

IPC分类号 : B27K3/34,B27K9/00,B27N3/04,B27N3/12,B27N1/00







专利摘要
本申请属于竹材加工与林产工业技术领域。重组竹在湿热的环境条件下容易发生霉变,影响其使用价值和外观,进而限制了其大规模推广应用。本申请提供了一种基于热解油酚醛树脂的新型防霉重组竹,依次包括第一表层、第一胶粘层、芯层、第二胶粘层和第二表层,所述第一表层通过所述第一胶粘层与所述芯层连接,所述第二表层通过所述第二胶粘层与所述芯层连接;所述第一胶粘层为热解油酚醛树脂胶粘层,所述第二胶粘层为热解油酚醛树脂胶粘层。采用热裂解炼制和树脂合成技术,将竹材加工企业的剩余物充分利用起来,添加到重组竹的生产过程中,并赋予产品一定的防霉抗菌性,从而在降低重组竹生产成本的同时来提高其产品性能。
权利要求
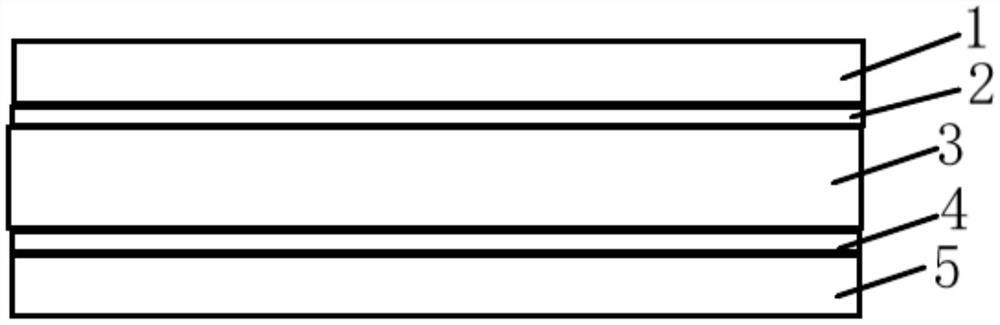
1.一种基于热解油酚醛树脂的新型防霉重组竹,其特征在于:依次包括第一表层、第一胶粘层、芯层、第二胶粘层和第二表层,所述第一表层通过所述第一胶粘层与所述芯层连接,所述第二表层通过所述第二胶粘层与所述芯层连接;所述第一胶粘层为热解油酚醛树脂胶粘层,所述第二胶粘层为热解油酚醛树脂胶粘层。
2.如权利要求1所述的基于热解油酚醛树脂的新型防霉重组竹,其特征在于:所述第一表层包括2~5层竹束,每层所述竹束通过胶黏层连接;所述第二表层包括2~5层竹束,每层所述竹束通过胶黏层连接。
3.如权利要求2所述的基于热解油酚醛树脂的新型防霉重组竹,其特征在于:所述竹束经过生物质热解油浸渍处理,所述竹束包括防霉抗菌子层。
4.如权利要求1所述的基于热解油酚醛树脂的新型防霉重组竹,其特征在于:所述芯层包括3~30层网状竹束。
说明书
技术领域
本申请属于竹材加工与林产工业技术领域,特别是涉及一种基于热解油酚醛树脂的新型防霉重组竹。
背景技术
重组竹是将竹材通过机械帚化疏解成纤维化的竹束丝,经干燥、碳化、浸胶、干燥,顺纹铺放在模具中,经高温高压热固化所制成的竹质重组材料。具体而言,主要是将竹材通过开片、疏解成疏松状的纤竹束纤维后,浸渍低分子量的树脂等化学聚合物,通过疏解形成的微裂纹有目的地导入到细胞腔、壁、纹孔等不同组织内,经顺纹组坯后,采用热压或冷压热固化成型方法,将纤维化竹束压制成重组竹。重组竹生产的主要工艺流程包括锯截、剖分、去青、疏解、干燥、碳化、浸胶、二次干燥、组坯、胶合成型等工序。
近年来,我国重组竹产业在丰富的原材料资源及国家相关产业政策的支持下,产业规模和产值不断提升。重组竹产品不仅广泛应用于室内外地板、家具、建筑结构材和装修与装潢材,以及风电桨叶等高强度材料需求领域,而且使得重组竹的应用领域扩展到户外用材,并成功地实现了大规模产业化,成为我国竹材产业最具有发展潜力的优势产业之一,也是竹产业和林产工业目前的研究热点和前沿技术。
然而,重组竹在湿热的环境条件下容易发生霉变,影响其使用价值和外观,进而限制了其大规模推广应用。
实用新型内容
1.要解决的技术问题
重组竹在湿热的环境条件下容易发生霉变,影响其使用价值和外观,进而限制了其大规模推广应用的问题,本申请提供了一种基于热解油酚醛树脂的新型防霉重组竹及其制备方法。
2.技术方案
