

IPC分类号 : B29C47/00,B29C47/02,B29C63/10,B29C69/00,B29L23/00







专利摘要
本发明提供一种非金属柔性管及其制造方法。该非金属柔性管由内至外依次设有内衬层、承压层、隔离层、抗拉层、功能层和保护层,且相邻两层之间为非刚性粘结,其中,内衬层的材质为热塑性聚合物,承压层的材质为纤维增强树脂基复合材料,隔离层的材质为热塑性聚合物,抗拉层的材质为纤维经树脂增强的材料,功能层中布设有光纤、电缆、伴热带、输送热传导介质的管道、压力传感器和温度传感器中的至少一种,保护层的材质为热塑性聚合物。本发明提供的非金属柔性管,不仅具有良好的耐腐蚀性、耐气体渗透性和柔性,而且具有良好的耐温和耐压性能,能够适应海洋中的恶劣工况,用于海洋立管、深海管道。
权利要求
1.一种非金属柔性管,其特征在于,由内至外依次设有内衬层、承压层、隔离层、抗拉层、功能层和保护层,且相邻两层之间为非刚性粘结,
其中,所述内衬层的材质为热塑性聚合物,所述承压层的材质为纤维增强树脂基复合材料,所述隔离层的材质为热塑性聚合物,所述抗拉层的材质为纤维经树脂增强的材料,所述功能层中布设有光纤、电缆、伴热带、输送热传导介质的管道、压力传感器和温度传感器中的至少一种,所述保护层的材质为热塑性聚合物。
2.根据权利要求1所述的非金属柔性管,其特征在于,所述内衬层所用的热塑性聚合物为热塑性工程塑料,所述内衬层的厚度为1-20mm。
3.根据权利要求1所述的非金属柔性管,其特征在于,所述承压层是由至少一对承压带先后缠绕在内衬层上,并沿内衬层的轴向延伸所形成,
在每对承压带中,后缠绕的承压带的内表面覆盖在先缠绕的承压带的外表面上,且该两个表面之间形成互锁结构,使两个承压带在轴向方向不发生相对位移。
4.根据权利要求3所述的非金属柔性管,其特征在于,在每对承压带中,先后缠绕的承压带呈交错设置,且相互接触的两个表面之间镶嵌连接。
5.根据权利要求3或4所述的非金属柔性管,其特征在于,所述承压带是将纤维加捻成束,经挤出成型和树脂浸渍,并对浸渍的树脂实施固化得到,
所述承压带的宽度为10-100mm,厚度为1-20mm。
6.根据权利要求1所述的非金属柔性管,其特征在于,所述抗拉层为单层结构,或者相互之间为非刚性粘结的多层结构,
所述抗拉层的厚度为1-25mm。
7.根据权利要求6所述的非金属柔性管,其特征在于,每一层所述抗拉层为纤维经编织得到的包覆在隔离层表面的纤维布,并向纤维布中浸入树脂并经树脂固化所形成。
8.根据权利要求1、6-7任一项所述的非金属柔性管,其特征在于,以相邻设置的承压层和功能层为一组,所述承压层和功能层之间设有1-3组承压层和功能层。
9.一种权利要求1-8任一项所述非金属柔性管的制造方法,其特征在于,包括以下步骤:
(1)将热塑性聚合物熔融挤出,经定型、冷却,得到具有预设尺寸的内衬管,作为所述内衬层;
(2)将两个材质为纤维增强树脂基复合材料的承压带先后缠绕在内衬管表面并沿内衬管的轴向延伸,形成所述承压层;
(3)将热塑性聚合物熔融挤出并缠绕在承压层表面,经定型、冷却,形成所述隔离层;
(4)在所述隔离层表面编织纤维,使编织成的纤维布包覆在隔离层表面;采用树脂浸渍纤维布或涂覆在纤维布上,经固化后形成所述抗拉层;
(5)将光纤、电缆、伴热带、输送热传导介质的管道、压力传感器和温度传感器中的至少一种缠绕在抗拉层表面,得到所述功能层;
(6)将热塑性聚合物挤出到所述功能层外,经定型、冷却,完成所述保护层的包覆。
10.根据权利要求9所述的制造方法,其特征在于,步骤(2)实施1-5次,其中,所述承压带是将纤维加捻成束,经挤出成型和树脂浸渍,并对浸渍的树脂实施固化得到。
说明书
技术领域
