









专利摘要
本发明涉及一种超精密车削加工自由曲面棱镜的方法,包括超精密车削加工自由曲面棱镜的多个内反射面和利用光学探针在线定位并检测补偿加工曲面形偏差的方法。基于X轴和Z轴的两轴单点金刚石车床,设计了一种单次装夹的可调工装结构来辅助加工自由曲面棱镜,自由曲面棱镜的几个待加工曲面可自由在线切换并定位,加工曲面的角度调节采用标准角度的楔块辅助。在线检测自由曲面棱镜时采用光学探针的方式,检测与补偿加工曲面的面形偏差以及加工余量。与现有技术相比,本发明具有适用多种尺寸、降低制作成本和提高加工效率等优点。
权利要求
1.一种超精密车削自由曲面棱镜加工方法,其特征在于,该方法利用预先加工完成的工装组件,对自由曲面棱镜(1)进行装夹后完成超精密车削加工,包括以下步骤:
1)车削加工自由曲面棱镜(1)的两侧壁面,使两个侧壁面相互平行;
2)将工装组件和自由曲面棱镜(1)组装,并设置于机床上,利用标准角度的楔块(6)辅助定位自由曲面棱镜(1)待加工的角度,并锁死自由曲面棱镜(1)姿态;
3)定位自由曲面棱镜(1)加工曲面的旋转中心位置;
4)车削加工自由曲面棱镜(1)待加工曲面的表面面形,直至完成该表面面形加工;
5)旋转改变自由曲面棱镜(1)姿态,切换待加工曲面的位置并完成定位;
6)重复执行步骤4)和步骤5),直至完成自由曲面棱镜(1)所有待加工曲面的表面面形的加工后,下盘。
2.根据权利要求1所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的工装组件包括基底工装、两个直角支撑块(3)和两个耳轴(2),其中,
所述基底工装包括活动配合组装的第一基底工装(4)和第二基底工装(5);
所述直角支撑块(3)具有相互垂直的第一直角面(303)和第二直角面(304),且第一直角面(303)上开设有内孔(301)和螺纹孔(302);
所述耳轴(2)为圆柱形耳轴,具有圆柱面和底面。
3.根据权利要求2所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的步骤2)具体包括:
21)将一个耳轴(2)的底面固定至自由曲面棱镜(1)的侧壁面上,以该耳轴(2)的圆柱面为基准打同轴后,将另一个耳轴(2)同轴固定至自由曲面棱镜(1)的另一侧壁面上;
22)将装好两个耳轴(2)的自由曲面棱镜(1)与两个直角支撑块(3)的内孔(301)配合组装,并安装固定至第一基底工装(4)上,将第一基底工装(4)与第二基底工装(5)配合组装;
23)将标准角度的楔块(6)的上表面与自由曲面棱镜(1)待加工曲面的对位面贴合,下表面与第一基底工装(4)上表面贴合,完成自由曲面棱镜(1)待加工曲面角度的辅助定位;
24)通过螺纹孔(302)和紧钉螺钉锁死自由曲面棱镜(1)姿态。
4.根据权利要求3所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的步骤5)具体包括以下步骤:
51)松开紧钉螺钉;
52)以耳轴(2)的两个同轴圆柱面为轴,旋转自由曲面棱镜,切换待加工曲面;