为了达到上述的目的,本申请提供了一种基于热解油酚醛树脂的新型防霉重组竹,依次包括第一表层、第一胶粘层、芯层、第二胶粘层和第二表层,所述第一表层通过所述第一胶粘层与所述芯层连接,所述第二表层通过所述第二胶粘层与所述芯层连接;所述第一胶粘层为热解油酚醛树脂胶粘层,所述第二胶粘层为热解油酚醛树脂胶粘层。
本申请提供的另一种实施方式为:所述第一表层包括2~5层竹束,每层所述竹束通过胶黏层连接;所述第二表层包括2~5层竹束,每层所述竹束通过胶黏层连接。
本申请提供的另一种实施方式为:所述竹束经过生物质热解油浸渍处理,所述竹束包括防霉抗菌子层。
本申请提供的另一种实施方式为:所述芯层包括3~30层网状竹束。
本申请还提供一种胶粘层,所述胶粘层由如下原料组成:
苯酚、甲醛溶液、氢氧化钠溶液和热解油;
所述苯酚与所述甲醛溶液的质量比为1:1.5~2,所述氢氧化钠溶液与所述苯酚质量比为0.6~0.8:1,所述热解油与所述苯酚质量比为0.15~0.3:1。
本申请提供的另一种实施方式为:所述甲醛溶液浓度为37%,所述氢氧化钠溶液浓度为30%。
本申请还提供一种胶粘层制备方法,所述方法包括如下步骤:
1)按比例取苯酚、甲醛溶液、热解油和氢氧化钠溶液,依次加入合成反应釜中,搅拌反应原料混合液;
2)开动加热装置,将所述混合液在20min内缓慢逐步升温至90±3℃,并保温40min~60min;
3)启动冷却装置,将步骤2)中所述混合液降温至75℃,加入甲醛溶液、热解油和氢氧化钠溶液;
4)在10~15min内使步骤3)中所述混合液缓慢升温至90±3℃,保温15min~25min;
5)加入氢氧化钠溶液并继续反应10min~20min,降温至50℃以下并出料。
本申请还提供一种基于热解油酚醛树脂的新型防霉重组竹制备方法,所述方法包括如下步骤:
(1)竹束制备:将原竹裁截成不同长度的竹筒,沿其直径纵向剖分成两个半圆竹筒,并除去内节;然后采用疏解机定向疏解成通长的、相互交联并保持纤维原有排列方式的网状疏松束状单元;将竹束制备过程中产生的废弃物收集起来备用;
(2)竹材剩余物热裂解液化:将原竹备料过程中产生的竹屑、竹丝、竹材薄壁细胞等加工剩余物进行粉碎和干燥处理,粉碎至粒径小于等于40目,干燥至含水率小于5%;将干燥后的竹材颗粒在热解反应器中进行热裂解液化,收集得到的竹材热解油冷藏备用;
(3)表层竹束热解油浸渍处理:将质量较好、用于表层的竹束进行热解油浸渍处理;
(4)竹束干燥:将步骤(1)中所述竹束作为芯层,将步骤(3)中所述竹束作为第一表层和第二表层,对所述第一表层、所述第二表层和所述芯层进行干燥处理;
(5)施胶:采用所述胶粘层将所述第一表层、所述芯层和所述第二表层进行粘接;
(6)热压:采用热进-冷出工艺进行重组竹的热压,待热压机温度达到设定温度后放入板坯,之后开始升压,压机达到热压压力后开始保温,之后停止加热、开始降温后将板坯取出;
(7)将所述板坯取出,包装得到基于热解油酚醛树脂的新型防霉重组竹。
本申请提供的另一种实施方式为:所述原竹为毛竹、巨龙竹、绿竹、慈竹、麻竹和刚竹中的一种或几种。
本申请提供的另一种实施方式为:所述热解反应器为流化床式、旋转锥式、下降管式或微波裂解反应器。
3.有益效果
与现有技术相比,本申请提供的一种基于热解油酚醛树脂的新型防霉重组竹及其制备方法的有益效果在于:
本申请提供的一种基于热解油酚醛树脂的新型防霉重组竹,将竹材加工企业的剩余物有效利用起来,添加到重组竹的生产过程中并赋予产品一定的防霉抗菌性,在降低重组竹生产成本的同时来提高其产品性能。
