








专利摘要
一种超细晶镁合金的旋转往复挤压装置及加工方法,属于有色金属塑性加工技术领域,可解决现有镁合金机械性能的提升方法存在的不利于批量生产的问题,本发明通过变形过程中外加旋转轮促使挤压模具型腔的旋转改变挤压路径,进而实现挤压过程中扭转变形的引入,进一步多道次往复式旋转挤压对镁合金进行变形加工,实现镁合金坯料的连续变形,制备出晶粒细小,组织均匀的镁合金材料。本发明中挤压模具结构简单,加工方法容易,适用于镁基材料及其他轻金属等超细晶产品的制备。
权利要求
1.一种超细晶镁合金的旋转往复挤压的加工方法,采用旋转往复挤压装置,所述旋转往复挤压装置包括模具Ⅰ(1)和模具Ⅱ(2),模具Ⅰ(1)和模具Ⅱ(2)内分别设有模腔Ⅰ(3)和模腔Ⅱ(4),模腔Ⅰ(3)和模腔Ⅱ(4)内分别设有挤压杆Ⅰ(5)和挤压杆Ⅱ(6),模具Ⅰ(1)和模具Ⅱ(2)之间设有旋转轮(7),旋转轮(7)的两端分别通过滚柱轴承(8)与模具Ⅰ(1)和模具Ⅱ(2)连接,模腔Ⅰ(3)和模腔Ⅱ(4)分别包括依次连接的纵截面呈正多边形的直线段(9)和呈台阶布置的变形段(10),挤压杆Ⅰ(5)和挤压杆Ⅱ(6)分别位于模腔Ⅰ(3)和模腔Ⅱ(4)的直线段(9)内,挤压杆Ⅰ(5)和挤压杆Ⅱ(6)的纵截面分别与对应的直线段(9)的纵截面形状相同,旋转轮(7)的中心设有呈台阶布置的模腔Ⅲ(11),模腔Ⅰ(3)和模腔Ⅱ(4)的变形段(10)分别与模腔Ⅲ(11)的两端贴合,且贴合端的纵截面形状相同,模腔Ⅲ(11)的中心的纵截面尺寸小于模腔Ⅰ(3)和模腔Ⅱ(4)的变形段(10)的纵截面尺寸;所述模具Ⅰ(1)和模具Ⅱ(2)沿着旋转轮(7)的纵轴线对称布置;所述模腔Ⅲ(11)沿着旋转轮(7)的纵轴线对称布置;所述旋转轮(7)连接有电机,模具Ⅰ(1)和模具Ⅱ(2)外部设有加热装置,其特征在于:所述加工方法包括如下步骤:
第一步,将旋转往复挤压装置安装于卧式液压挤压机上,挤压杆Ⅰ(5)连接卧式液压挤压机左移动压台,挤压杆Ⅱ(6)连接液压挤压机右移动压台,模具Ⅰ(1),模具Ⅱ(2)和模腔Ⅲ(11)沿着旋转轮(7)的纵轴线对称布置;
第二步,将镁合金坯料外表面用600目砂纸进行打磨,去除油污,随后依次用1000目,1200目,2500目砂纸进行打磨,使表面清洁、光滑;将打磨好的镁合金坯料置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗,随后用酒精清洗并用吹风机吹干;
第三步,开启真空气氛加热炉对镁合金坯料进行预热,预设250℃-450℃,达到预定温度后继续将镁合金坯料置于加热炉中保温0.5-4h;
第四步,开启旋转往复挤压装置外部加热装置,对旋转往复挤压装置进行加热,预设加热温度250℃-450℃,达到预设温度后继续保温0.5-4h;
第五步,在镁合金坯料表面涂抹高温石墨油溶液进行润滑,退出挤压杆Ⅰ(5),将预热后的镁合金坯料置于模腔Ⅰ(3)内,将挤压杆Ⅰ(5)伸入模腔Ⅰ(3)内,并接触镁合金坯料;
第六步,开启电机,旋转轮(7)通过滚柱轴承(8)发生转动,促使模腔Ⅲ(11)发生旋转,模腔Ⅲ(11)与模腔Ⅰ(3)和模腔Ⅱ(4)形成不断变化的挤压通道,同时引入扭转变形,加压挤压杆Ⅰ(5),对置于模腔Ⅰ(3)内的镁合金坯料进行挤压,当镁合金坯料通过模腔Ⅲ(11)时,由于模腔Ⅲ(11)的