









专利摘要
一种用于离轴微透镜加工的定点旋转切削方法,它涉及一种定点旋转切削方法。本发明为了解决现有补偿刀尖圆弧半径时给机床运动平稳性带来不利影响的高频运动从而降低微透镜加工精度的问题,以及切削轨迹规划困难的问题。本发明的步骤一:调整工件回转中心轴线与超精密机床主轴轴线的距离,并控制在0.5μm以内;步骤二:采用试切法使得刀具的刀尖与工件回转中心轴线的径向距离控制在0.5μm以内;步骤三:机床联动控制使刀尖移动至待加工微透镜零件的某一微透镜单元的中心轴线位置;步骤四:规划切削轨迹;步骤五:机床联动实现单个微透镜单元的切削加工;步骤六,重复步骤三至五直至加工完表面上所有的微透镜单元。本发明用于离轴微透镜加工。
权利要求
1.一种用于离轴微透镜加工的定点旋转切削方法,其特征在于:它包括以下步骤:
步骤一:调整工件回转中心轴线与超精密机床主轴轴线的距离,使二者轴线的径向距离控制在0.5μm以内;
步骤二:采用试切法完成刀具(1)与待加工微透镜零件(2)的对刀,使得刀具(1)的刀尖与工件回转中心轴线的径向距离控制在0.5μm以内;
步骤三:以工件回转中心为原点作为径向距离的参考基准、以C轴0°角为角度方位的参考基准,将刀具(1)的刀尖移动至待加工微透镜零件(2)的某一微透镜单元的中心轴线位置;
某一微透镜单元的中心轴线位置确定过程:
①将刀尖移动至工件回转中心轴线、C轴运动至0°角,并依据极坐标与笛卡尔坐标的转换关系计算出待加工微透镜单元中心在工件坐标系中的极坐标(ρ,θ);
②C轴旋转θ角、X轴移动ρ距离使得刀尖运动至微透镜单元中心位置;上述待加工微透镜单元中心的坐标转换公式为
式中:(x,y)为待加工微透镜单元中心的笛卡尔坐标;
步骤四:依据微透镜单元的中心坐标(ρ,θ)、微透镜单元轮廓母线、刀尖圆弧半径,规划微透镜单元的切削轨迹,切削轨迹是由两种轨迹复合而成,分别是定点旋转轨迹与轮廓偏置轨迹;
定点旋转轨迹按照如下方法确定:
当C轴带动工件以角速度ω绕C轴回转中心旋转时间t后形成某一角度β,β=ωt,微透镜单元的中心相对于转动前分别产生了沿着X轴与Y轴的dx与dy位移偏差,其大小分别为ρcosβ与ρsinβ;为实现定点旋转,则机床的X轴与Y轴须向相反方向分别运动ρcosβ与ρsinβ;
X轴、Y轴和C轴的同步同速联动形成了工件围绕微透镜单元中心的定点旋转,联动轨迹的合轨迹由三个轨迹叠加而成;
轮廓偏置轨迹按照如下方法确定:
通过X轴与Z轴的联动形成了一条与微透镜单元轮廓母线相似的偏置曲线,偏置量为刀尖圆弧半径,偏置曲线轨迹:
其中,(x,z)是偏置曲线上的点;(x
偏置曲线由X轴和Z轴联动而成,由两轴轨迹叠加而成,由上述可知,通过机床X轴、Y轴、Z轴和C轴的联动形成了微透镜单元的切削轨迹,各轴运动轨迹均为时间的函数:
①C(t)=ωt;
②
③Y(t)=-ρsin(ωt);
④
步骤五:按照步骤四规划的切削轨迹切削,采用“增量模式”编制NC程序,并实现单个微透镜单元的切削加工,切削完成后刀尖再次移动至工件回转中心,机床C轴运动至0°角;
步骤六,重复步骤三至步骤五直至加工完表面上所有的微透镜单元;
若微透镜单元具有相同的轮廓,则仅需要调整X轴、Y轴和C轴联动所形成的定点旋转轨迹,无需调整X轴与Z轴联动所形成的轮廓偏置轨迹,若微透镜单元具有不同轮廓,则还需要调整X轴与Z轴的联动轨迹,直至微透镜单元的轮廓均加工完毕。
2.根据权利要求1所述的一种用于离轴微透镜加工的定点旋转切削方法,其特征在于:步骤一中的工件回转中心轴线与超精密机床主轴轴线的距离调整方法如下:
待加工微透镜零件(2)胶粘于夹具(3)上,夹具(3)真空吸附于超精密机床的真空吸盘(4)上,使用电感测微仪或千分表等精密量具测量待加工微透镜零件(2)圆柱面的径向圆跳动误差,通过皮锤沿径向敲击以调整夹具(3)使得待加工微透镜零件(2)在旋转一周内的径向圆跳动误差控制在0.5μm以内。
3.根据权利要求2所述的一种用于离轴微透镜加工的定点旋转切削方法,其特征在于:步骤二中采用的试切法对刀过程如下:
通过试切法依次实现刀具的Y向与X向对刀;
Y向对刀的方法:若端面车削后的残留结构为圆柱形,则刀尖低于工件回转中心;若残留结构为锥台或者圆锥,则刀尖高于工件回转中心,其中,Y向调整距离为残留结构的半径;重复该步骤直至残留结构的直径不大于1μm;
X向对刀的方法:通过不断调整每次X向的切削距离使得端面中心的残留结构直径不大于1μm,每次调整距离的变化量为残留结构的半径。
4.根据权利要求3所述的一种用于离轴微透镜加工的定点旋转切削方法,其特征在于:步骤一中,刀具(1)的材料为单晶金刚石、纳米孪晶金刚石或聚晶金刚石;刀具(1)的形状为成形刀具或非成形刀具中的圆弧刃刀具。
5.根据权利要求4所述的一种用于离轴微透镜加工的定点旋转切削方法,其特征在于:步骤一中,所加工零件的材料为塑性材料或脆性材料;所加工零件的微透镜单元为凹面镜或凸面镜。
说明书
技术领域
本发明属于微透镜光学元件超精密加工技术领域,具体涉及一种用于离轴微透镜加工的定点旋转切削方法。
背景技术