53)通过紧钉螺钉锁死自由曲面棱镜(1)姿态。
5.根据权利要求3所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的第一直角面(303)和第二直角面(304)的加工采用直角棱镜辅助定位。
6.根据权利要求5所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的第一基底工装(4)、第二基底工装(5)、直角支撑块(3)和自由曲面棱镜(1)侧壁面的面形精度均为0.5μm,所述的标准角度的楔块(6)的角度偏差小于2',所述的直角棱镜的角度精度为15”,所述的两个耳轴(2)之间的同轴度精度范围为1~3μm。
7.根据权利要求3所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的耳轴(2)与自由曲面棱镜(1)的侧壁面通过粘合剂粘贴实现固定连接。
8.根据权利要求1所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的步骤4)中,采用光学探针在线定位加工曲面的旋转中心位置,所述的光学探针扫描自由曲面棱镜(1)待加工曲面的边缘,定位待加工曲面的中心位置坐标。
9.根据权利要求8所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,所述的步骤4)中,在车削加工的同时,所述的光学探针扫描自由曲面棱镜(1)待加工曲面的面形,利用面形数据计算加工路径补偿待加工曲面面形,在线检测与补偿自由曲面棱镜(1)加工曲面面形精度。
10.根据权利要求9所述的一种超精密车削自由曲面棱镜加工方法,其特征在于,若自由曲面棱镜(1)加工曲面的检测面形偏差在0.5μm以内,则检测合格。
说明书
技术领域
本发明涉及光学器件制造及超精密加工技术领域,尤其是涉及一种超精密车削自由曲面棱镜加工方法。
背景技术
常规光学系统中的镜头一般采用多片式光学元件同轴组合而成,但安装和调试一直都比较困难。自由曲面广泛应用于光学系统中,其中自由曲面棱镜则是一种近年来新提出的设计理念,自由曲面棱镜是将多个自由曲面集成至单个镜片上的一种设计,可提供多个优化自由度并有效改善成像的像质。在中、长波红外取景器的设计中,自由曲面棱镜的设计构型会大幅度折叠光路,使系统结构紧凑。此外,高通量和高分辨率是中、长波红外取景器的关键参数,这些将提升系统在弱光或者夜间复杂环境的目标识别能力。S.R.Kiontke在《Monolithic freeform element》(Proc. SPIE 9575,95750G,2015)中研制出一款视场角24°,长度仅22mm(最长的维度) 的自由曲面棱镜镜头,材料为锗,其工作波段为长波红外波段。
然而,自由曲面棱镜的加工和检测是一大难题,因为,自由曲面的加工需要有磨削、抛光等多道工序以及多次检测过程,目前加工方法都是按照基准面多次定位后逐个面加工完成,这样的加工需要多次通过上下盘定位棱镜,多次将零件拆下并重新装卡上盘也就不可避免,因此会降低元件加工的效率。由于棱镜自身的高精度要求,各个面之间的位置和角度都有严格尺寸要求,多次上下盘重复装卡的定位准确与否对加工精度、检测结果的影响极大,若重新装卡后再上盘时定位不准,将会严重影响加工精度,提高自由曲面棱镜的不合格率。