转动,模腔Ⅲ(11)侧壁对镁合金坯料产生扭转作用力,处于模腔Ⅰ(3)的直线段(9)部分镁合金坯料不会发生转动,处于模腔Ⅰ(3)的变形段(10)的镁合金坯料由于旋转轮(7)的转动不断产生扭转变形,与此同时,挤压杆Ⅰ(5)不断施加压力对镁合金坯料进行挤压,当镁合金坯料进入模腔Ⅱ(4)与挤压杆Ⅱ(6)接触时,增大挤压杆Ⅰ(5)的挤压压强,同时挤压杆Ⅱ(6)对镁合金坯料反向施加背压,至镁合金坯料完全进入模腔Ⅱ(4)时停止推进,完成一道次加工;
第七步,反向驱动挤压杆Ⅰ(5)和挤压杆Ⅱ(6),镁合金坯料在挤压杆Ⅱ(6)为主压、挤压杆(5)为背压的作用下由模腔Ⅱ(4)进入模腔Ⅲ(11)再进入模腔Ⅰ(3),完成二道次加工;
第八步,重复第六步和第七步至少两次,实现镁合金型材的变通道旋转往复挤压加工过程;
第九步,取出镁合金坯料,使用砂纸对其表面进行打磨,随后置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗,最后用酒精清洗并用吹风机冷风吹干。
说明书
技术领域
本发明属于有色金属塑性加工技术领域,具体涉及一种超细晶镁合金的旋转往复挤压装置及加工方法。
背景技术
作为21世纪三大支柱产业之一,材料在国家建设的各个领域发挥着重要作用,近年来,随着医疗、交通、电力、航空等各领域的发展,人们对材料的使用提出了更高程度的要求,轻质,高强,高塑性的材料成为人们迫切需求的对象,镁及其合金作为一种轻质金属结构材料,由于其较高的比强度和比刚度、良好的切削加工能力等优点被广泛应用于多个工业领域,然而,由于其特殊的晶体结构(密排六方晶体结构),镁合金在室温下仅有2个独立的滑移系可开动,满足不了塑性变形5个独立滑移系的要求,故表现出很差的机械性能和室温成形性能。
