







专利摘要
本发明涉及Z‑pin变密度预制体及Z‑pin大厚度植入方法,属于复合材料三维增强技术领域。实现Z‑pin大厚度植入的方法包括:根据待增强预浸料坯料的植入要求选择合适的Z‑pin体系并确定其长度,根据Z‑pin长度计算泡沫载体的总厚度并设计其密度分布,采用植入机制备相应预制体;开启加热装置将待增强的预浸料坯料加热,将预制体放置在坯料上方,中间用耐高温隔离膜隔开,待坯料加热均匀后开始植入Z‑pin,首先在超声枪作用下,将裸露在泡沫外的Z‑pin植入坯料中,然后将最上面一层泡沫揭除后,继续将外露的Z‑pin植入坯料中,重复“揭除泡沫‑继续植入”的动作,直至将所有Z‑pin全部植入,实现大厚度植入目标。
权利要求
1.Z-pin大厚度植入方法,其特征是:包括以下步骤:
步骤一、选择合适密度和厚度的泡沫层,按照上层密度小、下层密度大的分布叠放至符合预浸料坯料(4)植入的厚度要求,将叠放好的泡沫层保持接触面紧挨的状态固定住,得到大厚度预制体载体(2);
步骤二、将Z-pin(1)植入大厚度预制体载体(2)中,Z-pin(1)上下贯穿多层泡沫层;Z-pin(1)上端外露于大厚度预制体载体(2)上表面,下端位于大厚度预制体载体(2)中或与大厚度预制体载体(2)下表面齐平或稍微伸出大厚度预制体载体(2)下表面;
步骤三、对待加强的大厚度预浸料坯料(4)进行加热,待完全加热均匀后,将大厚度预制体载体(2)放在预浸料坯料(4)上并固定;
步骤四、使用超声枪(5),将Z-pin(1)上端作为待植入Z-pin段,将其完全植入大厚度预制体载体(2)的最上层泡沫层中,此时,Z-pin(1)的下端植入预浸料坯料(4)中;
步骤五、将大厚度预制体载体(2)最上面一层泡沫层揭除,揭除时不要连带Z-pin(1)或改变Z-pin(1)方向,上面一层泡沫层完全揭除后,新露出的Z-pin上端成为下一层待植入的Z-pin段;
步骤六、重复步骤四和步骤五,直至所有泡沫层揭除,将Z-pin上端植入预浸料坯料(4)中,完成Z-pin的大厚度植入。
2.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤一中,选择合适密度和厚度的泡沫层之前,先根据待增强的预浸料坯料(4)的植入要求,选择合适的Z-pin体系,并确定其长度、直径和植入间距参数;以Z-pin长度为基准,计算大厚度预制体载体(2)厚度,使得即将制备的大厚度预制体载体(2)中Z-pin上端外露长度在5-10mm范围内,且大厚度预制体载体(2)厚度大于等于Z-pin长度的五分之三,然后通过分析Z-pin自身刚度和超声植入时的阻力,结合大厚度预制体载体(2)厚度,选择几种合适密度和厚度的泡沫层。
3.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤二中,将Z-pin(1)植入大厚度预制体载体(2)中的方法是将大厚度预制体载体(2)固定在植入机上,植入机根据Z-pin长度、直径和植入间距参数设置程序,在大厚度预制体载体(2)中植入Z-pin(1)。
