

IPC分类号 : B21D31/00I,B30B7/02I,C21D9/00I,C22F1/04I,C22F3/00I





专利摘要
本发明公开了一种壁板超声辅助批量蠕变时效成形装置的使用方法,以解决现有装置和方法蠕变时效成形壁板时存在的生产效率低、能耗大、性能差的问题。成形装置包括一个压制组块、1~10个循环组块、一个支撑组块、4~40个锁紧螺栓和上、下超声振动系统。成形装置依托于热成形机床使用,使用时首先将壁板毛坯置于支撑组块上,开启上超声振动系统,热成形机床提供压力利用循环组块逐一压制壁板毛坯成形,然后同时开启上、下超声振动系统,热成形机床提供特定高温环境,完成壁板的批量蠕变时效成形。本发明的装置和方法可提高强化相的析出效率,减少升、降温次数,有效提高壁板的蠕变时效成形效率,降低能耗。
权利要求
1.一种壁板超声辅助批量蠕变时效成形装置的使用方法, 所述装置包括:一个压制组块、1~10个循环组块、一个支撑组块、4~40个锁紧螺栓和上超声振动系统、下超声振动系统,其特征在于:所述上超声振动系统包括超声波发生器、压电换能器和变幅杆,变幅杆顶端设置有螺纹、末端设置有法兰盘,下超声振动系统包括超声波发生器、压电换能器和变幅杆,变幅杆顶端设置有螺纹、末端设置有法兰盘;
所述压制组块包括压制块和导向柱,压制块的下底面设置有压制凸台,上表面设置有圆弧过渡凸台,在圆弧过渡凸台中心位置设置有螺纹孔,导向柱上部为圆柱体、下部为圆锥体、端部为平面,导向柱联结于压制块的四角,上超声振动系统的变幅杆与压制块通过螺纹相连;
所述循环组块包括循环盖板、循环固定板、循环卡板和导向柱,循环卡板上设置有凹型面、凸型面和固定凸台,循环固定板上设置有固定槽,循环卡板通过固定凸台镶嵌于循环固定板的固定槽内,循环盖板上设置有放料沉孔和导向孔,循环盖板通过螺钉安装于循环固定板上方,导向柱联结于循环固定板的四角;
所述支撑组块包括下卡板、下固定板、下垫板、支撑框和下盖板,下卡板上设置有凹型面和固定凸台,下固定板上设置有固定槽,下卡板通过固定凸台镶嵌于下固定板的固定槽内,下垫板的中心位置设置有螺纹孔,下垫板通过螺钉安装于下固定板的下方,支撑框四侧开有热交换孔,支撑框通过螺钉安装于下固定板的上方,下盖板上设置有放料沉孔和导向孔,下盖板通过螺钉安装于支撑框的上方,下超声振动系统的变幅杆与下垫板通过螺纹相连;
所述锁紧螺栓上部为内六角结构、中部为六边形柱体、下部为螺纹结构;
所述的壁板超声辅助批量蠕变时效成形装置的使用方法,包括以下步骤:
步骤一、沿壁板毛坯轧制方向进行拉伸率为10~30%的拉伸变形;
步骤二、将壁板毛坯在400~500℃固溶2~4小时,然后以50~100℃/s的冷却速度淬火;
步骤三、将支撑组块放置于热成形机床的工作台上,将下超声振动系统的变幅杆通过法兰盘固定于热成形机床的工作台上,将1号循环组块的导向柱放置于支撑组块的导向孔内,将压制组块的导向柱放置于1号循环组块的导向孔内,利用锁紧螺栓将压制组块和1号循环组块锁紧,将上超声振动系统的变幅杆通过法兰盘固定于热成形机床的滑块上,滑块回程;
步骤四、将1号壁板毛坯放置于支撑组块的放料沉孔内,开启上超声振动系统,热成形机床提供压力利用1号循环组块压制1号壁板毛坯成形,然后关闭上超声振动系统,利用锁紧螺栓将1号循环组块和支撑组块锁紧,松开1号循环组块和压制组块间的锁紧螺栓,滑块回程;