在目前阶段,人们想要提升镁合金的机械性能往往通过合金化和细晶强化来实现,合金化往往选择将稀土元素添加进镁合金来造成晶格畸变,增大位错运动的阻力,使滑移难以进行从而提升镁合金的强度和硬度,但是稀土元素价格较贵,不利于批量生产;细晶强化则是通过细化晶粒而使金属材料强度、塑性得到提高,可通过剧烈塑性变形(SPD)来实现,SPD的方式一般有等径角挤压(ECAP)、高压扭转(HPT)、叠层轧合技术(ARB)和反复折皱-压直(RCS)等技术,可在变形过程中引入大的应变量,从而有效细化金属晶粒,得到超细晶金属,尤其是高压扭转技术。但高压扭转技术也存在技术上的弊端和缺陷,由于其变形时所需的力较大,对设备要求较高,在变形过程中不容易实现连续化,且样品尺寸比较小,很难实现工业化生产,这也在一定程度上限制了镁合金的产业化应用。
发明内容
本发明针对现有镁合金机械性能的提升方法存在的不利于批量生产的问题,提供一种超细晶镁合金的旋转往复挤压装置及加工方法,通过变形过程中外加旋转轮促使挤压模具型腔的旋转改变挤压路径,进而实现挤压过程中扭转变形的引入,进一步多道次往复式旋转挤压对镁合金进行变形加工,实现镁合金坯料的连续变形,制备出晶粒细小,组织均匀的镁合金材料。
本发明采用如下技术方案:
一种超细晶镁合金的旋转往复挤压装置,包括模具Ⅰ和模具Ⅱ,模具Ⅰ和模具Ⅱ内分别设有模腔Ⅰ和模腔Ⅱ,模腔Ⅰ和模腔Ⅱ内分别设有挤压杆Ⅰ和挤压杆Ⅱ,模具Ⅰ和模具Ⅱ之间设有旋转轮,旋转轮的两端分别通过滚柱轴承与模具Ⅰ和模具Ⅱ连接,模腔Ⅰ和模腔Ⅱ分别