4.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤三中,大厚度预浸料坯料(4)加热均匀后,先撕开预浸料坯料(4)上表面的背衬纸,然后在预浸料坯料(4)上表面贴附耐高温隔离膜(3),再将大厚度预制体载体(2)放在隔离膜上并固定。
5.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤六中,完成Z-pin的大厚度植入后,将预浸料坯料(4)的植入面处理平整,撕开耐高温隔离膜(3),贴回背衬纸;然后关闭加热及超声枪(5)电源,待已植入Z-pin的预浸料坯料(4)冷却至室温后,将其密封包装后做好标记,放入低温环境冷藏备用。
6.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤一中,相邻泡沫层的密度相同或不同。
7.根据权利要求1所述的Z-pin大厚度植入方法,其特征是:步骤三中,采用加热装置(6)对待加强的大厚度预浸料坯料(4)的底部及四周进行加热。
说明书
技术领域
本发明属于复合材料三维增强的技术领域,具体涉及一种实现Z-pin大厚度植入的变密度预制体结构及超声辅助逐层植入方法。
背景技术
复合材料具有轻质高强的独特优势,在航空航天领域有着广泛的应用,但是较低的层间强度成为其应用的瓶颈。为了提高传统复合材料层间性能和界面连接性能,国内外出现了三维编织增强复合材料、Z-pin三维增强技术以及2.5D层间增强技术等,其原理是在制件的厚度方向引入加强相,提高层间强度。其中,Z-pin三维增强技术借鉴不连续缝合方法,将复合材料微杆以一定的角度和密度植入到复合材料层合板坯材中,将层合板中铺层与铺层结合成整体,显著提高复合材料的层间强度和韧性,具有成本低、可设计性强、工艺操作简单、减重性好、对纤维损伤小等优点,尤其适用于预浸料工艺和局部增强或连接,满足复合材料层间增强和结构增强需求。
常用Z-pin植入方法为超声辅助植入法,主要包括Z-pin拉挤成型-预制体制备-超声植入三个工艺过程。拉挤成型工艺是浸透胶液的连续纤维纱等增强材料,在牵引力的作用下,通过模具拉挤成型、烘箱加热固化,生产出连续的Z-pin;预制体制备工艺通过数控植入机(以下简称植入机)将连续Z-pin按照预先设计的方案切断并植入到泡沫载体中,形成预制体;超声植入工艺是通过超声植入枪(以下简称超声枪)将预制体中的Z-pin植入到铺放好的预浸料坯料中,铲除泡沫后得到待固化的Z-pin增强层合板。该方法下Z-pin的植入深度因Z-pin原材料差异稍有差异,一般不超过12mm。
采用树脂基复合材料结构已成为航空航天领域重要发展态势,而随着复合材料的应用比例越来越大,出现越来越多的功能性复合材料,例如耐烧蚀防热复合材料、高导热复合材料等,制件从早期的小尺寸、次承力件向着大厚度、主承力结构的方向发展。而Z-pin是纤维在树脂中浸渍、经拉挤工艺共固化后制成的针状细杆结构,增强纤维轴向模量低,导致其刚度不足,大厚度(≥20mm)植入时阻力大,Z-pin易发生弯曲失稳,现有的植入技术无法匹配大厚度复合材料的应用需求,难以充分发挥复合材料独特优势,制约复合材料的进一步发展。
