








专利摘要
本发明公开一种沿厚度方向梯度材料的制备方法及制备镁合金的应用,包括在待加工金属板上布孔,所述的孔内填充预合金的金属粉末,金属板的布孔面进行搅拌摩擦加工,使待加工金属板由布孔面到非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;本发明在加工过程中调控上表面与下表面冷却速率差,使得待加工金属板的温度场沿厚度方向呈梯度变化,从而实现梯度材料的制备;本发明根据工程实际需求,预设待加工金属板材合金化所需纯金属粉末的种类及其配比。
权利要求
1.一种沿厚度方向梯度材料的制备方法,其特征在于,包括在待加工金属板上布孔,所述的孔内填充预合金的金属粉末,金属板的布孔面进行搅拌摩擦加工,通过改变金属板上表面与下表面的冷却速率差,使待加工金属板由布孔面到非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;
所述孔的深度H
式(一)中:R为搅拌头轴肩半径;r为搅拌针半径;h为搅拌针长度;L为待加工金属板加工方向的长度;ρ
所述孔的孔径不大于搅拌针直径的1.5倍,所述孔的孔间距
2.一种金属梯度材料,其特征在于,所述的金属梯度材料采用权利要求1所述的沿厚度方向梯度材料的制备方法加工得到。
3.一种沿厚度方向镁合金梯度材料的制备方法,其特征在于,包括在待加工镁金属板上布孔,所述的孔内填充预合金的金属粉末,镁金属板的布孔面进行搅拌摩擦焊,使待加工镁金属板由布孔面到非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;
所述孔的深度H
式(一)中:R为搅拌头轴肩半径;r为搅拌针半径;h为搅拌针长度;L为待加工纯镁金属板加工方向的长度;ρ
所述孔的孔径不大于搅拌针直径的1.5倍,所述孔的孔间距
4.根据权利要求3所述的沿厚度方向镁合金梯度材料的制备方法,其特征在于,所述的布孔面到非布孔面沿厚度呈现温度梯度变化的温度范围为30~130℃。
5.根据权利要求3所述的沿厚度方向镁合金梯度材料的制备方法,其特征在于,所述的布孔面到非布孔面的平均温度差为90±10℃。
6.根据权利要求3、4或5所述的沿厚度方向镁合金梯度材料的制备方法,其特征在于,所述的搅拌摩擦焊的搅拌头旋转速度为30~1500r/min,加工速度为23.5~300mm/min。
7.根据权利要求3、4或5所述的沿厚度方向镁合金梯度材料的制备方法,其特征在于,预合金的金属粉末粒径为10~100μm。
8.根据权利要求3所述的沿厚度方向镁合金梯度材料的制备方法,其特征在于,所述的镁金属板的纯度为99.95%;预合金的金属粉末为铝粉和锌粉的混合物,所述铝粉的平均粒度为22μm,纯度为99.85%;锌粉的平均粒度为37μm,纯度为99.9%;铝粉和锌粉的质量比为3∶1;
所述孔的半径为1.5mm,孔的深度为1mm,孔间距为7mm;
搅拌摩擦焊的搅拌头旋转速度为1180r/min,加工速度为23.5mm/min;
布孔面的峰值温度为460±10℃,布孔面与非布孔面的平均温差为90±10℃。
9.一种镁合金梯度材料,其特征在于,所述的镁合金梯度材料采用权利要求3-8任一权利要求所述的沿厚度方向镁合金梯度材料的制备方法加工得到。
说明书
技术领域
本发明提出一种梯度材料的制备方法,具体地涉及一种沿厚度方向梯度材料的制备 方法及制备镁合金的应用。
背景技术
功能梯度材料(Functionally gradient materials,FGM)是指组分、结构、物理 参数和物理、化学等单一或复合性能都呈连续变化,从而使材料性质和功能也呈梯度变 化,以适应不同环境,实现某一特殊功能的新型复合材料。由于FGM具有一般复合材料 无法比拟的优点,通过金属、陶瓷、高分子等物质的巧妙结合,在各种对材料有特殊要 求的领域有着广阔的应用前景,受到世界各国的高度重视。
