的高温玻璃熔浆从底部的喷嘴中挤出形成均匀可控的玻璃熔丝,基于离散堆积的原理,以玻璃熔丝为制造单元,按照多彩镂空玻璃结构的零件数据信息,协调控制沉积平台的运动和制造单元的挤出,逐层分区域打印沉积成型出整个结构零件。本发明制造工序简单、成形效率高。
权利要求
1.一种多彩镂空玻璃结构打印成形装置,包括四个水平可调式地脚(1),其特征在于,所述水平可调式地脚(1)的上方设置有隔震底板(2),所述隔震底板(2)的上方设置有Z轴同步双轴直线滑台(4),所述Z轴同步双轴直线滑台(4)包括Z轴左直线滑台(4-1)和Z轴右直线滑台(4-2),所述Z轴左直线滑台(4-1)和Z轴右直线滑台(4-2)之间连接固定有龙门横梁(11);
所述Z轴同步双轴直线滑台(4)的上端分别设置有同步齿形带轮(9),所述同步齿形带轮(9)包括设置在Z轴左直线滑台(4-1)顶端的Z轴左直线滑台同步齿形带轮(9-1)和设置在Z轴右直线滑台(4-2)顶端的Z轴右直线滑台同步齿形带轮(9-2),所述Z轴左直线滑台同步齿形带轮(9-1)和Z轴右直线滑台同步齿形带轮(9-2)通过Z轴齿形同步带(16)相连接;
所述同步齿形带轮(9)与Z轴传动丝杠(5)相连,所述Z轴传动丝杠(5)包括Z轴左直线滑台传动丝杠(5-1)和Z轴右直线滑台传动丝杠(5-2),所述Z轴右直线滑台传动丝杠(5-2)和Z轴右直线滑台同步齿形带轮(9-2)通过联轴器连接,所述Z轴左直线滑台传动丝杠(5-1)和Z轴左直线滑台同步齿形带轮(9-1)通过联轴器连接,所述Z轴左直线滑台同步齿形带轮(9-1)上端设置有Z轴伺服电机(10),所述Z轴伺服电机(10)的输出轴与Z轴左直线滑台同步齿形带轮(9-1)固定连接;
所述Z轴传动丝杠(5)上设置有Z轴螺母滑块(6),所述Z轴螺母滑块(6)包含Z轴左直线滑台螺母滑块(6-1)和Z轴右直线滑台螺母滑块(6-2),Z轴左直线滑台螺母滑块(6-1)通过螺母丝杠副与Z轴左直线滑台传动丝杠(5-1)连接,Z轴右直线滑台螺母滑块(6-2)通过螺母丝杠副与Z轴右直线滑台传动丝杠(5-2)连接;所述Z轴左直线滑台螺母滑块(6-1)和Z轴右直线滑台螺母滑块(6-2)之间架设有X轴直线滑台(14),所述X轴直线滑台(14)的一端设置有X轴伺服电机(7),所述X轴伺服电机(7)的输出轴通过联轴器与X轴传动丝杠(15)相连;
所述X轴传动丝杠(15)上设置有螺母座,所述螺母座的下方固连异形支架板(13),所述异形支架板(13)通过卡套连接熔炼环形加热炉(28),所述熔炼环形加热炉(28)的内部设置有多个底部开有喷嘴孔的玻璃熔炼坩埚(24),每一个玻璃熔炼坩埚(24)的内部放置有热电偶(25),所述热电偶(25)与温度加热控制器(31)电连接,每一个玻璃熔炼坩埚(24)的上端开口处设置有电磁阀(26),所述电磁阀(26)的进气口与气体输气管道(12)相连,电磁阀(26)的出气口与玻璃熔炼坩埚(24)上端的开口相连;所述电磁阀(26)通过数据信号传输集成模块(17)与脉冲信号发生器(33)电连接;所述熔炼环形加热炉(28)的底部设置有保温加热炉(23),所述保温加热炉(23)的内部设置有挤压腔坩埚(36),所述挤压腔坩埚(36)的上面设置有挤压气路控制电磁阀(27),所述挤压气路控制电磁阀(27)的出气口通过导气管(22)与挤压腔坩埚(36)内部相通,所述挤压气路控制电磁阀(27)的进气口与气体输气管道(12)的一端相连,所述气体输气管道(12)中段设置有压力调节阀(8),气体输气管道(12)的另一端与惰性气体压力储存瓶(3)的出口连接;
所述隔震底板(2)上方的中部还设置有Y轴直线滑台(20),所述Y轴直线滑台(20)的一端设置有Y轴伺服电机(19),所述Y轴直线滑台(20)的上方设置有沉积板(18);
所述Z轴伺服电机(10)、X轴伺服电机(7)、Y轴伺服电机(19)分别电连接多轴运动控制器(32),所述多轴运动控制器(32)、温度加热控制器(31)、脉冲信号发生器(33)与数据信号传输集成模块(17)电连接,所述数据信号传输集成模块(17)通过总线与计算机控制系统(35)电连接,所述计算机控制系统(35)电连接有触屏人机交互界面(34)。
2.如权利要求1所述的一种多彩镂空玻璃结构打印成形装置,其特征在于,所述玻璃熔炼坩埚(24)有四个,分别为玻璃熔炼坩埚一(24-1)、玻璃熔炼坩埚二(24-2)、玻璃熔炼坩埚三(24-3)和玻璃熔炼坩埚四(24-4)。
3.如权利要求1所述的一种多彩镂空玻璃结构打印成形装置,其特征在于,所述电磁阀(26)有四个,分别为玻璃熔炼坩埚一(24-1)上的第一气路控制电磁阀(26-1)、玻璃熔炼坩埚二(24-2)上的第二气路控制电磁阀(26-2)、玻璃熔炼坩埚三(24-3)上的第三气路控制电磁阀(26-3)和玻璃熔炼坩埚四(24-4)上的第四气路控制电磁阀(26-4)。
