

IPC分类号 : G01N1/36,G01N1/28,B29C64/106,B29C64/20,B33Y30/00,B29K29/00




专利摘要
本实用新型公开了一种基于3D打印的预制裂隙型煤制备系统,包括3D打印装置、型煤液压装置、型煤模具;所述的3D打印装置包括3D打印机、喷头、PVA水溶性打印材料、电脑;所述的型煤液压装置包括液压缸、活塞杆、上压板、立柱、下压板、作业台;所述的型煤模具包括压头、钢筒、可移动式底座;本实用新型可在型煤制作时,利用3D打印技术将PVA水溶性打印材料预先打印成所需裂隙形状,与煤粉一起装填入型煤模具中,待煤粉成型后浸水融化水溶性材料得到所需型煤,具有操作简单、灵活,可预制不同尺寸裂隙的特点。
权利要求
1.一种基于3D打印的预制裂隙型煤制备系统,其特征在于,包括3D打印装置、型煤液压装置和型煤模具,所述3D打印装置包括3D打印机、喷头和电脑,所述3D打印机与电脑相连接,所述喷头位于3D打印机的内部、且与3D打印机可拆卸式连接,所述型煤液压装置包括作业台、液压缸、上压板和下压板,所述液压缸包括缸体和活塞杆,所述作业台通过四周设置的立柱与缸体固定连接,所述活塞杆位于缸体与作业台之间,所述上压板与活塞杆固定连接,所述下压板固定在作业台上,所述上压板与下压板相平行,所述型煤模具位于上压板与下压板之间,所述型煤模具包括压头、钢筒和可移动式底座,所述钢筒内填充型煤,所述压头压入钢筒内、且底部与型煤接触,所述压头的顶部与上压板螺纹连接,所述可移动式底座与钢筒相卡合。
2.根据权利要求1所述的基于3D打印的预制裂隙型煤制备系统,其特征在于,所述钢筒为两端开口的圆形筒,所述钢筒的底部内壁上设置一圈圆弧形凸台,所述圆弧形凸台与钢筒为一体成型结构。
3.根据权利要求2所述的基于3D打印的预制裂隙型煤制备系统,其特征在于,所述可移动式底座呈上宽下窄的T形结构,所述可移动式底座密封部和卡合部,所述密封部的外径与钢筒的内径相同,所述卡合部的外径与圆弧形凸台的内径相同。