本发明涉及一种非金属柔性管及其制造方法,尤其是涉及一种用于海洋立管、深海管道等的多功能非金属柔性管及制造工艺。
背景技术
深海管道是海洋油气生产系统的“生命线”,是目前最快捷、最安全和经济可靠的海上油气运输方式,对海底石油以及天然气的开发输出起着十分重要的作用。但是深海管道的服役工况苛刻,管道内部高温、高压及硫化氢和二氧化碳等共同作用易造成材料性能的劣化。与深海管道相比,海洋立管的服役工况更加苛刻,除了上述因素之外,还要承受静水压力、弯矩以及轴向拉力等共同作用,因此在恶劣的环境和复杂的输送流体双重作用下,海底管道的安全性受到了极大的威胁。
深海管道和海洋立管可分为金属管和非金属柔性管。由于金属管道的铺设和维修都较为困难,且在复杂的流体环境中更易发生腐蚀。非金属柔性管是由多种高分子材料制造而成,具有质量轻、耐多种腐蚀流体、耐磨损和铺设成本低等多种优点,因此多倾向于使用非金属柔性管。目前主流的非金属柔性管为粘结性柔性管,其一般是多层材料构成,且相邻层材料之间多以刚性粘结的方式连接,以形成粘结式复合管结构,比如专利CN106287027A中公开的粘结性非金属柔性管,从里至外依次包括内衬层、增强层、功能层和保护层,其中内衬层与增强层之间熔接,以保证内衬层的耐腐蚀性、耐气体渗透性和管道的柔软性。另外,其主要改进点还在于内衬层的三层结构共同形成了粘结式的石壁结构,进一步提高了内衬层的上述性能。
但是研究发现,上述粘结性柔性管一旦用于海洋环境,极易在应力作用下发生开裂,且耐温性较差,致使其无法适应海洋中的恶劣环境,带来安全隐患。
发明内容
针对现有技术中的上述缺陷,本发明提供一种非金属柔性管及其制造方法,该非金属柔性管不仅具有良好的耐腐蚀性、耐气体渗透性和柔性,而且具有良好的耐温和耐压性能,能够适应海洋中的恶劣工况。
为实现上述目的,本发明首先提供一种非金属柔性管,其由内至外依次设有内衬层、承压层、隔离层、抗拉层、功能层和保护层,且相邻两层之间为非刚性粘结,
其中,内衬层的材质为热塑性聚合物,承压层的材质为纤维增强树脂基复合材料,隔离层的材质为热塑性聚合物,抗拉层的材质为纤维经树脂增强的材料,功能层中布设有光纤、电缆、伴热带、输送热传导介质的管道、压力传感器和温度传感器中的至少一种,保护层的材质为热塑性聚合物。
本发明中所述的非刚性粘结,是与目前“刚性粘结”相对的概念,指的是通过物理吸附或卯榫作用、镶嵌结合等方式所形成的柔性粘结方式。
具体的,可根据输送介质的腐蚀特性、温度、压力和磨损性能等实际情况,合理选择内衬层所用的材料,尤其是可以选择在输送介质中保持性能稳定且对输送介质具有良好阻隔性能的热塑性工程塑料,包括但不限于聚乙烯、尼龙、聚对苯二甲酸丁二醇酯、聚酮、聚苯硫醚、聚醚醚酮、聚偏氟乙烯、热塑性聚氨酯、可熔聚四氟乙烯和聚苯醚中的一种或多种。
在本发明具体实施过程中,是将上述一种或多种热塑性聚合物的颗粒通过熔融挤出,并在挤出过程中实施定型处理,比如在挤出机中通过加热、加压而使物料以流动状态通过口模成型,然后再经冷却定型,得到具有要求直径和长度的热塑性聚合物内衬管,即为内衬层。
一般情况下,内衬层为单层结构,其厚度可控制在1-20mm的范围内,使其不仅能够保持良好的耐腐蚀性能,而且在利于非金属柔性管的弯折及盘卷。
可以理解,内衬层的尺寸决定了非金属柔性管的内径大小,一般情况下,可以根据实际非金属柔性管的应用环境合理设置内衬层的尺寸。通常非金属柔性管的内径可以达到2-20英寸。
