

IPC分类号 : B32B15/01,B32B15/02,B32B33/00,B32B5/18,B32B7/12,B32B37/02,B30B13/00,B21C23/02,C25D1/08,C22C1/08,A41D13/05,A61F5/055




专利摘要
一种多层复合吸能材料及其制备方法,它涉及一种复合吸能材料及其制备方法。它解决了目前抗冲击防护颈托刚度不足、延伸率低、易引起二次反弹损伤的问题。它的外缓冲层的内表面与吸能层的外表面由硅酮胶粘合为一体,吸能层的内表面与高刚度层的外表面由硅酮胶粘合为一体,高刚度层的内表面与内缓冲层的外表面由硅酮胶粘合为一体;本发明方法的步骤如下:一、将铝合金板压制成形;二、将泡沫镍板压制成型;三、将硅酮胶涂于泡沫镍表面,并将多层泡沫镍板和铝版用硅酮胶粘合为整体;四、整体压制成型;五、硅酮胶的固化;六、复合材料整体除气。本发明的多层复合吸能材料具有高刚度、低屈服强度、高延伸率和不反弹的优点,本发明的制造方法工艺简单。
权利要求
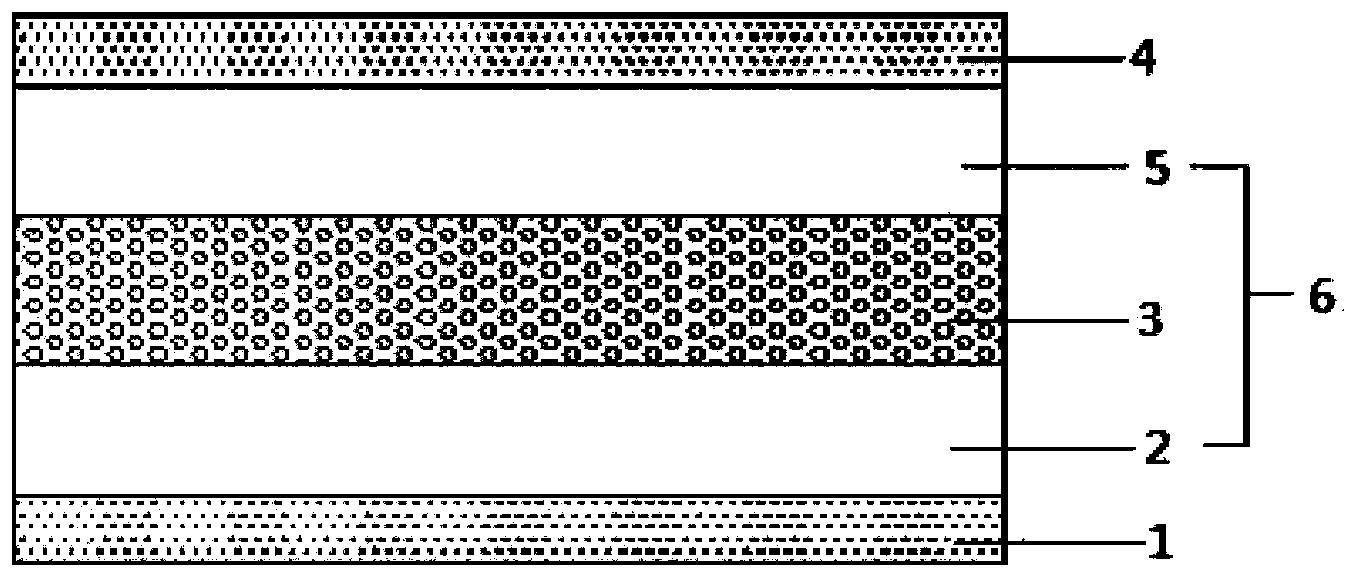
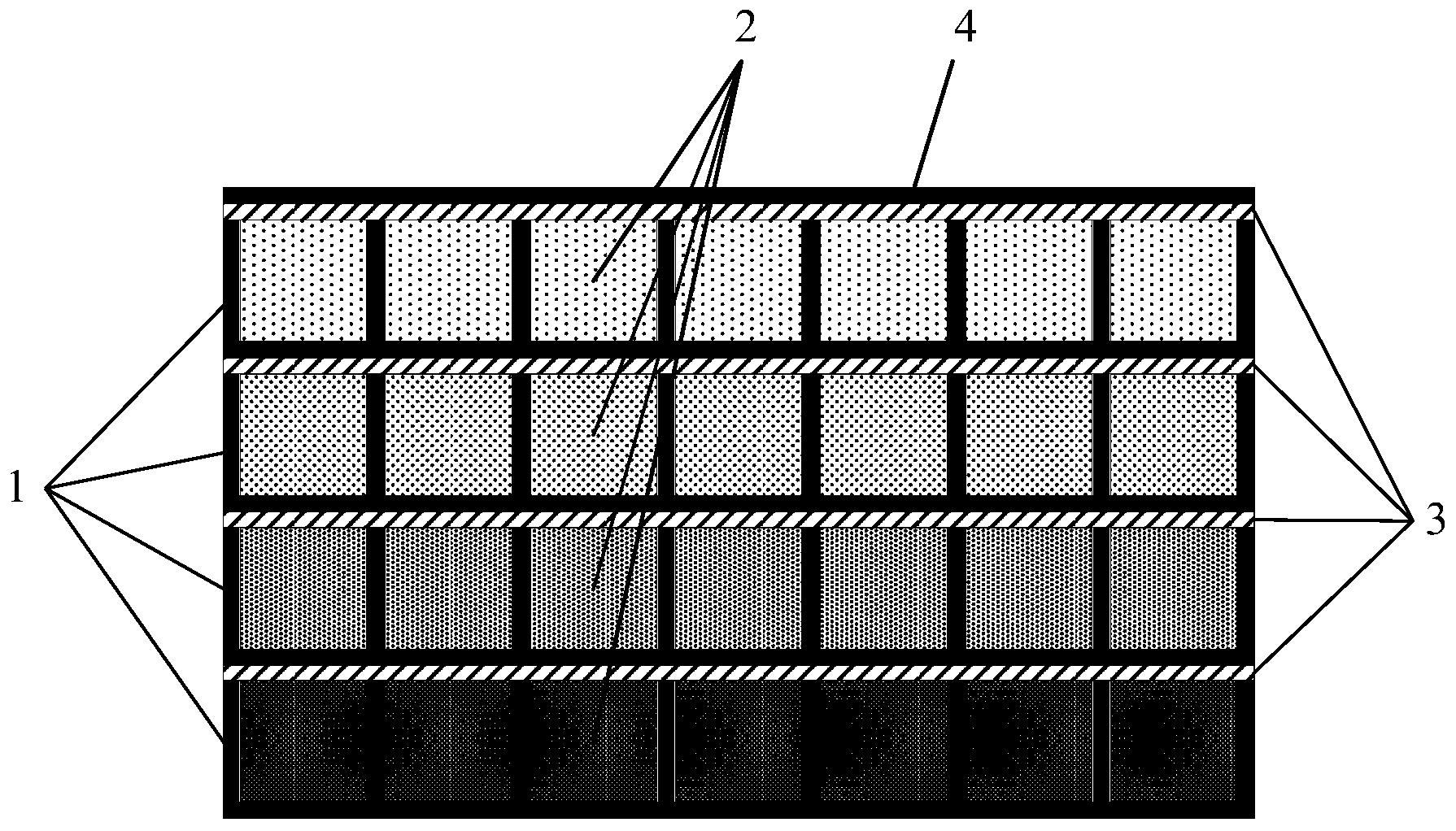
1、一种多层复合吸能材料,其特征在于它由外缓冲层(1)、吸能层(2)、高刚度层(3)和内缓冲层(4)组成;外缓冲层(1)和内缓冲层(4)为泡沫镍板,吸能层(2)为多层泡沫镍板用硅酮胶粘合而成,高刚度层(3)为铝合金板;外缓冲层(1)的内表面与吸能层(2)大的外表面由硅酮胶粘合为一体,吸能层(2)的内表面与高刚度层(3)的外表面由硅酮胶粘合为一体,高刚度层(3)的内表面与内缓冲层(4)的外表面由硅酮胶粘合为一体;
2、根据权利要求1所述的一种多层复合吸能材料,其特征在于多层复合吸能材料的外缓冲层(1)、内缓冲层(4)和吸能层(2)中Ni占外缓冲层(1)、内缓冲层(4)和吸能层(2)体积的2%~4%。
3、根据权利要求1所述的一种多层复合吸能材料,其特征在于多层复合吸能材料的高刚度层(3)中Al占整体体积的8%~10%。
4、根据权利要求1所述的一种多层复合吸能材料,其特征在于多层复合吸能材料中硅酮胶占整体体积的15%~30%。
5、根据权利要求1所述的一种多层复合吸能材料,其特征在于外缓冲层(1)和内缓冲层(4)的厚度各为2mm,强度为0.1MPa~10MPa,密度为0.2×103kg/m3,弹性模量为3MPa~30MPa,压缩变形延伸率大于95%。