结构小巧的微透镜零件能够很好地满足日渐复杂、愈发精密的光学成像、光学测量等需求,目前,微透镜零件已在军事、医疗、能源等领域得到广泛应用。随着应用广度的扩大与应用深度的加深,微透镜零件的表面结构形式被设计的愈加复杂、所用材料更加难以进行超精密加工,例如,单晶锗非球面凸透镜阵列零件、模具钢非球面凹透镜阵列光学模具等。这些复杂的微透镜零件不仅对加工方法提出了新的要求,同时其光学应用环境也对加工精度提出了挑战。
对于高精度、复杂形貌的微透镜零件的加工,目前常用的方法仍是机械加工方法。对于微透镜阵列零件或离轴非回转对称零件,目前机械加工方法仍存在一定不足之处:①超精密磨削和球头铣削方法由于受到加工工具的尺寸限制而不适用于加工具有小曲率半径结构的微透镜单元;②虽然快刀伺服加工方法与慢刀伺服加工方法可加工尖角结构,但是机床X轴与Z轴需要附加高频的运动轨迹以补偿刀尖圆弧半径,高频运动降低了运动的平滑性,降低了加工精度。例如,在采用慢刀伺服方法或者快刀伺服方法加工微透镜阵列零件时,X轴与Z轴连续不间断地运动除了满足不同微透镜单元不同曲面位置,还需要补偿刀尖圆弧半径,高频的补偿运动不利于具有较大惯性的X轴平稳移动,因而降低了加工精度。
综上所述,现有的慢刀伺服方法或快刀伺服方法由于在机床X轴与Z轴上附加高频补偿运动,不利于具有较大惯性的X轴平稳移动,导致降低了离轴微透镜的加工精度的问题,以及切削轨迹规划困难的问题。
发明内容
本发明的目的是为了解决现有的慢刀伺服方法或快刀伺服方法由于在机床X轴与Z轴上附加高频补偿运动,不利于具有较大惯性的X轴平稳移动,导致降低了离轴微透镜的加工精度的问题,以及切削轨迹规划困难的问题。进而提供一种用于离轴微透镜加工的定点旋转切削方法。
本发明的技术方案是:一种用于离轴微透镜加工的定点旋转切削方法,它包括以下步骤:
步骤一:调整工件回转中心轴线与超精密机床主轴轴线的距离,使二者轴线的径向距离控制在0.5μm以内;
步骤二:采用试切法完成刀具与待加工微透镜零件的对刀,使得刀具的刀尖与工件回转中心轴线的径向距离控制在0.5μm以内;
步骤三:以工件回转中心为原点作为径向距离的参考基准、以C轴0°角为角度方位的参考基准,将刀具的刀尖移动至待加工微透镜零件的某一微透镜单元的中心轴线位置;
某一微透镜单元的中心轴线位置确定过程:
①将刀尖移动至工件回转中心轴线、C轴运动至0°角,并依据极坐标与笛卡尔坐标的转换关系计算出待加工微透镜单元中心在工件坐标系中的极坐标(ρ,θ);
②C轴旋转θ角、X轴移动ρ距离使得刀尖运动至微透镜单元中心位置;上述待加工微透镜单元中心的坐标转换公式为
式中:(x,y)为待加工微透镜单元中心的笛卡尔坐标;
