






专利摘要
本实用新型涉及注塑机技术领域,具体涉及一种适用于PC料的注塑机螺杆,包括机筒和安装于机筒内的螺杆本体;所述螺杆本体包括安装段和螺杆段;所述安装段设置在外接的动力机构上从而带动螺杆本体转动;所述螺杆段包括沿进料方向依次设置的加料段、压缩段、均化段和出料段;所述安装段和加料段连接;所述压缩段的螺杆直径沿进料方向逐渐增大;所述加料段的螺杆直径和压缩段始端的螺杆直径相等;所述均化段和所述出料段的螺杆直径和压缩段末端的螺杆直径相等;本实用新型的有益效果在于:结构设计合理,通过对现有的注塑机螺杆进行结构改进,避免PC料在生产中出现黄烟和变黄的现象,提高PC料的生产质量。
权利要求
1.一种适用于PC料的注塑机螺杆,其特征在于,包括机筒和安装于机筒内的螺杆本体;所述螺杆本体包括安装段和螺杆段;所述安装段设置在外接的动力机构上从而带动螺杆本体转动;所述螺杆段包括沿进料方向依次设置的加料段、压缩段、均化段和出料段;所述安装段和加料段连接;所述压缩段的螺杆直径沿进料方向逐渐增大;所述加料段的螺杆直径和压缩段始端的螺杆直径相等;所述均化段和所述出料段的螺杆直径和压缩段末端的螺杆直径相等;所述加料段、压缩段和均化段的外表面上设有螺棱。
2.根据权利要求1所述的适用于PC料的注塑机螺杆,其特征在于,所述螺杆段两端的半径差为3.2cm。
3.根据权利要求1所述的适用于PC料的注塑机螺杆,其特征在于,所述机筒对应均化段的外表面上设置有多个沿进料方向的冷却槽,所述冷却槽绕机筒外表面呈螺旋状分布。
4.根据权利要求1所述的适用于PC料的注塑机螺杆,其特征在于,所述压缩段上设置有副螺棱,所述副螺棱将压缩段分隔为两部分。
5.根据权利要求1所述的适用于PC料的注塑机螺杆,其特征在于,所述螺杆段的表面涂覆有氧化锆陶瓷涂层。
说明书
技术领域
本实用新型涉及注塑机技术领域,具体涉及一种适用于PC料的注塑机螺杆。
背景技术
注塑机又名注射成型机或注射机,它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机能够加热塑料,并对熔融塑料施加高压,从而使其射出并充满模具型腔。螺杆是注塑机的重要部件,它的作用是对塑料进行输送、压实、熔化、搅拌和施压。所有这些步骤都是通过螺杆在料筒内的旋转来完成的,在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。塑料在料筒内的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料。螺杆的设计结构将直接影响到这些作用的程度。
现有的注塑机在加工PC料时,由于注塑机螺杆的结构设计存在不合理的问题,从而导致了PC塑料制品的发黄以及出现黄烟的现象,进而使得PC料的生产质量变低。