本申请提供的一种基于热解油酚醛树脂的新型防霉重组竹,提高竹材加工过程中的原料利用率,在降低重组竹生产成本的同时,提高产品防霉防腐性能。从而促进重组竹产业进一步快发展。
本申请提供的一种基于热解油酚醛树脂的新型防霉重组竹制备方法,实现了竹材制备重组竹产品的全组分原料利用,将备料工段产生的竹屑、竹丝以及力学性能较差的薄壁细胞等组分通过热裂解炼制后重新加工利用,分别作为重组竹表面处理防护剂和成板胶粘剂,实现了废物利用、变废为宝,有效提高了竹材原料的加工利用率。
本申请提供的一种胶粘层制备方法,利用竹材剩余物热解油来替代昂贵的苯酚原料来制备酚醛树脂,在减少对石化资源依赖的同时,可以明显降低酚醛树脂的原料成本,从而进一步降低重组竹的生产成本、提高产品性价比。
本申请提供的一种基于热解油酚醛树脂的新型防霉重组竹制备方法,所采用的热解油中含有的酚类、酸类和萜类等物质具有防霉抗菌等功效,将其用于制造重组竹产品,可以有效增强重组竹的防护性能,减少其在户外使用时所发生的虫蛀、发霉和腐朽现象,增强其使用功能和产品寿命。
附图说明
图1是本申请的一种基于热解油酚醛树脂的新型防霉重组竹的结构示意图;
图2是本申请的表层和胶粘层粘合实物示意图;
图3是本申请的板坯实物示意图;
图4是本申请的基于热解油酚醛树脂的新型防霉重组竹实物示意图;
图中:1-第一表层、2-第一胶粘层、3-芯层、4-第二胶粘层、5-第二表层。
具体实施方式
在下文中,将参考附图对本申请的具体实施例进行详细地描述,依照这些详细的描述,所属领域技术人员能够清楚地理解本申请,并能够实施本申请。在不违背本申请原理的情况下,各个不同的实施例中的特征可以进行组合以获得新的实施方式,或者替代某些实施例中的某些特征,获得其它优选的实施方式。
我国是世界上最主要的产竹国,竹类资源、竹林面积、竹材蓄积和产量,以及竹产品对外贸易量均居世界首位。竹子作为我国重要的森林资源,具有资源丰富、繁殖再生能力强、生长周期短、材质性能优良等特性,具有很高的工业生产和商业应用价值,被称为中国“第二大森林”。竹材通过各种机械、化学和生物加工等方法,可以生产具有多种用途的竹材制品,实现以竹代木,有助于减少木材消耗、缓解木材供需矛盾等。
在重组竹的生产过程中,特别是在原竹截断、展平、剖分以及疏解等原料处理过程中产生了大约30%左右的竹屑、竹丝、薄壁细胞等竹材加工剩余物,这些加工剩余物一般被直接焚烧锅炉,资源利用效率低;重组竹胶合所需要的酚醛树脂等胶黏剂的主要原料来源于石化资源,不仅原料不可再生,而且价格昂贵,是影响重组竹产品生产成本的主要生产要素。
参见图1~4,本申请提供一种基于热解油酚醛树脂的新型防霉重组竹,依次包括第一表层1、第一胶粘层2、芯层3、第二胶粘层4和第二表层5,所述第一表层1通过所述第一胶粘层2与所述芯层3连接,所述第二表层5通过所述第二胶粘层4与所述芯层3连接;所述第一胶粘层2为热解油酚醛树脂胶粘层,所述第二胶粘层4为热解油酚醛树脂胶粘层。
进一步地,所述第一表层1包括2~5层竹束,每层所述竹束通过胶黏层连接;所述第二表层5包括2~5层竹束,每层所述竹束通过胶黏层连接。
进一步地,所述竹束经过生物质热解油浸渍处理,所述竹束包括防霉抗菌子层。
进一步地,所述芯层3包括3~30层网状竹束。
本申请涉及的基于热解油酚醛树脂的新型防霉重组竹,其由两个表层和一个芯层3等部分构成,经过胶黏层胶合热压制成,密度约为0.70g/cm
