









专利摘要
本发明提供一种钢液凝固前沿两相区产生气泡的方法,属于钢铁冶金技术领域。该方法首先将钢样经预处理后装入石墨坩埚内,将坩埚放置于感应炉的加热区内;设置感应炉加热制度,加热钢样至1500℃使钢样熔化,并保温一段时间;然后切断感应炉电源,关闭止回阀,在钢液表面放置另一块钢样来形成糊状区,捕捉气泡。再在一定压力下,使用吹气管在钢液中通入氩气,最后快速冷却钢液,保存在钢块与钢液之间形成的糊状区内产生的气泡并观察。该方法可以在钢液凝固时的凝固前沿产生微小气泡,利于观察钢液凝固过程中气泡运动与夹杂物、树枝晶生长的状态,且操作方便简单。
权利要求
1.一种钢液凝固前沿两相区产生气泡的方法,其特征在于:包括步骤如下:
S1:将预处理后的钢样装入石墨坩埚(2)内,并将石墨坩埚(2)放置于感应炉(3)的加热区内;
S2:设置感应炉(3)加热制度,将感应炉通电,加热钢样至1500℃使钢样熔化为钢液(5),并保温一段时间;
S3:切断感应炉(3)电源,此时关闭止回阀(6),在钢液表面放置一块固体钢块(1)形成糊状区,捕捉气泡,固体钢块(1)与钢液(5)成分一致;
S4:在一定压力下,通过吹气管(7)向钢液(5)中通入氩气,氩气流量为0.25L/min;
S5:通入氩气完成后,通过水冷感应线圈(4)快速冷却钢液(5),保存在钢块与钢液之间形成的糊状区内产生的气泡并观察;
所述S2中加热制度为:以每5分钟10A的速率增大感应炉(3)感应电流,将感应炉升温至大于钢液液相线温度以上,且最多不超过30℃,增大电流至样品熔点后,不再增大电流;温度升高至1500-1600℃后保温20min,待钢液全部熔化并保持稳定;
所述S1中石墨坩埚(2)的形状为细长圆柱体,石墨坩埚(2)直径为50mm,石墨坩埚内设置阶梯,以便将固体钢块(1)放置在钢液(5)上,预处理后的钢样熔化后的钢液(5)充满石墨坩埚(2)下部;
所述S5中钢液的冷却速度≥150℃/min。
2.根据权利要求1所述的钢液凝固前沿两相区产生气泡的方法,其特征在于:所述S1中钢样预处理具体为对钢样进行切割和清洗,保持钢样的洁净。