中国专利CN201610969003.5公开了一种自由曲面棱镜加工方法,包括以下步骤:依据给定的自由曲面棱镜模型设计相应的磨削和抛光软件;设计一套用以自由曲面棱镜装夹的专用夹具,该夹具可以实现自由曲面棱镜三个面之间的位置转换,并根据自由曲面棱镜模型计算出每个自由曲面的待磨削加工余量;将装夹好的自由曲面棱镜夹具固定在磨削设备的主轴上,调整夹具位置,进行自由曲面的磨削加工;将自由曲面棱镜及夹具从机床上拆下来,将自由曲面棱镜在夹具上旋转一定角度达到另一个面位置;将旋转后的自由曲面棱镜固定在磨削设备主轴上,重复装夹夹具并磨削和拆卸夹具的步骤。该专利通过高精度自由曲面棱镜专用夹具实现自由曲面棱镜的位置定位和依次加工,但是每次加工完一个面之后,均需要将自由曲面棱镜和夹具从机床上拆下来,严重降低元件加工效率。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种超精密车削自由曲面棱镜加工方法。
本发明的目的可以通过以下技术方案来实现:
一种超精密车削自由曲面棱镜加工方法,该方法利用预先加工完成的工装组件,对自由曲面棱镜进行装夹后完成超精密车削加工,包括以下步骤:
1)车削加工自由曲面棱镜的两侧壁面,使两个侧壁面相互平行;
2)将工装组件和自由曲面棱镜组装,并设置于机床上,利用标准角度的楔块辅助定位自由曲面棱镜待加工的角度,并锁死自由曲面棱镜姿态;
3)定位自由曲面棱镜加工曲面的旋转中心位置;
4)车削加工自由曲面棱镜待加工曲面的表面面形,直至完成该表面面形加工;
5)旋转改变自由曲面棱镜姿态,切换待加工曲面的位置并完成定位;
6)重复执行步骤4)和步骤5),直至完成自由曲面棱镜所有待加工曲面的表面面形的加工后,下盘。
进一步地,所述的工装组件包括基底工装、两个直角支撑块和两个耳轴,其中,
所述基底工装包括活动配合组装的第一基底工装和第二基底工装;
所述直角支撑块具有相互垂直的第一直角面和第二直角面,且第一直角面上开设有内孔和螺纹孔;
所述耳轴为圆柱形耳轴,具有圆柱面和底面。
进一步地,所述的步骤2)具体包括:
21)将一个耳轴的底面固定至自由曲面棱镜的侧壁面上,以该耳轴的圆柱面为基准打同轴后,将另一个耳轴同轴固定至自由曲面棱镜的另一侧壁面上;
22)将装好两个耳轴的自由曲面棱镜与两个直角支撑块的内孔配合组装,并安装固定至第一基底工装上,将第一基底工装与第二基底工装配合组装;
23)将标准角度的楔块的上表面与自由曲面棱镜待加工曲面的对位面贴合,下表面与第一基底工装上表面贴合,完成自由曲面棱镜待加工曲面角度的辅助定位;
24)通过螺纹孔和紧钉螺钉锁死自由曲面棱镜姿态。
进一步地,所述的步骤5)具体包括以下步骤:
51)松开紧钉螺钉;
52)以耳轴的两个同轴圆柱面为轴,旋转自由曲面棱镜,切换待加工曲面;
53)通过紧钉螺钉锁死自由曲面棱镜姿态。