顾名思义,承压层的作用在于承受外部和内部的压力,并在整管弯曲时具有较大的相对形变能力,本发明的实施方案中,其材料为纤维增强树脂基复合材料,即纤维增强复合材料(FRP),该复合材料以树脂为基体,以纤维为分散质。该纤维具体可以是碳纤维、玻璃纤维、芳纶纤维、尼龙纤维、聚苯并咪唑纤维(PBI)、聚酰亚胺纤维(PI)、聚砜基酰胺纤维(PSA)和聚对苯二甲酸乙二醇酯纤维(PET)中的一种或多种的混纺纤维,该树脂为环氧树脂、不饱和聚脂树脂、联苯型杂萘联苯聚芳醚砜(PPBESK)、苯撑苯并二噁唑(PBO)和聚酰亚胺中的一种或多种的混合物,当然也可以分别是其它纤维和树脂形成的复合材料,比如尼龙纤维增强环氧树脂基复合材料、玻璃纤维增强环氧树脂基复合材料、碳纤维增强聚酰亚胺树脂基复合材料、碳纤维增强聚酰亚胺树脂基复合材料等。
具体的,承压层可以是由至少一对承压带先后缠绕在内衬层上,并沿内衬层的轴向延伸所形成,
在每对承压带中,后缠绕的承压带的内表面覆盖在先缠绕的承压带的外表面上,且该两个表面之间形成互锁结构,使两个承压带在轴向方向不发生相对位移。
其中,每个承压带以20度至60度角缠绕在内衬层表面,比如以30度角缠绕。
具体的,为实现上述互锁结构,可以在每对承压带中,先后缠绕的承压带呈交错设置,且相互接触的两个表面之间镶嵌连接。
比如可以在先缠绕的承压带外表面和后缠绕的承压带内表面分别设置能相互配合的凹凸结构,这样先缠绕的承压带的外表面与后缠绕的承压带的内表面之间形成镶嵌结构,从而形成互锁结构。并且,每匝后缠绕的承压带至少覆盖在先缠绕的承压带的两匝的表面,同时每匝先缠绕的承压带与后缠绕的承压带的至少两匝形成镶嵌结构,即,每对承压带中的两个承压带交替设置,以进一步保证两个承压带在轴向方向不发生相对位移。
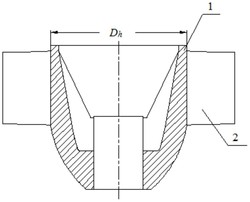
在本发明具体实施过程中,每匝后缠绕的承压带与两匝先缠绕的承压带形成镶嵌结构,同时每匝先缠绕的承压带与两匝后缠绕的承压带形成镶嵌结构。且该镶嵌结构可以是本领域常用的互锁结构,比如双T型、TTM型、CT型等,其结构示意图可分别参见图1至图3。这样在整管发生变形时,承压带能够一定的相对位移,使整管具有一定柔软性的同时还能够使整个缠绕结构可以承受外来的静水压力。
上述非金属柔性管中所使用的承压带,可以将纤维增强树脂基复合材料加工成一个表面具有上述凹凸结构的带状材料,其宽度一般为10-100mm,厚度一般为1-20mm,然后按照上述方式依次缠绕在内衬层表面,得到承压层。
在本发明具体实施过程中,是将纤维加捻成束,再将得到的线束通过挤出成型和树脂浸渍,并对浸渍的树脂实施固化得到。
在上述承压带的制造过程中,将纤维加捻成束,目的是增加单根纤维间的抱合力,避免在后续加工时发生断头或紊乱现象,同时提高纤维的断裂强度,然后在挤出机中通过加热、加压,使其以连续通过口模成型,并在此过程中形成凹槽和/或凸起,然后经定型口模牵引并保持牵引张力,使线束浸渍树脂至达到饱和,最后对树脂实施热固化或光固化,得到承压带。
可以理解,承压带的层数越多,承压能力就越高,但是相应的,整管的变形能力受到了约束,根据不同的管径和承压需求,一般设置1-10层承压带,或者说1-5对承压带,最终整个承压层的厚度为2-30mm。每对承压带的制造和缠绕方式同上,不赘述。
隔离层的主要作用是防止承压层与抗拉层之间相互磨损,其具体也可以选用热塑性工程塑料,所用材料可以与内衬层相同或不同。一般情况下,隔离层的厚度为1-20mm。
抗拉层的材质为纤维经树脂增强的材料,其具体可以为单层结构,也可以非刚性粘结的多层结构。
具体的,上述纤维经树脂增强的材料,是浸胶固化经后的纤维网状编织层,在本发明具体实施过程中,是在隔离层外编织一层纤维布后浸渍树脂,并对树脂实施固化,得到纤维经树脂增强的材料。
上述抗拉层的厚度一般为1-25mm,其具体可以是单层结构,也可以是多层结构,比如1-5层,其中每层的制造方法同上,不赘述。同时,为避免相邻两层之间发生粘连,以在整管弯曲形变的过程中,抗拉层的相邻两层之间可发生一定的相对位移,也可以在相邻两层之间加设衬纸。