FGM制备方法有很多种,使用的原料可以是气相、液相或固相,通过物理或化学方 法来获得所需要的梯度组成。其中比较基础、有代表性的有粉末冶金法、等离子喷涂法、 激光熔覆法、气相沉积法等。上述FGM制备方法存在诸多问题,需要加以克服。粉末冶 金法制备功能梯度材料存在工序复杂、成本较高等问题。等离子喷涂法制备功能梯度材 料存在梯度涂层与基体间的结合强度不高,涂层组织不均匀、空洞疏松、表面粗糙等缺 点。激光熔覆法制备功能梯度材料存在制备工艺及设备比较复杂昂贵等问题。气相沉积 法制备功能梯度材料存在沉积速度慢,不能连续控制成分分布,且不能制备大厚度的块 材。
发明内容
针对上述技术中存在的问题,本发明提供了一种沿厚度方向梯度材料的制备方法及 制备镁合金的应用,结合搅拌摩擦加工厚度方向上热输入特点,通过对厚度方向上的梯 度温度场的控制,实现梯度材料的制备。
为了实现上述目的,本发明采用如下技术方案:
一种沿厚度方向梯度材料的制备方法,包括在待加工金属板上布孔,所述的孔内填 充预合金的金属粉末,金属板的布孔面进行搅拌摩擦加工,使待加工金属板由布孔面到 非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;
所述孔的深度Hk采用式(一)确认:
式(一)中:R为搅拌头轴肩半径;r为搅拌针半径;h为搅拌针长度;L为待加工金 属板加工方向的长度;ρBM为待加工金属板密度;孔径为Rk,Lk为孔间距;ρy为预合金 的金属粉末密度;
所述孔的孔径不大于搅拌针直径的1.5倍,所述孔的孔间距
一种金属梯度材料,所述的金属梯度材料采用本发明所述的沿厚度方向梯度材料的 制备方法加工得到。
一种沿厚度方向镁合金梯度材料的制备方法,包括在待加工镁金属板上布孔,所述 的孔内填充预合金的金属粉末,镁金属板的布孔面进行搅拌摩擦焊,使待加工镁金属板 由布孔面到非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;
所述孔的深度Hk采用式(一)确认:
式(一)中:R为搅拌头轴肩半径;r为搅拌针半径;h为搅拌针长度;L为待加工纯 镁金属板加工方向的长度;ρBM为待加工纯镁金属板密度;孔径为Rk,Lk为孔间距;ρy为 预合金的金属粉末密度;
所述孔的孔径不大于搅拌针直径的1.5倍,所述孔的孔间距
可选的,所述的布孔面到非布孔面沿厚度呈现温度梯度变化的温度范围为30~ 130℃。
可选的,所述的布孔面到非布孔面的平均温度差为90±10℃。
可选的,所述的搅拌摩擦焊的搅拌头旋转速度为30~1500r/min,加工速度为23.5~ 300mm/min。
可选的,预合金的金属粉末粒径为10~100μm。
可选的,所述的镁金属板的纯度为99.95%;预合金的金属粉末为铝粉和锌粉的混合 物,所述铝粉的平均粒度为22μm,纯度为99.85%;锌粉的平均粒度为37μm,纯度为 99.9%;铝粉和锌粉的质量比为3∶1;
所述孔的半径为1.5mm,孔的深度为1mm,孔间距为7mm;
搅拌摩擦焊的搅拌头旋转速度为1180r/min,加工速度为23.5mm/min;
布孔面的峰值温度为460±10℃,布孔面与非布孔面的平均温差为90±10℃。
一种镁合金梯度材料,所述的镁合金梯度材料采用本发明所述的沿厚度方向镁合金 梯度材料的制备方法加工得到。
同现有技术相比,本发明具有以下有益效果:
1、本发明提出了一种沿厚度方向梯度材料制备方法及制备镁合金的应用,其特点 在于,梯度材料制备过程中同时引入合金化处理,梯度材料制备与合金化处理相辅相成, 在完成梯度材料制备的同时达到预先设计合金化需求,可同时满足材料的结构与性能;
2、本发明的一种沿厚度方向梯度材料的制备方法及制备镁合金的应用,可在梯度 材制备过程中控制合金成分,加工后即形成锻态组织,且可连续制备大尺寸梯度材料;