步骤五、将2号循环组块的导向柱放置于1号循环组块的导向孔内,滑块下行将压制组块的导向柱放置于2号循环组块的导向孔内,旋紧压制组块和2号循环组块间的锁紧螺栓,滑块回程,然后将2号壁板毛坯放置于1号循环组块的放料沉孔内,开启上超声振动系统,热成形机床提供压力利用2号循环组块压制2号壁板毛坯成形,然后关闭上超声振动系统,利用锁紧螺栓将2号循环组块和1号循环组块锁紧,松开2号循环组块和压制组块间的锁紧螺栓,滑块回程;
步骤六、重复步骤五的压制过程,直至达到预设壁板容量;
步骤七、同时开启上超声振动系统、下超声振动系统,热成形机床提供温度160~220℃,保温6~15h,完成所压制壁板的蠕变时效成形;
步骤八、同时关闭上超声振动系统、下超声振动系统,逐一取出壁板件。
2.根据权利要求1所述的一种壁板超声辅助批量蠕变时效成形装置的使用方法,其特征在于:所述的壁板毛坯材料为2XXX系、6XXX系或7XXX系可时效铝合金。
3.根据权利要求1所述的一种壁板超声辅助批量蠕变时效成形装置的使用方法,其特征在于:所述的壁板毛坯为厚度为1~10mm的不带筋板材。
4.根据权利要求1所述的一种壁板超声辅助批量蠕变时效成形装置的使用方法,其特征在于:所述的上超声振动系统、下超声振动系统独立控制,压制壁板成形时,上超声振动系统的超声振动频率为40~50 kHz,振幅为40~50μm,蠕变时效成形时,上超声振动系统和下超声振动系统的超声振动频率为20~50 kHz,振幅为20~50μm。
说明书
技术领域
本发明属于先进制造技术领域,具体涉及一种壁板超声辅助批量蠕变时效成形装置的使用方法。
背景技术
蠕变时效成形技术是一种将时效强化与蠕变成形相结合,利用金属的高温蠕变特性进行成形的工艺,该工艺具有操作简单、重复性好、成形件性能高的特点,在航空航天壁板生产领域具有广阔应用前景。
由于强化相的析出效率较低,为使强化相充分弥散析出,蠕变时效成形工艺需在高温环境中保持较长时间,因而导致该工艺的效率很低。此外,对于批量生产的壁板,连续的升温和降温过程浪费大量的热能,因此壁板的蠕变时效成形能耗非常高。国家专利局已公开的申请号为CN201710124448.8的一种快速蠕变时效成形的方法、申请号为CN201410829364.0的一种蠕变时效成形工艺方法和和申请号为CN201710353340.6的一种铝合金板蠕变时效成形方法,这些方法虽在一定程度上能够提高壁板的蠕变时效成形效率,但其每次高温热循环仅能制造1件壁板,仍然存在效率低,能耗大的问题。强化相的析出速率也未得到实质性的提高。
发明内容
本发明的目的在于提供一种壁板超声辅助批量蠕变时效成形装置的使用方法,同时从外部环境和内部组织出发,提高壁板的蠕变时效成形效率,降低能耗。一方面,利用该装置可以实现壁板的批量压制成形,随后只需要一次高温环境即可实现压制壁板的批量成形,有效减少高温环境的升温和降温次数。另一方面,利用超声振动的方法在压制壁板时提高位错的动能,促进位错迁移,减少微裂纹的产生,在高温蠕变时效成形时提高强化相的析出速率,减少蠕变时效时间。
本发明为实现上述目的,采用如下技术方案:
一种壁板超声辅助批量蠕变时效成形装置, 所述装置包括:一个压制组块、1~10个循环组块、一个支撑组块、4~40个锁紧螺栓和上超声振动系统、下超声振动系统,其特征在于:所述上超声振动系统包括超声波发生器、压电换能器和变幅杆,变幅杆顶端设置有螺纹、末端设置有法兰盘,下超声振动系统包括超声波发生器、压电换能器和变幅杆,变幅杆顶端设置有螺纹、末端设置有法兰盘;
所述压制组块包括压制块和导向柱,压制块的下底面设置有压制凸台,上表面设置有圆弧过渡凸台,在圆弧过渡凸台中心位置设置有螺纹孔,导向柱上部为圆柱体、下部为圆锥体、端部为平面,导向柱联结于压制块的四角,上超声振动系统的变幅杆与压制块通过螺纹相连;
