







专利摘要
一种空心叶片粘弹塑性软模内压成形方法及成形装置,以解决现有方法加工的空心叶片,工艺过程复杂、尺寸精度低、壁厚减薄严重、壁厚均匀性差的问题。方法:一、制筒坯;二、筒坯装入密封装置中;三、密封装置装入压力机上并与上模和下模对正;四、注入粘弹塑性材料;五、合模成形;六、开启模具,得到成形零件;七、切除工艺补充部分,得到空心叶片成品。装置:固定框架为四框体框架,固定框架上任意两个相对的框体上设有阶梯孔,每个阶梯孔由外至内依次为溢流阀安装孔和筒坯安装孔,两个阶梯孔相对于筒坯对称设置,每个溢流阀安装孔设置有一个溢流阀,上模和下模分别设置在筒坯的上下端,上模与下模之间设有闭合型腔。本发明用于制作空心叶片。
说明书
技术领域
本发明涉及一种软模内压成形方法及成形装置,具体涉及一种空心叶片粘弹塑性软模内压成形方法及成形装置,属于空心件成形技术领域。
背景技术
叶片是航空发动机内部的核心零部件,其工作在高温和高速燃气冲击的条件下,为了降低叶片材料所承受的温度,通常将叶片作成空心的,内部通空气进行冷却。尺寸精度、表面质量及壁厚均匀性是空心叶片的最为重要的属性。目前此类空心叶片采用的成形方法主要是铸造成形、填蜡成形以及分瓣冲压然后对焊的方法。铸造成形需要经过复杂的机械加工和电加工过程,最后抛光而成,加工工艺复杂且毛坯尺寸变化大,尤其是冶金质量控制困难;填蜡成形将石蜡填充到筒坯内,在室温下成形,由于石蜡在常温下为固态,流动性不好,坯料贴模精度低,减薄率较高,质量控制差;分瓣冲压然后对焊,尺寸精度受到每一工序的影响,质量控制困难,而且焊缝的存在严重影响了零件的质量和性能。
发明内容
本发明为解决现有方法加工的空心叶片,工艺过程复杂、尺寸精度低、壁厚减薄严重、壁厚均匀性差的问题,而提出一种空心叶片粘弹塑性软模内压成形方法及成形装置。
本发明的一种空心叶片粘弹塑性软模内压成形方法,所述成形方法是通过以下步骤实现的:
步骤一、制筒坯:将板料卷圆焊接制成圆形筒坯,将圆形筒坯两端的固定段加工成直径大于筒坯中间叶身段,叶身段与固定段之间为过渡段;
步骤二、筒坯装入密封装置:将筒坯装入密封装置中,并筒坯夹紧固定;
步骤三、密封装置装入压力机:将安装有筒坯的密封装置安装到压力机上,并与上模和下模对正、定位;
步骤四、注入粘弹塑性材料:向筒坯内注入粘弹塑性材料,同时通过溢流阀向筒坯内部充压,使筒坯内部形成一定的内压,粘弹塑性材料的物态为半固态;
步骤五、合模成形:启动压力机,压力机带动上模以0.005m/s的速度下行,并对筒坯和其内部粘弹塑性材料整体加载,直至上模与下模闭合,筒坯在粘弹塑性材料的压力及上模、下模的作用下,与上模、下模的型腔贴合成形;
步骤六、开启模具:卸除成形零件内压,压力机带动上模上行,将成形零件从密封装置中取出,清理内部的粘弹塑性材料,得到成形零件;
步骤七、切除工艺补充部分:将成形零件两端的工艺部分切除,得到空心叶片成品。
本发明的一种空心叶片粘弹塑性软模内压成形装置,所述成形装置包括密封装置、上模和下模,密封装置包括固定框架和两个溢流阀,固定框架为四框体框架,固定框架上任意两个相对的框体上设有阶梯孔,每个阶梯孔由外至内依次为溢流阀安装孔和筒坯安装孔,两个阶梯孔相对于筒坯对称设置,每个溢流阀安装孔设置有一个溢流阀,上模和下模分别设置在筒坯的上下端,上模与下模之间设有闭合型腔。
本发明与现有技术相比具有以下有益效果:
一、本发明采用粘弹塑性软模成形方法,在室温下成形,通过粘弹塑性材料作为内部支撑介质,由于粘弹塑性材料为半固态介质,在高压下流动性好、容易密封、容易在筒坯内部建立高压。粘弹塑性软模材料具有较强的应变速率敏感性,可以在筒坯表面建立非均匀的压力场,适应于筒坯变形过程应力的变化,而且粘性软模材料与筒坯界面的粘性附着应力可以促进筒坯材料向变形较大区域流动,提高了成形零件壁厚分布的均匀性,避免局部区域过度减薄,保证了空心叶片成形质量。
二、本发明的成形方法成形过程简单,所需压力较小,对成形设备要求不高,需要控制的参数少,成形尺寸精度高、壁厚均匀性好。本发明大大降低薄壁空心叶片成形减薄率,最大减薄率控制在5%以下。
附图说明
图1是具体实施方式一的步骤一中筒坯1的结构主视图;
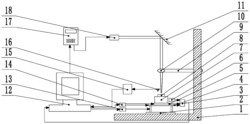
图2是空心叶片安装至密封装置2中的剖视图;
图3是空心叶片粘弹塑性软模成形初始状态的模具结构剖视图;