4.如权利要求1所述的一种多彩镂空玻璃结构打印成形装置,其特征在于,所述热电偶(25)有四个,分别为玻璃熔炼坩埚一(24-1)内的第一热电偶(25-1)、玻璃熔炼坩埚二(24-2)内的第二热电偶(25-2)、玻璃熔炼坩埚三(24-3)内的第三热电偶(25-3)和玻璃熔炼坩埚四(24-4)内的第四热电偶(25-4)。
5.一种多彩镂空玻璃结构打印成形方法,其特征在于,包括以下步骤:
步骤1:启动计算机控制系统(35)和多轴运动控制器(32),打开触屏人机交互界面(34),对X轴伺服电机(7)、Y轴伺服电机(19)和Z轴伺服电机(10)进行伺服上电调试,确保X轴直线滑台(14)、Y轴直线滑台(20)和Z轴同步双轴直线滑台(4)回到初始零点位置,在触屏人机交互界面(34)上点击喷嘴高度测量指令,进行喷嘴高度测量;
步骤2:依据需要打印的多彩镂空玻璃结构零件(21)的尺寸和色彩要求,选择不同色彩的玻璃原料和挤压腔坩埚(36)的喷嘴直径,并将不同色彩的玻璃原料分别放入各个玻璃熔炼坩埚(24)中;
步骤3:启动温度加热控制器(31),并根据步骤2中选取的玻璃原料,设定熔炼环形加热炉(28)的加热温度,使得熔炼环形加热炉(28)逐步将玻璃熔炼坩埚(24)加热,并通过热电偶(25)进行温度反馈,确保将玻璃熔炼坩埚(24)中的玻璃原料熔化成玻璃熔浆;设定保温加热炉(23)的加热温度,确保从玻璃熔炼坩埚(24)中挤出并进入挤压腔坩埚(36)中的玻璃熔浆(29)的温度保持不变;
步骤4:打开触屏人机交互界面(34)中的数据处理控制软件,将目标打印的多彩镂空玻璃结构(21)的模型导入,依据挤压腔坩埚(36)底部喷嘴的直径,选择合适的分层切片厚度、填充间距、材料收缩率和支撑形式,然后对多彩镂空玻璃结构(21)的模型进行二维切片图形数据处理,得出每一层不同颜色玻璃熔丝(30)的打印沉积路径数据,并转换成NC打印控制程序;
步骤5:打开惰性气体压力储蓄瓶(3),设定压力调节阀(8)的压力值,使惰性气体通过输气管道(12),与玻璃熔炼坩埚(24)上部的电磁阀(26)和挤压气路控制电磁阀(27)相通;
步骤6:启动脉冲信号发生器(33),将产生的脉冲信号按照先后次序依次输入到玻璃熔炼坩埚上的第一气路控制电磁阀(26-1)、第二气路控制电磁阀(26-2)、第三气路控制电磁阀(26-3)或第四气路控制电磁阀(26-4)中,第一气路控制电磁阀(26-1)、第二气路控制电磁阀(26-2)、第三气路控制电磁阀(26-3)和第四气路控制电磁阀(26-4)依据脉冲信号进行开启/关闭,当第一气路控制电磁阀(26-1)、第二气路控制电磁阀(26-2)、第三气路控制电磁阀(26-3)和第四气路控制电磁阀(26-4)按序开启时,可使玻璃熔炼坩埚一(24-1)、玻璃熔炼坩埚二(24-2)、玻璃熔炼坩埚三(24-3)和玻璃熔炼坩埚四(24-4)内部按序产生气压,迫使熔化的玻璃从玻璃熔炼坩埚(24)底部按序挤出进入挤压腔坩埚(36),形成不同色彩的玻璃熔浆(29),为后续玻璃熔丝(30)的形成提供挤压原料;当电磁阀(26)关闭时,玻璃熔炼坩埚(24)内部产生气压消失,玻璃熔浆(29)停止挤出;
步骤7:启动脉冲信号发生器(33),将产生的脉冲信号输入到挤压气路控制电磁阀(27)中,挤压气路控制电磁阀(27)依据脉冲信号进行开启/关闭,当挤压气路控制电磁阀(27)开启时,惰性气体通过导气管(22)进入挤压腔坩埚(36)内部形成气压,玻璃熔浆(29)在气压作用下从挤压腔坩埚(36)底部的喷嘴中挤出形成玻璃熔丝(30);当挤压气路控制电磁阀(27)关闭时挤压腔坩埚(36)内部压力消失,玻璃熔丝(30)停止挤出;
步骤8:启动NC打印控制程序,计算机控制系统(35)协调控制多轴运动控制器(32)和脉冲信号发生器(33),并依据读入的多彩镂空玻璃结构(21)的每一层二维切片图形数据,脉冲信号发生器(33)依次按序控制第一气路控制电磁阀(26-1)、第二气路控制电磁阀(26-2)、第三气路控制电磁阀(26-3)、第四气路控制电磁阀(26-4)和挤压气路控制电磁阀(27)的开启和关闭,形成色彩变化、连续可控的玻璃熔丝(30);多轴运动控制器(32)分别控制X轴伺服电机(7)、Y轴伺服电机(19)和Z轴伺服电机(10)的运动,使得不同色彩的玻璃熔丝(30)按需沉积在沉积板(18)上面,完成一个层面的打印,继续打印后续层面,直至打印出整个多彩镂空玻璃结构(21);
步骤9:打印完成后,将打印的多彩镂空玻璃结构(21)从沉积板(18)上面取出,整体进行回火处理,以消除产生的热应力,去除毛刺和局部支撑得到满足使用要求的多彩镂空玻璃结构制件。
说明书
技术领域
本发明属于玻璃制品加工技术和3D打印技术领域,具体涉及一种多彩镂空玻璃结构打印成形装置与方法。