因此,急需一种可实现Z-pin大厚度植入的工艺方法,以此来促进复合材料在多个领域的应用发展。
发明内容
针对上述问题,本发明的目的是针对背景技术提出的问题,提供实现将Z-pin植入厚度≥20mm的预浸料坯料的Z-pin变密度预制体及Z-pin大厚度植入方法。
为实现上述技术目的,本发明采取的技术方案为:
Z-pin变密度预制体,包括大厚度预制体载体和Z-pin,其中:大厚度预制体载体由多层泡沫层可分离地叠加固定在一起组成,泡沫层密度从上至下逐渐增加,Z-pin植于大厚度预制体载体中,且Z-pin上下贯穿多层泡沫层,向预浸料坯料中植入Z-pin时,大厚度预制体载体下表面与预浸料坯料接触。
为优化上述技术方案,采取的具体措施还包括:
上述的Z-pin为碳纤维或玻璃纤维或石英纤维。
Z-pin大厚度植入方法,其中:包括以下步骤:
步骤一、选择合适密度和厚度的泡沫层,按照上层密度小、下层密度大的分布叠放至符合预浸料坯料植入的厚度要求,将叠放好的泡沫层保持接触面紧挨的状态固定住,得到大厚度预制体载体;
步骤二、将Z-pin植入大厚度预制体载体中,Z-pin上下贯穿多层泡沫层;Z-pin上端外露于大厚度预制体载体上表面,下端位于大厚度预制体载体中或与大厚度预制体载体下表面齐平或稍微伸出大厚度预制体载体下表面;
步骤三、对待加强的大厚度预浸料坯料进行加热,待完全加热均匀后,将大厚度预制体载体放在预浸料坯料上并固定;
步骤四、使用超声枪,将Z-pin上端作为待植入Z-pin段,将其完全植入大厚度预制体载体的最上层泡沫层中,此时,Z-pin的下端植入预浸料坯料中;
步骤五、将大厚度预制体载体最上面一层泡沫层揭除,揭除时不要连带Z-pin或改变Z-pin方向,上面一层泡沫层完全揭除后,新露出的Z-pin上端成为下一层待植入的Z-pin段;
步骤六、重复步骤四和步骤五,直至所有泡沫层揭除,将Z-pin上端植入预浸料坯料中,完成Z-pin的大厚度植入。
步骤一中,选择合适密度和厚度的泡沫层之前,先根据待增强的预浸料坯料的植入要求,选择合适的Z-pin体系,并确定其长度、直径和植入间距参数;以Z-pin长度为基准,计算大厚度预制体载体厚度,使得即将制备的大厚度预制体载体中Z-pin上端外露长度在5-10mm范围内,且大厚度预制体载体厚度大于等于Z-pin长度的五分之三,然后通过分析Z-pin自身刚度和超声植入时的阻力,结合大厚度预制体载体厚度,选择几种合适密度和厚度的泡沫层。
步骤二中,将Z-pin植入大厚度预制体载体中的方法是将大厚度预制体载体固定在植入机上,植入机根据Z-pin长度、直径和植入间距参数设置程序,在大厚度预制体载体中植入Z-pin。
步骤三中,大厚度预浸料坯料加热均匀后,先撕开预浸料坯料上表面的背衬纸,然后在预浸料坯料上表面贴附耐高温隔离膜,再将大厚度预制体载体放在隔离膜上并固定。耐高温隔离膜应尽量与预浸料坯料表面紧密贴合无褶皱。