步骤四:依据微透镜单元的中心坐标(ρ,θ)、微透镜单元轮廓母线、刀尖圆弧半径,规划微透镜单元的切削轨迹,切削轨迹是由两种轨迹复合而成,分别是定点旋转轨迹与轮廓偏置轨迹;
定点旋转轨迹按照如下方法确定:
当C轴带动工件以角速度ω绕C轴回转中心旋转时间t后形成某一角度β,β=ωt,微透镜单元的中心相对于转动前分别产生了沿着X轴与Y轴的dx与dy位移偏差,其大小分别为ρcosβ与ρsinβ;为实现定点旋转,则机床的X轴与Y轴须向相反方向分别运动ρcosβ与ρsinβ;
X轴、Y轴和C轴的同步同速联动形成了工件围绕微透镜单元中心的定点旋转,联动轨迹的合轨迹由三个轨迹叠加而成;
轮廓偏置轨迹按照如下方法确定:
通过X轴与Z轴的联动形成了一条与微透镜单元轮廓母线相似的偏置曲线,偏置量为刀尖圆弧半径,偏置曲线轨迹:
其中,(x,z)是偏置曲线上的点;(x0,z0)是微透镜单元轮廓母线上的点;R是刀尖圆弧半径;f′(x0)是微透镜单元轮廓母线在x0处的导数值;
偏置曲线由X轴和Z轴联动而成,由两轴轨迹叠加而成,由上述可知,通过机床X轴、Y轴、Z轴和C轴的联动形成了微透镜单元的切削轨迹,各轴运动轨迹均为时间的函数:
①C(t)=ωt;
②
③Y(t)=-ρsin(ωt);
④
步骤五:按照步骤四规划的切削轨迹切削,采用“增量模式”编制NC程序,并实现单个微透镜单元的切削加工,切削完成后刀尖再次移动至工件回转中心,机床C轴运动至0°角;
步骤六,重复步骤三至步骤五直至加工完表面上所有的微透镜单元;
若微透镜单元具有相同的轮廓,则仅需要调整X轴、Y轴和C轴联动所形成的定点旋转轨迹,无需调整X轴与Z轴联动所形成的轮廓偏置轨迹,若微透镜单元具有不同轮廓,则还需要调整X轴与Z轴的联动轨迹,直至微透镜单元的轮廓均加工完毕。
本发明与现有技术相比具有以下效果:
1)本发明不仅能在传统模具用塑性材料,例如,镍磷、无氧铜等,表面加工微透镜单元,而且还能在硬脆性材料和高强度塑性材料等难加工材料的表面超精密加工出复杂结构的微透镜光学元件,例如,单晶锗非球面凸透镜阵列零件、模具钢非球面凹透镜阵列光学模具等。
2)本发明避免使用慢刀伺服方法或者快刀伺服方法,有效降低刀具运动轨迹规划难度并有益于提升刀尖圆弧半径补偿精度。刀具的切削轨迹由定点旋转轨迹与轮廓偏置轨迹组成,两轨迹均可通过参数化编程方法编制NC程序:定点旋转轨迹易于编程实现;轮廓偏置轨迹为微透镜单元的轮廓母线的偏置曲线,偏置量为刀尖圆弧半径。刀尖补偿轨迹为低频的平滑轨迹,有益于提高加工精度。