背景技术
随着人们生活水平的提高,精美的玻璃工艺制品越来越受到人们的追捧,成为人们生活中必不可缺的物品,使用玻璃制品也成为一种健康消费、一种生活的享受,它提高了普通人家中的装饰品位和艺术感。
玻璃工艺制品作为装饰材料或高档商务礼品,一般分为熔融玻璃工艺品、灯工玻璃工艺品、琉璃工艺品三大类。玻璃工艺品又可细分为玻璃摆挂件、玻璃圣诞礼品、玻璃水果系列、玻璃花枝系列、玻璃动物系列、玻璃糖果系列、玻璃调酒棒系列、玻璃花瓶、玻璃珠、玻璃烛台、玻璃拉丝件等玻璃制品。
传统玻璃工艺品的制作工艺大多为手工制胎、雕刻、烧制而成,如摆件玻璃工艺品是以五彩六色的玻璃棒为主要材料,运用氧气与液化气给玻璃棒加热,使加热后的棒材快速融化,然后由操作工借助钳子、刀片等其它小工具进行各款产品塑形的全过程操作,最后的产品质量与操作人员的技术水平密切相关。
近年来随着人们对个性化生活的追求,多彩镂空玻璃结构制品成为人们追逐的时尚目标。由于玻璃材料具有脆性的特点,且在加热的状态下没有固定的熔点,使得多彩镂空玻璃结构制品采用人工制作的难度越来越大,复杂形状受限、制作周期长、成本高,存在一定的危险性。如何解决这一问题,已成为玻璃工艺制品加工领域未来发展的技术瓶颈。
发明内容
有鉴于此,本发明提供了一种多彩镂空玻璃结构打印成形装置与方法,以便解决现有技术中的不足。
本发明的技术方案是:一种多彩镂空玻璃结构打印成形装置,包括四个水平可调式地脚,所述水平可调式地脚的上方设置有隔震底板,所述隔震底板的上方设置有Z轴同步双轴直线滑台,所述Z轴同步双轴直线滑台包括Z轴左直线滑台和Z轴右直线滑台,所述Z轴左直线滑台和Z轴右直线滑台之间连接固定有龙门横梁;所述Z轴同步双轴直线滑台的上端分别设置有同步齿形带轮,所述同步齿形带轮包括设置在Z轴左直线滑台顶端的Z轴左直线滑台同步齿形带轮和设置在Z轴右直线滑台顶端的Z轴右直线滑台同步齿形带轮,所述Z轴左直线滑台同步齿形带轮和Z轴右直线滑台同步齿形带轮通过Z轴齿形同步带相连接;所述同步齿形带轮与Z轴传动丝杠相连,所述Z轴传动丝杠包括Z轴左直线滑台传动丝杠和Z轴右直线滑台传动丝杠,所述Z轴右直线滑台传动丝杠和Z轴右直线滑台同步齿形带轮通过联轴器连接,所述Z轴左直线滑台传动丝杠和Z轴左直线滑台同步齿形带轮通过联轴器连接,所述Z轴左直线滑台同步齿形带轮上端设置有Z轴伺服电机,所述Z轴伺服电机的输出轴与Z轴左直线滑台同步齿形带轮固定连接;所述Z轴传动丝杠上设置有Z轴螺母滑块,所述Z轴螺母滑块包含Z轴左直线滑台螺母滑块和Z轴右直线滑台螺母滑块,Z轴左直线滑台螺母滑块通过螺母丝杠副与Z轴左直线滑台传动丝杠连接,Z轴右直线滑台螺母滑块通过螺母丝杠副与Z轴右直线滑台传动丝杠连接;所述Z轴左直线滑台螺母滑块和Z轴右直线滑台螺母滑块之间架设有X轴直线滑台,所述X轴直线滑台的一端设置有X轴伺服电机,所述X轴伺服电机的输出轴通过联轴器与X轴传动丝杠相连;所述X轴传动丝杠上设置有螺母座,所述螺母座的下方固连异形支架板,所述异形支架板通过卡套连接熔炼环形加热炉,所述熔炼环形加热炉的内部设置有多个底部开有喷嘴孔的玻璃熔炼坩埚,每一个玻璃熔炼坩埚的内部放置有热电偶,所述热电偶与温度加热控制器电连接,每一个玻璃熔炼坩埚的上端开口处设置有电磁阀,所述电磁阀的进气口与气体输气管道相连,电磁阀的出气口与玻璃熔炼坩埚上端的开口相连;所述电磁阀通过数据信号传输集成模块与脉冲信号发生器电连接;所述熔炼环形加热炉的底部设置有保温加热炉,所述保温加热炉的内部设置有挤压腔坩埚,所述挤压腔坩埚的上面设置有挤压气路控制电磁阀,所述挤压气路控制电磁阀的出气口通过导气管与挤压腔坩埚内部相通,所述挤压气路控制电磁阀的进气口与气体输气管道的一端相连,所述气体输气管道中段设置有压力调节阀,气体输气管道的另一端与惰性气体压力储存瓶的出口连接;所述隔震底板上方的中部还设置有Y轴直线滑台,所述Y轴直线滑台的一端设置有Y轴伺服电机,所述Y轴直线滑台的上方设置有沉积板;所述Z轴伺服电机、X轴伺服电机、Y轴伺服电机分别电连接多轴运动控制器,所述多轴运动控制器、温度加热控制器、脉冲信号发生器与数据信号传输集成模块电连接,所述数据信号传输集成模块通过总线与计算机控制系统电连接,所述计算机控制系统电连接有触屏人机交互界面。
优选地,所述玻璃熔炼坩埚有四个,分别为玻璃熔炼坩埚一、玻璃熔炼坩埚二、玻璃熔炼坩埚三和玻璃熔炼坩埚四。
优选地,电磁阀有四个,分别为玻璃熔炼坩埚一上的第一气路控制电磁阀、玻璃熔炼坩埚二上的第二气路控制电磁阀、玻璃熔炼坩埚三上的第三气路控制电磁阀和玻璃熔炼坩埚四上的第四气路控制电磁阀。
优选地,热电偶有四个,分别为玻璃熔炼坩埚一内的第一热电偶、玻璃熔炼坩埚二内的第二热电偶、玻璃熔炼坩埚三内的第三热电偶和玻璃熔炼坩埚四内的第四热电偶。
