







专利摘要
本发明涉及用于根据分层制造法制造空间的结构或成型体的粉末,及其经济的制造方法。该粉末的特征在于,一方面提供优良的流动性,同时用该粉末在快速原型法中制得的成型体具有显著提高的机械性能和/或热性能。根据一个特别有利的具体实施方案,该粉末含有以由基体材料形成的基本上呈球形的粉末颗粒的形式存在的第一部分以及至少一种以优选嵌入基体材料中的增强和/或加强型纤维的形式存在的其他部分。
权利要求
1、粉末,其用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,该粉末至少含有以基本上呈球形的粉末颗粒(18)的形式存在的、由芳族聚醚酮,尤其是聚芳基醚酮(PEEK)塑料形成的第一基体部分,该塑料具有下式的氧基-1,4-亚苯基-氧基-1,4-亚苯基-羰基-1,4-亚苯基重复单元:
2、粉末,尤其是根据权利要求1所述的粉末,其用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,该粉末含有以由基体材料形成的基本上呈球形的粉末颗粒(18;118;218;330;430)的形式存在的第一部分以及至少一种以增强和/或加强型纤维(140;240;340;440)的形式存在的其他部分。
3、根据权利要求2所述的粉末,其中所述纤维(140)的体积分数为最多25%,优选为最多15%,更优选为最多10%。
4、根据权利要求2所述的粉末,其中将所述纤维(240;340;440)嵌入所述基体材料(118;330)中,优选使这些纤维基本上完全被所述基体材料包围。
5、根据权利要求4所述的粉末,其特征在于,所述纤维(240;340;440)的体积分数大于15%,优选为大于25%。
6、根据权利要求2至5之一所述的粉末,其特征在于,由热塑性塑料形成所述基体材料。
7、根据权利要求6所述的粉末,其特征在于,由更高度交联的聚酰胺,如PA11或PA12,形成所述基体材料。
8、根据权利要求6或7所述的粉末,其特征在于,由碳纤维和/或玻璃纤维形成所述纤维。
9、根据权利要求1至8之一所述的粉末,其中所述球形粉末颗粒的平均粒径d50在20至150微米,优选40至70微米的范围内。
10、根据权利要求2至5之一所述的粉末,其特征在于,由金属材料形成所述基体材料。
11、根据权利要求10所述的粉末,其特征在于,所述纤维选自以下组中:陶瓷纤维及硼纤维。
12、根据权利要求9或10所述的粉末,其中所述球形粉末颗粒的平均粒径d50在10至100微米,优选10至80微米的范围内。
13、根据权利要求2至12之一所述的粉末,其特征在于,所述纤维(140;240)的平均长度L50最大对应于所述球形粉末颗粒(118;218;330;430)的平均粒径d50的数值。
14、利用基本上呈球形的粉末颗粒制造粉末,尤其是根据权利要求1至13之一所述的粉末的方法,该粉末颗粒用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,其中任选将增强和/或加强型纤维嵌入由热塑性基体材料组成的粉末颗粒中,该方法包括以下方法步骤:
a)将基体微粉末(22;322)搅入液相(20;320),如乙醇或乙醇/水混合物中而制成悬浮液,该基体微粉末的颗粒尺寸明显低于待制造的粉末颗粒的尺寸,并任选含有长度小于待制造的粉末颗粒的尺寸的增强和/或加强型纤维(340);