4.根据权利要求3所述的基于3D打印的预制裂隙型煤制备系统,其特征在于,所述压头为可拆卸式压头包括压煤压头和卸煤压头,所述压煤压头的外径与钢筒的内径相同,所述卸煤压头的外径与圆弧形凸台的内径相同。
5.根据权利要求1所述的基于3D打印的预制裂隙型煤制备系统,其特征在于,所述下压板上设置一凹槽,所述凹槽与钢筒相匹配卡合。
6.根据权利要求1所述的基于3D打印的预制裂隙型煤制备系统,其特征在于,所述3D打印机内设置PVA水溶性打印材料。
说明书
技术领域
本实用新型涉及型煤预制裂隙技术领域,特别是一种基于3D打印的预制裂隙型煤制备系统。
背景技术
我国煤炭资源丰富,是世界第一产煤大国,并且以煤炭为主的能源结构在相当长的时间内不会改变;目前随着我国煤矿开采深度增加,瓦斯灾害成为制约我国煤矿安全、高效生产的最大障碍,国内外许多学者研究表明,构造煤控制着煤矿瓦斯灾害的发生与治理,构造煤的裂隙发育情况直接影响了瓦斯抽采效果,以型煤特征来表征构造煤的特征已成为实验中研究构造煤的重要手段。
但在实验室中型煤预制裂隙却仍停留在非常传统的手段,插缝法作为最广泛的预制裂隙方法存在着预制裂隙产状不易控制、精度低、周期长等缺点,尤其是对于硬度更软的型煤,拔出裂隙插件时往往会损害煤体,造成型煤成型率低,很容易失败,且裂隙插件形状简单、单一,无法对复杂的裂隙进行研究。所以本实用新型提出一种于3D打印的预制裂隙型煤制备系统,通过结合新兴技术,使用3D打印裂隙,不仅可实现复杂裂隙的型煤制备,而且不易损害煤体,易于成型,大大降低了型煤预制裂隙的制作成本。
发明内容
为了克服上述不足,本实用新型的目的是要提供一种基于3D打印的预制裂隙型煤制备系统,以解决在实验室中型煤采用插缝法预制裂隙中裂隙产状不易控制、精度低、周期长、成型率低等缺点,通过3D打印裂隙,实现复杂预制裂隙的型煤制备和提高型煤成型率。
为达到上述目的,本实用新型是按照以下技术方案实施的:
一种基于3D打印的预制裂隙型煤制备系统,包括3D打印装置、型煤液压装置和型煤模具,所述3D打印装置包括3D打印机、喷头和电脑,所述3D打印机与电脑相连接,所述喷头位于3D打印机的内部、且与3D打印机可拆卸式连接,采用可更换的喷头,可实现吐司顺滑,打印模型密度均匀,所述型煤液压装置包括作业台、液压缸、上压板和下压板,所述液压缸包括缸体和活塞杆,所述作业台通过四周设置的立柱与缸体固定连接,立柱其到支撑的作用,所述活塞杆位于缸体与作业台之间,所述上压板与活塞杆固定连接,所述下压板固定在作业台上,所述上压板与下压板相平行,所述型煤模具位于上压板与下压板之间,所述型煤模具包括压头、钢筒和可移动式底座,所述钢筒内填充型煤,所述压头压入钢筒内、且底部与型煤接触,所述压头的顶部与上压板螺纹连接,所述可移动式底座与钢筒相卡合;
进一步的,所述钢筒为两端开口的圆形筒,所述钢筒的底部内壁上设置一圈圆弧形凸台,圆弧形凸台与钢筒为一体成型结构,两端开口的设计可实现正立压型煤,倒立卸型煤两用;
进一步的,所述可移动式底座呈上宽下窄的T形结构,所述可移动式底座包括密封部和卡合部,所述密封部的外径与钢筒的内径相同,所述卡合部的外径与圆弧形凸台的内径相同;将移动式底座从钢筒上部放入,在底部卡住,形成容器装置煤粉,型煤压制完成后,将型煤模具倒置,推动可移动式底座将型煤缓慢推出,可大大提高型煤的成型质量和成型速度;
进一步的,所述压头为可拆卸式压头包括压煤压头和卸煤压头,所述压煤压头的外径与钢筒的内径相同,压所述卸煤压头的外径与圆弧形凸台的内径相同;
进一步的,所述下压板上设置一凹槽,所述凹槽与钢筒相匹配卡合;
进一步的,所述3D打印机内设置PVA水溶性打印材料,PVA水溶性材料具有高韧性,低收缩率等特点,可防止高压压制型煤过程中预制裂隙的损坏,且该材料对人体无毒和环境无害,在常温下浸水1-2小时不会发生较大变化,浸水12小时以上可溶解,减少了因型煤制作过程中添加水分对材料溶解的影响。