进一步地,所述的第一直角面和第二直角面的加工采用直角棱镜辅助定位。
进一步地,所述的第一基底工装、第二基底工装、直角支撑块和自由曲面棱镜侧壁面的面形精度均为0.5μm,所述的标准角度的楔块的角度偏差小于2',所述的直角棱镜的角度精度为15”,所述的两个耳轴之间的同轴度精度范围为1~3μm。
进一步地,所述的耳轴与自由曲面棱镜的侧壁面通过粘合剂粘贴实现固定连接。
进一步地,所述的步骤4)中,采用光学探针在线定位加工曲面的旋转中心位置,所述的光学探针扫描自由曲面棱镜待加工曲面的边缘,定位待加工曲面的中心位置坐标。
进一步地,所述的步骤4)中,在车削加工的同时,所述的光学探针扫描自由曲面棱镜待加工曲面的面形,利用面形数据计算加工路径补偿待加工曲面面形,在线检测与补偿自由曲面棱镜加工曲面面形精度。
进一步地,其特征在于,若自由曲面棱镜加工曲面的检测面形偏差在0.5μm 以内,则检测合格。
与现有技术相比,本发明具有以下优点:
1)提高加工效率且降低成本:本发明结合第一基底工装的上表面、直角支撑块的直角面和耳轴的圆柱面等超精密车削的表面以及标准角度的楔块辅助定位角度,可使用普通X轴和Z轴两轴单点金刚石车床进行车削加工,并且通过专门设计并加工组装而成的工装,使得仅需将待加工曲面棱镜一次上盘就能完成整个自由曲面棱镜的加工,提高了加工效率,降低了制作成本;
2)提高加工精度:采用超精密车削加工,利用光学探针定位曲面中心位置并补偿加工曲面面形,使得曲面中心定位精度提升到了亚微米量级,并且多个加工的自由曲面的面形精度优于0.5μm,提高了超精密车削加工自由曲面棱镜的精度和可靠性,缩短了加工周期;
3)使用范围广:本发明的超精密车削自由曲面棱镜加工方法,适用于光学塑料、红外材料设计的自由曲面棱镜的车削加工,并且该工装设计可自由调节待加工曲面棱镜的角度,可定制自由曲面棱镜曲面角度和面形,使用范围广,适应性强。
附图说明
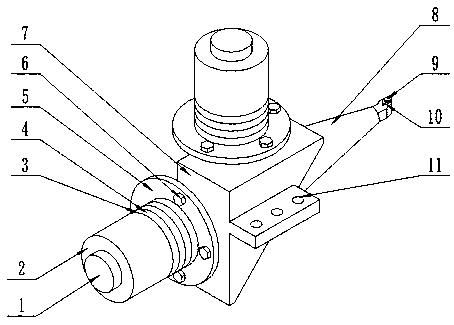
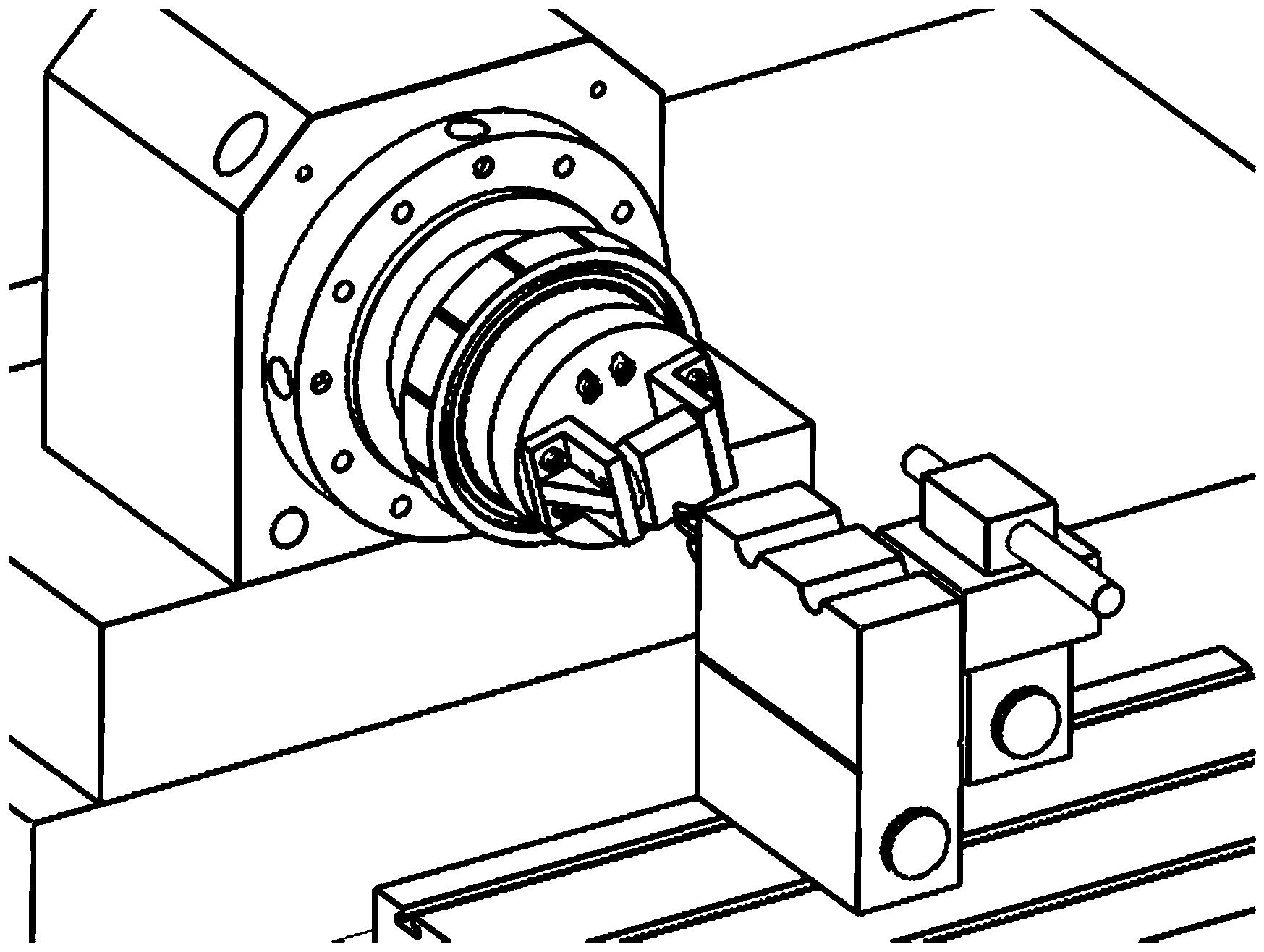
图1为基于超精密车削加工与在线检测自由曲面棱镜的示意图;
图2为自由曲面棱镜与耳轴连接的示意图;
图3为直角支撑块结构示意图;
图4为底板、直角支撑块和耳轴装配示意图;
图5为楔块辅助定位加工曲面的角度;
图6为旋转自由曲面棱镜切换待加工曲面示意图。
其中:1、自由曲面棱镜,2、耳轴,3、直角支撑块,4、第一基底工装,5、第二基底工装,6、标准角度的楔块,301、内孔,302、螺纹孔,303、第一直角面, 304、第二直角面。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例
如图1所示,本发明提供一种超精密车削自由曲面棱镜加工方法,实现超精密车削加工自由曲面棱镜1的多个内反射面并利用光学探针在线定位和检测补偿加工曲面形偏差,基于X轴和Z轴的两轴单点金刚石车床,设计了一种来辅助加工自由曲面棱镜,其中,待加工的自由曲面棱镜1厚度范围是30~70mm,材质可采用光学塑料和红外材料。