b)对所述悬浮液通过喷嘴实施喷雾,从而形成含有所述基体微粉末及任选的纤维的液滴(32;332);及
c)使所述液滴的挥发性部分(26;326)蒸发和/或挥发,从而留下基本上呈球形的聚集体(30;330)。
15、利用基本上呈球形的粉末颗粒制造粉末,尤其是根据权利要求2至13之一所述的粉末的方法,该粉末颗粒用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,其中将增强和/或加强型纤维(340)嵌入由金属基体材料组成的粉末颗粒(330)中,该方法包括以下方法步骤:
a)将基体微粉末(322)搅入液相(320),如乙醇或乙醇/水混合物中而制成悬浮液,该基体微粉末的颗粒尺寸明显低于待制造的粉末颗粒的尺寸,并含有长度小于待制造的粉末颗粒的尺寸(DP)的增强和/或加强型纤维(340);
b)对所述悬浮液通过喷嘴实施喷雾,从而形成含有所述基体微粉末及纤维的液滴(332);及
c)使所述液滴的挥发性部分(326)蒸发和/或挥发,从而留下基本上呈球形的聚集体(330)。
16、根据权利要求14所述的方法,其中所用微粉末(22;322)的平均粒径d50为3至10微米,优选为5微米,而任选使用的纤维(340)的平均长度L50为20至150微米,优选为40至70微米。
17、根据权利要求15所述的方法,其中所用微粉末(322)的平均粒径d50为3至10微米,优选为5微米,而所用纤维(340)的平均长度L50为10至100微米,优选为10至80微米。
18、根据权利要求14至17之一所述的方法,其特征在于,对所述悬浮液实施喷雾,从而形成平均直径d50为10至70微米的基本上呈球形的微液滴(32;332)。
19、根据权利要求13至15之一所述的方法,其特征在于,实施蒸发或挥发步骤的同时使所述液滴(32:332)移动通过加热阶段。
20、利用基本上呈球形的粉末颗粒制造粉末,尤其是根据权利要求1至13之一所述的粉末的方法,该粉末颗粒用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,其中任选将增强和/或加强型纤维(440)嵌入由热塑性基体材料组成的粉末颗粒(430)中,该方法包括以下方法步骤:
a)将任选由纤维增强的塑料的粗粒(450)冷却至使所述基体材料变脆的温度以下;
b)研磨该冷却的颗粒;及
c)依据预定的分级谱(Fraktionsspektrum)筛选经研磨的物品。
21、根据权利要求20所述的方法,其特征在于,利用棒磨机(460)实施研磨步骤。
22、根据权利要求20或21所述的方法,其特征在于,在进一步冷却时实施研磨步骤。
23、根据权利要求20至22之一所述的方法,其特征在于,利用风力分选机(480)实施筛选的方法步骤。
24、根据权利要求20至23之一所述的方法,其特征在于,通过嵌入或积聚微颗粒或纳米颗粒,如气溶胶,对所述经研磨的物品实施光滑化处理。
25、利用基本上呈球形的粉末颗粒制造粉末,尤其是根据权利要求1至13之一所述的粉末的方法,该粉末颗粒用于根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,制造空间的结构或成型体,其中任选将增强和/或加强型纤维嵌入由基体材料组成的粉末颗粒中,该方法包括以下方法步骤:
a)将所述基体材料送入液相中;
b)任选将所述纤维搅入所述液相中;
c)对所述任选含有纤维的液相通过喷嘴实施喷雾,从而形成任选含有纤维的液滴;及
d)使所述液滴通过固化阶段。
26、根据权利要求25所述的方法,其特征在于,通过熔化所述基体材料获得所述液相,并对所述任选含有纤维的熔体实施喷雾,随后使其通过冷却阶段。
27、根据权利要求26所述的方法,其特征在于,在热气流中对所述熔体实施喷雾造粒。
28、根据权利要求25至27之一所述的方法,其特征在于依据预定的分级谱筛选粉末颗粒的其他方法步骤。
29、利用根据权利要求1至13之一所述的粉末制造空间的结构或成型体的方法,其是根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术实施的。
30、利用根据权利要求1至13之一所述的粉末制得的成型体,其是通过分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术制得的。
31、根据权利要求30所述的成型体,其具有位于其内部的、优选为三维结构形状的加固物。
说明书
技术领域技术领域
一般而言,本发明涉及空间的,尤其是空间复合的结构或成型体的制造方法,其是利用分层制造法实施的,例如已知的“基于粉末生产的快速原型法”或“自由实体造型法(SFF)”。这些基于粉末生产的快速原型法例如是已知的3D激光烧结、3D激光熔融或3D印刷。
具体而言,本发明涉及用于这些方法的粉末,以及用于经济地制造该粉末的方法。
技术背景背景技术
目前已知的用于制造复合结构的成型体的通常由计算机控制添加的自动方法以由粉末状材料进行浇注的方式加以实施,对该粉末状材料以逐层的方式在特定的位置或区域上进行加热,从而发生熔化过程或烧结过程。通常使用优选由程序控制的激光束或在使用金属粉末材料时的高能电子束进行加热。
从那时起,开发了用于该技术的不同的粉末,在此方面例如参考塑料粉末领域中的文献DE 101 22 492 A1、EP 0 968 080 B1、WO 03/106146A1或DE 197 47 309 A1,或金属粉末领域中的WO 02/11928 A1。
因此,可以高过程稳定性毫无问题地实施该浇注过程,所需粉末颗粒的特征在于具有在涂覆粉末层时的特别优良的“流动特性”,这是通过尽可能地以具有尽可能光滑的表面的球形的方式形成该粉末颗粒而得以保证的。
目前,该材料特别是聚酰胺,尤其是更高度交联的聚酰胺,例如上述方法中使用的PA11或PA12。
然而,如此制成的成型体的应用范围受该粉末材料的限制。因此,已经以不同的方式尝试改性粉末及提高成型体的机械性能。在一个实施例中,将玻璃小球或铝碎片混入热塑性粉末。
虽然利用玻璃小球可获得良好的流动性,但机械性能可达到的改进是有限的。虽然可使材料增强(增强E模量),但无法使抗拉强度明显提高,而且可达到的改进必须付出使材料变脆的代价。在使用铝碎片时,这一问题更加明显。
发明内容发明内容
因此,本发明的目的在于,通过选择性烧结或熔化粉末状材料而改进用于制造成型体的方法,从而在保持机器的基本设计概念的情况下,可制得具有明显提高的机械性能的成型体。
该目的是通过根据本发明的新型粉末以及用于制造此类粉末的方法而加以实现的。