包括依次连接的纵截面呈正多边形的直线段和呈台阶布置的变形段,挤压杆Ⅰ和挤压杆Ⅱ分别位于模腔Ⅰ和模腔Ⅱ的直线段内,挤压杆Ⅰ和挤压杆Ⅱ的纵截面分别与对应的直线段的纵截面形状相同,旋转轮的中心设有呈台阶布置的模腔Ⅲ,模腔Ⅰ和模腔Ⅱ的变形段分别与模腔Ⅲ的两端贴合,且贴合端的纵截面形状相同,模腔Ⅲ的中心的纵截面尺寸小于模腔Ⅰ和模腔Ⅱ的变形段的纵截面尺寸。
所述模具Ⅰ和模具Ⅱ沿着旋转轮的纵轴线对称布置。
所述模腔Ⅲ沿着旋转轮的纵轴线对称布置。
所述旋转轮连接有电机,模具Ⅰ和模具Ⅱ外部设有加热装置。
一种超细晶镁合金的加工方法,包括如下步骤:
第一步,将旋转往复挤压装置安装于卧式液压挤压机上,挤压杆Ⅰ(5)连接液压挤压机左移动压台,挤压杆Ⅱ(6)连接液压挤压机右移动压台,模具Ⅰ(1),模具Ⅱ(2)和模腔Ⅲ(11)沿着旋转轮(7)的纵轴线对称布置;
第二步,将镁合金坯料外表面用600目砂纸进行打磨,去除油污,随后依次用1000目,1200目,2500目砂纸进行打磨,使表面清洁、光滑;将打磨好的镁合金坯料置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗,随后用酒精清洗并用吹风机吹干;
第三步,开启真空气氛加热炉对镁合金坯料进行预热,预设250℃-450℃,达到预定温度后继续将镁合金坯料置于加热炉中保温0.5-4h;
第四步,开启旋转往复挤压装置外部加热装置,对旋转往复挤压装置进行加热,预设加热温度250℃-450℃,达到预设温度后继续保温0.5-4h;
第五步,在镁合金坯料表面涂抹高温石墨油溶液进行润滑,退出挤压杆Ⅰ,将预热后的镁合金坯料置于模腔Ⅰ内,将挤压杆Ⅰ伸入模腔Ⅰ内,并接触镁合金坯料;