所述循环组块包括循环盖板、循环固定板、循环卡板和导向柱,循环卡板上设置有凹型面、凸型面和固定凸台,循环固定板上设置有固定槽,循环卡板通过固定凸台镶嵌于循环固定板的固定槽内,循环盖板上设置有放料沉孔和导向孔,循环盖板通过螺钉安装于循环固定板上方,导向柱联结于循环固定板的四角;
所述支撑组块包括下卡板、下固定板、下垫板、支撑框和下盖板,下卡板上设置有凹型面和固定凸台,下固定板上设置有固定槽,下卡板通过固定凸台镶嵌于下固定板的固定槽内,下垫板的中心位置设置有螺纹孔,下垫板通过螺钉安装于下固定板的下方,支撑框四侧开有热交换孔,支撑框通过螺钉安装于下固定板的上方,下盖板上设置有放料沉孔和导向孔,下盖板通过螺钉安装于支撑框的上方,下超声振动系统的变幅杆与下垫板通过螺纹相连;
所述锁紧螺栓上部为内六角结构、中部为六边形柱体、下部为螺纹结构。
一种壁板超声辅助批量蠕变时效成形装置的使用方法,包括以下步骤:
步骤一、沿壁板毛坯轧制方向进行拉伸率为10~30%的拉伸变形;
步骤二、将壁板毛坯在400~500℃固溶2~4小时,然后以50~100℃/s的冷却速度淬火;
步骤三、将支撑组块放置于热成形机床的工作台上,将下超声振动系统的变幅杆通过法兰盘固定于热成形机床的工作台上,将1号循环组块的导向柱放置于支撑组块的导向孔内,将压制组块的导向柱放置于1号循环组块的导向孔内,利用锁紧螺栓将压制组块和1号循环组块锁紧,将上超声振动系统的变幅杆通过法兰盘固定于热成形机床的滑块上,滑块回程;
步骤四、将1号壁板毛坯放置于支撑组块的放料沉孔内,开启上超声振动系统,热成形机床提供压力利用1号循环组块压制1号壁板毛坯成形,然后关闭上超声振动系统,利用锁紧螺栓将1号循环组块和支撑组块锁紧,松开1号循环组块和压制组块间的锁紧螺栓,滑块回程;
步骤五、将2号循环组块的导向柱放置于1号循环组块的导向孔内,滑块下行将压制组块的导向柱放置于2号循环组块的导向孔内,旋紧压制组块和2号循环组块间的锁紧螺栓,滑块回程,然后将2号壁板毛坯放置于1号循环组块的放料沉孔内,开启上超声振动系统,热成形机床提供压力利用2号循环组块压制2号壁板毛坯成形,然后关闭上超声振动系统,利用锁紧螺栓将2号循环组块和1号循环组块锁紧,松开2号循环组块和压制组块间的锁紧螺栓,滑块回程;
步骤六、重复步骤五的压制过程,直至达到预设壁板容量;
步骤七、同时开启上超声振动系统、下超声振动系统,热成形机床提供温度160~220℃,保温6~15h,完成所压制壁板的蠕变时效成形;
步骤八、同时关闭上超声振动系统、下超声振动系统,逐一取出壁板件。
所述的壁板毛坯材料为2XXX系、6XXX系或7XXX系可时效铝合金。
所述的壁板毛坯为厚度为1~10mm的不带筋板材。
所述的上超声振动系统、下超声振动系统独立控制,压制壁板成形时,上超声振动系统的超声振动频率为40~50 kHz,振幅为40~50 μm,蠕变时效成形时,上超声振动系统和下超声振动系统的超声振动频率为20~50 kHz,振幅为20~50 μm。
本发明的有益效果是:1.本发明的装置具有循环压制壁板的功能,可实现壁板的批量压制,提高了壁板的压制成形效率;2. 利用本发明的成形装置和方法,多件壁板蠕变时效成形只需要1次升温、降温过程,显著减少高温环境的升温和降温次数,降低能耗;3.利用本发明的成形装置和方法,可增大成形过程中的高温环境体积,减小温度梯度,提高成形后的壁板性能均匀性;4. 利用本发明的成形装置和方法,在壁板压制成形过程中开启超声振动系统,增大了位错的动能,促进弯曲成形过程中的位错迁移,避免壁板出现裂纹损伤;5. 本发明的壁板蠕变时效成形装置和方法,在壁板蠕变时效成形过程中开启超声振动系统,增大了强化相的析出动能,同时降低了强化相的定向析出效应,增强了强化相的析出速率和析出均匀性,提高了成形件的性能。