根据本发明的第一方面,基本上呈圆形的粉末颗粒由芳族聚醚酮,尤其是聚芳基醚酮(PEEK)塑料形成,其具有下式的氧基-1,4-亚苯基-氧基-1,4-亚苯基-羰基-1,4-亚苯基重复单元:
该直链型芳族聚合物可以商品名“PEEK”由Victrex公司购得,其通常为半结晶的,其特征在于,在各种情况下其物理性能明显优于目前在SLS方法中使用的材料。不仅机械性能,如抗拉强度及E模量在许多方面优于传统的PA粉末。而且该材料的热稳定性优良,从而使由该材料根据SLS方法制得的结构部件甚至可用于目前即使纤维增强型塑料也无法满足要求的领域。
本发明的发明人发现,该材料可根据合适的方法,尤其是通过本发明方法被加工成光滑且呈球形的粉末颗粒,从而保证该粉末具有足够优良的流动性,因而可以尽可能最大的精度涂覆各个层。在此情况下,由以下想法补充性地得出了本发明,优选在所谓的“恒温”激光烧结过程中加工所谓的PEEK粉末,该过程中粉末浇注物的表面保持在相对较高的PEEK粉末熔点以下几度的温度下,而其余的粉末浇注物也被加热,但该温度至少低于粉末浇注物表面的温度。
根据本发明的第二方面,提供了一种粉末,其含有由基体材料形成的基本上呈球形的粉末颗粒形式的第一部分,以及增强和/或加强型纤维形式的至少另一部分。在此情况下,基体材料可为塑料或金属。通过试验确定,若纤维的体积分数-取决于纤维长度分布-仍然受限制,例如最多25%,优选最多15%,特别优选最多10%,则很好地控制粉末的流动性。试验结果表明,利用PA12作为基体材料已获得10体积%的纤维含量(碳纤维),3倍的硬度,并使抗拉强度提高50%。
为了进一步提高机械性能,增大纤维含量。根据本发明的制造方法,制造具有更高的纤维体积分数的粉末,从而使纤维嵌入基体材料中,甚至优选地基本上完全被基体材料包围。以此方式,保持该粉末的作用基本上不受纤维材料体积分数的影响。利用PA12作为基体材料并以30%的碳纤维体积分数,可使抗拉强度提高300%,并使E模量提高9倍。
若使用热塑性塑料作为基体材料,则可达到比非增强型材料显著提高的机械性能,若使用碎片代替纤维,则只要其尺寸使得能够优选完全地嵌入粉末颗粒中。该方面明确地包括在本发明的范围内。
若由塑料材料形成基体材料,则该纤维优选选自以下组中:碳纤维和/或玻璃纤维。
基本上可以所有目前的加工品质制造该粉末,其中粉末颗粒的平均直径d50在20至150微米,优选40至70微米的范围内。粒径分布宽度应尽可能窄,从而不会严重损害流动性。
然而该基体材料也可由金属材料形成。根据本发明,具有嵌入的纤维的粉末颗粒的制造方法基本上不变。
金属基体材料优选与选自陶瓷纤维及硼纤维的纤维相结合。
在此情况下,球形粉末颗粒的平均粒径d50优选为10至100微米,优选为10至80微米。d50值是指粒径的一种度量,50%的粉末颗粒低于该数值,而50%的粉末颗粒高于该数值。
选择纤维长度分布,使在熔体喷雾法或喷雾干燥法中产生的颗粒的表面上突出的纤维的百分率尽可能更低。这例如可通过使纤维的平均长度L50最大对应于球形粉末颗粒的平均粒径d50的数值而实现。
本发明还涉及用于制造粉末,尤其是根据本发明的粉末的第一种有利的方法。利用该方法可取决于可改变的过程参数制成基本上呈球形的粉末颗粒,其虽然由许多更小的颗粒组成,但具有充分呈球形且光滑的表面,从而可以毫无问题地用于快速原型法中。