3、本发明的一种沿厚度方向梯度材料的制备方法及制备镁合金的应用,解决了传 统梯度材料制备过程中存在气孔、夹杂、组织疏松不均匀等缺陷,且不存在梯度涂层与 基体间的结合强度不高的问题;
4、本发明的一种沿厚度方向梯度材料的制备方法及制备镁合金的应用,相对传统 梯度材料制备缩短了生产周期,简化了梯度材料的生产工艺,降低生产成本;具有生产 设备简单,制备过程中无噪音、粉尘等污染,是一种绿色环保的梯度材料制备方法。
附图说明
附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体 实施方式一起用于解释本公开,但并不构成对本公开的限制。
在附图中:
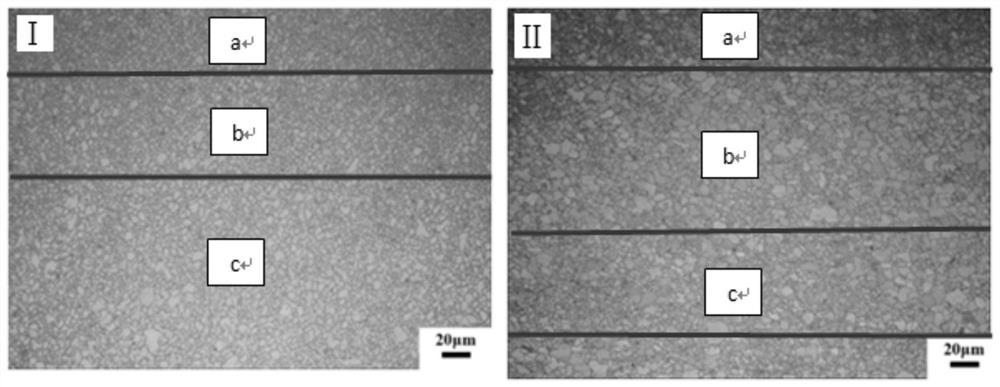
图1为实施例一(图Ⅰ)和实施例二(图Ⅱ)制备得到镁合金梯度材料的梯度晶粒 尺寸形貌图;
图2为实施例一和实施例二制备得到镁合金梯度材料的显微硬度对比图;
图3是实施例一制备得到镁合金梯度材料的合金化后的微量元素分布图;
图4是实施例一制备得到镁合金梯度材料的合金化后的元素含量图。
具体实施方式
本发明的沿厚度方向梯度材料的加工方法,通常的沿厚度方向指的是沿材料的纵切 面方向,对于本发明的特别指的是轴肩接触面到基材底面方向,或者是金属板的上表面 到下表面;包括在待加工金属板上布孔,孔内填充预合金的金属粉末,金属板的布孔面 进行搅拌摩擦加工,通过改变上表面与下表面的冷却速率差,使待加工金属板由布孔面 到非布孔面沿厚度呈现温度梯度变化,且布孔面的温度高于非布孔面的温度;比如,本 发明的孔内填充使金属板合金化的纯金属粉末,金属板的上进行搅拌摩擦加工,通过改 变上表面与下表面的冷却速率差,使待加工金属板沿厚度方向(定义待加工金属板的加 工上表面到下表面面为厚度方向)温度呈现梯度变化,且基板上表面温度高于下表面的 温度;沿厚度方向温度呈现梯度变化,变化范围根据梯度化需求,通过改变上表面与下 表面的冷却速率差进行调控。优选的,本发明给出一种沿厚度方向镁合金梯度材料的制 备方法,包括在待加工镁金属基板上表面布孔,孔内填充预合金化所需的纯金属粉末, 镁金属板的上表面进行搅拌摩擦加工,通过改变上表面与下表面的冷却速率差,使待加 工镁金属板由沿厚度方向呈现温度梯度变化,且金属板上表面温度高于底面温度;金属 板沿厚度呈现温度梯度变化,具体温度梯度差通过实际使用的冷却装置进行调控。
布孔方式按照使用的搅拌工具尺寸选择合适的孔径及孔径间距;按照给出的计算方 式结合所需的合金成分,计算出所需要的布孔深度。一般为沿待加工金属板的板面进行 均匀布孔,主要通过孔的深度、孔径及孔间距进行预合金元素的含量控制。待加工表面 的温度主要和所选择的材料、加工参数(压下量、旋转速度、加工速度)等都有关系, 通过放大表面和底面的温度差,而且搅拌摩擦加工对于材料的某一小区域是一个瞬间过 程,所以,在厚度方向的梯度差制备过程中,只能通过增加冷却装置冷却液的流速,或 冷却液的成分去放大他的底表面温差,一是本身表面和底面的温度就有所差异,再加上 底面相对表面的高的冷却速率,将底面和表面的温度梯度差放大化。
考虑到搅拌摩擦加工过程上表面和下表面的温度就有所差异,但温度变化不均匀且 很难通过搅拌摩擦加工单一方法进行控制。本发明通过施加上表面与底面的高冷却速率 差,使待加工金属板由上表面到下表面沿厚度呈现温度梯度变化,以达到对搅拌摩擦加 工过程温度梯度的可调控目的,并在过程中实现金属板合金化,以达到梯度材料的制备。 本发明在加工过程中使用的冷却设备可以采用现有技术中的设备即可。
本发明的方法具体包括:
(1)原材料准备及合金成分设计:原材料准备包括金属基板材和粉末材料。根据 梯度化的要求,对合金的成分进行设计,确定金属粉末间的质量配比及混料方式;