步骤六中,完成Z-pin的大厚度植入后,将预浸料坯料的植入面处理平整,撕开耐高温隔离膜,贴回背衬纸;然后关闭加热及超声枪电源,待已植入Z-pin的预浸料坯料冷却至室温后,将其密封包装后做好标记,放入低温环境冷藏备用。
步骤一中,相邻泡沫层的密度可相同。
步骤三中,采用加热装置对待加强的大厚度预浸料坯料的底部及四周进行加热。防止坯料边缘因散热较热而温度较低。
本发明的预浸料坯料基体可以选择环氧树脂、酚醛树脂、双马树脂等。步骤一中Z-pin的直径、植入间距等参数可根据待增强复合材料坯料植入要求选择。选择泡沫层密度时,既要考虑在预制体制备时泡沫层可被Z-pin穿刺,又要能在超声植入时给Z-pin提供足够支撑,因此,密度一般不超过31kg/m
本发明与现有技术相比有如下优点:
1、本发明提出采用梯度密度的泡沫载体,制备大厚度的预制体,增加对Z-pin的刚性支撑,提高植入时Z-pin稳定性和植入角度精度。
2、本发明通过变密度预制体结构和超声辅助逐层植入的方法实现Z-pin大厚度植入增强复合材料,突破了现有Z-pin植入厚度的瓶颈。
3、拓展了Z-pin技术的应用范围,不仅可以实现大厚度复合材料的层间增强,还可应用于局部大厚度的结构增强。
4、本发明操作简便,仅在现有Z-pin植入技术基础上进行改进。
附图说明
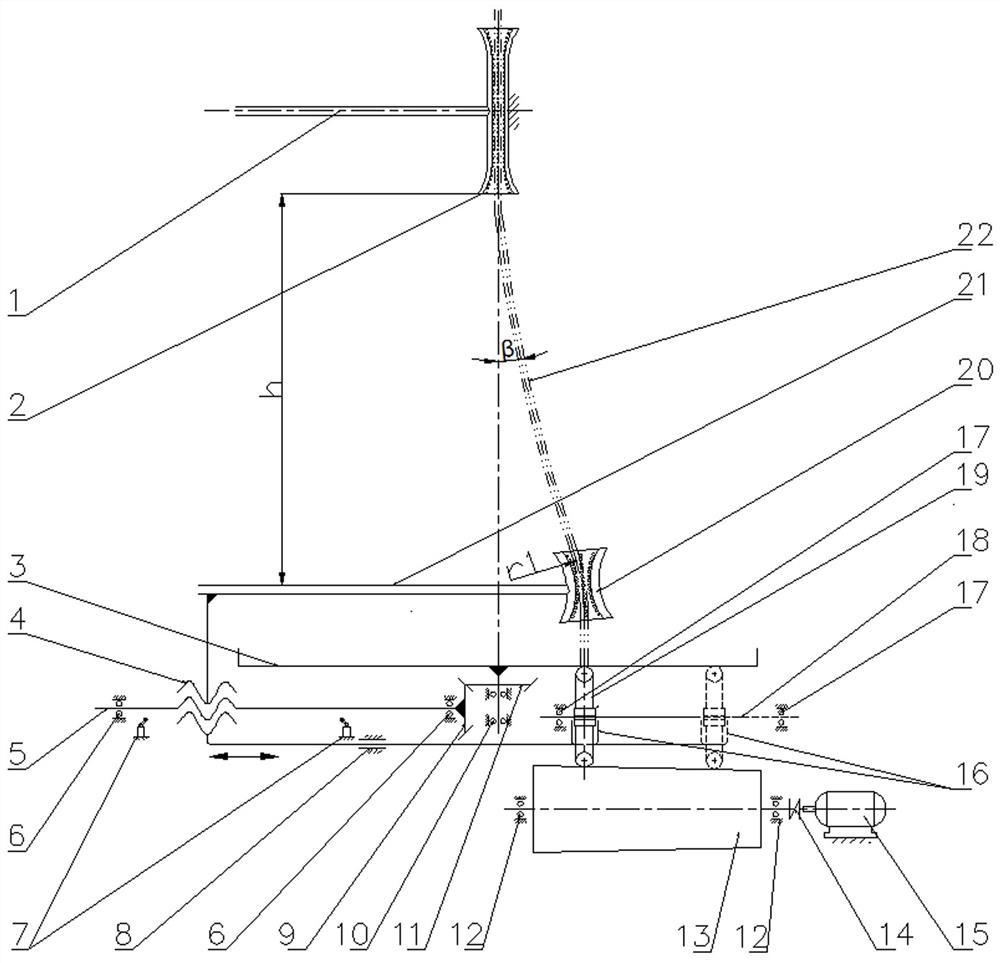
图1为Z-pin预制体示意图;
图2为第一层Z-pin植入示意图;
图3为第一层泡沫揭除示意图;
图4为后续超声植入过程示意图。
图中标号名称:Z-pin1、大厚度预制体载体2、第一层泡沫层21、第二层泡沫层22、第三层泡沫层23、耐高温隔离膜3、预浸料坯料4、超声枪5、加热装置6。
具体实施方式
以下结合附图对本发明的实施例作进一步详细描述。
本实施例的Z-pin变密度预制体,包括大厚度预制体载体2和Z-pin1,其中:所述的大厚度预制体载体2由多层泡沫层可分离地叠加固定在一起组成,泡沫层密度从上至下逐渐增加,所述的Z-pin1植于大厚度预制体载体2中,且Z-pin1上下贯穿多层泡沫层,向预浸料坯料4中植入Z-pin1时,大厚度预制体载体2下表面与预浸料坯料4接触。
本实施例以本发明的Z-pin三维增强技术在大厚度防热构件上的应用为例,作进一步详细描述。
预浸料坯料4的厚度为25mm,要求Z-pin1体系为防热性材料,长度为25mm,大厚度预制体载体2总厚度为15mm,由3层厚度为5mm的泡沫组成,其中从上至下第一层泡沫21为低密度EPS泡沫(密度为10kg/m
实施例中Z-pin1中增强相包括高硅氧纤维、玻璃纤维、石英纤维等耐热高的纤维,基体包括酚醛树脂、双马树脂等防热性树脂。
实施例中图1预制体中Z-pin1的直径、植入间距等参数可根据预浸料坯料4的植入要求选择。
实施例中待增强的预浸料坯料4的加热温度根据预浸料中树脂的粘温曲线确定,避免树脂发生固化反应的前提下,其粘度越低越好。
实施例植入过程中,为了达到Z-pin1的植入深度目标,应保证Z-pin1的稳定性,使其植入角度与设计角度一致。