该方法同样可有利地在存在增强或加强型纤维形式的第二相的情况下实施。可以考虑所有允许微粉末颗粒及任选的增强相均匀分布的液体作为悬浮液的液相。在选择液体时的另一个相关的方面是迅速并且无残留地蒸发或挥发的特性。
在该方法中,基体材料优选地选自热塑性塑料,所用的微粉末的平均粒径d50为3至10微米,优选为5微米,而任选的纤维的平均长度L50优选为20至150微米,更优选为40至70微米。L50值是指一种长度,50%的纤维超过该数值,而50%的纤维低于该数值。
对于金属基体材料,本发明给出了有利的颗粒尺寸。
本发明还涉及用于制造根据本发明的粉末的一种选择性的方法。该方法主要对热塑性材料感兴趣,但基本上也可使用金属材料。对于热塑性材料而言,冷却步骤是必不可少的,而使该材料变脆,从而可进行研磨。利用液氮实施冷却是有利的。本发明还提供了该方法的其他有利的
具体实施方案。
制造方法的其他改变是所谓的“金属造粒”或熔体喷雾,它们同样可用于金属材料及热塑性材料。
例如可利用溶剂将基体材料,如热塑性塑料,送入液相中。例如可通过在气态聚集状态中输送溶剂而实施液滴的固化。这例如可通过蒸发或挥发作用发生。在此情况下,液滴释放的蒸发能可用于促进固化作用。可充分地加热填充物。
用于调节预期粒径分布的重要工艺参数是:液相或熔体的温度;液相或熔体的粘度及表面张力;喷嘴直径;气流的速度、体积流量、压力及温度。
在熔体喷雾法中,优选在热气流中对熔体实施喷雾造粒。
由可用本发明方法制成的根据本发明的粉末,根据分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术制成的结构部件或模制件的应用领域显著拓宽。因此,本发明首先提出了此类分层制造法,其合适地用于制造具有位于其内部的、优选为三维结构形状的加固物的空心成型体。由于目前材料的机械性能低,即使具有增强型结构仍然无法用于热和/或机械中的重要领域中。
下面根据实施例更加详细地阐述本发明:
附图说明附图说明
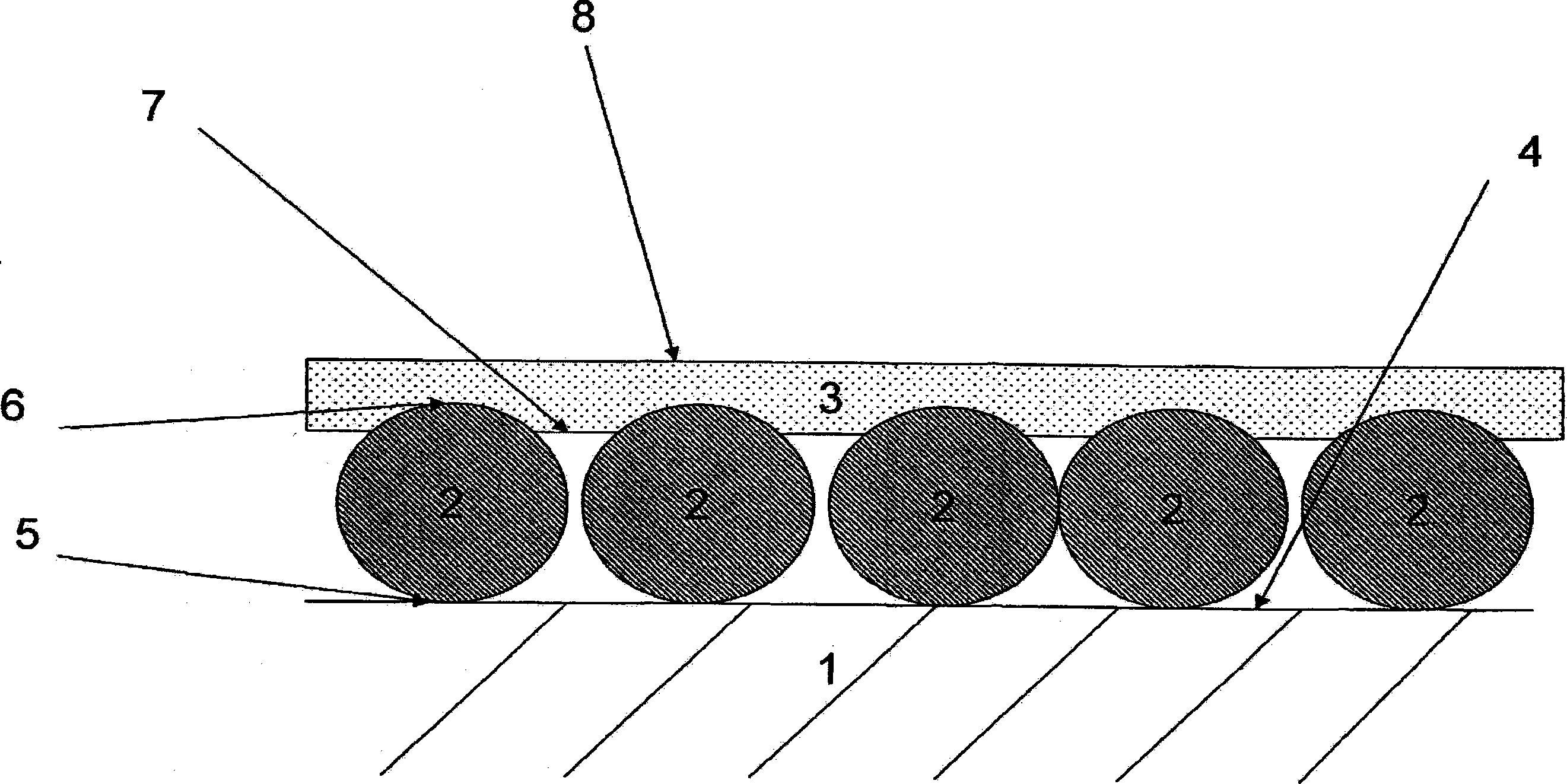
图1所示为分层制造法的功能原理的示意图。
图2所示为图1中的部分II。
图3所示为用于制造根据第一个具体实施方案的粉末的方法的示意图。
图4所示为根据本发明的另一个具体实施方案的粉末的示意图。
图5所示为根据本发明的另一个具体实施方案的粉末的示意图。
图6所示为根据一个具体实施方案用于制造图5所示粉末的方法的示意图。
图7所示为另一个用于制造图5所示粉末的方法的示意图。
图8所示为可利用根据本发明的粉末制成的结构部件的切料的示意图。
图8A所示为图8中的部分VIII。
具体实施方式具体实施方式
如图1所示,利用分层制造法制造结构部件。在结构空间中可分级下降的平台10上连续形成厚度为S的粉末层12-1、12-2、……12-n。涂覆一层之后,来自能量源16的能量束在目的区域内选择性地熔化或焊接颗粒18(参见图2),从而形成如图中阴影所示的区域14,其成为待制造的结构部件的组成部分。随后,该平台下降了层厚度S的距离,涂覆一层新的层厚度为S的粉末层。能量束重新横穿预定的区域,从而使对应的区域熔化,并且与在前形成的层中熔化的区域融合或结合。不久以后以此方式形成具有复合结构的嵌入的成型体的多层粉末薄片。使成型体与粉末薄片分离,并且通常以手工方式清除粘合或烧结的剩余粉末。