与现有技术相比,本实用新型的基于3D打印的预制裂隙型煤制备系统具有以下有益效果:
1.本实用新型通过3D打印机打印预制裂隙,可实现实验室中复杂裂隙的型煤制备;
2.本实用新型的3D打印机采用水溶性打印材料作为预制裂隙的材料,可大大提高型煤预制裂隙成型率;
3.本实用新型采用可移动式和可拆卸式压头,压制型煤过程中具有简单、快速的特点。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
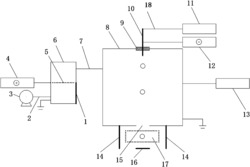
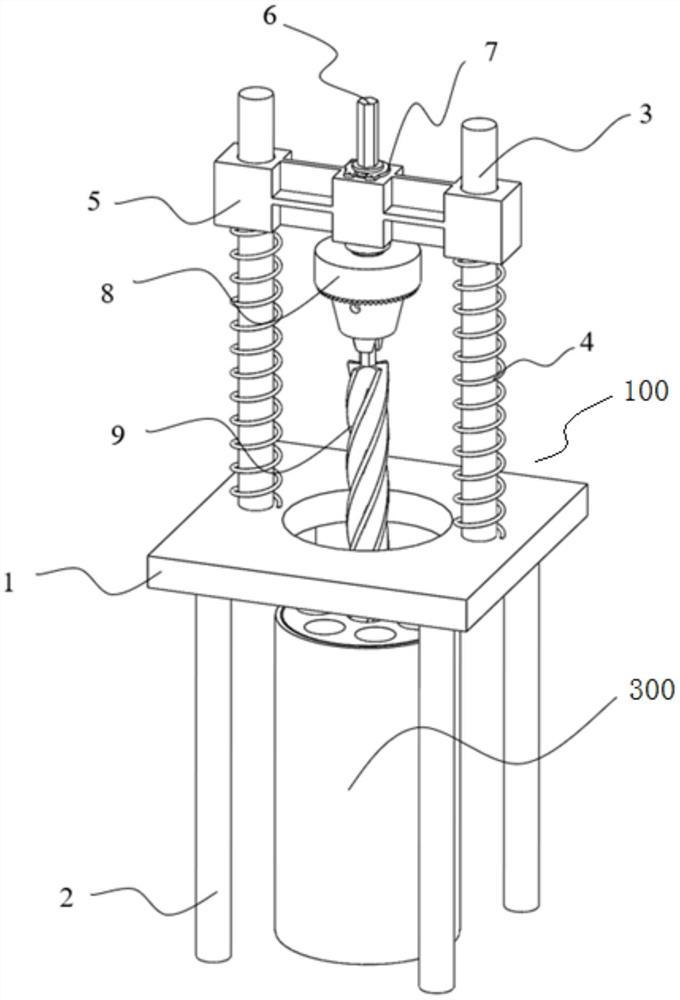
图1为本实用新型的3D打印装置结构示意图;
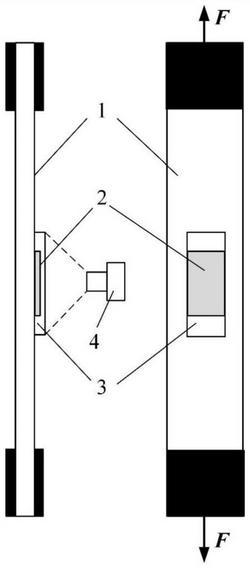
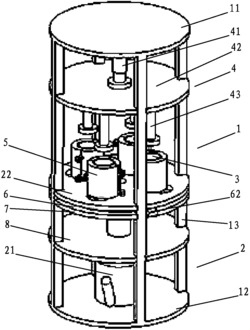
图2为本实用新型的型煤液压装置结构示意图;
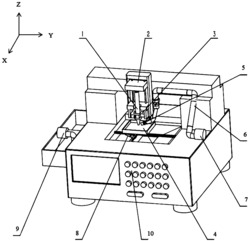
图3为本实用新型的型煤模具结构示意图;
图4为本实用新型的压头结构示意图。
具体实施方式
下面结合附图以及具体实施例对本实用新型作进一步描述,在此实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
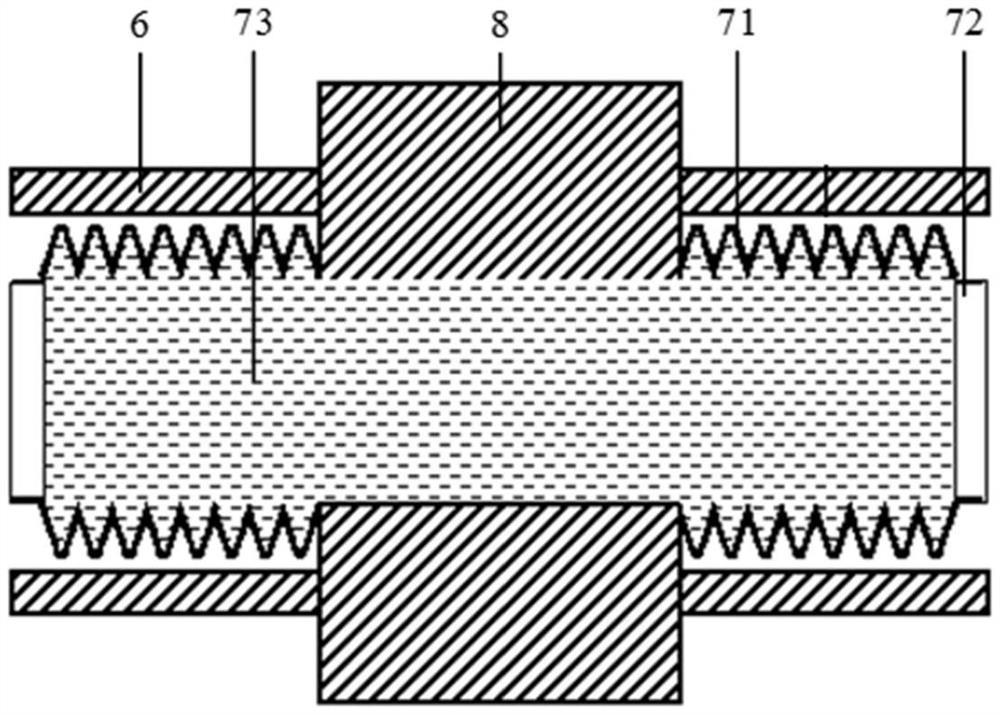
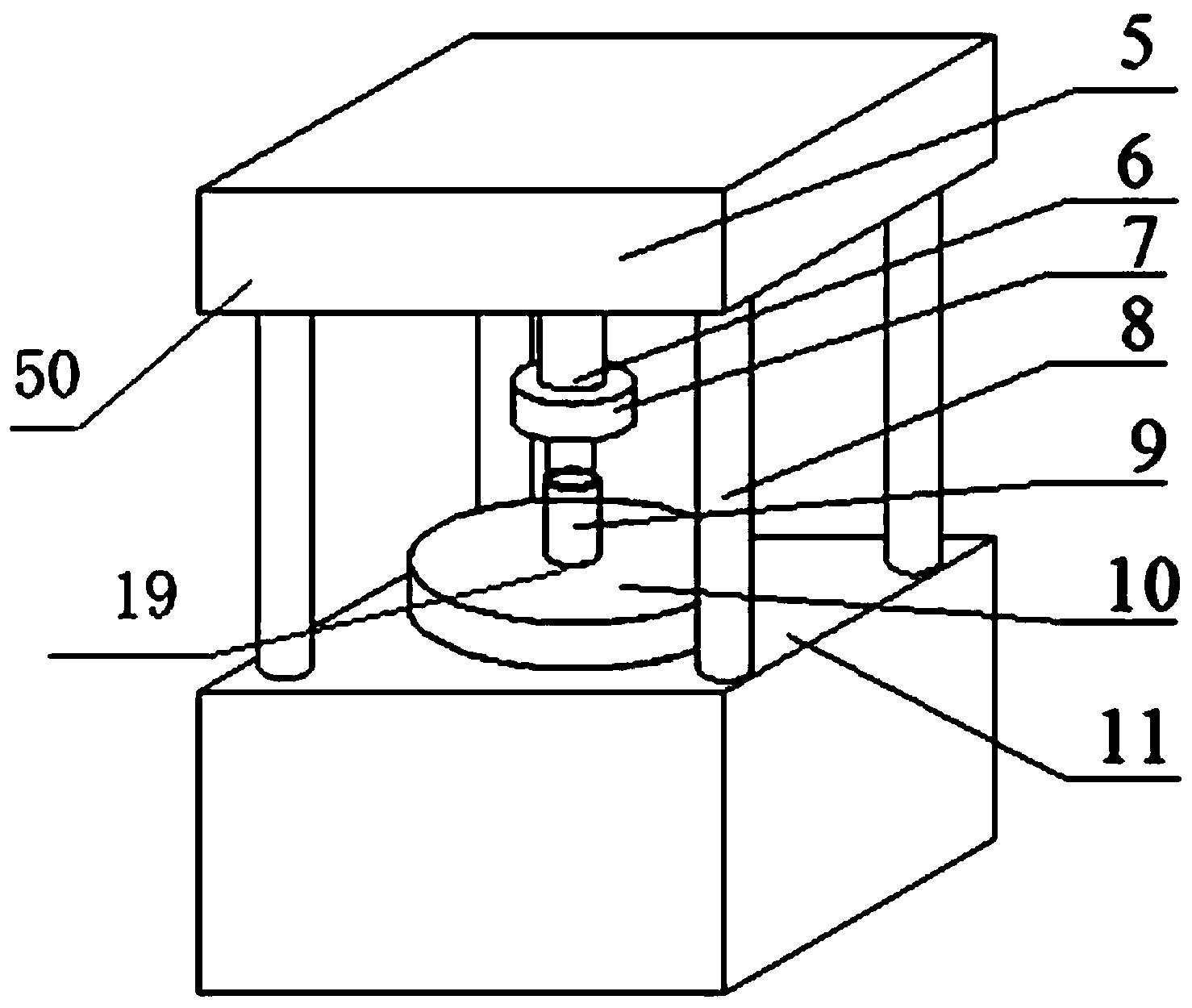
如图1、2所示的基于3D打印的预制裂隙型煤制备系统,包括3D打印装置、型煤液压装置和型煤模具9,所述3D打印装置包括3D打印机1、喷头2和电脑4,所述3D打印机1与电脑4相连接,所述喷头2位于3D打印机1的内部、且与3D打印机1可拆卸式连接,采用可更换的喷头2,可实现吐司顺滑,打印模型密度均匀,所述型煤液压装置包括