6、根据权利要求1所述的一种多层复合吸能材料,其特征在于吸能层(2)的厚度为9mm,吸能层(2)由5~9层泡沫镍板用硅酮胶粘合而成,每层泡沫镍板密度为0.2~0.3×103kg/m3、厚度为1~2mm、强度为0.18MPa~10MPa、弹性模量为3MPa~30MPa、压缩变形率大于95%。
7、根据权利要求1所述的一种多层复合吸能材料,其特征在于高刚度层(3)的厚度0.4~1mm,屈服强度为40~400MPa,密度为2.7×103kg/m3,弹性模量为70MPa,延伸率为10%~30%。
8、根据权利要求1所述的一种多层复合吸能材料的制备方法,其特征在于制造方法步骤如下:一、根据形状设计在200~400kg压力条件下将铝合金板压制成形,外形尺寸误差不超过0.2mm;二、在60~150kg的压力下将泡沫镍板压制成型,压缩量为4%~5%;三、先将压制成型的多层泡沫镍板浸入硅酮胶中,再将多层泡沫镍板和压制成型的铝合金板用硅酮胶粘合为整体;四、在90~100kg压力下将经步骤三处理后的整体压制成型;五、将经步骤四处理后的整体在40~55℃空气气氛中固化12~15小时;六、在0.1~1.2MPa真空环境下除气40~48小时。
9、根据权利要求8所述的一种多层复合吸能材料的制备方法,其特征在于在步骤一中压力为300kg。
10、根据权利要求8所述的一种多层复合吸能材料的制备方法,其特征在于在步骤四中压力为70kg。
11、根据权利要求8所述的一种多层复合吸能材料的制备方法,其特征在于在步骤五中将经步骤四处理后的整体在45℃空气气氛中固化12小时。
12、根据权利要求8所述的一种多层复合吸能材料的制备方法,其特征在于在步骤六中在0.1MPa真空环境下除气40小时。
说明书
技术领域技术领域
本发明涉及一种复合吸能材料及其制备方法,具体涉及一种同时具有高刚度、低屈服强度、高延伸率和无反弹、可应用于人体抗冲击防护颈托的多层复合吸能材料及其制造方法。
技术背景背景技术
根据人体受冲击时颈部受冲击情况的计算机模拟结果,人体颈椎部抗冲击防护颈托所需材料必须同时具有高刚度、低屈服强度、高延伸率和不反弹的特点,在现有工程材料范围内,单一同种材料无法达到以上要求。现有工程材料主要包括陶瓷材料、金属材料、有机材料,陶瓷材料刚度高、强度高,但延伸率低;金属材料延伸率高、强度低,但刚度不足;有机聚合物材料强度低,塑性覆盖范围大,有的表现为脆性,延伸率低,有的表现为粘弹性,延伸率高,但刚度随之降低;橡胶等高分子材料由于弹性大,使用时会引起二次反弹损伤,也不适用。