本发明主要通过设计专门的用于装夹自由曲面棱镜1的可调工装组件,并将其安装在普通X轴和Z轴两轴单点金刚石车床进行车削加工,自由曲面棱镜1的几个待加工曲面可在线切换并定位,加工曲面的角度调节采用标准角度的楔块6辅助,在线检测自由曲面棱镜时采用光学探针的方式,检测与补偿加工曲面的面形偏差以及加工余量,使得自由曲面棱镜1一次上盘就完成所有待加工曲面的车削加工,待加工的自由曲面棱镜1在安装之前需要先对其两侧壁面进行超精密车削加工,使其两侧壁面相互平行,车削平行度精度在0.5μm以内。
该专门的工装组件包括第一基底工装4、第二基底工装5、耳轴2和直角支撑块3。
第一基底工装4和第二基底工装5采用铝合金材料,两面都进行车削加工,两个基底工装的加工曲面形精度都在0.5μm以内。
如图2所示,耳轴2一共有两个,分别包括圆柱面和底面,圆柱面圆度误差在 1μm以内,底面的平面度误差在0.5μm以内。两个耳轴2的底面均通过胶或蜂蜡粘在待加工的自由曲面棱镜1的两侧壁面上,并且两个耳轴2的圆柱面同轴设置,同轴度精度范围为1~3μm。
如图3所示,直角支撑块3一共有两个,包括第一直角支撑面303和第二直角支撑面304,第一直角支撑面303上开设有一个内孔301和四个螺纹孔302,第二直角面304上开设有两个安装孔,直角支撑块3的面形精度在0.5μm以内,两个直角面的垂直度偏差在1μm以内。孔301用于与耳轴2的圆柱面配合进行组装,四个螺纹孔302用于紧固辅助定位完成后待加工的自由曲面棱镜1,安装孔用于将直角支撑块3安装固定于第一基底工装4上。
如图4所示,组装时,将安装有两个耳轴2的自由曲面棱镜1与直角支撑块3 的内孔301配合,并以同样的方式安装好另一块直角支撑块3,最后安装固定至第一基底工装4上,第一基底工装4上设有四个腰形通孔,用于和第二基底工装5 连接,第一基底工装4与第二基底工装的组合可用于工件上盘后的偏心调节,即加工自由曲面的中心位置调节,完成组装。
如图5所示,组装完成后,待加工的自由曲面棱镜1首先通过标准角度的楔块 6作为靠体辅助定位待加工曲面的角度,标准角度的楔块6的角度偏差小于2'。辅助定位时,标准角度的楔块6的上表面与自由曲面棱镜1待加工曲面的对位面贴合接触,下表面与第一基底工装4的上表面贴合接触,在辅助定位完成后,通过螺纹孔302和紧钉螺钉紧固锁死自由曲面棱镜姿态。
加工前需找到待加工曲面的中心顶点,刀具走刀需先对准中心后,加工的面形才是正确的。进行自由曲面棱镜1车削加工的过程中,本实施例利用光学探针在线定位加工曲面的旋转中心位置,光学探针通过扫描待加工曲面的边缘定位曲面中心位置坐标,同时采用光学探针进行在线检测与补偿面形精度,光学探针通过扫描待加工曲面的面形,利用面形数据计算加工路径来补偿加工曲面面形,光学探针与刀具处于同一高度,在加工完成一个表面之后,在线旋转改变自由曲面棱镜1姿态,如图6所示,从而切换待加工曲面的位置,对待加工的自由曲面棱镜1中每个需要加工的表面逐一加工并检测合格后下盘,最终完成自由曲面棱镜的车削加工。其中,在线定位加工自由曲面的中心顶点的位置度误差小于0.01mm。