作业台11、液压缸5、上压板7和下压板10,所述液压缸5包括缸体51和活塞杆6,所述作业台11通过四周设置的立柱8与缸体51固定连接,立柱8其到支撑的作用,所述活塞杆6位于缸体51与作业台11之间,所述上压板7与活塞杆6固定连接,所述下压板10固定在作业台11上,所述上压板7与下压板10相平行,所述型煤模具9位于上压板7与下压板10之间,所述型煤模具9包括压头12、钢筒13和可移动式底座15,所述钢筒13内填充型煤14,所述压头12压入钢筒13内、且底部与型煤14接触,所述压头12的顶部与上压板7螺纹连接,所述可移动式底座15与钢筒13相卡合。
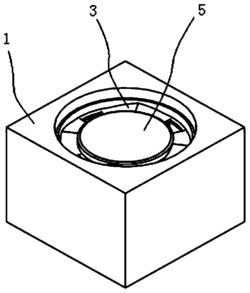
如图1所示,所述3D打印机1内设置PVA水溶性打印材料3,PVA水溶性打印材料3具有高韧性,低收缩率等特点,可防止高压压制型煤过程中预制裂隙的损坏,且该材料对人体无毒和环境无害,在常温下浸水1-2小时不会发生较大变化,浸水12小时以上可溶解,减少了因型煤制作过程中添加水分对材料溶解的影响。
如图3所示,所述钢筒13为两端开口的圆形筒,所述钢筒13的底部内壁上设置一圈圆弧形凸台16,圆弧形凸台16与钢筒13为一体成型结构,两端开口的设计可实现正立压型煤14,倒立卸型煤14两用;所述可移动式底座15呈上宽下窄的T形结构,所述可移动式底座15包括密封部17和卡合部18,所述密封部17的外径与钢筒13的内径相同,所述卡合部18的外径与圆弧形凸台16的内径相同;将移动式底座15从钢筒上部放入,在底部卡住,形成容器装置煤粉,型煤压制完成后,将型煤模具9倒置,推动可移动式底座15将型煤缓慢推出,可大大提高型煤的成型质量和成型速度。
如图4所示,所述压头12为可拆卸式压头,包括压煤压头121和卸煤压头122,所述压煤压头121的外径与钢筒13的内径相同,所述卸煤压头122的外径与圆弧形凸台16的内径相同;参考图2,所述下压板10上设置一凹槽19,所述凹槽19与钢筒13相匹配卡合。