3)本发明的切削轨迹由两种低频轨迹复合而成,增加了机床运动的平稳性,提高了加工精度。为便于说明与理解,以车削微透镜阵列零件为例进行说明。原先常采用慢刀伺服方法或快刀伺服方法加工微透镜阵列零件,在工件旋转过程中,除了需要X轴、C轴和Z轴(或快刀刀架)的联动以形成理论轮廓轨迹,还需要X轴和Z轴(或快刀刀架)的额外运动以补偿实际切削点处的刀尖圆弧半径从而防止产生过切。与理论轮廓轨迹相比,刀尖圆弧半径补偿是高频运动,而对于T型布局的超精密机床,沉重的主轴常坐落于X轴,因此惯性较大的X轴不适合于高频运动。X轴的高频运动也必将产生较大的运动误差并降低运动的稳定性。产生上述问题的主要原因:慢刀伺服方法或者快刀伺服方法在加工整个表面过程中需要不停地运动以适应起伏变化的表面形貌。而本发明提出的方法每次仅加工某一个微透镜单元,切削轨迹由定点旋转轨迹与轮廓偏置轨迹叠加而成,两种轨迹均是平滑轨迹,因此本方法具有轨迹规划难度低、加工平稳的优点,有益于提高加工精度。
4)本加工方法可以选用不同材料(单晶金刚石、纳米孪晶金刚石、聚晶金刚石等)不同形状(成形车刀、圆弧刃车刀、尖刀)的刀具,具有较好的刀具适用性。对于成形车刀,则无需规划刀具偏置轨迹,仅需刀具沿Z轴负方向缓慢移动以实现成形加工。
5)在将磨损刀具更换为新刀后,更便于继续加工。在硬脆材料表面加工微结构时,刀具易于发生磨损甚至破损现象。在慢刀伺服加工或者快到伺服加工方法中,由于刀尖圆角半径的不同,因此在更换完新刀后需要实现高精度对刀、重新规划整体的切削轨迹并重新切削,这样操作不仅降低了加工效率,同时也会降低加工精度。而所发明的新方法,加工对象为每一个独立的微透镜单元,不影响整体的切削轨迹,仅需在对刀后更改刀具偏置量便可继续完成剩余微透镜单元的加工,因此新方法不会降低加工精度,同时保证了加工效率。
附图说明
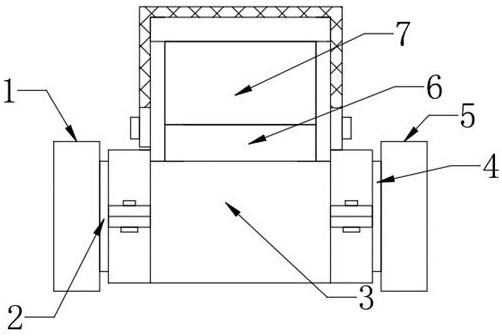
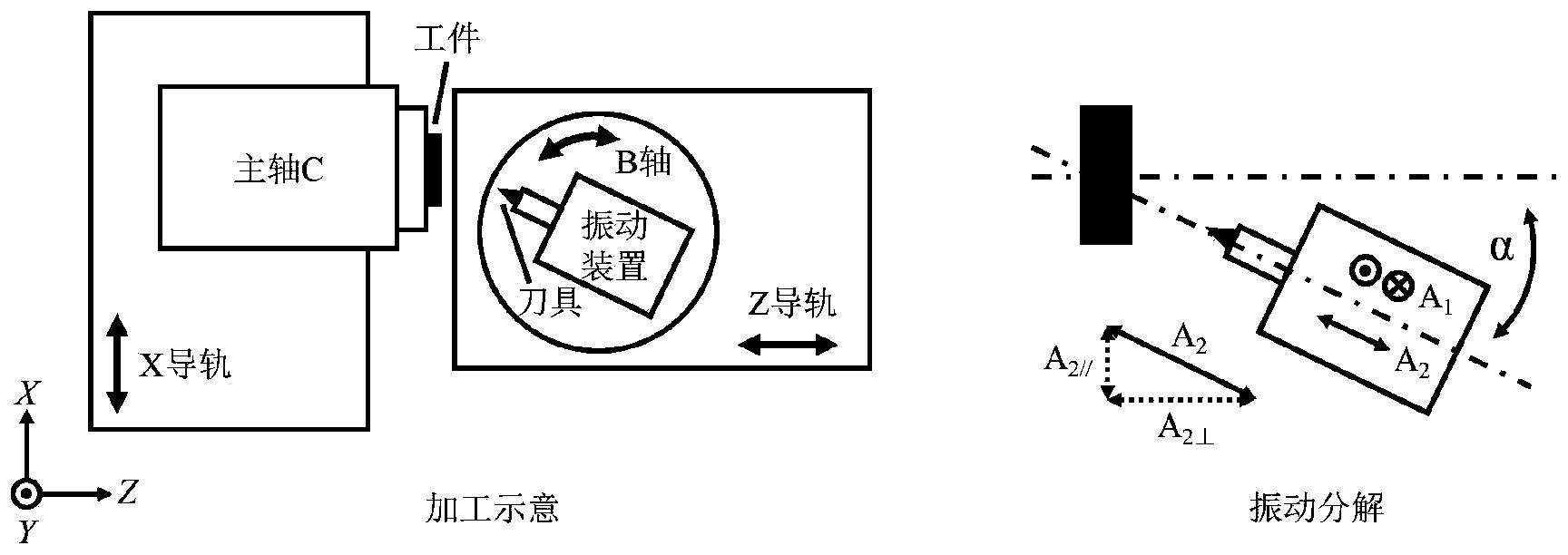
图1是离轴微透镜加工定点旋转切削系统示意图。图中相关图形与符号的说明:X、Y、Z和C分别代表机床坐标轴,“+”号代表该轴的正方向;1指代切削用刀具;2指代待加工零件;3指代夹具;4指代真空吸盘。
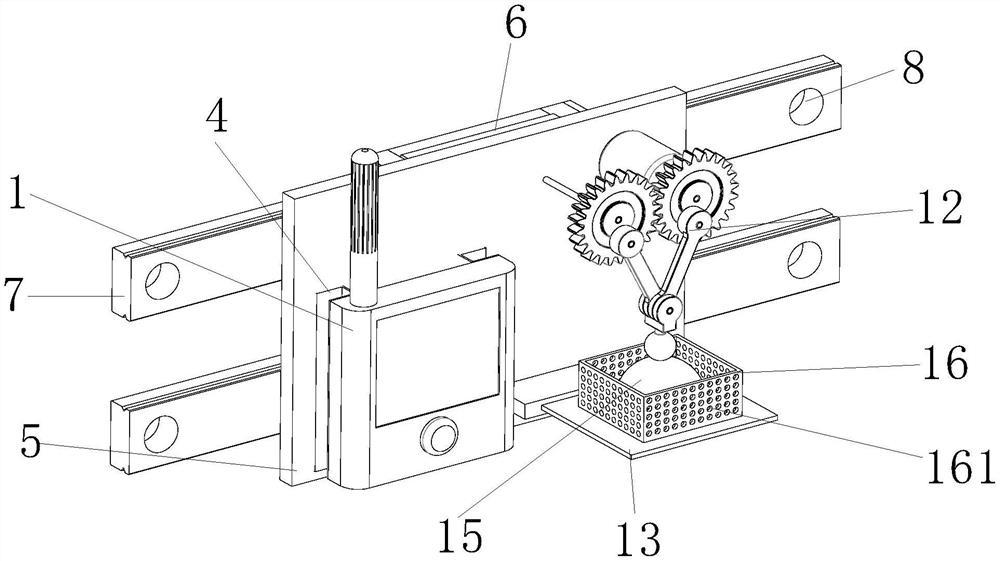
图2是离轴微透镜加工某一微透镜单元时的刀具调整示意图。图中相关图形与符号的说明:黑色空心箭头组表示某一视角的坐标系,坐标系正方向同图1中的坐标系;通过工件回转中心的两条细点划线表示工件坐标系,该坐标系随工件一起旋转;黑色实心三角形表示切削用刀片;粗虚线小圆或弧线代表待加工的微透镜单元;黑色实心细箭头表示机床某一轴的运动方向;两种及以上同步联动轨迹的复合用黑色实心加号表示。