一种多彩镂空玻璃结构打印成形方法,包括以下步骤:
步骤1:启动计算机控制系统和多轴运动控制器,打开触屏人机交互界面,对X轴伺服电机、Y轴伺服电机和Z轴伺服电机进行伺服上电调试,确保X轴直线滑台、Y轴直线滑台和Z轴同步双轴直线滑台回到初始零点位置,在触屏人机交互界面上点击喷嘴高度测量指令,进行喷嘴高度测量;
步骤2:依据需要打印的多彩镂空玻璃结构零件的尺寸和色彩要求,选择不同色彩的玻璃原料和挤压腔坩埚的喷嘴直径,并将不同色彩的玻璃原料分别放入各个玻璃熔炼坩埚中;
步骤3:启动温度加热控制器,并根据步骤中选取的玻璃原料,设定熔炼环形加热炉的加热温度,使得熔炼环形加热炉逐步将玻璃熔炼坩埚加热,并通过热电偶进行温度反馈,确保将玻璃熔炼坩埚中的玻璃原料熔化成玻璃熔浆;设定保温加热炉的加热温度,确保从玻璃熔炼坩埚中挤出并进入挤压腔坩埚中的玻璃熔浆的温度保持不变;
步骤4:打开触屏人机交互界面中的数据处理控制软件,将目标打印的多彩镂空玻璃结构的模型导入,依据挤压腔坩埚底部喷嘴的直径,选择合适的分层切片厚度、填充间距、材料收缩率和支撑形式,然后对多彩镂空玻璃结构的模型进行二维切片图形数据处理,得出每一层不同颜色玻璃熔丝的打印沉积路径数据,并转换成NC打印控制程序;
步骤5:打开惰性气体压力储蓄瓶,设定压力调节阀的压力值,使惰性气体通过输气管道,与玻璃熔炼坩埚上部的电磁阀和挤压气路控制电磁阀相通;
步骤6:启动脉冲信号发生器,将产生的脉冲信号按照先后次序依次输入到玻璃熔炼坩埚上的第一气路控制电磁阀、第二气路控制电磁阀、第三气路控制电磁阀或第四气路控制电磁阀中,第一气路控制电磁阀、第二气路控制电磁阀、第三气路控制电磁阀和第四气路控制电磁阀依据脉冲信号进行开启/关闭,当第一气路控制电磁阀、第二气路控制电磁阀、第三气路控制电磁阀和第四气路控制电磁阀按序开启时,可使玻璃熔炼坩埚一、玻璃熔炼坩埚二、玻璃熔炼坩埚三和玻璃熔炼坩埚四内部按序产生气压,迫使熔化的玻璃从各个玻璃熔炼坩埚底部按序挤出进入挤压腔坩埚,形成不同色彩的玻璃熔浆,为后续玻璃熔丝的形成提供挤压原料;当电磁阀关闭时,玻璃熔炼坩埚内部产生气压消失,玻璃熔浆停止挤出;
步骤7:启动脉冲信号发生器,将产生的脉冲信号输入到挤压气路控制电磁阀中,挤压气路控制电磁阀依据脉冲信号进行开启/关闭,当挤压气路控制电磁阀开启时,惰性气体通过导气管进入挤压腔坩埚内部形成气压,玻璃熔浆在气压作用下从挤压腔坩埚底部的喷嘴中挤出形成玻璃熔丝;当挤压气路控制电磁阀关闭时挤压腔坩埚内部压力消失,玻璃熔丝停止挤出;
步骤8:启动NC打印控制程序,计算机控制系统协调控制多轴运动控制器和脉冲信号发生器,并依据读入的多彩镂空玻璃结构的每一层二维切片图形数据,脉冲信号发生器依次按序控制第一气路控制电磁阀、第二气路控制电磁阀、第三气路控制电磁阀、第四气路控制电磁阀和挤压气路控制电磁阀的开启和关闭,形成色彩变化、连续可控的玻璃熔丝;多轴运动控制器分别控制X轴伺服电机、Y轴伺服电机和Z轴伺服电机的运动,使得不同色彩的玻璃熔丝按需沉积在沉积板上面,完成一个层面的打印,继续打印后续层面,直至打印出整个多彩镂空玻璃结构;
步骤9:打印完成后,将打印的多彩镂空玻璃结构从沉积板上面取出,整体进行回火处理,以消除产生的热应力,去除毛刺和局部支撑得到满足使用要求的多彩镂空玻璃结构制件。
本发明提出将分区熔化供料技术和高温玻璃打印技术相结合,来实现个性化多彩镂空玻璃结构打印成形的新思想,该方法利用四个玻璃熔炼坩埚实现不同色彩玻璃原料的分区熔化和分阶段供料,利用气压外力将挤压腔坩埚中的高温玻璃熔浆从底部的喷嘴中挤出,形成均匀可控的玻璃熔丝,并基于离散堆积的原理,以挤出的可控玻璃熔丝为制造单元,按照多彩镂空玻璃结构的零件数据信息,协调控制沉积平台的运动和制造单元的挤出,逐层分区域将不同色彩的玻璃熔丝打印沉积,直至成型出整个多彩镂空玻璃结构零件。
与现有技术相比,本发明提供的一种多彩镂空玻璃结构打印成形装置与方法的有益效果是:
1、本发明提出将分区熔化供料技术和高温玻璃打印技术相结合,利用四个玻璃熔炼坩埚实现不同色彩玻璃原料的分区熔化和分阶段供料,以多色玻璃熔丝为制造单元,通过分区域、不同色彩、逐层按序沉积技术,可实现任意复杂多彩镂空玻璃结构零件的逐层打印,具有柔性化、高效率、低成本等特点。
2、本发明采用气体挤压技术实现挤压腔坩埚内玻璃熔浆的挤出,在打印过程中以脉冲信号控制电磁阀的开启/关闭,实现挤压腔坩埚内气压的准确调节,进而对玻璃熔浆的挤出与停止进行实时有效控制,该装置结构简单、维护方便,可大大降低资金投入。
3、本发明通过改变挤压腔坩埚底部喷嘴的直径,可以实现不同直径多彩玻璃熔丝的挤出,进而可以打印出具有不同角度厚薄及变化色彩的玻璃结构,在光的折射线能呈现出各种立体的视觉效果,能给人们机会感受玻璃造型及色泽、美感与创作意念完美结合所带来的意境之美。