图4是空心叶片粘弹塑性软模成形中间状态的模具结构剖视图;
图5是空心叶片粘弹塑性软模成形模具闭合状态的结构剖视图。
具体实施方式
具体实施方式一:结合图1~图5说明本实施方式,本实施方式是通过以下步骤实现的:
步骤一、制筒坯1:将板料卷圆焊接制成圆形筒坯,将圆形筒坯两端的固定段1-2加工成直径大于筒坯中间叶身段1-1,叶身段1-1与固定段1-2之间为过渡段1-3,见图1;
步骤二、筒坯1装入密封装置2:将筒坯1装入密封装置2中,并筒坯1夹紧固定;
步骤三、密封装置2装入压力机:将安装有筒坯1的密封装置2安装到压力机上,并与上模4和下模5对正,定位;
步骤四、注入粘弹塑性材料3:向筒坯1内注入粘弹塑性材料3,同时通过溢流阀2-2向筒坯1内部充压,使筒坯1内部形成一定的内压,粘弹塑性材料3的物态为半固态;
步骤五、合模成形:启动压力机,压力机带动上模4以0.005m/s的速度下行,并对筒坯1和其内部粘弹塑性材料3整体加载,直至上模4与下模5闭合,筒坯1在粘弹塑性材料3的压力及上模4、下模5的作用下,与上模4、下模5的型腔贴合成形,见图5;
步骤六、开启模具:卸除成形零件内压,压力机带动上模4上行,将成形零件从密封装置2中取出,清理内部的粘弹塑性材料3,得到成形零件6;
步骤七、切除工艺补充部分:将成形零件6两端的工艺部分(即固定段1-2和过渡段1-3)切除,得到空心叶片成品。
具体实施方式二:结合图1说明本实施方式,本实施方式为步骤一中的筒坯1的壁厚为0.15mm~1mm。其它步骤与具体实施方式一相同。
具体实施方式三:结合图1说明本实施方式,本实施方式为步骤一中的筒坯1的材质为不锈钢、钛合金或高温合金。其它步骤与具体实施方式一或二相同。
具体实施方式四:结合图1说明本实施方式,本实施方式为步骤一中的筒坯1长度范围为10mm~500mm,叶身段1-1的长度为L,固定端1-2的长度为S,过渡段1-3的长度为M,过渡角为φ,筒坯1的直径按照与成形空心叶片轮廓等周长的原则计算。其它步骤与具体实施方式三相同。
具体实施方式五:结合图1说明本实施方式,本实施方式为步骤一中的筒坯1长度范围为300mm。其它步骤与具体实施方式四相同。
具体实施方式六:结合图3说明本实施方式,本实施方式为步骤四中向筒坯1内部充压,其压力为1MPa~3MPa。其它步骤与具体实施方式四或五相同。
具体实施方式七:结合图3说明本实施方式,本实施方式为步骤四中向筒坯1内部充压,其压力为2MPa。其它步骤与具体实施方式六相同。
具体实施方式八:结合图3说明本实施方式,本实施方式为步骤四中的粘弹塑性材料3的分子量是400000g/mol~600000g/mol、粘度为10000Pa·s~16000Pa·s的高分子聚合物材料。其它步骤与具体实施方式六或七相同。
具体实施方式九:结合图3说明本实施方式,本实施方式为步骤四中的粘弹塑性材料3的分子量是500000g/mol、粘度为12000Pa·s。其它步骤与具体实施方式八相同。
具体实施方式十:结合图5说明本实施方式,本实施方式为步骤四中为步骤七中的空心叶片最大宽度T为10mm~300mm。其它步骤与具体实施方式八相同。
具体实施方式十一:结合图5说明本实施方式,本实施方式为步骤四中为步骤七中的空心叶片最大宽度T为150mm。其它步骤与具体实施方式十相同。
具体实施方式十二:结合图2说明本实施方式,本实施方式为实施一种空心叶片粘弹塑性软模内压成形方法所采用的成形装置,该成形装置包括密封装置2、上模4和下模5,密封装置2包括固定框架2-1和两个溢流阀2-2,固定框架2-1为四框体框架,固定框架2-1上任意两个相对的框体上设有阶梯孔,每个阶梯孔由外至内依次为溢流阀安装孔2-1-1和筒坯安装孔2-1-2,两个阶梯孔相对于筒坯1对称设置,每个溢流阀安装孔2-1-1设置有一个溢流阀2-2,上模4和下模5分别设置在筒坯1的上下端,上模4与下模5之间设有闭合型腔7。密封装置2用于使筒坯1形成封闭内腔,当模具闭合时,筒坯1与型腔6贴合;溢流阀2-2连通叶片空腔内部与外部,当内部压力超过定值时,溢流阀2-2开启,叶片空腔内部粘弹塑性介质通过溢流阀2-2排出至叶片空腔外部;叶片空腔内部压力通过外接控制系统控制,控制系统控制空腔内部压力在允许范围内。
一种空心叶片粘弹塑性软模内压成形方法及成形装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0