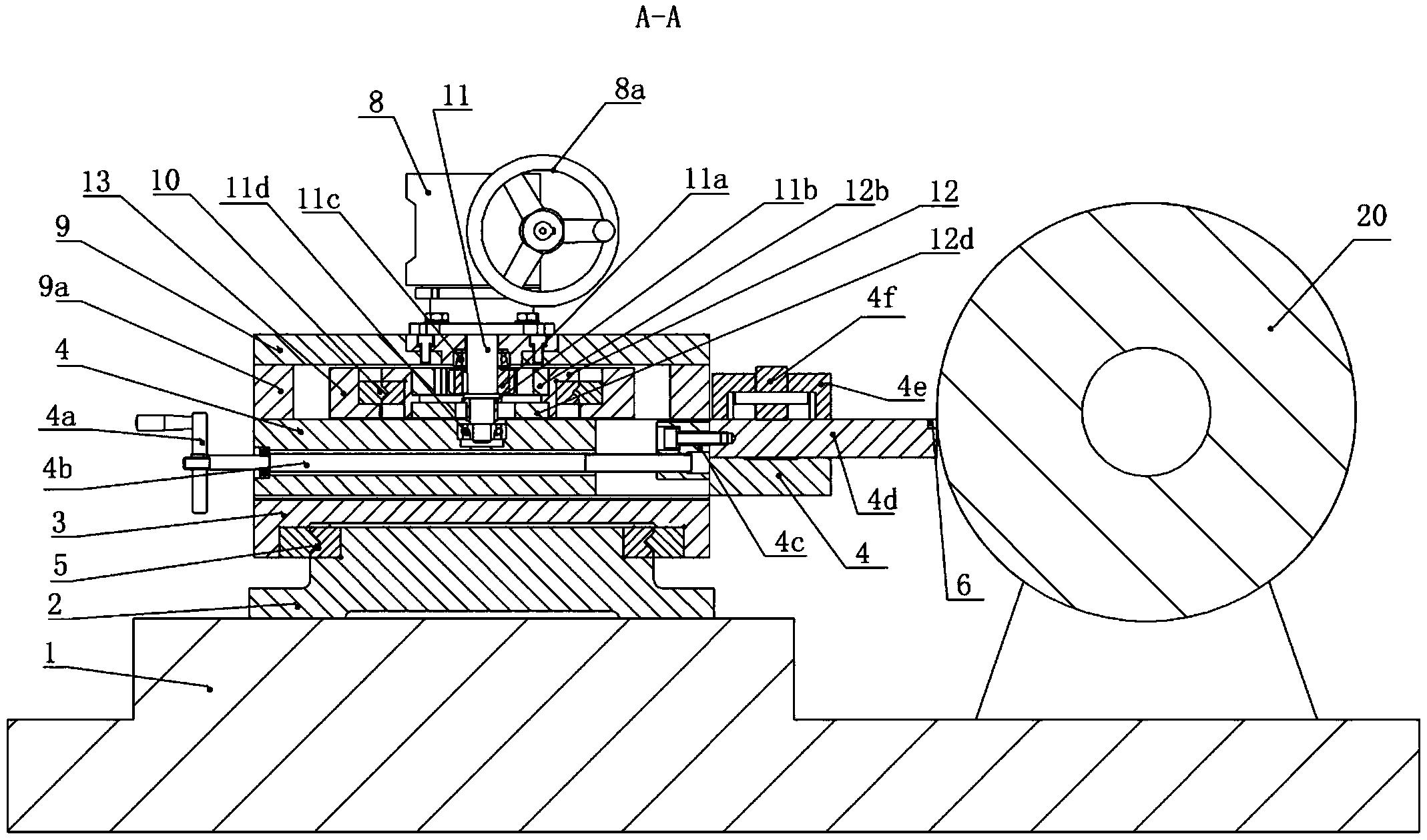
图3是切削轨迹规划原理图。第3步-1为定点旋转轨迹规划原理图,第3步-2为偏置曲线规划原理图。图中相关图形与符号的说明:第3步-1中的虚线大圆表示上一时刻的工件位置,实线大圆表示现在时刻的工件位置;黑色实心等号代表等号两侧运动轨迹等效。其他图形与符号含义同上。
图4采用定点旋转切削方法加工某一微透镜单元的流程示意图。图中相关图形与符号的说明:第4步中的粗实线小圆代表已加工完成的微透镜单元。其他图形与符号含义同上。
具体实施方式
具体实施方式一:结合图1至图4说明本实施方式,本实施方式的一种用于离轴微透镜加工的定点旋转切削方法,它包括以下步骤:
步骤一:调整工件回转中心轴线与超精密机床主轴轴线的距离,使二者轴线的径向距离控制在0.5μm(含)以内;工件2胶粘于夹具3,夹具3真空吸附于超精密机床的真空吸盘4;使用机床自带的电感测微仪或千分表等精密量具测量工件2圆柱面的径向圆跳动误差,通过皮锤沿径向敲击以调整夹具3使得工件2在旋转一周内的径向圆跳动误差控制在0.5μm(含)以内;
步骤二,采用试切法完成刀具1与待加工微透镜零件2的对刀,使得刀具1的刀尖与工件回转中心轴线的轴线径向距离控制0.5μm(含)以内;试切法是超精密车削加工中一种常见的对刀方法,通过显微镜、测微仪等仪器检测车削端面圆心位置的残留结构形状及尺寸,进而调整刀具或(和)工件的相对位置,从而使得刀尖与工件回转中心重合;通过试切法依次实现刀具的Y向与X向对刀。Y向对刀的方法:若端面车削后的残留结构为圆柱形,则刀尖低于工件回转中心;若残留结构为锥台或者圆锥,则刀尖高于工件回转中心,其中,Y向调整距离为残留结构的半径;重复该步骤直至残留结构的直径不大于1μm;X向对刀的方法:通过不断调整每次X向的切削距离使得端面中心的残留结构直径不大于1μm,每次调整距离的变化量为残留结构的半径;
步骤三,以工件回转中心为原点作为径向距离的参考基准、以C轴0°角为角度方位的参考基准,将刀具1的刀尖移动至待加工微透镜零件2的某一微透镜单元,(如图2第1步中的虚线圆)的中心轴线位置;图2第1步中端点处为菱形的点划线代表C轴0°角;①将刀尖移动至工件回转中心(主轴中心)轴线、C轴运动至0°角,并依据极坐标与笛卡尔坐标的转换关系计算待加工微透镜单元中心在工件坐标系中的极坐标(ρ,θ),如图2中第1步所示;②C轴先旋转θ角、X轴再移动ρ距离使得刀尖运动至微透镜单元中心位置,如图2中第2步所示;上述待加工微透镜单元中心的坐标转换公式为