发明内容发明内容
本发明的目的是为了解决目前抗冲击防护颈托刚度不足、延伸率低、易引起二次反弹损伤的问题,提供了一种多层复合吸能材料及其制备方法。本发明的多层复合吸能材料由外缓冲层、吸能层、高刚度层和内缓冲层组成;外缓冲层和内缓冲层为泡沫镍板,吸能层为多层泡沫镍板用硅酮胶粘合而成,高刚度层为铝合金板;外缓冲层的内表面与吸能层的外表面由硅酮胶粘合为一体,吸能层的内表面与高刚度层的外表面由硅酮胶粘合为一体,高刚度层的内表面与内缓冲层的外表面由硅酮胶粘合为一体。本发明的制造方法步骤如下:一、根据形状设计在200~400kg压力条件下将铝合金板压制成形,外形尺寸误差不超过0.2mm;二、在60~150kg的压力下将泡沫镍板压制成型,压缩量为4%~5%;三、先将压制成型的多层泡沫镍板浸入硅酮胶中,再将多层泡沫镍板和压制成型的铝合金板用硅酮胶粘合为整体;四、在90~100kg压力下将经步骤三处理后的整体压制成型;五、将经步骤四处理后的整体在40~55℃空气气氛中固化12~15小时;六、在0.1~1.2MPa真空环境下除气40~48小时。
在工作环境下,吸能层提供低强度和高延伸率,起到保护皮肤,缓冲压力的作用,刚度层提供高刚度,起吸收能量的作用,缓冲层起到维持材料完整性,避免对人体造成伤害。本发明的多层复合吸能材料的弹性模量为0.8GPa~1.2GPa,屈服极限为0.001GPa,压缩应变大于70%,用此材料制成的防护颈托在冲击条件下,减少冲击力10kg,吸收冲击能量40%。本发明的多层复合吸能材料保护颈椎及头部不受伤害。
本发明的多层复合吸能材料具有高刚度、低屈服强度、高延伸率和不反弹的优点,本发明的制造方法工艺简单。
附图说明附图说明
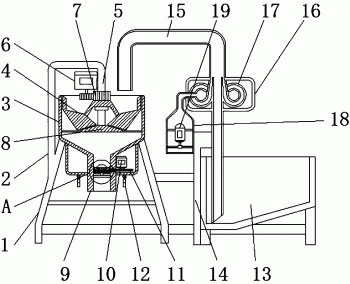
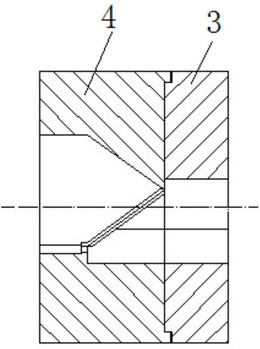
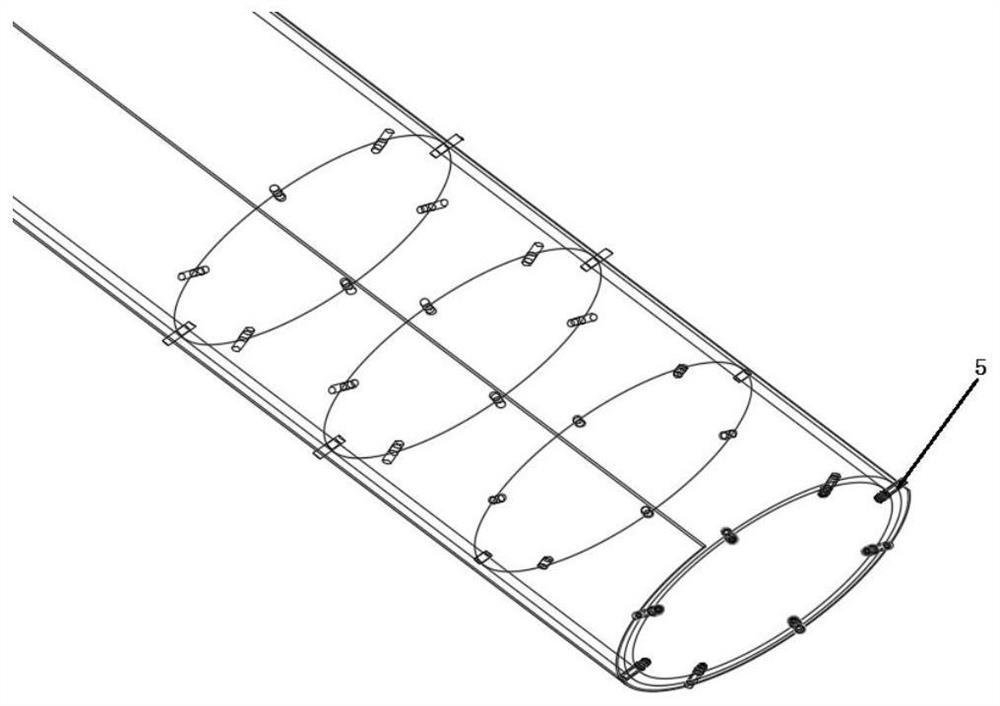
图1是中间镂空型铝板压制形状图,图2是非镂空型铝板压制形状图,图3是带加强筋型铝板压制形状图,图4本发明产品的结构示意图。
具体实施方式具体实施方式