3.根据权利要求1所述的钢液凝固前沿两相区产生气泡的方法,其特征在于:所述感应炉(3)为高频感应炉,感应炉(3)配有水冷感应线圈(4),感应炉(3)的顶部为开口结构,感应炉的炉管上部连接有进气管路;感应炉(3)的加热区设有热电偶,能够实时检测感应炉管内的温度。
4.根据权利要求1所述的钢液凝固前沿两相区产生气泡的方法,其特征在于:固体钢块(1)通过石墨坩埚(2)的阶梯卡住,固定在钢液(5)上方,固体钢块(1)直径与石墨坩埚(2)上部内径相一致,固体钢块(1)的厚度不小于30mm,且固体钢块(1)钻孔使吹气管(7)进入石墨坩埚(2)。
5.根据权利要求1所述的钢液凝固前沿两相区产生气泡的方法,其特征在于:所述吹气管(7)为刚玉吹气管,直径为2-3mm,吹气管(7)接触钢液(5)部分为氮化硼接口。
6.根据权利要求1所述的钢液凝固前沿两相区产生气泡的方法,其特征在于:所述S4中压力为0.2MPa。
说明书
技术领域
本发明涉及钢铁冶金技术领域,特别是指一种钢液凝固前沿两相区产生气泡的方法。
背景技术
随着现代钢铁工业的进一步发展,对钢产品纯净度的要求越来越高。去除钢中小夹杂物,提高钢产品质量已经成为钢铁工业急需解决的重要问题之一。在钢液中产生微小气泡携带夹杂物上浮,并在上浮过程中不断捕捉细小夹杂物,显著地促进钢液中显微夹杂物去除。传统在钢液产生气泡的方法有很多种,使用风嘴和喷枪吹气产生的气泡直径约为20mm,多孔砖和各种喷嘴产生的气泡直径为10-20mm,气泡尺寸大,可以利用中间包与钢包之间的长水口处高的湍流强度将气体冲击成很小的气泡,使气泡有效上浮。目前的研究主要是在钢液中产生微小的气泡的方法,却很少有研究钢液凝固前沿气泡的运动与影响。