4、本发明用打印成形装置代替人工,用机器来完成各种复杂多彩镂空玻璃结构的成形,不仅减轻了技术人员的劳动强度,保证了制品的质量,还降低了加工成本。
5、本发明制造工序简单、成形效率高,可以制备出不同设计类型的多彩镂空玻璃结构零件,满足了人们个性化的需求,具有重要的使用推广价值和巨大的经济效益,实用性好,值得推广。
附图说明
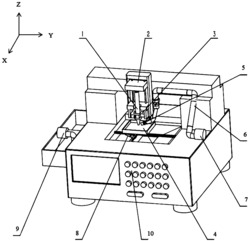
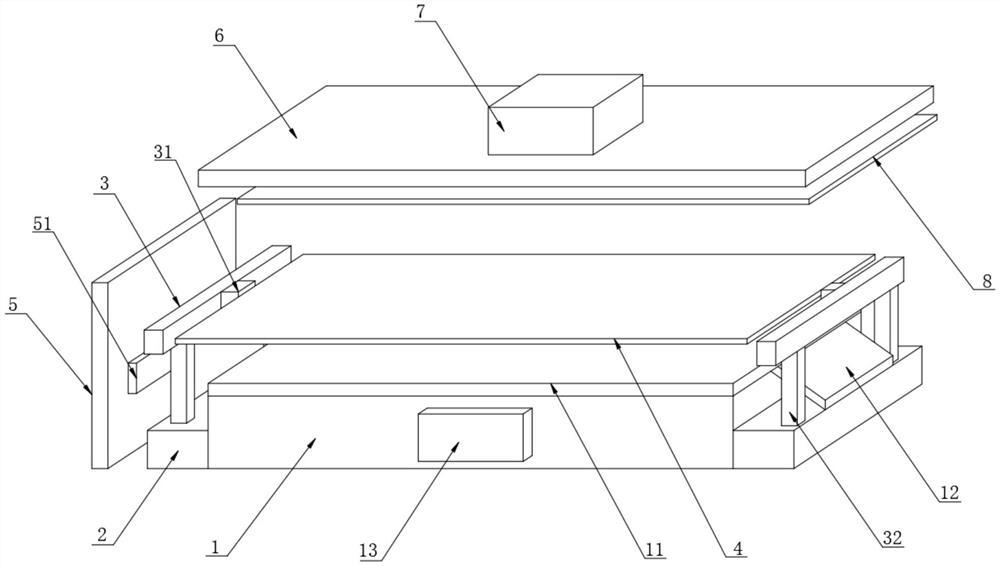
图1为本发明方法中采用的多彩玻璃结构打印成形装置示意图;
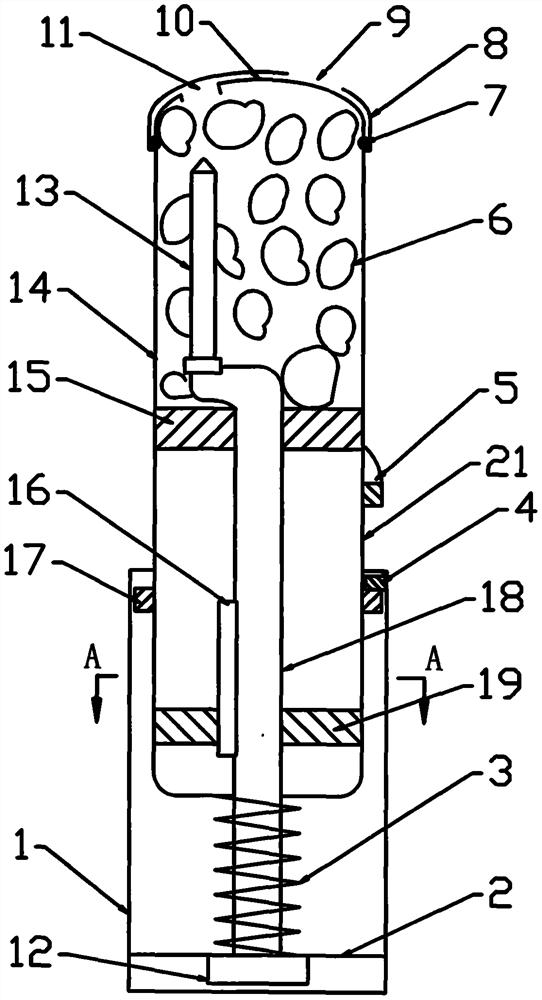
图2为本发明方法中多彩玻璃结构打印成形装置局部放大示意图;
图3为本发明方法中多彩玻璃结构打印成形原理示意图。
附图标记说明:
1、水平可调式地脚;2、隔震底板;3、惰性气体压力储存瓶;4、Z轴同步双轴直线滑台;4-1、Z轴左直线滑台;4-2、Z轴右直线滑台;5、Z轴传动丝杠;5-1、Z轴左直线滑台传动丝杠;5-2、Z轴右直线滑台传动丝杠;6、Z轴螺母滑块;6-1、Z轴左直线滑台螺母滑块;6-2、Z轴右直线滑台螺母滑块;7、X轴伺服电机;8、压力调节阀;9、同步齿形带轮;9-1、Z轴左直线滑台同步齿形带轮;9-2、Z轴右直线滑台同步齿形带轮;10、Z轴伺服电机;11、龙门横梁;12、输气管道;13、异形支架板;14、X轴直线滑台;15、X轴传动丝杠;16、Z轴齿形同步带;17、数据信号传输集成模块;18、沉积板;19、Y轴伺服电机;20、Y轴直线滑台;21、打印的多彩镂空玻璃结构;22、导气管;23、保温加热炉;24、玻璃熔炼坩埚;24-1、玻璃熔炼坩埚一;24-2、玻璃熔炼坩埚二;24-3、玻璃熔炼坩埚三;24-4、玻璃熔炼坩埚四;25、热电偶;25-1、第一热电偶;25-2、第二热电偶;25-3、第三热电偶;25-4、第四热电偶;26、电磁阀;26-1、第一气路控制电磁阀;26-2、第二气路控制电磁阀;26-3、第三气路控制电磁阀;26-4、第四气路控制电磁阀;27、挤压气路控制电磁阀;28、熔炼环形加热炉;29、玻璃熔浆;30、玻璃熔丝;31、温度加热控制器;32、多轴运动控制器;33、脉冲信号发生器;34、触屏人机交互界面;35、计算机控制系统;36、挤压腔坩埚。
具体实施方式
本发明提供了一种多彩镂空玻璃结构打印成形装置与方法,下面结合图1、图2和图3的结构示意图,对本发明进行说明。
如图1所示,本发明提供的一种多彩镂空玻璃结构打印成形装置,包括四个水平可调式地脚1,所述水平可调式地脚1的上方设置有隔震底板2,所述隔震底板2的上方设置有Z轴同步双轴直线滑台4,所述Z轴同步双轴直线滑台4包括Z轴左直线滑台4-1和Z轴右直线滑台4-2,所述Z轴左直线滑台4-1和Z轴右直线滑台4-2之间连接固定有龙门横梁11;所述Z轴同步双轴直线滑台4的上端分别设置有同步齿形带轮9,所述同步齿形带轮9包括设置在Z轴左直线滑台4-1顶端的Z轴左直线滑台同步齿形带轮9-1和设置在Z轴右直线滑台4-2顶端的Z轴右直线滑台同步齿形带轮9-2,所述Z轴左直线滑台同步齿形带轮9-1和Z轴右直线滑台同步齿形带轮9-2通过Z轴齿形同步带16相连接;所述同步齿形带轮9与Z轴传动丝杠5相连,所述Z轴传动丝杠5包括Z轴左直线滑台传动丝杠5-1和Z轴右直线滑台传动丝杠5-2,所述Z轴右直线滑台传动丝杠5-2和Z轴右直线滑台同步齿形带轮9-2通过联轴器连接,所述Z轴左直线滑台传动丝杠5-1和Z轴左直线滑台同步齿形带轮9-1通过联轴器连接,所述Z轴左直线滑台同步齿形带轮9-1上端设置有Z轴伺服电机10,所述Z轴伺服电机10的输出轴与Z轴左直线滑台同步齿形带轮9-1固定连接;所述Z轴传动丝杠5上设置有Z轴螺母滑块6,所述Z轴螺母滑块6包含Z轴左直线滑台螺母滑块6-1和Z轴右直线滑台螺母滑块6-2,Z轴左直线滑台螺母滑块6-1通过螺母丝杠副与Z轴左直线滑台传动丝杠5-1连接,Z轴右直线滑台螺母滑块6-2通过螺母丝杠副与Z轴右直线滑台传动丝杠5-2连接;所述Z轴左直线滑台螺母滑块6-1和Z轴右直线滑台螺母滑块6-2之间架设有X轴直线滑台14,所述X轴直线滑台14的一端设置有X轴伺服电机7,所述X轴伺服电机7的输出轴通过联轴器与X轴传动丝杠15相连;所述X轴传动丝杠15上设置有螺母座,所述螺母座的下方固连异形支架板13,所述异形支架板13通过卡套连接熔炼环形加热炉28,所述熔炼环形加热炉28的内部设置有多个底部开有喷嘴孔的玻璃熔炼坩埚24,每一个玻璃熔炼坩埚24的内部放置有热电偶25,所述热电偶25与温度加热控制器31电连接,每一个玻璃熔炼坩埚24的上端开口处设置有电磁阀26,所述电磁阀26的进气口