金属粉末为纯金属粉末,按预先设计合金化需求,选所需元素纯金属粉末种类及配 比,并完成均匀混合;纯金属粉末的粒径分布范围在10~100μm,形状为球形或不规则 形状;对纯金属粉末进行机械混合,金属粉末混合时间为1小时;
(2)钻孔尺寸:在上述金属基板材表面制备孔径为Rk,深度为Hk,间距为Lk圆 孔,将均匀混合后金属粉末添加在圆孔中;
钻孔与粉末添加先后连续进行;孔径大小与孔间距根据梯度化的需求进行设定,但 是一般孔直径不大于搅拌针直径的1.5倍,孔的孔间距
在进行孔洞深度设计时,根据梯度化的要求,进行局部或整体的功能化设计,并根 据功能梯度的不同需求设计不同或相同的孔洞深度;
为了研究试件加工过程中各个因素之间的关系,发明人给出以下的计算公式进行理 论指导;
基板表面预制孔深度Hk具体选择按如下公式计算进行选取:
Mj=(R+r)hLρBM (Ⅰ)
其中Mj为加工区质量;R为搅拌头轴肩半径;r为搅拌针半径;h为搅拌针长度;L 为基板加工方向的长度;ρBM为基板密度;
其中圆孔孔径(半径)为Rk,Mf为预制孔内所添加元素粉末质量;Lk为孔间距;ρy为 所添加元素粉末密度;
其中w%为预设计功能梯度材料所需合金元素成分含量;
根据(Ⅰ)、(Ⅱ)和(Ⅲ)可得出基板表面预制孔的深度Hk:
(3)合金化处理:采用搅拌摩擦加工的方式对添加完成金属粉末的板材进行加工, 搅拌头高速旋转下压入基板进行合金化处理,获得金属板沿厚度方向梯度化的制备。
所提供一种搅拌摩擦加工机组由铣床改造的,主轴旋转速度范围为30~1500r/min, 加工速度范围为23.5~300mm/min;横向可移动范围为0~255mm,纵向移动范围为0~ 700mm,升降范围为0~370mm。
待金属基板加粉完成后,将金属基板递送至搅拌摩擦机组,搅拌摩擦加工过程选用 恒定转速与加工速度,完成梯度材料制备。
合金化处理过程中结合温度测量仪、热电偶实现金属基板材厚度上温度实时监测;
如(2)优选的根据不同需求设计孔洞深度,合金化过程中利用搅拌摩擦加工热输 入沿厚度方向的特点,放大其表面与下表面冷却速率差,使待加工金属板由上表面到下 表面沿厚度呈现温度梯度变化;制备过程中选取恒定的搅拌针旋转速度和加工速度。
加工过程中,对下表面加装实施冷却箱增加搅拌摩擦加工过程中厚度方向的热输入 梯度。
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对 本发明进行进一步详细说明。
对此发明,发明人预设计一纯镁板的梯度化制备实验对此发明的具体实施进行描述, 预添加合金化所需纯金属粉末按照AZ31镁合金的合金元素含量进行设计添加。
实施例一:
(1)实验所用基板是纯度为99.95%的纯镁板,功能梯度化成分元素选择为铝和锌。 实验所选用的球形铝粉平均粒度为22μm,纯度为99.85%;球形锌粉粒度为37μm,纯 度为99.9%。将铝粉和锌粉按3∶1的质量比放入机械混粉机中,混合1小时。
(2)在纯镁基板上预制圆孔:孔径为1.5mm,深度为1mm,圆孔间距离为7mm。用 丙酮清洗表面去除油污,将铝-锌混合粉末加入到注射式粉末装载装置中完成金属粉末 的装载。
根据搅拌头尺寸选择孔径大小以及孔间距:孔径为Rk1.5mm,孔间距为Lk7mm;镁、 铝、锌的密度分别为1.74×10-3g/mm3、2.7×10-3g/mm3、7.14×10-3g/mm3;按 照铝-锌的添加比例计算出混合密度ρy:
将搅拌工具轴肩尺寸20mm,针长2mm,针径为3mm,基板总长度为200mm,以及加 入粉所占百分比4%,代入(Ⅳ)中:
综合考虑加粉不足及搅拌摩擦加工过程中的压下等因素影响,根据本实验的加工工 艺特点,选择孔深0.82~1.02mm之间。最终选择孔深为1mm。
(3)待金属基板加粉完成后,将金属基板递送至搅拌摩擦机,动态压紧装置完成 基板的横向、纵向压紧,高速旋转的搅拌头压入金属基板,完成搅拌摩擦加工转速为 1180r/min,加工速度为23.5mm/min,搅拌工具轴肩尺寸为20mm,选用圆柱形搅拌针, 针长2mm,针径为3mm。