具体实施方式一:(参见图4)本实施方式多层复合吸能材料由外缓冲层1、吸能层2、高刚度层3和内缓冲层4组成;外缓冲层1和内缓冲层4为泡沫镍板,吸能层2为多层泡沫镍板用硅酮胶粘合而成,高刚度层1为铝合金板;外缓冲层1的内表面与吸能层2大的外表面由硅酮胶粘合为一体,吸能层2的内表面与高刚度层3的外表面由硅酮胶粘合为一体,高刚度层3的内表面与内缓冲层4的外表面由硅酮胶粘合为一体。
具体实施方式二:本实施方式中多层复合吸能材料的外缓冲层1、内缓冲层4和吸能层2中Ni占外缓冲层1、内缓冲层4和吸能层2体积的2%~4%。其它与具体实施方式一相同。
具体实施方式三:本实施方式中多层复合吸能材料的高刚度层3中Al占整体体积的8%~10%。其它与具体实施方式一相同。
具体实施方式四:本实施方式中多层复合吸能材料中硅酮胶占整体体积的15%~30%。其它与具体实施方式一相同。
具体实施方式五:本实施方式中外缓冲层1和内缓冲层4的厚度各为2mm,强度为0.1MPa~10MPa,密度为0.2×103kg/m3,弹性模量为3MPa~30MPa,压缩变形延伸率大于95%。其它与具体实施方式一相同。
具体实施方式六:本实施方式中吸能层2的厚度为9mm,吸能层2由5~9层泡沫镍板用硅酮胶粘合而成,每层泡沫镍板密度为0.2~0.3×103kg/m3、厚度为1~2mm、强度为0.18MPa~10MPa、弹性模量为3MPa~30MPa、压缩变形率大于95%。其它与具体实施方式一相同。
具体实施方式七:本实施方式中高刚度层3的厚度0.4~1mm,屈服强度为40~400MPa,密度为2.7×103kg/m3,弹性模量为70MPa,延伸率为10%~30%。其它与具体实施方式一相同。
具体实施方式八:本实施方式中铝合金板材料型号为2024、5052、6061、LF6或LF21。其它与具体实施方式一相同。
具体实施方式九:(参见图1~图4)本实施方式一种多层复合吸能材料的制造方法步骤如下:一、根据形状设计在200~400kg压力条件下将铝合金板压制成形,外形尺寸误差不超过0.2mm;二、在60~150kg的压力下将泡沫镍板压制成型,压缩量为4%~5%;三、先将压制成型的多层泡沫镍板浸入硅酮胶中,再将多层泡沫镍板和压制成型的铝合金板用硅酮胶粘合为整体;四、在90~100kg压力下将经步骤三处理后的整体压制成型;五、将经步骤四处理后的整体在40~55℃空气气氛中固化12~15小时;六、在0.1~1.2MPa真空环境下除气40~48小时。
具体实施方式十:本实施方式在步骤一中压力为300kg。其它与具体实施方式九相同。