在抗拉层的纤维经树脂增强的材料中,纤维具体可以为碳纤维、玻璃纤维、芳纶纤维、尼龙纤维、聚苯并咪唑纤维、聚酰亚胺纤维、聚砜基酰胺纤维和聚对苯二甲酸乙二醇酯纤维中的至少一种,树脂可以为环氧树脂、不饱和聚脂树脂、联苯型杂萘联苯聚芳醚砜、苯撑苯并二噁唑和聚酰亚胺中的一种或多种。
在本发明具体实施过程中,以相邻设置的承压层和功能层为一组,承压层和功能层之间设有1-3组承压层和功能层。,即以隔离层和抗拉层组合成一个重复单元,并将该重复单元重复1-3次,形成“内衬层-承压层-隔离层-抗拉层-隔离层-抗拉层……功能层-保护层”的结构。
保护层用于保护整个非金属柔性管,其一般为单层结构,厚度通常控制在1-20mm。保护层的材质一般也可以是热塑性工程塑料,根据不同的工况,可以选择聚乙烯(PE)、聚酰胺(PA)、聚对苯二甲酸丁二醇酯(PBT)、聚酮(POK)、聚苯硫醚(PPS)、聚醚醚酮(PEEK)、聚偏氟乙烯(PVDF)、热塑性聚氨酯弹性体橡胶(TPU)、聚氟(PF)和聚苯醚(PPO)的一种或多种共混物。
在本发明具体实施过程中,保护层同样可以采用熔融挤出的方式,首先将熔融的聚合物挤出到功能层上,再进行定型冷却,完成保护层的包覆,最后收管即可得到成品。
本发明所提供的非金属柔性管,其所用材质和结构保证了该非金属柔性管具有质轻、耐腐蚀、耐气体渗透性和一定的柔性,并且还具有良好的弹性和抗疲劳性能。同时发明人还发现,该非金属柔性管还具有非常突出耐温和耐压性能,并且能够承受较大程度的轴向载荷,能够适应海洋中的恶劣工况。
本发明的再一个方面是提供上述非金属柔性管的制造方法,包括如下步骤:
(1)将热塑性聚合物熔融挤出,经定型、冷却,得到具有预设尺寸的内衬管,作为内衬层;
(2)将两个材质为纤维增强树脂基复合材料的承压带先后缠绕在内衬管表面并沿内衬管的轴向延伸,形成承压层;
(3)将热塑性聚合物熔融挤出并缠绕在承压层表面,经定型、冷却,形成隔离层;
(4)在隔离层表面编织纤维,使编织成的纤维布包覆在隔离层表面;采用树脂浸渍纤维布或涂覆在纤维布上,经固化后形成抗拉层;
(5)将光纤、电缆、伴热带、输送热传导介质的管道、压力传感器和温度传感器中的至少一种缠绕在抗拉层表面,得到功能层;
(6)将热塑性聚合物挤出到功能层外,经定型、冷却,完成保护层的包覆。
具体的,上述步骤(2)可以实施1-5次,其中,该承压带是将纤维加捻成束,经挤出成型和树脂浸渍,并对浸渍的树脂实施固化得到。
具体的,上述步骤(2)可实施至少1次,一般实施1-5次。
在执行步骤(5)之前,上述步骤(3)和步骤(4)可交替实施1-4次,从而在承压层和功能层之间形成1-3组交替设置的隔离层和抗拉层。
本发明提供的非金属柔性管,不仅具有良好的耐腐蚀性、耐气体渗透性和柔性,而且能够耐受80℃甚至180℃以上的高温、15MPa以上甚至50Mpa以上的压力,且其非破坏轴向张力不低于300kN,甚至可达到700kN及以上。因此,该非金属柔性管具有良好的耐温和耐压性能,并能够承受较大程度的轴向载荷,从而能够适应海洋中的恶劣工况,在水深为500米以上甚至3000米中正常使用,从而能够很好的应用于石油、天然气、海洋矿藏及可燃冰开采中的海洋立管和海底管线等。
并且,该非金属柔性管的原料来源广泛,可根据实际需求灵活配置。
本发明提供的非金属柔性管的制造方法,步骤简单可行,便于大规模推广和应用。
附图说明
图1为本发明一具体实施方式所述提供的承压带互锁方式示意图一;
图2为本发明一具体实施方式所述提供的承压带互锁方式示意图二;
图3为本发明一具体实施方式所述提供的承压带互锁方式示意图三;
图4为本发明一具体实施方式所述提供的非金属柔性管的径向剖面结构示意图。
附图标记说明:
1-内衬层; 2-承压层; 3-隔离层;