钢液凝固过程通常存在液相区、两相区和固相区三个区域,发生着复杂的形核长大、溶质元素再分配、第二相析出及其在固液相间的分配行为。在钢液凝固过程中,由于气体组元在固-液相中的溶解度不同,会伴随着凝固过程使液相溶解的过饱和气体析出形成气泡,但钢液中气泡形核是过饱和气体析出形成气泡的前提。钢液中溶解的氮或氢浓度一般较小,它们形成气泡的析出压力远小于其所受的外界压力,气泡难以形核。在钢液缓慢冷却的过程中,气泡容易逸出。因此,目前还缺乏合适的方法实现对钢液凝固前沿两相区生成微小气泡,研究钢液凝固过程中气泡运动与夹杂物、树枝晶生长的联系,从而不利于支撑对凝固过程冶金现象的深入解析。
感应炉通过感应线圈中的交变电流在线圈周围产生交变磁场,使钢样在交变磁场作用下产生感应电势。在炉料钢样表面一定深度形成涡流,钢样靠涡流加热熔化。感应炉的加热速率快,在断电之后涡流消失,冷却速度能达到150℃/min,在大温度梯度的冷却条件下,树枝晶迅速生长,有利于保存凝固前沿的气泡。
发明内容
本发明要解决的技术问题是提供一种钢液凝固前沿两相区产生气泡的方法,该方法通过精确控制吹氩气流量、钢液冷却速度等条件,在凝固时钢液上加钢块,模拟凝固时的固相区,可在钢液的凝固两相区产生微小气泡。
该方法包括步骤如下:
S1:将预处理后的钢样装入石墨坩埚内,并将石墨坩埚放置于感应炉的加热区内;
S2:设置感应炉加热制度,将感应炉通电,加热钢样至1500℃使钢样熔化为钢液,并保温一段时间;
S3:切断感应炉电源,此时关闭止回阀,在钢液表面放置一块固体钢块形成糊状区,捕捉气泡;
S4:在一定压力下,通过吹气管向钢液中通入氩气,氩气流量为0.25L/min;
S5:通入氩气完成后,通过水冷感应线圈快速冷却钢液,保存在钢块与钢液之间形成的糊状区内产生的气泡并观察。
其中,S2中加热制度为:以每5分钟10A的速率增大感应炉的感应电流,将感应炉升温至大于钢液液相线温度以上,且最多不超过30℃,增大电流至样品熔点后,不再增大电流。温度升高至1500-1600℃左右后保温20min,待钢液全部熔化并保持稳定。
S1中石墨坩埚的形状为细长圆柱体,石墨坩埚直径为50mm,石墨坩埚内设置阶梯状,以便将固体钢块放置在钢液上,预处理后的钢样熔化后的钢液充满石墨坩埚下部。