具体实施方式十一:本实施方式在步骤四中压力为70kg。其它与具体实施方式九相同。
具体实施方式十二:本实施方式在步骤五中将经步骤四处理后的整体在45℃空气气氛中固化12小时。其它与具体实施方式九相同。
具体实施方式十三:本实施方式在步骤六中在0.1MPa真空环境下除气40小时。其它与具体实施方式九相同。
具体实施方式十四:本实施方式中铝合金板材料热处理状态为GJB1694-1993的退火或固溶时效处理。其它与具体实施方式九相同。
具体实施方式十五:(参见图1~图3)本实施方式中铝合金板材料压制形状分为中间镂空型、非镂空型或带加强筋型。其它与具体实施方式九相同。
具体实施方式十六:本实施方式中硅酮胶的固化方法按照国标GB16776-2005实施。其它与具体实施方式九相同。
具体实施方式十七:本实施方式中泡沫镍板的改型方法由电镀金属铬和铜、化学镀金属镍、先电镀金属铬和铜再高温合金化方法或先化学镀金属镍再高温合金化方法。其它与具体实施方式九相同。
具体实施方式十八:本实施方式中泡沫镍板电镀改性方法的步骤如下:经历除油、清洗、酸活化、清洗、电镀和清洗过程。其它与具体实施方式十七相同。
具体实施方式十九:本实施方式中泡沫镍板化学镀改性方法的步骤如下:经历除油、清洗、酸粗化、敏化、活化、化学镀和清洗过程。其它与具体实施方式十七相同。
具体实施方式二十:本实施方式中高温合金化方法如下:将电镀或化学镀后的泡沫镍板在真空环境下分别加热至650℃、850℃和1050℃,保温60分钟后随炉冷却。其它与具体实施方式十七相同。
具体实施方式二十一:本实施方式中根据形状设计在300kg压力条件下将铝合金板压制成形,外型尺寸误差不超过0.2mm;二、在70kg的压力下将泡沫镍板压制成型,压缩量为4%~5%;三、先将压制成型的多层泡沫镍板浸入硅酮胶中,再将多层泡沫镍板和压制成型的铝合金板用硅酮胶粘合为整体;四、在100kg压力下将经步骤三处理后的整体压制成型;五、将经步骤四处理过的整体在45℃空气气氛中固化12小时;六、在0.1MPa真空环境下除气40小时。
根据本实施方式方法制备的多层复合吸能材料应用于人体冲击防护颈托中,在假人试验条件为:10g至12g加速度下,经假人试验验证,与无颈托情况相比,减少冲击力10kg,吸收能量40%~44%。
一种多层复合吸能材料专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0