本申请涉及的基于热解油酚醛树脂的新型防霉重组竹,在两个表层和芯层3进行竹束分层处理、施胶和铺装,优选质量较好的竹束放到表层、且对容易发生霉变的表层竹速进行热解油浸渍防霉处理,而在芯层3选择普通竹束且只进行施胶处理,分层处理和铺装有效发挥了各个部分材料的结构和性能优点,在保证重组竹产品性能的同事,提高了原材料利用率,并节约生产用化工原料。
本申请还提供一种胶粘层,所述胶粘层由如下原料组成:
苯酚、甲醛溶液、氢氧化钠溶液和热解油,
所述苯酚与所述甲醛溶液的质量比为1:1.5~2,所述氢氧化钠溶液与所述苯酚质量比为0.6~0.8:1,所述热解油与所述苯酚质量比为0.15~0.3:1。
进一步地,所述甲醛溶液浓度为37%,所述氢氧化钠溶液浓度为30%。
本申请还提供一种胶粘层制备方法,所述方法包括如下步骤:
1)按照一定比例来称取苯酚、甲醛、热解油和氢氧化钠溶液等树脂合成原料。
2)将计量好的全部苯酚、部分甲醛溶液(总质量的70%~80%)和部分氢氧化钠溶液(总质量的40%~50%)依次加入合成反应釜中,搅拌反应原料混合液。
3)开动加热装置,将混合液在20min内缓慢逐步升温至(90±3)℃,并保温40min-60min;
4)启动冷却装置,将混合液降温至75℃,加入剩余的甲醛溶液(总质量的20%-30%)、热解油和氢氧化钠溶液(总质量的25-30%);
5)在10~15min内使混合液缓慢升温至(90±3)℃,保温15min~25min;
6)加入剩余氢氧化钠溶液(总质量的25%~30%)并继续反应10min~20min,降温至50℃以下并出料。
其中,所述热解油来源于原竹备料过程中产生的竹屑、竹丝、竹材薄壁细胞等加工剩余物的热裂解液化过程。
本申请还提供一种基于热解油酚醛树脂的新型防霉重组竹制备方法,所述方法包括如下步骤:
(1)竹束制备:将原竹裁截成不同长度的竹筒(根据压机幅面和工艺要求调整尺寸),然后沿其直径纵向剖分成两个半圆竹筒,并除去内节;然后,采用疏解机定向疏解成通长的、相互交联并保持纤维原有排列方式的网状疏松束状单元;将竹束制备过程中产生的废弃物收集起来备用;
(2)竹材剩余物热裂解液化:将原竹备料过程中产生的竹屑、竹丝、竹材薄壁细胞等加工剩余物进行粉碎和干燥处理,粉碎至粒径小于等于40目,干燥至含水率小于5%;将干燥后的竹材颗粒在热解反应器中进行热裂解液化,反应条件为:反应温度450℃~550℃、气相停留时间≤2s、冷凝温度≤4℃,收集得到的竹材热解油冷藏备用,竹材热解气可以燃烧后用作热解过程中的能量来源,竹材热解炭可以进一步活化后用作活性炭等;该条件下,竹材热解油产率为45%~60%,热解炭产率为20%~30%,剩余热解气直接燃烧供热;所述热解反应器可以为流化床式、旋转锥式、下降管式或微波裂解反应器;
(3)表层竹束热解油浸渍处理:将质量较好、用于表层(包括上表层和下表层)的竹束进行热解油浸渍处理,利用热解油中的酸类、酚类等物质赋予重组竹材防霉抗菌性能,热解油的载药量约为竹束绝干质量的2%~8%;
(4)竹束干燥:将上述经过疏解、未经过浸渍用于芯层铺装的竹束,和经过疏解、浸渍用于表层铺装的竹束进行干燥(采用烘箱干燥或太阳能气干)处理,达到含水率为3%~10%;