本实施例中,第一基底工装4和第二基底工装5的口径为120mm,采用铝合金6061材质,待加工曲面棱镜1为厚度37mm的五角棱镜,采用红外材料IRG206。
加工与检测的具体步骤如下:
S1)超精密车削加工第一基底工装4和第二基底工装5。两个基底工装采用铝合金材质,两面车削加工曲面形精度都在0.5μm以内,加工完成后下盘备用;
S2)超精密车削加工直角支撑块3的第一直角面303和第二直角面304,采用直角棱镜辅助定位加工两个直角面的垂直度,共加工两个同样的直角支撑块3。先加工第一直角面303,然后采用角度精度为15”的直角棱镜作为标准角度靠体,再加工第二直角面304,第二直角面304上开设两个安装孔,两个直角面的垂直度偏差在1μm以内,在第一直角面303上开设一个内孔301和四个螺纹孔302,车削完成后下盘备用;
S3)超精密车削加工耳轴2的圆柱面和底面,共加工两个同样的耳轴2。圆柱面圆度误差在1μm以内,底面的平面度误差在0.5μm以内;
S4)超精密车削加工自由曲面棱镜1的侧壁面。单面车削加工实现自由曲面棱镜的两个侧壁面的平行,车削平行度精度在0.5μm以内,加工完成后下盘备用;
S5)如图2所示,将一个耳轴的底面用胶或者蜂蜡粘至自由曲面棱镜1的侧壁面上,以该耳轴的圆柱面为基准用光学探针在线打同轴后,安装并胶粘另一个耳轴,两个耳轴同轴度精度范围为1~3μm。
S6)如图4所示,将装好耳轴2的自由曲面棱镜1与直角支撑块3的内孔301 配合安装,并以同样的方式安装好另一块直角支撑块3,然后将组装完成的耳轴2、自由曲面棱镜1和直角支撑块3整体安装至第一基底工装4上,并通过第一基底工装4上存在四个腰形通孔将第一基底工装4与第二基底工装组装;
S7)如图5所示,标准角度的楔块6作为靠体辅助定位自由曲面棱镜1待加工曲面的角度,其中标准角度的楔块6的上下表面分别与自由曲面棱镜表面和工装 4上表面贴合,完成角度定位后通过四个螺纹孔302紧固锁死两端的紧定螺钉,至此完成工装的组装以及自由曲面棱镜1的安装;
S8)当光学探针与刀具调试成同一高度后,将自由曲面棱镜1及工装吸附至单点车削机床的卡盘上,调整第一基底工装4和第二基底工装5的位置,利用光学探针在线标定加工曲面的旋转中心位置;
S9)超精密车削加工自由曲面棱镜的表面面形,并采用光学探针在线检测与补偿面形精度,加工完成一个曲面后,在线旋转调整自由曲面棱镜姿态,切换待加工曲面的位置,逐一加工与检测后下盘,检测面形偏差在0.5μm以内,完成自由曲面棱镜的车削加工。
其中,在线旋转调整自由曲面棱镜姿态的步骤具体包括:
51)松开侧边紧定螺钉;
52)以耳轴2的两个同轴圆柱面为轴,旋转自由曲面棱镜1,切换待加工曲面;
53)通过紧钉螺钉锁死自由曲面棱镜1姿态。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的工作人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
一种超精密车削自由曲面棱镜加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0