实用新型内容
为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:提供一种结构设计合理,能够提高PC料生产质量的适用于PC料的注塑机螺杆。
为了解决上述技术问题,本实用新型采用的技术方案为:一种适用于PC料的注塑机螺杆,包括机筒和安装于机筒内的螺杆本体;所述螺杆本体包括安装段和螺杆段;所述安装段设置在外接的动力机构上从而带动螺杆本体转动;所述螺杆段包括沿进料方向依次设置的加料段、压缩段、均化段和出料段;所述安装段和加料段连接;所述压缩段的螺杆直径沿进料方向逐渐增大;所述加料段的螺杆直径和压缩段始端的螺杆直径相等;所述均化段和所述出料段的螺杆直径和压缩段末端的螺杆直径相等;所述加料段、压缩段和均化段的外表面上设有螺棱。
进一步的,螺杆段两端的半径差为3.2cm。
进一步的,所述机筒对应均化段的外表面上设置有多个沿进料方向的冷却槽,所述冷却槽绕机筒外表面呈螺旋状分布。
进一步的,所述压缩段上设置有副螺棱,所述副螺棱将压缩段分隔为两部分。
进一步的,所述螺杆段的表面涂覆有氧化锆陶瓷涂层。
本实用新型的有益效果在于:通过对现有的注塑机螺杆进行结构改进,增设出料段,出料段上不设计螺棱,因此不会产生剪切热,避免了PC料由于剪切热而导致变黄和出现黄烟的问题;同时将压缩段的螺杆直径设计为沿进料方向逐渐增大,使得熔融的PC料能够顺畅的流向出料段,减小送料的阻力,不易产生PC料的滞留以及PC料由于过度挤压而容易过熟,避免出现黄烟和变黄的现象,提高PC料的生产质量。
附图说明
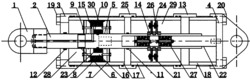
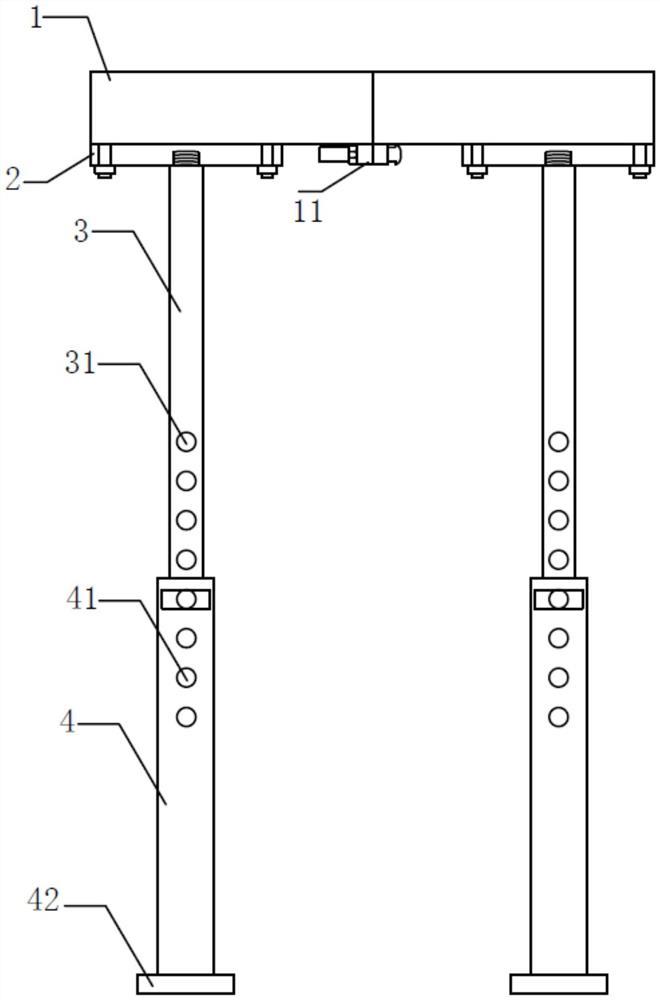
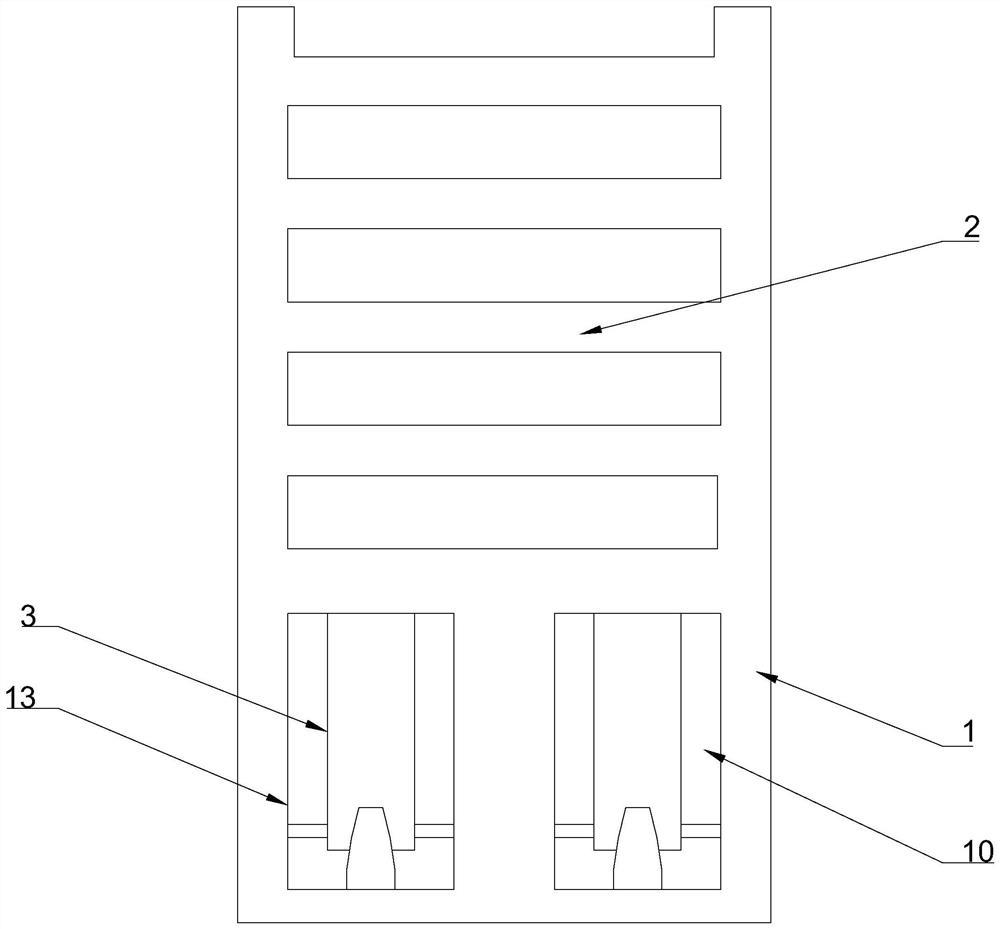
图1为本实用新型具体实施方式的一种适用于PC料的注塑机螺杆的结构示意图;
图2为图1中的均化段的局部放大图;
标号说明:
1、机筒;11、冷却槽;
2、螺杆本体;21、安装段;22、螺杆段;221、加料段;222、压缩段;
2221、副螺棱;223、均化段;224、出料段;
3、螺棱。
具体实施方式
为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
本实用新型最关键的构思在于:增设出料段,出料段上不设计螺棱,因此不会产生剪切热,避免了PC料由于剪切热而导致变黄和出现黄烟的问题;同时将压缩段的螺杆直径设计为沿进料方向逐渐增大,避免PC料在生产中出现黄烟和变黄的现象,提高PC料的生产质量。