(5)施胶:使用上述自制的热解油酚醛树脂作为胶黏剂,初始固含量约为45%~50%,采用浸胶的方式来进行施胶;首先将原有热解油酚醛树脂胶黏剂加入适量蒸馏水将其固含量调为15%~25%,混合均匀;在常温下进行浸胶,竹束在胶液中的浸胶时间为10min~15min,浸胶后取出,之后再垂直放置5min~8min,使竹束表面的胶黏剂不再滴落,完成施胶。
(6)施胶后干燥:将上述经过浸胶的竹束在40℃~60℃烘箱中干燥或通风处晾晒,使其含水率控制在6%~10%之间。
(7)组坯:按照预设的重组竹目标密度、厚度和体积等来称取施胶干燥后的竹束,在模具中组坯,其中质量较好、致密且经过热解油浸渍处理的竹束放在表层,未经过浸渍处理的竹束放在芯层。
所述的重组竹目标密度可以为0.70g/cm
(8)热压:采用热进-冷出工艺进行重组竹的热压,热压温度为140℃~160℃,待热压机温度达到设定温度后放入板坯,之后开始升压,热压压力设置为3.5MPa~4.5MPa,压机达到热压压力后开始保温,保温时间为1.0min/mm~1.5min/mm,之后停止加热、开始降温,使压机温度降低到40℃~60℃后泄压,将板坯取出。
其中,所述热压时间单位为min/mm,其含义是根据被热压板材的厚度(mm)来确定相应的热压时间(min)。
(9)将上述经过热压得到的板材裁切、包装得到新型重组竹产品。
生物质热解油是竹材废弃物等农林剩余物等原料经过热裂解液化得到的液态产物,其原料来源广泛、化学成分丰富以及生产成本较低,是绿色环保的清洁化工原料。热解油中富含酚类、醛类、酯类等成分,具有参与苯酚-甲醛树脂合成反应的潜力,可使酚醛(PF)树脂胶黏剂的制备成本降低、更加环保。此外,热解油中含有的酚类化合物具有清除自由基、抗氧化、防霉和杀虫能力,有抗虫防霉功效,有利于防止重组竹产品在户外使用过程中的霉变、虫蛀与腐坏、提高其防腐耐久性。
进一步地,所述原竹为毛竹、巨龙竹、绿竹、慈竹、麻竹和刚竹中的一种或几种。
进一步地,所述热解反应器为流化床式、旋转锥式、下降管式或微波裂解反应器。
实施例1
(1)竹束制备:以毛竹为原料,将毛竹原竹裁截成一定长度的竹筒,然后沿其直径纵向剖分成两个半圆竹筒,并除去内节;采用疏解机定向疏解成通长的、相互交联并保持纤维原有排列方式的网状疏松束状单元。
(2)竹材剩余物热裂解液化:将原竹备料过程中产生的竹屑、竹丝等竹材加工剩余物进行粉碎和干燥处理,粉碎至粒径小于等于40目,干燥至含水率小于5%;将干燥后的竹材颗粒在流化床式热解反应器中进行热裂解液化,反应条件为:反应温度(500±10)℃、气相停留时间≤2s、冷凝温度≤4℃,收集得到的竹材热解油冷藏备用,竹材热解气可以燃烧后用作热解过程中的能量来源,竹材热解炭可以进一步活化后用作活性炭等;该条件下,竹材热解油产率为56%,热解炭产率为26%,剩余热解气直接燃烧供热。
(3)表层竹束热解油浸渍处理:将质量较好、用于表层(包括上表层和下表层)的竹束进行热解油浸渍处理,利用热解油中的酸类、酚类等物质赋予重组竹材防霉抗菌性能,热解油的载药量约为竹束绝干质量的3%。
(4)竹束干燥:将上述经过疏解、未经过浸渍用于芯层铺装的竹束,和经过疏解、浸渍用于表层铺装的竹束进行干燥(采用烘箱干燥或太阳能气干)处理,达到含水率为8%。