根据应用领域,层厚度在20至300微米之间选择,如图2所示,许多粉末颗粒18的颗粒直径D约为层厚度(Schickstrke)的1/3。
通常形成热塑性塑料,如PA11或PA12的粉末,所以成型体的机械强度仍然是有限的,由于1.4GPa范围内的低E模量及40至50MPa范围内的低抗拉强度所以是有限的。
为了制造具有显著提高的机械性能的成型体,本发明提供不同的实施例,在下文中加以详细说明:
实施例1:
粉末含有第一种以基本上呈球形的粉末颗粒(18)的形式存在的、由芳族聚醚酮,尤其是聚芳基醚酮(PEEK)塑料形成的基体,该塑料具有下式的氧基-1,4-亚苯基-氧基-1,4-亚苯基-羰基-1,4-亚苯基重复单元:
该材料例如可以商品名“PEEK”由Victrex Plc.公司购得。材料特性为:抗拉强度超过90MPa,E模量在超过3.5GPa的范围内(根据ISO527)。此外,该材料的特征在于极优良的温度稳定性,从而使由其所制的模制件也可用于对热要求极高的领域。
优选根据以下方法之一由该材料制造粉末颗粒:
1、喷雾干燥
2、研磨,及
3、熔体喷雾或造粒
喷雾干燥
为此,如图3所示,首先将基体微粉末22搅入液相,如乙醇或乙醇/水混合物20中而制成悬浮液。基体微粉末22的颗粒尺寸明显低于待制造的粉末颗粒30的颗粒尺寸DP。在此情况下,应注意在容器中均匀混合各相。
对悬浮液通过并未详细描述的喷嘴实施喷雾,从而形成含有基体微粉末的液滴32。该液相26,具体而言该相的表面张力,保证液滴基本上呈球形。
随后,例如在后序的加热阶段中,使液滴32的挥发性部分26蒸发和/或挥发,从而留下基本上呈球形的聚集体30。该聚集体30形成用于后序的分层制造法的粉末颗粒。因此,选择该方法的工艺参数,使制得的颗粒具有预期的粒径分布。
研磨:
例如粒径约为3毫米即可被称为粗粒,一个选择性的方法是研磨该材料成合适的细粉末。
在此情况下,将粗粒冷却至一定的温度,在该温度下使材料变脆。例如由液氮实施冷却。在此状态下,粗粒例如在棒磨机或级联磨中进行研磨。最后,依据待实现的预定分级谱(Fraktionsspektrum)优选在风力分选机中筛选经研磨的粉末。
在此情况下,可在进一步的冷却中实施研磨的方法步骤。
因此,经研磨的粉末获得足够光滑且优选呈球形的表面,例如通过嵌入或积聚微颗粒或纳米颗粒,如气溶胶,而对经研磨的物品实施光滑化处理是有利的。
熔体喷雾或造粒:
由芳族聚醚酮,尤其是由聚芳基醚酮制造细粉末的第三个方法步骤是采用熔体喷雾法。
在此情况下,在与喷嘴相连的坩埚中熔化该材料,利用该喷嘴对该材料实施喷雾造粒。
在此情况下,使液滴离开喷嘴。由于材料的表面张力,这些液滴基本上呈球形。若随后液滴移动通过冷却阶段,则它们以该球形固化,从而使粉末具有该分层制造法所预期的品质。
优选使用热气体实施喷雾造粒。利用所谓的卵石加热器产生该热气体以实施喷雾造粒,即对熔化的材料实施喷雾。
该喷雾方法步骤之后通常还有一个筛选过程(Sichtvorgang),以获得符合预定分级谱的粉末颗粒。
若基体材料允许,也可采用造粒法代替熔体喷雾法,其中代替熔体而使用基体粉末的液相。该液相例如可利用溶剂使基体材料液化而获得。
其他方法步骤类似于熔体喷雾法或喷雾干燥法,其中液滴在穿过或流过固化阶段时形成坚固的球形。例如可通过使溶剂进入气态聚集状态而实施液滴的固化。这例如可通过蒸发或挥发过程进行。溶剂的挥发热可在该方法步骤中用于加热,因而用于促进固化过程。