4-抗拉层; 5-功能层; 6-保护层。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
以下实施例中所制造的非金属柔性软管,均参照API RP 17B-2008标准以及APISPEC 17J-2014中针对非粘结型柔性管道测试规范进行测试和表征,主要测试内容为标准的原型试验,如爆破试验、压溃试验、轴向拉伸试验和温度试验。
实施例1
本实施例提供一种内径为16英寸的非金属柔性管,其结构如图4所示,从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将聚乙烯挤出,定型、冷却得到PE管道,作为内衬层1,挤出工艺条件如下:挤出厚度5mm,挤出温度140-190℃。
2、将尼龙纤维加捻后通过承压带口模,再浸入环氧树脂,通过刮胶板除去多余的环氧树脂,用热空气加热到120℃使环氧树脂固化形成承压带,承压带的厚度为5mm,宽度为40mm,且一个表面具有凹凸结构。
通过缠绕机将一条承压带以30°平铺缠绕在挤出的PE管道上,具有凹凸结构的表面朝外;再缠绕第二条承压带,并将凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图1,为双T型互锁,完成承压层2的制备。
3、使用挤出机将PE挤出在已缠绕好的承压层2外,挤出工艺与内衬层的挤出工艺相同,经定型冷却完成隔离层3的包覆,其厚度为3mm。
4、将尼龙纤维加捻成线后,通过编织机在隔离层3外编织一层尼龙布,这层尼龙布浸入环氧树脂,再加热固化,使尼龙布粘接成一个整体,提高尼龙布的承内压的能力,这样就完成了抗拉层4的制备,其厚度为4mm。
5、将光纤、电缆和压力传感器缠绕在抗拉层外,形成功能层5。
6、通过挤出机将热塑性聚氨酯挤出并包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为4mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该非金属柔性管的最大承受内压为40MPa,最大承受外压为6MPa。
该非金属柔性管可进行盘卷,其非破坏轴向张力为300kN,并能够适用于最高压力为15MPa,温度80℃,水深为300米的油气集输用海洋立管、海底管线等。
实施例2
本实施例提供一种内径为12英寸的非金属柔性管,其从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将超高分子量聚乙烯(UHMWPE,分子量为150万以上的无支链线性聚乙烯)挤出,定型、冷却得到UHMWPE管道作为内衬层1,挤出工艺条件如下:挤出厚度7mm,挤出温度320℃。
2、将玻璃纤维加捻后通过承压带口模,再浸入环氧树脂,通过刮胶板除去多余的环氧树脂,用热空气加热到120℃使环氧树脂固化形成承压带,承压带的厚度为7mm,宽度为40mm,且其中一个表面具有凹凸结构。
通过缠绕机将一条承压以30°平铺缠绕在挤出的UHMWPE管道上,具有凹凸结构的表面朝外;再将第二条承压带具有凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图2,为TTM型互锁结构,完成承压层2的制备。
3、使用挤出机将聚对苯二甲酸丁二醇酯(PBT)挤出在已缠绕好的承压层2外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第一层隔离层3的包覆,其厚度为3mm。
4、将芳纶纤维加捻后,通过编织机在隔离层3外编织一层芳纶布,这层芳纶布浸入酚醛环氧树脂,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第一层抗拉层4的制备,其厚度为6mm。