S1中钢样预处理具体为对钢样进行切割和清洗,保持钢样的洁净
感应炉为高频感应炉,频率为10000Hz以上,感应炉配有水冷感应线圈,感应炉的顶部为开口结构,感应炉的炉管上部连接有进气管路;感应炉的加热区设有热电偶,能够实时检测感应炉管内的温度。
固体钢块与钢液成分一致,固体钢块通过石墨坩埚的阶梯卡住,固定在钢液上方,固体钢块直径与石墨坩埚上部内径相一致,固体钢块的厚度不小于30mm,且固体钢块钻孔使吹气管进入石墨坩埚。
吹气管为刚玉吹气管,直径为2-3mm,吹气管接触钢液部分为氮化硼接口。
S4中压力为0.2MPa。
S5中钢液的冷却速度≥150℃/min,切开样品以观察凝固前沿的气泡。
本发明的上述技术方案的有益效果如下:
上述方案中,根据感应炉温度梯度大的特点,首先将坩埚内的钢样熔化,保温一段时间后,在钢液冷却阶段施加压力利用吹气管吹入气泡,通过在顶部加固体钢块模拟凝固过程两相区的形成,捕捉凝固前沿的气泡。最后通过快速冷却钢液保存凝固前沿的气泡,将钢样切开,观察凝固前沿气泡、夹杂物以及凝固组织的状态,对于凝固过程冶金现象的深入解析有重要意义。同时该方法操作简单,便于实验室的操作。
附图说明
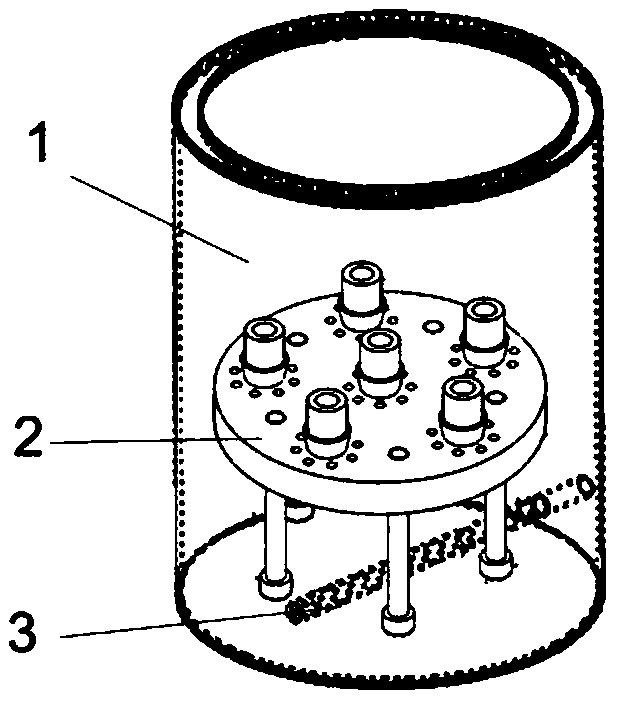
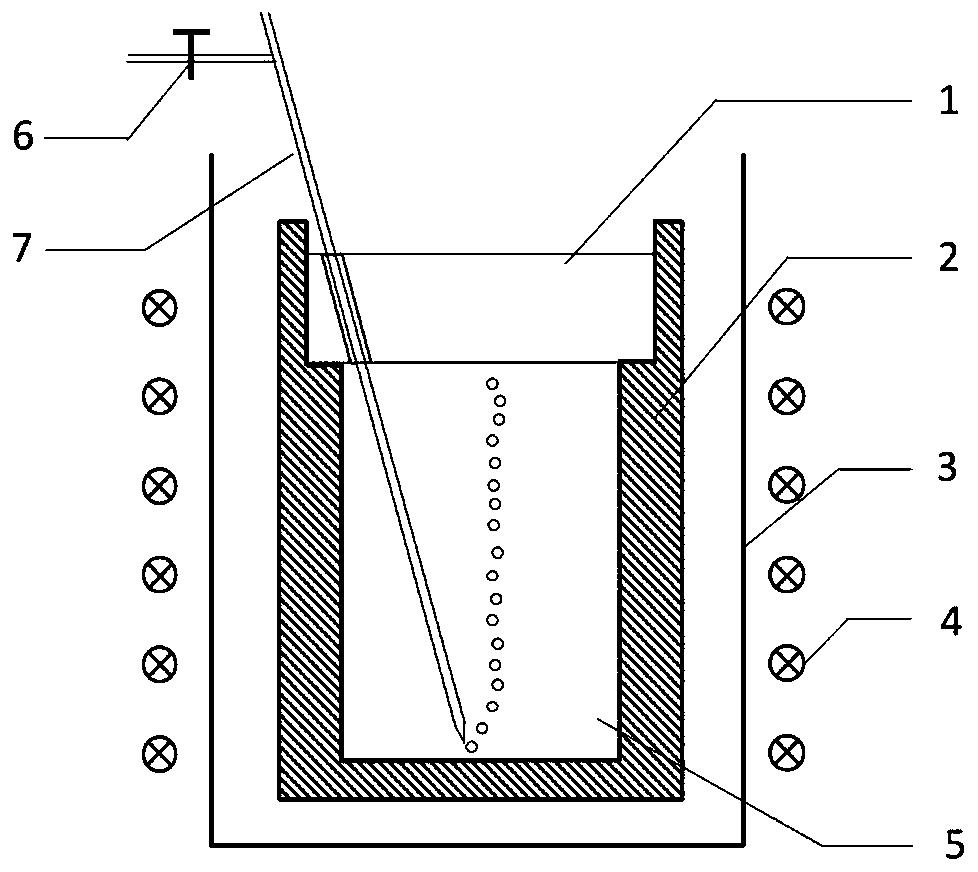
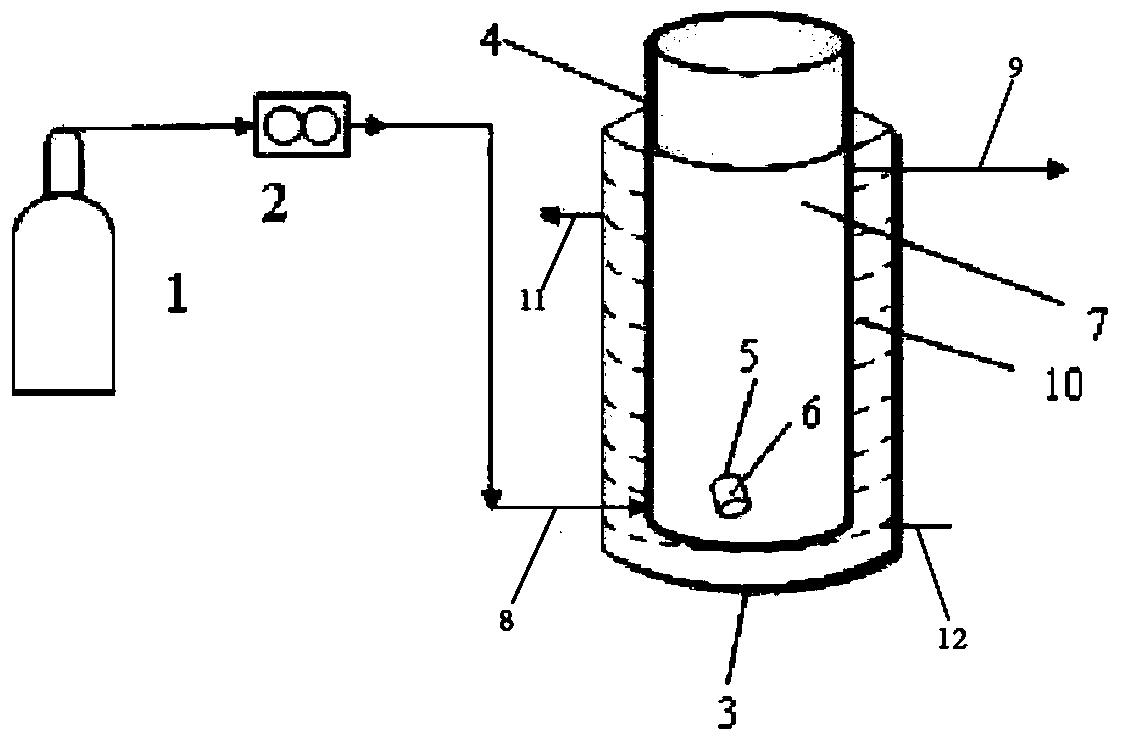
图1为本发明的钢液凝固前沿两相区产生气泡的方法所涉及装置结构示意图;
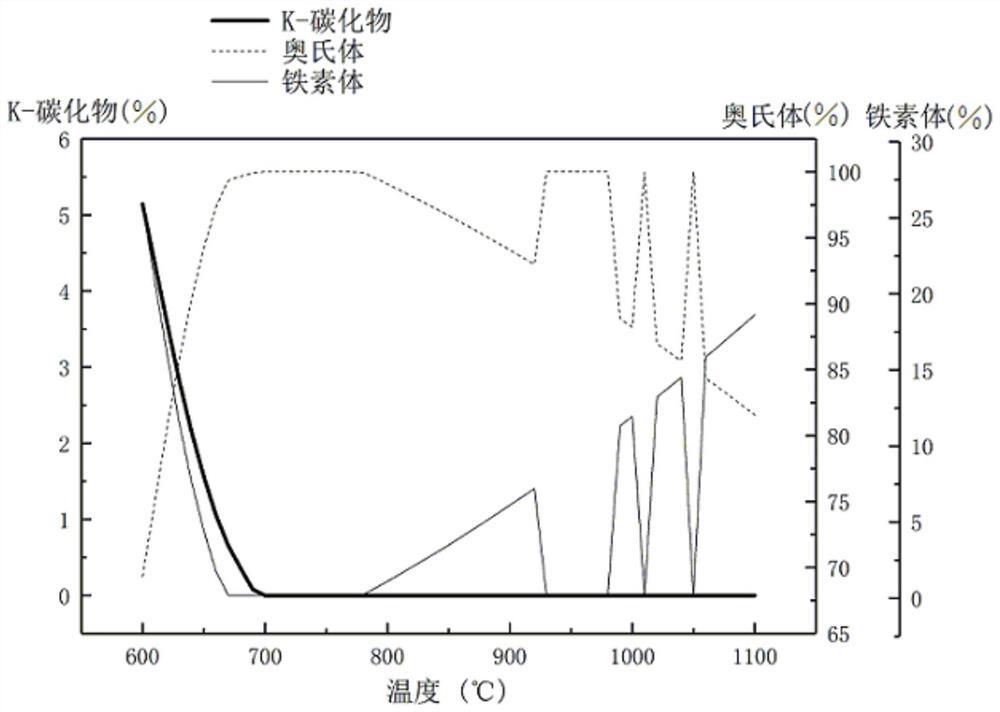
图2为本发明实施例中感应炉的加热曲线。
其中:1-固体钢块;2-石墨坩埚;3-感应炉;4-水冷感应线圈;5-钢液;6-止回阀;7-吹气管。
具体实施方式
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
本发明提供一种钢液凝固前沿两相区产生气泡的方法。
