








专利摘要
本发明涉及先进航空发动机涡轮盘延寿技术领域,提供了一种快速修复服役末期镍基高温合金涡轮盘的方法,对服役末期的性能恶化的高温合金涡轮盘在一定温度下进行脉冲电流处理,所述方法显著改善合金涡轮盘的显微组织及力学性能;所述脉冲处理的参数范围:频率10Hz~30000Hz,脉宽10μs~500μs,电流10A~5000A,作用时间1min~10h。本发明可在较低温度下对服役末期涡轮盘进行处理,降低材料中脆性拓扑密堆相的数量密度,最大程度地恢复老化高温合金涡轮盘的力学性能;该方法处理时间短、温度低,可大大降低能源消耗,符合当前工业绿色发展规划的要求,为高温合金涡轮盘的延寿提供了新方法,具有广阔应用前景。
权利要求
1.一种快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,所述方法对服役末期的性能恶化的高温合金涡轮盘在室温下进行脉冲电流处理,所述脉冲处理的参数包括频率、脉宽、电流大小和作用时间;所述方法能显著改善合金涡轮盘的显微组织及力学性能;所述脉冲处理的参数范围:频率10Hz~30000Hz,脉宽10μs~500μs,电流10A~5000A,作用时间1min~10h。
2.如权利要求1所述的快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,所述方法具体包括步骤:
S1、确定镍基高温合金涡轮盘的性能恶化程度,并根据其性能恶化程度确定脉冲电流处理的参数;
S2、将镍基高温合金涡轮盘通过纯铜导线连接到脉冲电源上,按步骤S1中所确定的参数进行脉冲电流处理。
3.如权利要求2所述的快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,步骤S1中,所述镍基高温合金涡轮盘的性能恶化程度,通过等效热老化处理进行模拟度量;所述等效热老化处理参数包括合金涡轮盘的材质、热老化温度和热老化时效;所述镍基高温合金涡轮盘的性能恶化程度与等效热老化处理参数之间的对应关系,通过经验或试验确定。
4.如权利要求3所述的快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,根据所述等效热老化处理参数确定对应的脉冲电流处理参数。
5.如权利要求4所述的快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,所述等效热老化处理参数为:FGH4096高温合金涡轮盘在850℃条件下热老化时效700h,则对应的脉冲电流处理参数为:频率40-30000Hz,脉宽20-75μs,电流150-3000A,作用时间5min-10h。
6.如权利要求1所述的快速修复服役末期镍基高温合金涡轮盘的方法,其特征在于,所述的改善合金涡轮盘的显微组织,包括降低材料中脆性拓扑密堆相的数量密度;所述改善合金涡轮盘的力学性能,包括提高合金涡轮盘的抗拉强度及断后延伸率。
说明书
技术领域
本发明涉及先进航空发动机涡轮盘延寿技术领域,特别涉及一种快速修复服役末期镍基高温合金涡轮盘的方法。
背景技术
高温合金作为当今最重要的、最具发展前景的航空发动机承温材料,由于其具有良好的抗氧化性能、抗腐蚀性能、优异的拉伸、持久、疲劳性能和长期组织稳定性,被广泛的应用在现代航空航天技术,并在先进航空航天发动机领域显示出强大的生命力。涡轮盘的使用寿命一直是业界关注的焦点,先进航空发动机的使用寿命一般在5000h左右。高温合金涡轮盘在长期高温、高应力条件下服役会在材料内生成大量拓扑密堆相(TCP相),严重损害涡轮盘的高温力学性能,尤其是高温持久寿命。TCP相的存在是限制高温合金涡轮盘服役时间的主要原因之一。单台发动机的造价高达几千万甚至上亿元人民币,如果可以通过某种手段“在线”将已老化涡轮盘的使用寿命延长,将会对航空航天领域产生巨大的经济效益。