式中:(x,y)为待加工微透镜单元中心的笛卡尔坐标;
步骤四,依据微透镜单元的中心坐标(ρ,θ)、微透镜单元轮廓母线、刀尖圆弧半径,规划微透镜单元的切削轨迹,切削轨迹规划原理如图3中第3步所示;切削轨迹是由两种轨迹复合而成,分别是定点旋转轨迹与轮廓偏置轨迹;图3中第3步-1为定点旋转轨迹规划原理图,若仅有C轴带动工件旋转,则当工件以角速度ω绕C轴回转中心旋转时间t后形成某一角度β(=ωt),微透镜单元的中心相对于转动前分别产生了沿着X轴与Y轴的dx与dy位移偏差,其大小分别为ρcosβ与ρsinβ;为实现定点旋转,则机床的X轴与Y轴须向相反方向分别运动ρcosβ与ρsinβ。X轴、Y轴和C轴的同步同速联动形成了工件围绕微透镜单元中心的定点旋转,联动轨迹的合轨迹如图3中第3步-1所示,该轨迹由三个轨迹叠加而成;图3中第3步-2是轮廓偏置轨迹原理图,通过X轴与Z轴的联动形成了一条与微透镜单元轮廓母线相似的偏置曲线,偏置量为刀尖圆弧半径,偏置曲线轨迹:
其中,(x,z)是偏置曲线上的点;(x0,z0)是微透镜单元轮廓母线上的点;R是刀尖圆弧半径;f′(x0)是微透镜单元轮廓母线在x0处的导数值;偏置曲线由X轴和Z轴联动而成,由两轴轨迹叠加而成,如图3中第3步-2所示。由上述可知,通过机床X轴、Y轴、Z轴和C轴的联动形成了微透镜单元的切削轨迹,各轴运动轨迹均为时间的函数:
①C(t)=ωt;
②
③Y(t)=-ρsin(ωt);
④
步骤五,按照步骤四规划的切削轨迹切削,采用“增量模式”编制NC程序,并实现单个微透镜单元的切削加工,如图4中第4步所示,为便于编制NC数控程序,采用“增量模式”编制NC程序,即待移动位置以当前位置为参考。为便于说明,规定如下符号:将整个切削轨迹划分为n段;初始时刻记为t1;某一时刻记为tn(=t1+(n-1)Δt),其中Δt为时间间隔。因此,在tn时刻各轴应运动的距离为:①C轴运动量:ΔC=C(nΔt)-C((n-1)Δt);②Z轴运动量:ΔZ=Z(nΔt)-Z((n-1)Δt);③X轴运动量:ΔX=X(nΔt)-X((n-1)Δt);④Y轴运动量:ΔY=Y(nΔt)-Y((n-1)Δt)。在编制完成上述程序后,执行程序开始加工;