与气体输气管道12相连,电磁阀26的出气口与玻璃熔炼坩埚24上端的开口相连;所述电磁阀26通过数据信号传输集成模块17与脉冲信号发生器33电连接;所述熔炼环形加热炉28的底部设置有保温加热炉23,所述保温加热炉23的内部设置有挤压腔坩埚36,所述挤压腔坩埚36的上面设置有挤压气路控制电磁阀27,所述挤压气路控制电磁阀27的出气口通过导气管22与挤压腔坩埚36内部相通,所述挤压气路控制电磁阀27的进气口与气体输气管道12的一端相连,所述气体输气管道12中段设置有压力调节阀8,气体输气管道12的另一端与惰性气体压力储存瓶3的出口连接;所述隔震底板2上方的中部还设置有Y轴直线滑台20,所述Y轴直线滑台20的一端设置有Y轴伺服电机19,所述Y轴直线滑台20的上方设置有沉积板18;所述Z轴伺服电机10、X轴伺服电机7、Y轴伺服电机19分别电连接多轴运动控制器32,所述多轴运动控制器32、温度加热控制器31、脉冲信号发生器33与数据信号传输集成模块17电连接,所述数据信号传输集成模块17通过总线与计算机控制系统35电连接,所述计算机控制系统35电连接有触屏人机交互界面34。
进一步地,所述玻璃熔炼坩埚24有四个,分别为玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3和玻璃熔炼坩埚四24-4。
进一步地,电磁阀26有四个,分别为玻璃熔炼坩埚一24-1上的第一气路控制电磁阀26-1、玻璃熔炼坩埚二24-2上的第二气路控制电磁阀26-2、玻璃熔炼坩埚三24-3上的第三气路控制电磁阀26-3和玻璃熔炼坩埚四24-4上的第四气路控制电磁阀26-4。
进一步地,热电偶25有四个,分别为玻璃熔炼坩埚一24-1内的第一热电偶25-1、玻璃熔炼坩埚二24-2内的第二热电偶25-2、玻璃熔炼坩埚三24-3内的第三热电偶25-3和玻璃熔炼坩埚四24-4内的第四热电偶25-4。
其中,所述惰性气体压力储存瓶3内部存储高纯氩气,通过气体输气管道12可将高纯氩气进行输送,压力调节阀8安装在气体输气管道12上,可精确设定输送高纯氩气的压力值;
其中,所述Z轴左直线滑台同步齿形带轮9-1转动时,在Z轴齿形同步带16的传动下,可保证Z轴右直线滑台同步齿形带轮9-2的转动同步;
其中,Z轴伺服电机10的转动,可带动同步齿形带轮9的转动,进而实现Z轴传动丝杠5的同步旋转;当Z轴传动丝杠5同步旋转时,可带动Z轴螺母滑块6在Z方向即上下方向的往返直线运动;
其中,X轴伺服电机7的转动,可带动X轴传动丝杠15的旋转,进而实现异形支架板13在X方向即左右方向的往返直线运动;
其中,控制Y轴伺服电机19转动时,可实现沉积板18在Y方向即前后方向的往返直线运动。
其中,当Z轴左直线滑台同步齿形带轮9-1转动时,在Z轴齿形同步带16的传动下,可保证Z轴右直线滑台同步齿形带轮9-2的转动同步;
其中,异形支架板13通过螺母丝杠副与X轴传动丝杠15配合连接,控制述X轴伺服电机7的转动,可带动X轴传动丝杠15的旋转,进而实现异形支架板13在X方向的往返直线运动;
其中,热电偶25包括玻璃熔炼坩埚1中的热电偶25-1、玻璃熔炼坩埚2中的热电偶25-2、玻璃熔炼坩埚3中的热电偶25-3和玻璃熔炼坩埚4中的热电偶25-4;热电偶25分别放置在玻璃熔炼坩埚24的内部,热电偶25将采集到的温度信号传送到温度加热控制器31,实现对玻璃熔炼坩埚24内部温度的反馈控制;
其中,脉冲信号发生器33将脉冲信号通过数据信号传输集成模块17,按序传输到电磁阀26时,可控制电磁阀26的开启/关闭;传输到挤压气路控制电磁阀27时,可控制挤压气路控制电磁阀27的开启/关闭;
其中,电磁阀26包括玻璃熔炼坩埚一上的第一气路控制电磁阀26-1、玻璃熔炼坩埚二上的第二气路控制电磁阀26-2、玻璃熔炼坩埚三上的第三气路控制电磁阀26-3和玻璃熔炼坩埚四上的第四气路控制电磁阀26-4;所述电磁阀26安装在玻璃熔炼坩埚24的上端开口处,电磁阀26的进气口与气体输气管道12相连,电磁阀26的出气口与玻璃熔炼坩埚24上端的开口相连;当脉冲信号发生器33将脉冲信号通过数据信号传输集成模块17,按序传输到电磁阀26时,可控制电磁阀26的开启/关闭;电磁阀26按序开启时,可使玻璃熔炼坩埚24内部产生气压,迫使熔化的玻璃从玻璃熔炼坩埚24底部喷孔中按序挤出进入挤压腔坩埚36,形成不同色彩玻璃熔浆29的分阶段供料,为后续玻璃熔丝30的形成提供挤压原料,电磁阀26按序关闭时,玻璃熔炼坩埚24内部产生气压消失,玻璃熔浆29停止挤出;
其中,挤压气路控制电磁阀27开启时,可使挤压腔坩埚36内部产生气压,迫使玻璃熔浆29在气压作用下从挤压腔坩埚36底部的喷嘴中挤出形成玻璃熔丝30,挤压气路控制电磁阀27关闭时,挤压腔坩埚36内部压力消失,玻璃熔丝30停止挤出;