(5)热解油酚醛树脂胶黏剂制备:采用二次缩聚、分批投料的方法来合成热解油酚醛树脂,具体工艺如下:1)热解油酚醛树脂原料配比为:苯酚与甲醛溶液的质量比为1:1.6,氢氧化钠溶液与苯酚质量比为0.7:1,热解油与苯酚质量比为0.25:1;所述的甲醛溶液浓度为37%,氢氧化钠溶液浓度为30%。2)将计量好的全部苯酚、部分甲醛溶液(总质量的75%)和部分氢氧化钠溶液(总质量的50%)依次加入合成反应釜中,搅拌反应原料混合液。3)开动加热装置,将混合液在20min内缓慢逐步升温至(90±3)℃,并保温50min;4)启动冷却装置,将混合液降温至75℃,加入剩余的甲醛溶液(总质量的25%)、热解油和氢氧化钠溶液(总质量的25%);5)在10~15min内使混合液缓慢升温至(90±3)℃,保温20min。6)加入剩余氢氧化钠溶液(总质量的25%)并继续反应15min,降温至50℃以下并出料。
根据人造板用树脂胶粘剂理化性能分析方法,测试竹材热解油酚醛树脂的pH值、黏度以及固含量等,结果如表1所示。
(6)施胶:使用上述自制的热解油酚醛树脂作为胶黏剂,初始固含量如表1所示,采用浸胶的方式来进行施胶;首先将原有热解油酚醛树脂胶黏剂加入适量蒸馏水将其固含量调为20%,混合均匀;在常温下进行浸胶,竹束在胶液中的浸胶时间为12分钟,浸胶后取出,之后再垂直放置6分钟,使竹束表面的胶黏剂不再滴落,完成施胶。
(7)施胶后干燥:将上述经过浸胶的竹束在50℃烘箱中干燥或通风处晾晒,使其含水率控制在8%左右。
(8)组坯:按照0.80g/cm
(9)热压:采用热进-冷出工艺进行重组竹的热压,热压温度为140℃,待热压机温度达到设定温度后放入板坯,之后开始升压,热压压力设置为3.5MPa,压机达到热压压力后开始保温,保温时间为1.1min/mm,之后停止加热、开始降温,使压机温度降低到50℃后泄压,将板坯取出。
(10)将热压后的板材裁切、包装后得到重组竹产品。根据木材及人造板力学性能测试方法,进行新型重组竹材料的物理力学性能及耐水新能测试,包括密度、静曲强度、弹性模量、浸渍剥离率和吸水厚度膨胀率等,结果如表2所示。根据GB/T 13942.1-2009木材耐久性能第1部分:天然耐腐性实验室试验方法要求,进行为期12周的受菌腐朽实验,结果如表3所示。
实施例2
(1)竹束制备:以慈竹为原料,将慈竹原竹裁截成一定长度的竹筒,然后沿其直径纵向剖分成两个半圆竹筒,并除去内节;采用疏解机定向疏解成通长的、相互交联并保持纤维原有排列方式的网状疏松束状单元。
(2)竹材剩余物热裂解液化:将原竹备料过程中产生的竹屑、竹丝等竹材加工剩余物进行粉碎和干燥处理,粉碎至粒径小于等于40目,干燥至含水率小于5%;将干燥后的竹材颗粒在流化床式热解反应器中进行热裂解液化,反应条件为:反应温度(520±10)℃、气相停留时间≤2s、冷凝温度≤4℃,收集得到的竹材热解油冷藏备用,竹材热解气可以燃烧后用作热解过程中的能量来源,竹材热解炭可以进一步活化后用作活性炭等;该条件下,竹材热解油产率为52%,热解炭产率为28%,剩余热解气直接燃烧供热。
(3)表层竹束热解油浸渍处理:将质量较好、用于表层(包括上表层和下表层)的竹束进行热解油浸渍处理,利用热解油中的酸类、酚类等物质赋予重组竹材防霉抗菌性能,热解油的载药量约为竹束绝干质量的5%。
(4)竹束干燥:将上述经过疏解、未经过浸渍用于芯层铺装的竹束,和经过疏解、浸渍用于表层铺装的竹束进行干燥(采用烘箱干燥或太阳能气干)处理,达到含水率为6%。