实施例2:
如图4所示,粉末含有以基本上呈球形的粉末颗粒118的形式存在的由基体材料形成的第一部分以及至少一种以增强和/或加强型纤维140的形式存在的其他部分。该基体部分可由金属或热塑性塑料形成。
实施以下实施例:
PA12粉末的粒径分布是d50约为50微米,并与10体积%的平均纤维长度L50约为70微米且纤维粗7微米的两种不同类型的碳纤维混合。如此获得的粉末可在可商购的快速原型机上加工成不含缺陷的成型体。
基于该粉末/纤维混合物的、根据分层制造法制得的试样的机械性能可比不含纤维的结构部件显著提高。具体而言,E模量提高至超过3.8GPa,而抗拉强度提高至约为70MPa。
将这些试验结果与通过注模法由混有纤维的PA12制得的结构部件的结果进行对照,其中加入注模组合物中的纤维具有相同的体积浓度及相同的尺寸分布。测量结果表明,根据分层制造法获得的结构部件的机械性能绝不落后于注模结构部件。对于烧结体,E模量甚至可进一步提高。
虽然细粉末中的纤维含量可取决于平均粒径及其分布而改变,但超过25%通常是存在问题的。但为了可以进一步提高材料性能,提供了本发明的第三个实施例。
实施例3:
根据第三个实施例,如图3所示,制成具有明显更高的纤维含量的粉末,即超过30体积%,但由于其具有良好的流动性而可用于分层制造法中。
其特征在于,使纤维240嵌入基本上呈球形的粉末成型体218中,而形成待制造的结构部件的基体材料,优选地纤维基本上完全被基体材料包围,如图5所示。
为了制造该粉末,可以考虑对前述方法,即喷雾干燥法、研磨法、造粒法及熔体喷雾法,进行微小的修改:
喷雾干燥
该方法如图6所示。其与图3所示的前述方法的区别仅在于液相,例如除了基体微粉末322,还将增强或加强型纤维340搅入乙醇或乙醇/水混合物320中。基体微粉末322的颗粒尺寸明显低于待制造的粉末颗粒330的颗粒尺寸DP。同样选择纤维长度,使其平均长度不超过粉末颗粒的单个粒径的平均值。在此情况下,应注意在容器中均匀混合各相。
在对悬浮液通过并未详细描述的喷嘴实施喷雾时,形成含有基体微粉末及纤维的液滴332。该液相326,具体而言该相的表面张力,保证液滴基本上呈球形。
若随后液滴332的挥发性部分326进行蒸发和/或挥发,则重新留下基本上呈球形的聚集体330。该聚集体330形成用于后序的分层制造法的粉末颗粒。因此,选择该方法的过程参数,使制得的颗粒具有预期的粒径分布。
若使用平均粒径d50为3至10微米,优选5微米的微粉末,则喷雾干燥可得到良好的结果。
若搅入纤维,则当所用的基体材料是塑料时,其平均长度L50优选为20至150微米,更优选为40至70微米。
在金属基体材料的情况下,通常选择更短的纤维长度。平均纤维长度L50的有利的范围是10至100微米,更优选为10至80微米。
以有利的方式选择过程参数,从而形成平均直径DS0为10至70微米的基本上呈球形的微液滴。
以有利的方式实施蒸发步骤或挥发步骤,同时液滴移动通过加热阶段。
研磨:
如图7所示,一种可选择的方法是将含有诸如碳纤维440的纤维的材料研磨成合适的细粉末,该材料例如以粒径或棱长约为3毫米的粗粒450的形式存在。