本实用新型的具体使用过程:
Ⅰ、实验采取焦作九里山无烟煤煤样,选取煤粒粒径为0.18-0.25mm制备型煤,首先将煤破碎,通过60-80目筛网筛取所需煤样,制备1000g;
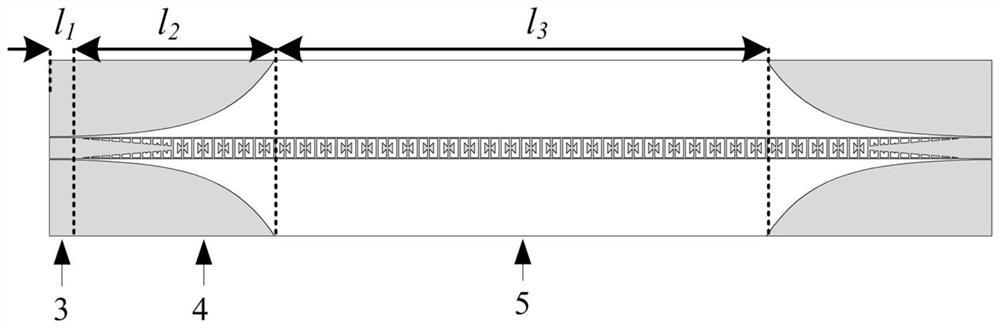
Ⅱ、使用计算机编制预制裂隙尺寸,分别编制两组复杂裂隙,一组厚度为0.3mm,长20mm,宽0.5mm,呈60°相交的“X”形裂隙,一组厚度0.3mm,长10mm,宽0.5mm,呈90°的“W”形裂隙,将裂隙尺寸代码输入WIIBOOX COMPANY 2 型3D打印机中,使用PVA水溶性打印材料打印所需尺寸的水溶性裂隙;
Ⅲ、将煤粉与水按5:1比例配比,实验压制尺寸为50×100mm标准煤柱,选取230g煤粉与46g水混合,加入5-8滴煤焦油作为粘合剂,充分搅拌至混合均匀;将移动式底座放入钢筒中,把煤粉与水溶性裂隙放入型煤模具中,为减少煤粉与预制裂隙之间的孔隙,可先放入少量煤粉,待底部填实后再将水溶性裂隙放入,少量多次加入煤粉,可使用粗铁丝进行疏通密实,直至完全覆盖;
Ⅳ、将装有煤粉和水溶性裂隙的型煤模具放入型煤液压机的下压板凹槽中,将压煤压头固定到上压板底部,打开液压装置,设置负荷200kN,压制型煤;
Ⅴ、型煤压至40分钟后,逐渐泄压,待活塞杆完全提升以后,取出型煤模具,观察型煤压制效果,将压煤压头换成卸煤压头,把型煤模具倒放在下压板凹槽中,缓慢升压,将型煤慢慢压出;
Ⅵ、取出型煤,将型煤完全浸水,12小时后取出,可认为型煤中的水溶性裂隙完全溶解,预制裂隙完成,将型煤放置室温中干燥,以备后用。
本实用新型的技术方案不限于上述具体实施例的限制,凡是根据本实用新型的技术方案做出的技术变形,均落入本实用新型的保护范围之内。
一种基于3D打印的预制裂隙型煤制备系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0