请参照图1和图2所示,一种适用于PC料的注塑机螺杆,包括机筒1和安装于机筒1内的螺杆本体2;所述螺杆本体2包括安装段21和螺杆段22;所述安装段21设置在外接的动力机构上从而带动螺杆本体2转动;所述螺杆段22包括沿进料方向依次设置的加料段221、压缩段222、均化段223和出料段224;所述安装段21和加料段221连接;所述压缩段222的螺杆直径沿进料方向逐渐增大;所述加料段221的螺杆直径和压缩段222始端的螺杆直径相等;所述均化段223和所述出料段224的螺杆直径和压缩段222末端的螺杆直径相等;所述加料段221、压缩段222和均化段223的外表面上设有螺棱3。
上述的一种适用于PC料的注塑机螺杆的使用过程为:首先,将螺杆本体2安装在机筒1上,机筒1上对应螺杆段22的出料段224的位置上设有开口;然后,将螺杆本体2的安装段21安装在外接的动力机构上,使得螺杆本体2能够实现转动;最后,将机筒1的开口和注塑机的喷嘴连接即可。PC料由加料段221进入,经由加料段221、压缩段222和均化段223的作用后形成均匀的熔融塑料,并在螺棱3的推进作用下从出料段224经由机筒1的开口以及注塑机的喷嘴注入模具内。
上述的一种适用于PC料的注塑机螺杆的有益效果在于:通过对现有的注塑机螺杆进行结构改进,增设出料段224,出料段224上不设计螺棱3,因此不会产生剪切热,避免了PC料由于剪切热而导致变黄和出现黄烟的问题;同时将压缩段222的螺杆直径设计为沿进料方向逐渐增大,使得熔融的PC料能够顺畅的流向出料段224,减小送料的阻力,不易产生PC料的滞留以及PC料由于过度挤压而容易过熟,避免出现黄烟和变黄的现象,提高PC料的生产质量。
进一步的,螺杆段22两端的半径差为3.2cm。
由上述描述可知,通过将螺杆段22两端的半径差设计为3.2cm,即螺杆段22的出料段224靠近喷嘴的一端的半径与加料段221靠近安装段21的一端的半径的差值为3.2cm,可以防止由于出料段224与料筒间隙太近,导致PC料由于出现过度挤压而容易过熟,从而导致出现黄烟和原材料发黄的情况,进而影响原材料材质。
进一步的,所述机筒1对应均化段223的外表面上设置有多个沿进料方向的冷却槽11,所述冷却槽11绕机筒1外表面呈螺旋状分布。
由上述描述可知,通过设置冷却槽11,利用冷却槽11输送冷水对螺杆段22位于均化段223的局部部分进行冷却,以避免PC料经压缩熔融后由于过热而导致PC料变黄的不良问题。
进一步的,所述压缩段222上设置有副螺棱2221,所述副螺棱2221将压缩段222分隔为两部分。
由上述描述可知,通过在压缩段222上设置有副螺棱2221,副螺棱2221将压缩段222分隔为两部分,即副螺棱2221将压缩段222上的螺距分隔为两部分,提高搅拌频率,使得PC料收到更多的切向力,从而使得PC料不会发生焦料和堵料的现象,保证PC料的出料更为均匀。
进一步的,所述螺杆段22的表面涂覆有氧化锆陶瓷涂层。