其中,热电偶25将采集到的温度信号传送到温度加热控制器31,可实现对玻璃熔炼坩埚24内部温度的反馈控制;
其中,数据信号传输集成模块17用来实现电机反馈控制信号与多轴运动控制器32、温度反馈控制信号与温度加热控制器31、脉冲信号发生器33与电磁阀26和挤压气路控制电磁阀27之间的数据信号传输;
其中,计算机控制系统35通过总线与多轴运动控制器32、脉冲信号发生器33和温度加热控制器31相连,实现对各个模块的总体协调控制;
其中,打印开始后脉冲信号发生器33依次按序控制电磁阀26和挤压气路控制电磁阀27的开启和关闭,形成色彩变化、连续可控的玻璃熔丝30;
其中,多轴运动控制器32控制X轴伺服电机7、Y轴伺服电机19和Z轴伺服电机10的运动,使得不同色彩的玻璃熔丝30按需沉积在沉积板18上面,完成多彩镂空玻璃结构21的堆积成形。
一种多彩镂空玻璃结构打印成形方法,包括以下步骤:
步骤1:启动计算机控制系统35和多轴运动控制器32,打开触屏人机交互界面34,对X轴伺服电机7、Y轴伺服电机19和Z轴伺服电机10进行伺服上电调试,确保X轴直线滑台14、Y轴直线滑台20和Z轴同步双轴直线滑台4回到初始零点位置,在触屏人机交互界面34上点击喷嘴高度测量指令,进行喷嘴高度测量;
步骤2:依据需要打印的多彩镂空玻璃结构零件21的尺寸和色彩要求,选择不同色彩的玻璃原料和挤压腔坩埚36的喷嘴直径,并将不同色彩的玻璃原料分别放入各个玻璃熔炼坩埚24中;
步骤3:启动温度加热控制器31,并根据步骤2中选取的玻璃原料,设定熔炼环形加热炉28的加热温度,使得熔炼环形加热炉28逐步将玻璃熔炼坩埚24加热,并通过热电偶25进行温度反馈,确保将玻璃熔炼坩埚24中的玻璃原料熔化成玻璃熔浆;设定保温加热炉23的加热温度,确保从玻璃熔炼坩埚24中挤出并进入挤压腔坩埚36中的玻璃熔浆29的温度保持不变;
步骤4:打开触屏人机交互界面34中的数据处理控制软件,将目标打印的多彩镂空玻璃结构21的模型导入,依据挤压腔坩埚36底部喷嘴的直径,选择合适的分层切片厚度、填充间距、材料收缩率和支撑形式,然后对多彩镂空玻璃结构21的模型进行二维切片图形数据处理,得出每一层不同颜色玻璃熔丝30的打印沉积路径数据,并转换成NC打印控制程序;
步骤5:打开惰性气体压力储蓄瓶3,设定压力调节阀8的压力值,使惰性气体通过输气管道12,与玻璃熔炼坩埚24上部的电磁阀26和挤压气路控制电磁阀27相通;
步骤6:启动脉冲信号发生器33,将产生的脉冲信号按照先后次序依次输入到玻璃熔炼坩埚上的第一气路控制电磁阀26-1、第二气路控制电磁阀26-2、第三气路控制电磁阀26-3或第四气路控制电磁阀26-4中,第一气路控制电磁阀26-1、第二气路控制电磁阀26-2、第三气路控制电磁阀26-3和第四气路控制电磁阀26-4依据脉冲信号进行开启/关闭,当第一气路控制电磁阀26-1、第二气路控制电磁阀26-2、第三气路控制电磁阀26-3和第四气路控制电磁阀26-4按序开启时,可使玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3和玻璃熔炼坩埚四24-4内部按序产生气压,迫使熔化的玻璃从玻璃熔炼坩埚24底部按序挤出进入挤压腔坩埚36,形成不同色彩的玻璃熔浆29,为后续玻璃熔丝30的形成提供挤压原料;当电磁阀26关闭时,玻璃熔炼坩埚24内部产生气压消失,玻璃熔浆29停止挤出;
步骤7:启动脉冲信号发生器33,将产生的脉冲信号输入到挤压气路控制电磁阀27中,挤压气路控制电磁阀27依据脉冲信号进行开启/关闭,当挤压气路控制电磁阀27开启时,惰性气体通过导气管22进入挤压腔坩埚36内部形成气压,玻璃熔浆29在气压作用下从挤压腔坩埚36底部的喷嘴中挤出形成玻璃熔丝30;当挤压气路控制电磁阀27关闭时挤压腔坩埚36内部压力消失,玻璃熔丝30停止挤出;
步骤8:启动NC打印控制程序,计算机控制系统35协调控制多轴运动控制器32和脉冲信号发生器33,并依据读入的多彩镂空玻璃结构21的每一层二维切片图形数据,脉冲信号发生器33依次按序控制第一气路控制电磁阀26-1、第二气路控制电磁阀26-2、第三气路控制电磁阀26-3、第四气路控制电磁阀26-4和挤压气路控制电磁阀27的开启和关闭,形成色彩变化、连续可控的玻璃熔丝30;多轴运动控制器32分别控制X轴伺服电机7、Y轴伺服电机19和Z轴伺服电机10的运动,使得不同色彩的玻璃熔丝30按需沉积在沉积板18上面,完成一个层面的打印后,继续打印后续层面,直至打印出整个多彩镂空玻璃结构21;
步骤9:打印完成后,将打印的多彩镂空玻璃结构21从沉积板18上面取出,整体进行回火处理,以消除产生的热应力,去除毛刺和局部支撑得到满足使用要求的多彩镂空玻璃结构制件。
实施例1:四色镂空玻璃结构打印