步骤六,重复步骤三至步骤五直至加工完表面上所有的微透镜单元。若微透镜单元具有相同的轮廓,则仅需要调整X轴、Y轴和C轴联动所形成的定点旋转轨迹,无需调整X轴与Z轴联动所形成的轮廓偏置轨迹,若微透镜单元具有不同轮廓,则还需要调整X轴与Z轴的联动轨迹,直至微透镜单元的轮廓均加工完毕。
具体实施方式二:结合图1至图4说明本实施方式,本实施方式的定点旋转切削方法适用于加工多种类型材料。例如,在步骤一中,所加工零件的材料既可以是用作模具的塑性材料,例如,硬铝6061、模具钢、非电解镍等,也可以是作为单独零件产品的脆性材料,例如,单晶锗、单晶硅等。如此设置,使得该加工方法具有更广的材料适用范围。其它组成和连接关系与具体实施方式一相同。
本实施方式的步骤一中,所加工零件的材料为塑性材料或脆性材料;所加工零件的微透镜单元类型为凹面镜或凸面镜。
具体实施方式三:结合图1至图4说明本实施方式,本实施方式可以选用多种不同形状与材料的加工刀具。例如,在步骤二中,所用刀具材料既可以是单晶金刚石、纳米孪晶金刚石,也可以是聚晶金刚石等其他用于超精密加工光学元件的刀具材料。所用刀具形状既可以是成形车刀,也可以是非成形车刀,例如,圆弧刃车刃、直线刃车刀和尖刀等。若所用刀具为圆弧刃车刀,则刀尖圆弧半径不大于微透镜轮廓母线的最小曲率半径。如此设置,使得该加工方法具有更加灵活的刀具参数设置,扩大方法的适用范围。其它组成和连接关系与具体实施方式一或二相同。
具体实施方式四:结合图1至图4说明本实施方式,本实施方式可以加工不同分布形式和一定尺寸范围内的微透镜零件。例如,在步骤三中,待加工微透镜零件的表面分布着微透镜单元,这些微透镜单元既可以等间距分布排列(例如,矩形、六边形或者环形等)而形成微透镜阵列零件,又可以不等间距分布排列且各微透镜单元具有不同的尺寸与形状;微透镜单元类型既可以是凹透镜也可以是凸透镜;微透镜的曲面特征既可以是球面也可以是非球面;微透镜单元的直径不小于0.1mm、长径比范围为0.005-1.5。如此设置,使得本发明的定点旋转切削方法适用于不同类型、尺寸的透镜加工,适用范围广。其它组成和连接关系与具体实施方式一、二或三相同。
具体实施方式五:结合图1至图4说明本实施方式,本实施方式可以根据不同加工情况设定加工参数。例如,在步骤四中,依据加工材料与刀具形状,可以设置绕微透镜中心轴线的旋转圈数、旋转速度,但离轴定点旋转的转速受制于机床最大进给速度。如此设置,可以依据加工情况灵活设置加工参数。其它组成和连接关系与具体实施方式一、二、三或四相同。
一种用于离轴微透镜加工的定点旋转切削方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0