附图说明
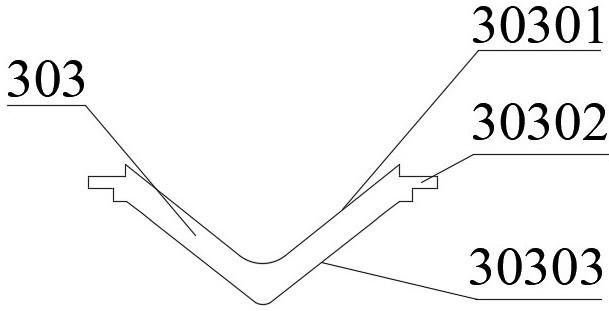
图1是本发明所述的循环卡板示意图。
图2是本发明所述的下卡板示意图。
图3是本发明所述的压制块示意图。
图4是本发明所述的锁紧螺栓示意图。
图5是本发明所述的循环组块示意图。
图6是本发明所述的装置压制第一块壁板时的状态示意图。
图7是本发明所述的装置压制第二块壁板时的状态示意图。
图8是本发明所述的壁板超声辅助批量蠕变时效成形状态示意图。
图中标号说明:1.热成形机床、2.压制组块、201.压制块、20101.压制凸台、20102.圆弧过渡凸台、20103.螺纹孔、3.循环组块、301.循环盖板、302.循环固定板、303.循环卡板、30301.A凹型面、30302.A固定凸台、30303.A凸型面、4.支撑组块、401.下盖板、402.支撑框、403.下固定板、404.下垫板、405.下卡板、40501.B凹型面、40502. B固定凸台、5.壁板、6.锁紧螺栓、601.内六角结构、602.六边形柱体、603.螺纹结构、7.导向柱、8.下超声振动系统、801.A超声波发生器、802. A压电换能器、803.A法兰盘、804.A变幅杆、9.上超声振动系统、901.B超声波发生器、902. B压电换能器、903.B法兰盘、904.B变幅杆。
具体实施方式
为了使本领域技术人员更好的理解本申请的技术方案,下面将结合申请中的附图,对本发明所提出的具体实施方案进行清楚完整的描述。
结合图1~7所示,一种壁板超声辅助批量蠕变时效成形装置, 所述装置包括:一个压制组块2、1~10个循环组块3、一个支撑组块4、4~40个锁紧螺栓6、下超声振动系统8、上超声振动系统9。
所述下超声振动系统8包括A超声波发生器801、A压电换能器802、A法兰盘803、A变幅杆804,上超声振动系统9包括B超声波发生器901、B压电换能器902、B法兰盘903、B变幅杆904。
所述压制组块2包括压制块201和导向柱7。压制块201的下底面设置有压制凸台20101,上表面设置有圆弧过渡凸台20102,圆弧过渡凸台20102中心位置设置有螺纹孔20103。导向柱7上部为圆柱体、下部为圆锥体、端部为平面,导向柱7联结于压制块201的四角。上超声振动系统9的B变幅杆904与压制块201通过螺纹相连。
所述循环组块3包括循环盖板301、循环固定板302、循环卡板303和导向柱7。循环卡板303上设置有A凹型面30301、A凸型面30303和A固定凸台30302。循环固定板302上设置有固定槽,循环卡板303通过A固定凸台30302镶嵌于循环固定板302的固定槽内。循环盖板301上设置有大于壁板5展开尺寸1~2mm的放料沉孔和与导向柱7配合间隙为0~2mm的导向孔,循环盖板301通过螺钉安装于循环固定板302的上方,导向柱7联结于循环固定板302的四角。