(4)加工过程中,利用温度测量仪、热电偶对基材厚度方向向上温度进行实时监测, 并开启实时冷却器增加沿纵向上的温度梯度差,表面峰值温度为460±10℃,表面与底 面的平均温差90±10℃;完成沿纵向上梯度材料的制备。
实施例二:
(1)实验所用基板是纯度为99.95%的纯镁板,功能梯度化成分元素选择为铝和锌。 实验所选用的球形铝粉平均粒度为22μm,纯度为99.85%;球形锌粉粒度为37μm,纯 度为99.9%。将铝粉和锌粉按3∶1的质量比放入机械混粉机中,混合1小时。
(2)在纯镁基板上预制圆孔:孔径为3mm,深度为1mm,圆孔间距离为7mm。用丙 酮清洗表面去除油污,将铝-锌混合粉末加入到注射式粉末装载装置中完成金属粉末的 装载。
(3)待金属基板加粉完成后,将金属基板递送至搅拌摩擦机,动态压紧装置完成 基板的横向、纵向压紧,高速旋转的搅拌头压入金属基板,完成搅拌摩擦加工转速为 1180r/min,加工速度为23.5mm/min,搅拌工具轴肩直径为20mm,选用圆柱形搅拌针, 针长2mm,针径为3mm。
(4)加工过程中,利用温度测量仪、热电偶对基材厚度方向向上温度进行实时监测, 在没有冷却装置辅助条件下完成材料的制备。表面与底面的温度差平均为50±10℃。
图1中的结果说明:
图1中的Ⅰ是实施例一制备的梯度材料,主要想通过加工区的晶粒尺寸形貌来体现 其梯度化的制备,通过温度使其梯度化最主要的体现也就是因其热输入以及冷却速率的 不同引起的沿厚度方向上的晶粒尺寸变化,即图Ⅰ中的a、b、c可以看出由于增大上下 表面的热输入差,引起晶粒尺寸由小到大很均匀的变化。
图1中的Ⅱ是实施例二制备的梯度材料,没有增加上下表面的热输入差,可以看到 由搅拌摩擦加工自身热输入特点及金属流动特点引起的晶粒尺寸的变化,由a小尺寸晶 粒-b大尺寸晶粒-c小尺寸晶粒-再到c以下的开始有大尺寸晶粒的出现。晶粒尺寸的变 化虽然有分层晶粒的出现,不均匀,无规律,单靠搅拌摩擦加工制备梯度材料控制难度 比较大。
图2中的结果说明,实施例一和二的硬度曲线对比,可以看出,实施例一的力学性 能研厚度方向上即从表面到底面的变化很均匀,达到了梯度变化的目的。
图3主要想说明的是合金化后微区内的合金元素铝-锌在镁基板中的均匀分布。通 过其在镁基板中的分布说明其的合金化的完成。
图4中的结果,通过面扫描能谱分析,其合金元素的百分比镁:铝:锌 =95.46:3.03:1.51,达到了预期合金元素添加成分的设计。
图1Ⅰ的晶粒尺寸的梯度变化与图1Ⅱ的晶粒尺寸不均匀的变化做对比,以及图2 实施例一力学性能的梯度均匀变化与实施例二的硬度变化不可控的相对比。
以上实验,包括实验最终得到的结果都只是为了便于理解发明的技术方案而采用的 实施方式,并非用于限定本发明。
以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施 方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简 单变型,这些简单变型均属于本公开的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾 的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本公开对各种 可能的组合方式不再另行说明。
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公 开的思想,其同样应当视为本公开所公开的内容。
一种沿厚度方向梯度材料的制备方法及制备镁合金的应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0