(5)热解油酚醛树脂胶黏剂制备:采用二次缩聚、分批投料的方法来合成热解油酚醛树脂,具体工艺如下:1)热解油酚醛树脂原料配比为:苯酚与甲醛溶液的质量比为1:1.8,氢氧化钠溶液与苯酚质量比为0.65:1,热解油与苯酚质量比为0.20:1;所述的甲醛溶液浓度为37%,氢氧化钠溶液浓度为30%。2)将计量好的全部苯酚、部分甲醛溶液(总质量的70%)和部分氢氧化钠溶液(总质量的40%)依次加入合成反应釜中,搅拌反应原料混合液。3)开动加热装置,将混合液在20min内缓慢逐步升温至(90±3)℃,并保温50min;4)启动冷却装置,将混合液降温至75℃,加入剩余的甲醛溶液(总质量的30%)、热解油和氢氧化钠溶液(总质量的30%);5)在10~15min内使混合液缓慢升温至(90±3)℃,保温15min。6)加入剩余氢氧化钠溶液(总质量的30%)并继续反应20min,降温至45℃以下并出料。
根据人造板用树脂胶粘剂理化性能分析方法,测试竹材热解油酚醛树脂的pH值、黏度以及固含量等,结果如表1所示。
(6)施胶:使用上述自制的热解油酚醛树脂作为胶黏剂,初始固含量如表1所示,采用浸胶的方式来进行施胶;首先将原有热解油酚醛树脂胶黏剂加入适量蒸馏水将其固含量调为23%,混合均匀;在常温下进行浸胶,竹束在胶液中的浸胶时间为10分钟,浸胶后取出,之后再垂直放置5分钟,使竹束表面的胶黏剂不再滴落,完成施胶。
(7)施胶后干燥:将上述经过浸胶的竹束在50℃烘箱中干燥或通风处晾晒,使其含水率控制在8%左右。
(8)组坯:按照1.0g/cm
(9)热压:采用热进-冷出工艺进行重组竹的热压,热压温度为145℃,待热压机温度达到设定温度后放入板坯,之后开始升压,热压压力设置为4.0MPa,压机达到热压压力后开始保温,保温时间为1.2min/mm,之后停止加热、开始降温,使压机温度降低到50℃后泄压,将板坯取出。
(10)将热压后的板材裁切、包装后得到重组竹产品。根据木材及人造板力学性能测试方法,进行新型重组竹材料的物理力学性能及耐水新能测试,包括密度、静曲强度、弹性模量、浸渍剥离率和吸水厚度膨胀率等,结果如表2所示。根据GB/T 13942.1-2009木材耐久性能第1部分:天然耐腐性实验室试验方法要求,进行为期12周的受菌腐朽实验,结果如表3所示。
实施例3
(1)竹束制备:以毛竹和慈竹的混合竹为原料,将原竹裁截成一定长度的竹筒,然后沿其直径纵向剖分成两个半圆竹筒,并除去内节;采用疏解机定向疏解成通长的、相互交联并保持纤维原有排列方式的网状疏松束状单元。
(2)竹材剩余物热裂解液化:将毛竹和慈竹等混合原竹备料过程中产生的竹屑、竹丝等竹材加工剩余物进行粉碎和干燥处理,粉碎至粒径小于等于40目,干燥至含水率小于5%;将干燥后的竹材颗粒在流化床式热解反应器中进行热裂解液化,反应条件为:反应温度(530±10)℃、气相停留时间≤2s、冷凝温度≤4℃,收集得到的竹材热解油冷藏备用,竹材热解气可以燃烧后用作热解过程中的能量来源,竹材热解炭可以进一步活化后用作活性炭等;该条件下,竹材热解油产率为55%,热解炭产率为27%,剩余热解气直接燃烧供热。
(3)表层竹束热解油浸渍处理:将质量较好、用于表层(包括上表层和下表层)的竹束进行热解油浸渍处理,利用热解油中的酸类、酚类等物质赋予重组竹材防霉抗菌性能,热解油的载药量约为竹束绝干质量的6.5%。
(4)竹束干燥:将上述经过疏解、未经过浸渍用于芯层铺装的竹束,和经过疏解、浸渍用于表层铺装的竹束进行干燥(采用烘箱干燥或太阳能气干)处理,达到含水率为4%。