由上述描述可知,通过在螺杆段22的表面涂覆有氧化锆陶瓷涂层,氧化锆陶瓷涂料硬度高,能耐高温,且其隔热效果高,不仅能够有效的提高螺杆段22的耐高温性能和硬度,还能够提高螺杆段22的使用寿命。
请参照图1和图2所示,本实用新型的实施例一为:
一种适用于PC料的注塑机螺杆,包括机筒1和安装于机筒1内的螺杆本体2;所述螺杆本体2包括安装段21和螺杆段22;所述安装段21设置在外接的动力机构上从而带动螺杆本体2转动;所述螺杆段22包括沿进料方向依次设置的加料段221、压缩段222、均化段223和出料段224;所述安装段21和加料段221连接;所述压缩段222的螺杆直径沿进料方向逐渐增大;所述加料段221的螺杆直径和压缩段222始端的螺杆直径相等;所述均化段223和所述出料段224的螺杆直径和压缩段222末端的螺杆直径相等;所述加料段221、压缩段222和均化段223的外表面上设有螺棱3。
所述螺杆段22两端的半径差为3.2cm。
所述机筒1对应均化段223的外表面上设置有多个沿进料方向的冷却槽11,所述冷却槽11绕机筒1外表面呈螺旋状分布。
所述压缩段222上设置有副螺棱2221,所述副螺棱2221将压缩段222分隔为两部分。
所述螺杆段22的表面涂覆有氧化锆陶瓷涂层。
综上所述,本实用新型提供的一种适用于PC料的注塑机螺杆,通过对现有的注塑机螺杆进行结构改进,增设出料段,出料段上不设计螺棱,因此不会产生剪切热,避免了PC料由于剪切热而导致变黄和出现黄烟的问题;同时将压缩段的螺杆直径设计为沿进料方向逐渐增大,使得熔融的PC料能够顺畅的流向出料段,减小送料的阻力,不易产生PC料的滞留以及PC料由于过度挤压而容易过熟,避免出现黄烟和变黄的现象,提高PC料的生产质量。
通过将螺杆段的出料口和进料口的差值设计为3.2cm,可以防止由于出料段与料筒间隙太近,导致PC料由于出现过度挤压而容易过熟,从而导致出现黄烟和原材料发黄的情况,进而影响原材料材质。
通过设置冷却槽,利用冷却槽输送冷水对螺杆段位于均化段的局部部分进行冷却,以避免PC料经压缩熔融后由于过热而导致PC料变黄的不良问题。
通过在压缩段上设置有副螺棱,副螺棱将压缩段分隔为两部分,即副螺棱将压缩段上的螺距分隔为两部分,提高搅拌频率,使得PC料收到更多的切向力,从而使得PC料不会发生焦料和堵料的现象,保证PC料的出料更为均匀。
通过在螺杆段的表面涂覆有氧化锆陶瓷涂层,氧化锆陶瓷涂料硬度高,能耐高温,且其隔热效果高,不仅能够有效的提高螺杆段的耐高温性能和硬度,还能够提高螺杆段的使用寿命。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
一种适用于PC料的注塑机螺杆专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0