5、使用挤出机将PBT挤出在已固化的第一层抗拉层4外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第二层隔离层3的包覆,其厚度为3mm。
6、将芳纶纤维加捻后,通过编织机在第二层隔离层3外编织一层芳纶布,这层芳纶布浸入酚醛环氧树脂,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第二层抗拉层4的制备,其厚度为6mm。
7、将光纤、电缆、压力传感器缠绕在第二层抗拉层4外,形成功能层5。
8、通过挤出机将热塑性聚氨酯挤出包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为6mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该非金属柔性管的最大承受内压为40MPa,最大承受外压为6MPa。
该非金属柔性管可进行盘卷,其非破坏轴向张力为400kN,适用于最高压力为35MPa,温度100℃,水深为500米的油气集输用海洋立管、海底管线。
实施例3
本实施例提供一种内径为10英寸的非金属柔性管,其从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将聚偏氟乙烯(PVDF)挤出,定型、冷却得到PVDF管道,作为内衬层1,挤出工艺条件如下:挤出厚度10mm,挤出温度180-230℃。
2、将碳纤维加捻后通过承压带口模,再浸入聚酰亚胺(PI),通过刮胶板除去多余的PI,用热空气加热到350℃使PI固化形成承压带,承压带的厚度为7mm,宽度为40mm,且其中一个表面具有凹凸结构。
通过缠绕机将一条承压以30°平铺缠绕在挤出的UHMWPE管道上,具有凹凸结构的表面朝外;再将第二条承压带具有凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图3,为CT型互锁,完成承压层2的制备。
3、使用挤出机将聚对苯二甲酸丁二醇酯(PBT)挤出在已缠绕好的承压层2外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第一层隔离层3的包覆,其厚度为3mm。
4、将芳纶纤维加捻后,通过编织机在第一层隔离层3外编织一层芳纶布,这层芳纶布浸入PI,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第一层抗拉层4的制备,其厚度为6mm。
5、使用挤出机将PBT挤出在固化的第一层抗拉层4外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第二层隔离层3的包覆,其厚度为3mm。
6、将芳纶纤维加捻后,通过编织机在第二层隔离层3外编织一层芳纶布,这层芳纶布浸入PI,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第二层抗拉层4的制备,其厚度为6mm。
7、将光纤、电缆、压力传感器缠绕在第二层抗拉层4外,形成功能层5。
8、通过挤出机将热塑性聚氨酯挤出包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为6mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该非金属柔性管的最大承受内压为40MPa,最大承受外压为6MPa。本案例中制造的非金属柔性管所使用的高分子材料其使用温度均高于120℃。
该非金属柔性管可进行盘卷,其非破坏轴向张力为550KN,并能够适用于最高压力为35MPa,温度120℃,水深为500米的油气集输用海洋立管、海底管线等。
实施例4