依据打印的多彩镂空玻璃结构21的尺寸和色彩要求,选择黄、红、蓝和白四色玻璃球作为打印原料,选取玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3和玻璃熔炼坩埚四24-4的底部喷嘴的直径为1.5mm和挤压腔坩埚36底部喷嘴的直径为1mm,并将四色玻璃原料对应分别放入玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3和玻璃熔炼坩埚四24-4中;启动计算机控制系统35和多轴运动控制器32,打开触屏人机交互界面34,对X轴伺服电机7、Y轴伺服电机19和Z轴伺服电机10进行伺服上电调试,确保X轴直线滑台14、Y轴直线滑台20和Z轴同步双轴直线滑台4回到初始零点位置,在触屏人机交互界面34上点击喷嘴高度测量指令,进行喷嘴高度测量;启动温度加热控制器31,设定熔炼环形加热炉28的加热温度为1200摄氏度,并通过热电偶25进行温度反馈,确保将玻璃熔炼坩埚24中的玻璃原料熔化成玻璃熔浆;设定保温加热炉23的加热温度为1100摄氏度;打开触屏人机交互界面34中的数据处理控制软件,将目标打印的多彩镂空玻璃结构21的模型导入,设定分层切片厚度为0.75mm、填充间距为1.15mm、收缩率为0.12%、支撑形式为外部整体支撑,对模型进行二维切片图形数据处理,得出每一层不同颜色玻璃熔丝30的打印沉积路径数据,并转换成NC打印控制程序;打开惰性气体压力储蓄瓶3,设定压力调节阀8的压力值为2.2MPa,启动脉冲信号发生器33,将产生的脉冲信号按照先后次序依次输入到第一气路控制电磁阀26-1、第二气路控制电磁阀26-2、第三气路控制电磁阀26-3或者第四气路控制电磁阀26-4中,电磁阀26按序开启时,可使玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3和玻璃熔炼坩埚四24-4内部按序产生气压,迫使熔化的四种色彩玻璃从玻璃熔炼坩埚一24-1、玻璃熔炼坩埚二24-2、玻璃熔炼坩埚三24-3或者玻璃熔炼坩埚四24-4的底部按序挤出进入挤压腔坩埚36,形成不同色彩的玻璃熔浆29;启动脉冲信号发生器33,将产生的脉冲信号输入到挤压气路控制电磁阀27中,挤压气路控制电磁阀27开启时,挤压腔坩埚36内部形成气压,玻璃熔浆29从挤压腔坩埚36底部的喷嘴中挤出形成玻璃熔丝30,连续挤压直到把挤压腔坩埚36内部测试的玻璃熔浆全部挤出;启动NC打印控制程序,计算机控制系统35协调控制多轴运动控制器32和脉冲信号发生器33,并依据读入的多彩镂空玻璃结构21的每一层二维切片图形数据,脉冲信号发生器33依次按序控制电磁阀26和挤压气路控制电磁阀27的开启和关闭,形成色彩变化、连续可控的玻璃熔丝30;多轴运动控制器32分别控制X轴伺服电机7、Y轴伺服电机19和Z轴伺服电机10的运动,使得不同色彩的玻璃熔丝30按需沉积在沉积板18上面,完成一个层面的打印后,继续打印后续层面,直至打印出整个多彩镂空玻璃结构21;打印完成后,将打印的多彩镂空玻璃结构21从沉积板18上面取出,整体进行回火处理,以消除产生的热应力,去除毛刺和局部支撑得到满足使用要求的多彩镂空玻璃结构制件。
本发明提供的一种多彩镂空玻璃结构打印成形装置与方法,提出将分区熔化供料技术和高温玻璃打印技术相结合,利用四个玻璃熔炼坩埚实现不同色彩玻璃原料的分区熔化和分阶段供料,以多色玻璃熔丝为制造单元,通过分区域、不同色彩、逐层按序沉积技术,可实现任意复杂多彩镂空玻璃结构零件的逐层打印,具有柔性化、高效率、低成本等特点;本发明采用气体挤压技术实现挤压腔坩埚内玻璃熔浆的挤出,在打印过程中以脉冲信号控制电磁阀的开启/关闭,实现挤压腔坩埚内气压的准确调节,进而对玻璃熔浆的挤出与停止进行实时有效控制,结构简单、维护方便,可大大降低资金投入;本发明通过改变挤压腔坩埚底部喷嘴的直径,可以实现不同直径多彩玻璃熔丝的挤出,进而可以打印出具有不同角度厚薄及变化色彩的玻璃结构,在光的折射下能呈现出各种立体的视觉效果,能给人们机会感受玻璃造型及色泽、美感与创作意念完美结合所带来的意境之美。
本发明用打印成形装置代替人工,用机器来完成各种复杂多彩镂空玻璃结构的成形,不仅减轻了技术人员的劳动强度,保证了制品的质量,还降低了加工成本。
本发明制造工序简单、成形效率高,可以制备出不同设计类型的多彩镂空玻璃结构零件,满足了人们个性化的需求,具有重要的使用推广价值和巨大的经济效益,实用性好,值得推广。
以上公开的仅为本发明的较佳的具体实施例,但是,本发明实施例并非局限于此,任何本领域技术人员能思之的变化都应落入本发明的保护范围。
一种多彩镂空玻璃结构打印成形装置与方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0