第六步,开启电机,旋转轮通过滚柱轴承发生转动,促使模腔Ⅲ发生旋转,模腔Ⅲ与模腔Ⅰ和模腔Ⅱ形成不断变化的挤压通道,同时引入扭转变形,加压挤压杆Ⅰ,对置于模腔Ⅰ内的镁合金坯料进行挤压,当镁合金坯料通过模腔Ⅲ时,由于模腔Ⅲ的转动,模腔Ⅲ侧壁对镁合金坯料产生扭转作用力,处于模腔Ⅰ的直线段部分镁合金坯料不会发生转动,处于模腔Ⅰ的变形段的镁合金坯料由于旋转轮的转动不断产生扭转变形,与此同时,挤压杆Ⅰ不断施加压力对镁合金坯料进行挤压,当镁合金坯料进入模腔Ⅱ与挤压杆Ⅱ接触时,增大挤压杆Ⅰ的挤压压强,同时挤压杆Ⅱ对镁合金坯料反向施加背压,至镁合金坯料完全进入模腔Ⅱ时停止推进,完成一道次加工;
第七步,反向驱动挤压杆Ⅰ和挤压杆Ⅱ,镁合金坯料在挤压杆Ⅱ为主压、挤压杆Ⅰ为背压的作用下由模腔Ⅱ进入模腔Ⅲ再进入模腔Ⅰ,完成二道次加工;
第八步,重复第六步和第七步至少两次,实现镁合金型材的变通道旋转往复挤压加工过程;
第九步,取出镁合金坯料,使用砂纸对其表面进行打磨,随后置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗,最后用酒精清洗并用吹风机冷风吹干。
本发明的有益效果如下:
通过本发明的双向变通道旋转往复挤压加工工艺方法,镁合金坯料的平均晶粒尺寸与常规镁合金相比大大减小,如附图11所示,镁合金晶粒尺寸从原始的33μm减小到1.52μm,抗拉强度显著增加,其值可达500MPa。