本实施例提供一种内径为9英寸的非金属柔性管,其从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将可熔聚四氟乙烯(PFA)挤出,定型、冷却得到PFA管道,作为内衬层1,挤出工艺条件如下:挤出厚度15mm,挤出温度360℃。
2、将碳纤维加捻后通过承压带口模,再浸入聚酰亚胺(PI),通过刮胶板除去多余的PI,用热空气加热到350℃使PI固化形成承压带,承压带的厚度为10mm,宽度为40mm,且其中一个表面具有凹凸结构。
通过缠绕机将一条承压以30°平铺缠绕在挤出的PFA管道上,具有凹凸结构的表面朝外;再将第二条承压带具有凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图3,为CT型互锁,完成承压层2的制备。
3、使用挤出机将PBT挤出在已缠绕好的承压层2外,挤出工艺与内衬层的挤出工艺相同,经定型冷却,完成第一层隔离层3的包覆,其厚度为3mm。
4、将芳纶纤维加捻后,通过编织机在第一层隔离层3外编织一层芳纶布,这层芳纶布浸入PI,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第一层抗拉层4的制备,其厚度为6mm。
5、使用挤出机将PBT挤出在已固化的第一层抗拉层4外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第二层隔离层3的包覆,其厚度为3mm。
6、将芳纶纤维加捻后,通过编织机在第二层隔离层3外编织一层芳纶布,这层芳纶布浸入PI,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第二层抗拉层4的制备,其厚度为6mm。
7、将光纤、电缆、压力传感器缠绕在第二层抗拉层4外,形成功能层5。
8、通过挤出机将热塑性聚氨酯挤出包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为10mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该非金属柔性管的最大承受内压为60MPa,最大承受外压为11MPa。
该非金属柔性管可进行盘卷,其非破坏轴向张力为500kN,并能够适用于最高压力为50MPa,温度150℃,水深为1000米的油气集输用海洋立管、海底管线等。
实施例5
本实施例提供一种内径为7英寸的非金属柔性管,其从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将聚醚醚酮(PEEK)挤出,定型、冷却得到PEEK管道,作为内衬层1,挤出工艺条件如下:挤出厚度15mm,挤出温度400℃。
2、将碳纤维加捻后通过承压带口模,再浸入联苯型杂萘联苯聚芳醚砜(PPBESK),通过刮胶板除去多余的PPBESK,用热空气加热到370℃使PI固化形成承压带,承压带的厚度为10mm,宽度为40mm,且其中一个表面具有凹凸结构。
通过缠绕机将一条承压以30°平铺缠绕在挤出的PEEK管道上,具有凹凸结构的表面朝外;再将第二条承压带具有凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图3,为CT型互锁,完成承压层2的制备。
3、使用挤出机将PFA挤出在已缠绕好的承压层2外,挤出工艺与内衬的挤出工艺相同,经定型冷却,完成第一层隔离层3的包覆,其厚度为3mm。
4、将芳纶纤维加捻后,通过编织机在第一层隔离层3外编织一层芳纶布,这层芳纶布浸入PPBESK,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第一层抗拉层4的制备,其厚度为8mm。