一种实现Z-pin大厚度植入的超声辅助逐层植入方法,包括以下步骤:
步骤一:根据预浸料坯料4的植入要求,Z-pin1选择防热性材料系列,长度为25mm,直径为0.5mm,植入间距为5mm×5mm,植入角度为90°;
步骤二:大厚度预制体载体2的厚度为15mm,使得制备的图1预制体中Z-pin外露长度为10mm;
步骤三:通过分析Z-pin1自身刚度和超声植入时的阻力,结合泡沫载体总厚度为15mm,选择密度分别为10kg/m
步骤四:将步骤三中选出的泡沫按照从上至下第一层泡沫层21、第二层泡沫层22、第三层泡沫层23的顺序叠放并固定,保证每层泡沫之间不会发生移动,得到的泡沫整体即为大厚度预制体载体2;
步骤五:将大厚度预制体载体2固定在植入机上,根据步骤一中得到的植入参数设置程序,制备图1预制体;
步骤六:开启加热装置6将待植入的预浸料坯料4进行加热,待完全加热均匀后,撕开坯料上表面背衬纸,然后贴附耐高温隔离膜3,将图1预制体放在耐高温隔离膜3上并固定;
步骤七:开启Z-pin植入专用超声枪5,将预制体中外露的Z-pin用超声枪5植入进预浸料坯料4中,植入时保持Z-pin1角度,直至Z-pin1上端完全没入第一层泡沫层21中,如图2所示;
步骤八:将第一层泡沫层21揭开去除,揭开时注意不要连带Z-pin或改变其方向,整层泡沫完全去除后,新露出的Z-pin成为下一层待植入的Z-pin,如图3所示。
步骤九:重复步骤七和步骤八,直至所有泡沫层揭除,将剩余的最后一层Z-pin段植入完成后,将预浸料坯料4的植入面处理平整,撕开耐高温隔离膜3,贴回背衬纸,如图4所示;
步骤十:关闭加热及超声枪电源,待已植入Z-pin的预浸料坯料图4(f)冷却至室温后,将其密封包装后做好标记,放入低温环境冷藏备用。
步骤一中防热性材料系列中增强相包括高硅氧纤维、玻璃纤维、石英纤维等耐热高的纤维,基体包括酚醛树脂、双马树脂等防热性树脂。
步骤三中的泡沫厚度一般为5mm,但不限于5mm。
步骤四中大厚度预制体载体2在制备预制体图1时可被Z-pin1完全穿刺,且不会影响植入机的正常工作。
步骤四中泡沫叠放时,可出现相同密度的两层泡沫相邻叠放。
步骤六中加热装置6可对预浸料坯料4底部及四周进行加热,防止坯料边缘因散热较热而温度较低。
步骤六中预浸料坯料4的加热温度根据其中树脂的粘温曲线确定,在树脂不发生固化反应的前提下,降低树脂粘度从而减小植入阻力,有利于实现大厚度植入目标。
步骤六中耐高温隔离膜3应尽量与预浸料坯料4表面紧密贴合无褶皱,预制体图1的底面与隔离膜接触。
步骤八中去除泡沫层时,可将泡沫划成小块,方便揭开,但注意操作过程中不可对Z-pin造成损伤。
步骤九中最后一层待植入的Z-pin,植入时阻力最大,可减少同时植入Z-pin的根数或小幅度调整超声源参数,保证植入质量。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
Z-pin大厚度植入方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0