目前,激光修复被广泛应用于镍基高温合金的修复,该方法是以激光为高能热源,对已损坏的金属零件快速成形修复技术。该技术由于激光熔敷的液态金属冷却速率快,且修复后的组织均匀、细小,具有较高的致密度,但是修复过程中液态金属凝固后期会形成大量脆性TCP相严重影响材料的力学性能。专利(CN109182935B)公开了一种激光修复镍基高温合金中脆性相的消除方法,即激光修复后的镍基高温合金首先在850~970℃/5~12h进行δ时效处理,完成了Laves脆性相的消除;之后在1015~1035℃/3~10h进行δ固溶处理来消除上一步析出的δ相。另外,专利(CN 102912269A)公开了一种恢复老化的固溶强化镍基高温合金性能的热处理方法,该方法是在1000℃~1300℃条件下对老化构件进行固溶处理,回溶并控制过多的析出相,减少析出相在晶界、位错处的连续析出,从而改善材料的塑性和高温力学性能。两种提升高温合金力学性能的均操作复杂、周期长、工况温度高,不契合当前工业绿色发展规划的要求。
在高温、高应力条件下服役过程中析出的高数量密度TCP相是限制高温合金涡轮盘服役时间的关键因素,且TCP相的析出对材料机械性能的危害是不可逆的。目前,业内针对该问题并没有合理的解决办法,尚未提出过有效的手段使已经存在于老化高温合金中的脆性拓扑密堆相溶解从而达到恢复性能、延长高温服役构件寿命的目的。
发明内容
本发明的目的就是克服现有技术的不足,提供了一种快速修复服役末期镍基高温合金涡轮盘的方法,通过脉冲电流处理实现快速降低脆性拓扑密堆相数量密度并恢复老化高温合金涡轮盘力学性能,利用该方法可快速修复由高密度脆性拓扑密堆相析出所导致的性能恶化,使老化高温合金涡轮盘性能得到最大程度的恢复,从而达到延长其服役时间的目的。
本发明的原理如下:
传统的热处理工艺,仅依靠高温条件下原子扩散速率增加来溶解TCP相,通过单纯热场来达到老化性能恢复的工艺需要极高的温度对老化涡轮盘进行长时间处理。本发明发现:脉冲电流作为一种瞬时高能的特殊处理手段,它可以快速溶解老化高温合金涡轮盘中脆性TCP相,降低其数量密度,从而达到恢复材料力学性能的目的;更为关键的是,脉冲电流处理主要借助TCP相与强化相和基体的电化学性能差异促进其溶解,从而达到恢复老化涡轮盘力学性能的目的,这是本申请与单纯热处理最本质的区别。
本发明的脉冲电流处理具有传统工艺难以媲美的优势,具体表现为所需工况温度低、时间短,可直接通过外接电源对服役末期性能恶化的高温合金涡轮盘进行“原位”处理,操作简单。本发明通过精确控制脉冲电流处理参数实现快速降低脆性拓扑密堆相数量密度并恢复力学性能,延长高温合金涡轮盘的服役时间。
本发明采用如下技术方案:
一种快速修复服役末期镍基高温合金涡轮盘的方法,所述方法对服役末期的性能恶化的高温合金涡轮盘在一定温度下进行脉冲电流处理,所述脉冲处理的参数包括频率、脉宽、电流大小和作用时间;所述方法能显著改善合金涡轮盘的显微组织及力学性能。
进一步的,所述脉冲处理的参数范围:频率10Hz~30000Hz,脉宽10μs~500μs,电流10A~5000A,作用时间1min~10h。
进一步的,所述方法具体包括步骤:
S1、确定镍基高温合金涡轮盘的性能恶化程度,并根据其性能恶化程度确定脉冲电流处理的参数;
S2、将镍基高温合金涡轮盘通过纯铜导线连接到脉冲电源上,按步骤S1中所确定的参数进行脉冲电流处理。
进一步的,步骤S1中,所述镍基高温合金涡轮盘的性能恶化程度,通过等效热老化处理进行模拟度量;所述等效热老化处理参数包括合金涡轮盘的材质、热老化温度和热老化时效;所述镍基高温合金涡轮盘的性能恶化程度与等效热老化处理参数之间的对应关系,通过经验或试验确定。