所述支撑组块4包括下卡板405、下固定板403、下垫板404、支撑框402和下盖板401。下卡板405上设置有B凹型面40501和B固定凸台40502,下固定板403上设置有固定槽,下卡板405通过B固定凸台40502镶嵌于下固定板403的固定槽内。下垫板404的中心位置设置有螺纹孔,下垫板404通过螺钉安装于下固定板403的下方。支撑框402四侧开有热交换孔,支撑框402通过螺钉安装于下固定板403的上方。下盖板401上设置有大于壁板5展开尺寸1~2mm的放料沉孔和与导向柱7配合间隙为0~2mm的导向孔,下盖板401通过螺钉安装于支撑框402的上方。下超声振动系统8的A变幅杆804与下垫板404通过螺纹相连。
所述锁紧螺栓6上部为内六角结构601、中部为六边形柱体602、下部为螺纹结构603。
结合图1~8所示,一种壁板超声辅助批量蠕变时效成形装置的使用方法,包括以下步骤:
步骤一、沿壁板毛坯轧制方向进行拉伸率为10~30%的拉伸变形;
步骤二、将壁板毛坯在400~500℃固溶2~4小时,然后以50~100℃/s的冷却速度淬火;
步骤三、将支撑组块4放置于热成形机床1的工作台上,将下超声振动系统8的A变幅杆804通过A法兰盘803固定于热成形机床1的工作台上,将1号循环组块3的导向柱7放置于支撑组块4的导向孔内,将压制组块2的导向柱7放置于1号循环组块3的导向孔内,利用锁紧螺栓6将压制组块2和1号循环组块3锁紧,将上超声振动系统9的B变幅杆904通过B法兰盘903固定于热成形机床1的滑块上,滑块回程;
步骤四、将1号壁板毛坯放置于支撑组块4的放料沉孔内,开启上超声振动系统8,热成形机床1提供压力利用1号循环组块3压制1号壁板毛坯成形,然后关闭上超声振动系统9,利用锁紧螺栓6将1号循环组块3和支撑组块4锁紧,松开1号循环组块3和压制组块2间的锁紧螺栓6,滑块回程;
步骤五、将2号循环组块3的导向柱7放置于1号循环组块3的导向孔内,滑块下行将压制组块2的导向柱7放置于2号循环组块3的导向孔内,旋紧压制组块2和2号循环组块3间的锁紧螺栓6,滑块回程,然后将2号壁板毛坯放置于1号循环组块3的放料沉孔内,开启上超声振动系统9,热成形机床1提供压力利用2号循环组块3压制2号壁板毛坯成形,然后关闭上超声振动系统9,利用锁紧螺栓6将2号循环组块3和1号循环组块3锁紧,松开2号循环组块3和压制组块2间的锁紧螺栓6,滑块回程;
步骤六、重复步骤五的压制过程,直至达到预设壁板容量;
步骤七、同时开启上超声振动系统9、下超声振动系统8,热成形机床1提供温度160~220℃,保温6~15h,完成所压制壁板5的蠕变时效成形;
步骤八、同时关闭上超声振动系统9、下超声振动系统8,逐一取出壁板件。
实施例 1
壁板材料为2A12铝合金,壁板毛坯长度为1200mm,宽度为800mm,厚度为8 mm,沿所述壁板长向弯曲,弯曲半径为800mm,利用本发明的装置和方法,一次批量蠕变时效成形5件。
对比例1
壁板材料为2A12铝合金,壁板毛坯长度为1200mm,宽度为800mm,厚度为8 mm,沿所述壁板长向弯曲,弯曲半径为800mm,利用本发明的装置,全程不开启超声振动系统,每次蠕变时效成形1件,共成形5件。
表1 实施例与对比例成形壁板的时间和能耗
实施例1和对比例1是使用本发明和传统方法蠕变时效成形壁板后的最大型面偏差、单件用时和单件能耗,可知两种方法的成形偏差在±1mm内,均满足成形精度要求,但利用本发明的装置和方法蠕变时效成形壁板的单件用时和单件能耗较传统方法明显减少。以上数据表明,本发明的装置和方法能够在保证成形精度的同时,大幅提高壁板的生产效率,降低能耗。
一种壁板超声辅助批量蠕变时效成形装置的使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0