如图1,该方法所使用装置如图所示,石墨坩埚2设计为内部有阶梯状结构,且上部内径大于下部内径,便于后续固体钢块置于石墨坩埚内,石墨坩埚置于感应炉3中,感应炉3配有水冷感应线圈4,后续应用的固体钢块1上钻孔,吹气管7穿过固体钢块1,深入钢液5中,吹气管7连接止回阀6。
该方法具体过程如下:
S1:将预处理后的钢样装入石墨坩埚2内,并将石墨坩埚2放置于感应炉3的加热区内;其中,预处理包括对钢样进行切割和清洗,保持钢样的洁净;
S2:设置感应炉3加热制度,将感应炉通电,加热钢样至1500℃使钢样熔化为钢液5,并保温一段时间;
S3:切断感应炉3电源,此时关闭止回阀6,在钢液表面放置一块固体钢块1形成糊状区,捕捉气泡;
S4:在一定压力下,通过吹气管7向钢液5中通入氩气,氩气流量为0.25L/min;
S5:通入氩气完成后,通过水冷感应线圈4快速冷却钢液5,保存在钢块与钢液之间形成的糊状区内产生的气泡并观察。
其中,所用的固体钢块1和钢液5的成分一致,通过石墨坩埚2的凹槽卡住,固定在钢液5上方,且钢块的厚度不小于30mm。
所使用的感应炉3为高频感应炉,其频率为10000Hz以上,配有水冷感应线圈4,能快速加热钢样至熔化,可以精准的控制样品的加热和冷却速率。感应炉3的顶部为开口结构,炉管的上部连接有进气管路。感应炉3的加热区设有热电偶,用时实时检测感应炉管内的温度。感应炉先升温至大于钢液液相线温度以上,且最多不超过30℃,保温20min,保温时间由钢样大小而决定。感应炉的加热曲线如图2。
坩埚的形状为细长型石墨坩埚,所选用石墨坩埚直径为50mm。
吹气管的材质应为刚玉吹气管,其直径为2mm左右,在接触钢液部分应为氮化硼接口,防止氧化铝对钢液造成污染。
最后,控制钢液的冷却速度大于150℃/min,切开样品以观察凝固前沿的气泡。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种钢液凝固前沿两相区产生气泡的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0