进一步的,根据所述等效热老化处理参数确定对应的脉冲电流处理参数。具体可通过试验确定等效热老化处理参数和脉冲电流处理参数的对应关系,形成数据库,以方便应用。
进一步的,所述等效热老化处理参数为:FGH4096高温合金涡轮盘在850℃条件下热老化时效700h,则对应的脉冲电流处理参数为:频率40-30000Hz,脉宽20-75μs,电流150-3000A,作用时间5min-10h。
进一步的,所述脉冲电流处理在室温下进行。
进一步的,所述的改善合金涡轮盘的显微组织,包括降低材料中脆性拓扑密堆相的数量密度;所述改善合金涡轮盘的力学性能,包括提高合金涡轮盘的抗拉强度及断后延伸率,
本发明的有益效果为:与现有的利用高温、长时间热处理恢复老化高温合金涡轮盘力学性能的方法相比,可在较低温度下对服役末期涡轮盘进行处理,大幅降低材料中脆性拓扑密堆相的数量密度,最大程度地恢复老化高温合金涡轮盘的力学性能;本发明不需额外设置热源辅助,所需时间短,可大大降低能源消耗,符合当前工业绿色发展规划的要求,具有广阔的应用前景。
附图说明
图1所示为实施例1中选用老化态高温合金涡轮盘中脆性拓扑密堆相分布金相照片。
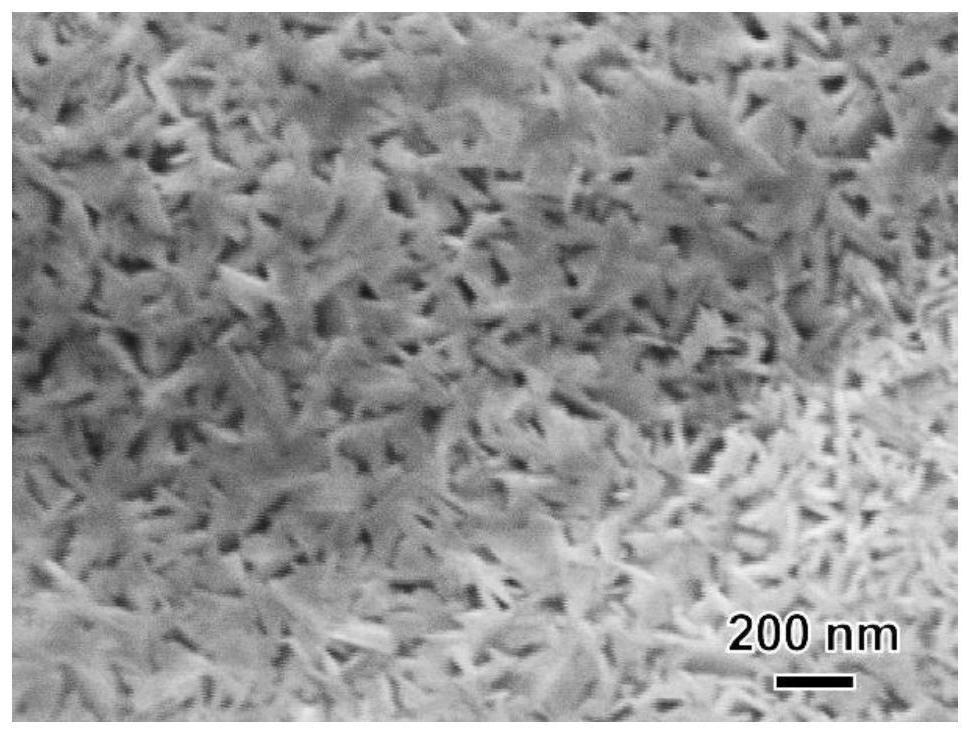
图2所示为实施例2中选用脉冲电流处理后高温合金涡轮盘中残留脆性拓扑密堆相分布金相照片。
图3所示为实施例3选用老化态及脉冲处理后材料拉伸性能对比图。
具体实施方式
下文将结合具体附图详细描述本发明具体实施例。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。在下述实施例的附图中,各附图所出现的相同标号代表相同的特征或者部件,可应用于不同实施例中。
真实工况条件下高温合金涡轮盘至少服役5000h才会达到服役末期,并且产生大量脆性拓扑密堆相。
鉴于老化处理所用马弗炉尺寸限制、样品总量限制及真实服役条件下的性能恶化涡轮盘难以获得,本发明实施例通过小尺寸涡轮盘材料进行试验室老化处理及脉冲电流处理试验。脉冲电流处理过程中,对于尺寸不一的涡轮盘,只需根据其尺寸调整电流大小从而保证处理过程中的电流密度恒定,即可达到与小尺寸涡轮盘材料相同的处理效果(已经试验验证)。
本发明实施例中对于镍基高温合金涡轮盘的性能恶化程度进行等效老化处理:采用热时效的方式对高温合金涡轮盘进行了模拟老化处理,获得了具有高密度拓扑密堆相的性能恶化高温合金涡轮盘(脆性拓扑密堆相分布金相照片如图1所示)。以该材料为研究对象,通过控制脉冲电流参数(频率10Hz~30000Hz,脉宽10μs~500μs,电流10A~5000A,作用时间1min~10h),快速降低性能恶化高温合金涡轮盘中拓扑密堆相的数量密度,提高材料拉伸力学性能,从而达到恢复服役末期高温合金涡轮盘力学性能的目的。
以下实施例中以热处理态FGH4096为试验原料,在850℃条件下进行700h热老化处理从而获得性能恶化的高温合金涡轮盘材料。
实施例1
本实施例对小尺寸老化态高温合金涡轮盘进行脉冲电流处理。具体步骤如下:
第一步:取25mm×3.5mm×0.6mm老化态涡轮盘材料,表面用600、1500、2000目砂纸依次打磨至无肉眼可见缺陷,以确保与脉冲电极接触良好。
第二步:确定脉冲处理参数。对脉冲电流的参数范围进行设定,确定脉冲电流参数为40Hz,20μs,3000A,作用时间10h。
第三步:脉冲电流处理。将打磨后涡轮盘用夹具固定在脉冲电源输出端,在室温条件下对其进行20min脉冲电流处理。
第四步:金相显微镜观察脆性拓扑密堆相分布。分别取老化态涡轮盘任意位置和脉冲处理后涡轮盘中心5mm区域制作3.5mm×5mm×0.6mm薄片,依次用600、1500目、2000目砂纸将表面打磨至只存在单一方向划痕。经机械抛光后,在室温下化学腐蚀约30秒,腐蚀液由5g氯化铜、100ml硝酸和100ml酒精组成。通过金相显微镜观察老化态及脉冲电流处理后涡轮盘中脆性拓扑密堆相分布。