5、使用挤出机将PFA挤出在已固化的第一层抗拉层4外,挤出工艺与内衬的挤出工艺相同,经定型冷却,完成第二层隔离层3的包覆,其厚度为3mm。
6、将芳纶纤维加捻后,通过编织机在第二层隔离层3外编织一层芳纶布,这层芳纶布浸入PPBESK,再加热固化,使芳纶布粘接成一个整体,提高芳纶布的承内压的能力,这样就完成了第二层抗拉层4的制备,其厚度为8mm。
7、将光纤、电缆、压力传感器缠绕在第二层抗拉层4外,形成功能层5。
8、通过挤出机将热塑性聚氨酯挤出包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为15mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该柔性管的最大承受内压为80MPa,最大承受外压为20MPa。
上述非金属柔性管可进行盘卷,其非破坏轴向张力为600kN,并能够适用于最高压力为70MPa,温度150℃,水深为1500米的油气集输用海洋立管、海底管线等。
实施例6
本实施例提供一种内径为2.5英寸的非金属柔性管,其从内至外依次设有内衬层1、承压层2、隔离层3、抗拉层4、隔离层3、抗拉层4、隔离层3、抗拉层4、功能层5和保护层6,其制造方法依次包括如下步骤:
1、使用挤出机将聚醚醚酮(PEEK)挤出,定型、冷却得到PFA管道,作为内衬层1,挤出工艺条件如下:挤出厚度20mm,挤出温度400℃。
2、将碳纤维加捻后通过承压带口模,再浸入联苯型杂萘联苯聚芳醚砜(PPBESK),通过刮胶板除去多余的PPBESK,用热空气加热到370℃使PI固化形成承压带,承压带的厚度为10mm,宽度为40mm,且其中一个表面具有凹凸结构。
通过缠绕机将一条承压以30°平铺缠绕在挤出的PFA管道上,具有凹凸结构的表面朝外;再将第二条承压带具有凹凸结构的表面朝里反扣在缠好的第一条承压带上,这两条承压带形成互锁结构,具体参见图3,为CT型互锁结构。
再取第三条承压带,以-30°平铺缠绕在上述承压带上,且具有凹凸结构的表面朝外,然后缠绕第四条承压带,与第三条承压带之间形成双T型互锁结构。
再取第五条承压带,以30°平铺缠绕在上述承压带上,且具有凹凸结构的表面朝外,然后缠绕第六条承压带,与第五条承压带之间形成双T型互锁结构。
上述六条共三对承压带共同形成了承压层2。
3、使用挤出机将PFA挤出在已缠绕好的承压层2外,挤出工艺与内衬的挤出工艺相同,经定型冷却完成第一层隔离层3的包覆,其厚度为3mm。
4、将苯撑苯并二噁唑(PBO)纤维加捻后,通过编织机在第一层隔离层3的外编织一层PBO布,这层PBO布浸入PPBESK,再加热固化,使PBO布粘接成一个整体,提高PBO布的承内压的能力,这样就完成了第一层抗拉层4的制备,其厚度为8mm。
5、依次重复上述步骤3-4两遍,形成三层隔离层3与三层抗拉层4交替包覆的结构。
6、将光纤、电缆、压力传感器缠绕在第三层抗拉层4外,形成功能层5。
7、通过挤出机将热塑性聚氨酯挤出包覆在功能层5外,定型冷却后,完成保护层6的加工,其厚度为20mm,使用收管机进行收管得到成品。
将本实施例中制造的非金属柔性管等效成不同层组成的厚壁管,进行受力情况分析可知:该柔性管的最大承受内压为120MPa,最大承受外压为45MPa。
该非金属柔性管可进行盘卷,其非破坏轴向张力为700kN,并能够适用于最高压力为105MPa,温度177℃,水深为3000米的油气集输用海洋立管、海底管线。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
一种非金属柔性管及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0