(5)热解油酚醛树脂胶黏剂制备:采用二次缩聚、分批投料的方法来合成热解油酚醛树脂,具体工艺如下:1)热解油酚醛树脂原料配比为:苯酚与甲醛溶液的质量比为1:1.9,氢氧化钠溶液与苯酚质量比为0.75:1,热解油与苯酚质量比为0.25:1;所述的甲醛溶液浓度为37%,氢氧化钠溶液浓度为30%。2)将计量好的全部苯酚、部分甲醛溶液(总质量的70%)和部分氢氧化钠溶液(总质量的40%)依次加入合成反应釜中,搅拌反应原料混合液。3)开动加热装置,将混合液在20min内缓慢逐步升温至(90±3)℃,并保温40min;4)启动冷却装置,将混合液降温至75℃,加入剩余的甲醛溶液(总质量的30%)、热解油和氢氧化钠溶液(总质量的30%);5)在10min内使混合液缓慢升温至(90±3)℃,保温15min。6)加入剩余氢氧化钠溶液(总质量的30%)并继续反应15min,降温至45℃以下并出料。
根据人造板用树脂胶粘剂理化性能分析方法,测试竹材热解油酚醛树脂的pH值、黏度以及固含量等,结果如表1所示。
(6)施胶:使用上述自制的热解油酚醛树脂作为胶黏剂,初始固含量如表1所示,采用浸胶的方式来进行施胶;首先将原有热解油酚醛树脂胶黏剂加入适量蒸馏水将其固含量调为21%,混合均匀;在常温下进行浸胶,竹束在胶液中的浸胶时间为13分钟,浸胶后取出,之后再垂直放置7分钟,使竹束表面的胶黏剂不再滴落,完成施胶。
(7)施胶后干燥:将上述经过浸胶的竹束在50℃烘箱中干燥或通风处晾晒,使其含水率控制在8%左右。
(8)组坯:按照1.2g/cm
(9)热压:采用热进-冷出工艺进行重组竹的热压,热压温度为150℃,待热压机温度达到设定温度后放入板坯,之后开始升压,热压压力设置为4.2MPa,压机达到热压压力后开始保温,保温时间为1.3min/mm,之后停止加热、开始降温,使压机温度降低到50℃后泄压,将板坯取出。
(10)将热压后的板材裁切、包装后得到重组竹产品。根据木材及人造板力学性能测试方法,进行新型重组竹材料的物理力学性能及耐水新能测试,包括密度、静曲强度、弹性模量、浸渍剥离率和吸水厚度膨胀率等,结果如表2所示。根据GB/T 13942.1-2009木材耐久性能第1部分:天然耐腐性实验室试验方法要求,进行为期12周的受菌腐朽实验,结果如表3所示。
表1竹材热解油酚醛树脂性能分析结果
表1所示竹材热解油酚醛树脂理化性能与传统工业酚醛树脂性能接近,符合重组竹用酚醛树脂的要求。
表2新型重组竹材料的物理力学性能分析结果
表2所示为本发明所制备新型重组竹材料的物理力学和耐水性能分析结果,均符合有关人造板产品质量要求,其中静曲强度和弹性模量等与其密度存在较强相关性,随着密度的增加而增大。
表3新型重组竹材料的耐腐性能测试结果
根据表3可见,新型重组竹材料经过为期12周的腐朽实验后,其质量损失率分别为5.8%、6.9%和7.4%,均在10%以下,属于I级耐腐,说明本发明方法所制备的新型重组竹具有较好的耐腐性能。
尽管在上文中参考特定的实施例对本申请进行了描述,但是所属领域技术人员应当理解,在本申请公开的原理和范围内,可以针对本申请公开的配置和细节做出许多修改。本申请的保护范围由所附的权利要求来确定,并且权利要求意在涵盖权利要求中技术特征的等同物文字意义或范围所包含的全部修改。
一种基于热解油酚醛树脂的新型防霉重组竹专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0