第五步:拉伸性能检测。制备平行段长度20mm,平行段宽度3.5mm,厚度0.6mm的非标拉伸试验样品,在室温下进行拉伸试验,对比脉冲电流处理前后涡轮盘抗拉强度和断后伸长率。
实施例2
本实施例对小尺寸老化态高温合金涡轮盘进行脉冲电流处理。具体步骤如下:
第一步:取25mm×3.5mm×0.6mm老化态涡轮盘材料,表面用600、1500、2000目砂纸依次打磨至无肉眼可见缺陷,以确保与脉冲电极接触良好。
第二步:确定脉冲处理参数。对脉冲电流的参数范围进行设定,确定脉冲电流参数为400Hz,60μs,200A,作用时间10min。
第三步:脉冲电流处理。将打磨后小尺寸涡轮盘用夹具固定在脉冲电源输出端,在室温条件下对其进行10min脉冲电流处理。
第四步:金相显微镜观察脆性拓扑密堆相分布。分别取老化态涡轮盘任意位置和脉冲处理后涡轮盘中心5mm区域制作3.5mm×5mm×0.6mm薄片,依次用600、1500目、2000目砂纸将表面打磨至只存在单一方向划痕。经机械抛光后,在室温下化学腐蚀约30秒,腐蚀液由5g氯化铜、100ml硝酸和100ml酒精组成。通过金相显微镜观察老化态涡轮盘中脆性拓扑密堆相分布如图1所示,脉冲电流处理后涡轮盘中脆性拓扑密堆相分布如图2所示。
第五步:拉伸性能检测。制备平行段长度20mm,平行段宽度3.5mm,厚度0.6mm的非标拉伸试验样品,在室温下进行拉伸试验,对比脉冲电流处理前后涡轮盘抗拉强度和断后伸长率,试验结果如图3所示。
实施例3
本实施例对小尺寸老化态高温合金涡轮盘进行脉冲电流处理。具体步骤如下:
第一步:取25mm×3.5mm×0.6mm老化态涡轮盘材料,表面用600、1500、2000目砂纸依次打磨至无肉眼可见缺陷,以确保与脉冲电极接触良好。
第二步:确定脉冲处理参数。对脉冲电流的参数范围进行设定,确定脉冲电流参数为30000Hz,75μs,150A,作用时间5min。
第三步:脉冲电流处理。将打磨后小尺寸涡轮盘用夹具固定在脉冲电源输出端,在室温条件下对其进行5min脉冲电流处理。
第四步:金相显微镜观察脆性拓扑密堆相分布。分别取老化态涡轮盘任意位置和脉冲处理后涡轮盘中心5mm区域制作3.5mm×5mm×0.6mm薄片,依次用600、1500目、2000目砂纸将表面打磨至只存在单一方向划痕。经机械抛光后,在室温下化学腐蚀约30秒,腐蚀液由5g氯化铜、100ml硝酸和100ml酒精组成。通过金相显微镜观察老化态及脉冲处理后涡轮盘中脆性拓扑密堆相分布。
第五步:拉伸性能检测。制备平行段长度20mm,平行段宽度3.5mm,厚度0.6mm的非标拉伸试验样品,在室温下进行拉伸试验,对比脉冲电流处理前后涡轮盘抗拉强度和断后延伸率。
本发明可在较低温度下对服役末期涡轮盘进行处理,降低材料中脆性拓扑密堆相的数量密度,最大程度地恢复老化高温合金涡轮盘的力学性能。脉冲电流处理具有单一热场不可比拟的优势,与传统热处理工艺相比,脉冲电流处理主要借助TCP相与强化相和基体的电化学性能差异促进其溶解,从而达到恢复老化涡轮盘力学性能的目的。该方法处理时间短、温度低,可大大降低能源消耗,符合当前工业绿色发展规划的要求,为高温合金涡轮盘的延寿提供了一种新方法。如果该技术可以在工业上应用,那么无疑对突破技术壁垒、提高经济效益具有重大意义,为突破高温合金涡轮盘的应用极限提供一个新的思路。
本文虽然已经给出了本发明的几个实施例,但是本领域的技术人员应当理解,在不脱离本发明精神的情况下,可以对本文的实施例进行改变。上述实施例只是示例性的,不应以本文的实施例作为本发明权利范围的限定。
快速修复服役末期镍基高温合金涡轮盘的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0