在此情况下,首先重新将粗粒450冷却至一定的温度,在该温度下使材料变脆。例如由液氮实施冷却。在此状态下,粗粒例如在棒磨机460中进行研磨。最后,依据待实现的预定分级谱在分选机480中,优选在风力分选机中筛选经研磨的粉末。待使用的粉末颗粒用430表示。
在此情况下,可在实施进一步冷却时重新实施研磨的方法步骤。然后可通过嵌入或积聚微颗粒或纳米颗粒,如气溶胶,实施任选的光滑化过程。
熔体喷雾或造粒:
前述方法的其他改变,即所谓的熔体喷雾法,也可用于制造根据图5所示的粉末。
与前述的方法不同,将纤维搅入基体材料的熔化的熔体中。
若基体材料允许,也可采用造粒法代替熔体喷雾法,其中代替熔体而使用基体粉末的液相。该液相例如可利用溶剂使基体材料液化而获得。
其他方法步骤类似于熔体喷雾法或喷雾干燥法,其中包围着增强型纤维的液滴在穿过或流过固化阶段时形成坚固的球形。例如可通过使溶剂进入气态聚集状态而实施液滴的固化。这例如可通过蒸发或挥发过程进行。溶剂的挥发热可在该方法步骤中用于加热,因而用于促进固化过程。
前述实施例允许加工热塑性塑料材料及金属材料。
还可混合不同的材料。
若由热塑性塑料材料形成基体材料,则纤维选自以下组中:碳纤维和/或玻璃纤维。
球形粉末颗粒的平均粒径应基本上不受限制。若球形粉末颗粒的平均粒径d50在20至150微米,优选40至70微米的范围内,则利用可商购的机器同样可获得良好的结果。通过均匀化粒径分布可使该粉末的流动性进一步提高。
若由金属材料形成基体材料,则纤维优选选自陶瓷纤维及硼纤维。对于该粉末而言,球形粉末颗粒的平均粒径d50通常为更低的数值,优选在10至100微米,更优选10至80微米的范围内。
由以上说明可以清楚地看出,将根据本发明的粉末用于分层制造法(基于粉末生产的快速原型法),例如根据SLS(选择性激光烧结)技术或激光熔体技术,可制得空间的结构或成型体,目前它们的机械性能和/或热性能是不可想象的。
若用10、20或30体积%的碳纤维进行增强,根据所述方法将该碳纤维引入粉末颗粒中,或与其混合,则可使PEEK的E模量提高至7、13.5或22.2GPa,同时使抗拉强度提高至136、177或226MPa。
若使用PA12作为基体材料,则以10、20或30体积%的纤维含量提高机械性能:E模量为3.4、6.6或13.9GPa,抗拉强度为66、105或128MPa。
因此,如图8、8A所示,首次成功地提出了用于制造空心的、复合成型的、例如多重弯曲的成型体570的分层制造法,该成型体具有位于其内部的、优选为三维结构形状的加固物572,从而可制得极轻并且可承受极高的热负载及机械负载的结构部件。
当然,可以在不背离本发明基本思想的情况下改变前述实施例。各个粉末制造方法的后序处理步骤也可用于其他方法。利用微体实施的光滑化过程当然也可用于两个选择性的所述方法中。
因此,本发明提供用于利用分层制造法制造空间的结构或成型体的新型粉末,及其经济的制造方法。粉末的特征在于,一方面提供优良的流动性,同时用该粉末在快速原型法中制得的成型体具有显著提高的机械性能和/或热性能。根据一个特别有利的具体实施方案,该粉末含有以由基体材料形成的基本上呈球形的粉末颗粒的形式存在的第一部分以及至少一种以优选嵌入基体材料中的增强和/或加强型纤维的形式存在的其他部分。
用于快速原型的粉末及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0