本发明与背景技术相比具有明显的先进性,针对镁合金强度较低的情况,借助外加旋转轮旋转实现模具通道的变形,进而实现变通道旋转往复挤压加工,通过连续往复挤压累积变形使镁合金棒材经受剧烈塑性变形,显著细化晶粒,挤出的棒坯组织较均匀,抗拉强度大大增加,可满足当前对高强度棒材的市场需求。本发明中挤压模具结构简单,加工方法容易,适用于镁基材料及其他轻金属等超细晶产品的制备。
附图说明
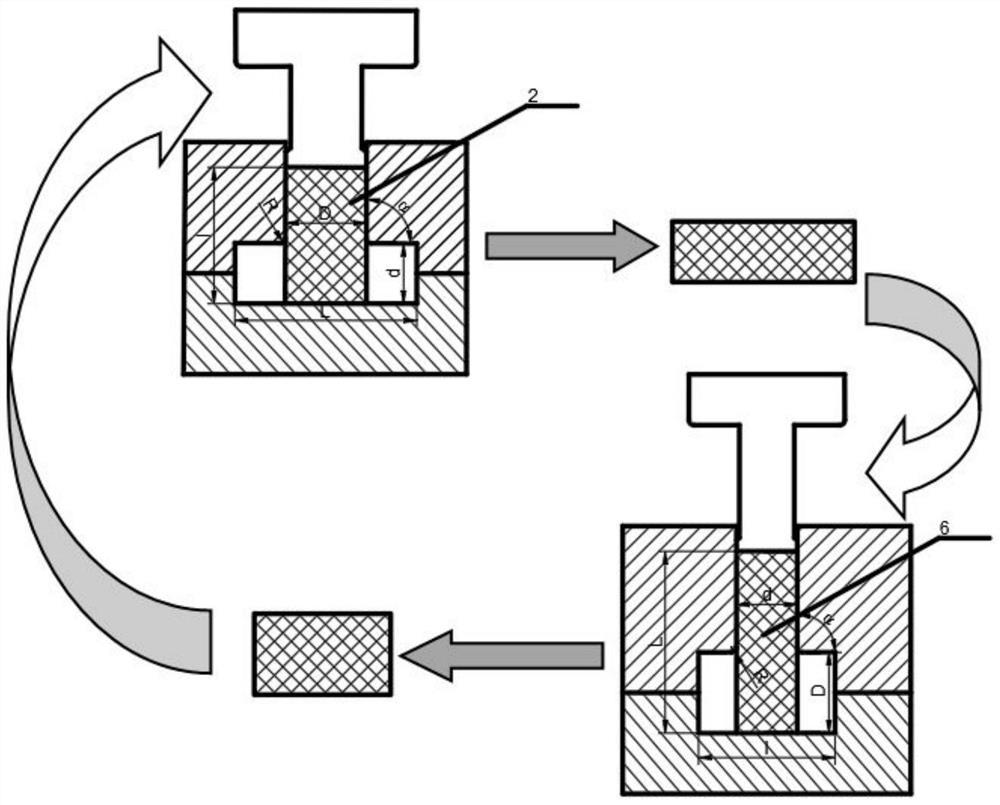
图1为本发明镁合金坯料的初始放置位置示意图;
图2为本发明镁合金坯料变通道旋转往复挤压过程第一道次示意图;
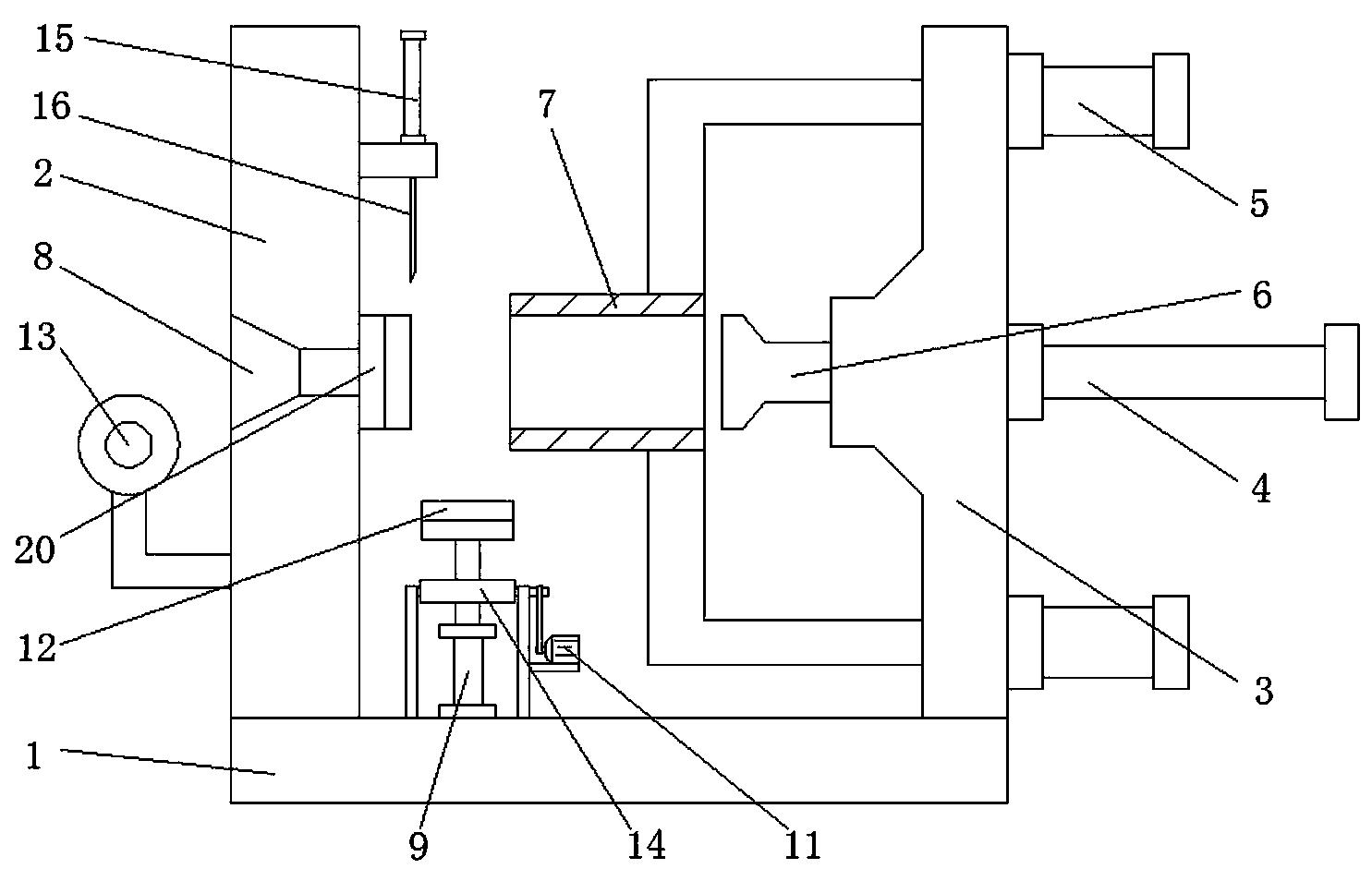
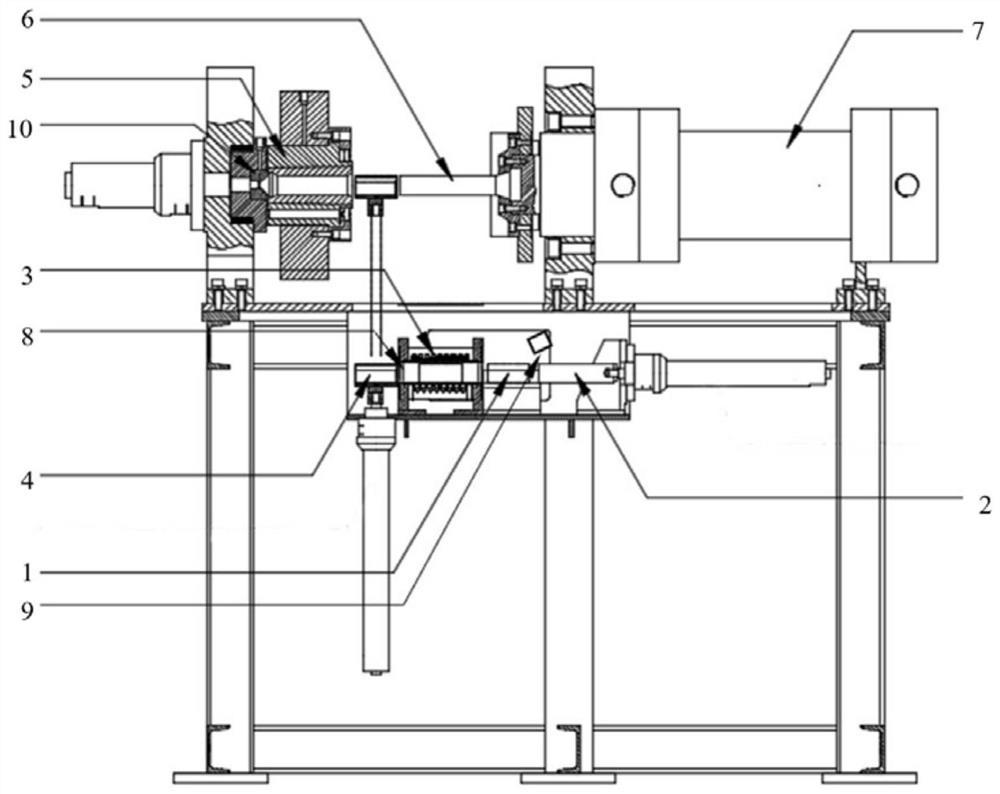
图3为本发明的旋转往复挤压装置的示意图Ⅰ;
图4为本发明的旋转往复挤压装置的示意图Ⅱ;
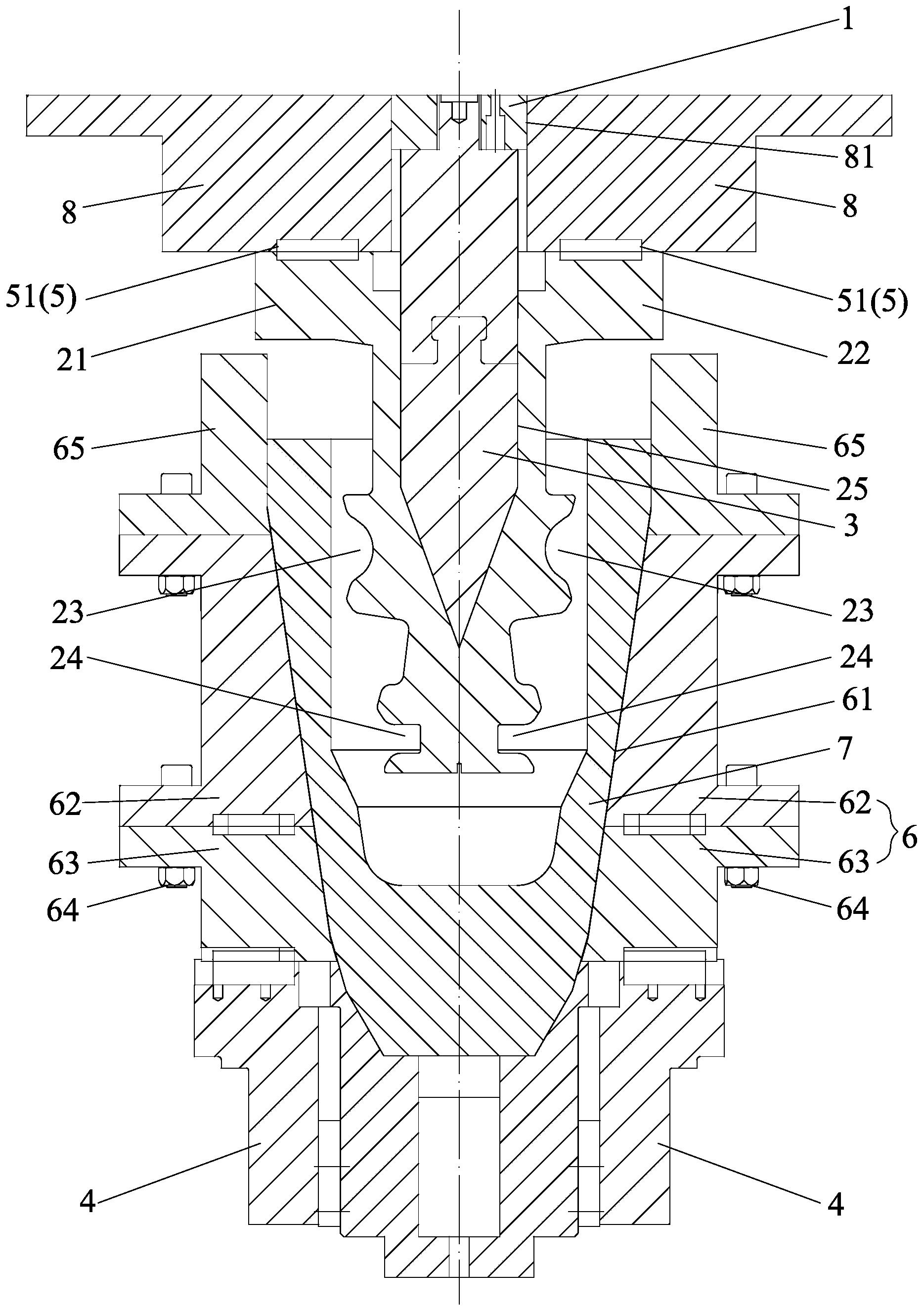
图5为本发明的旋转轮的侧视结构示意图;
图6为本发明的旋转轮的主视结构示意图;
图7为图5的A-A向剖视图;
图8为图5的B-B向剖视图;
图9为图1的旋转往复挤压装置的模腔Ⅰ和模腔Ⅲ的主剖视结构示意图;
图10为图1的旋转往复挤压装置的模腔Ⅰ和模腔Ⅲ的左剖视结构示意图;
图11为镁合金坯料四道次变通道旋转往复挤压后的EBSD反极图;
图12为镁合金坯料四道次变通道旋转往复挤压后的晶粒尺寸分布示意图;
其中:1-模具Ⅰ;2-模具Ⅱ;3-模腔Ⅰ;4-模腔Ⅱ;5-挤压杆Ⅰ;6-挤压杆Ⅱ;7-旋转轮;8-滚柱轴承;9-直线段;10-变形段;11-模腔Ⅲ;12-镁合金棒坯。
具体实施方式
实施例
本发明中往复挤压模具各部件均用铬钨锰钢制作,左、右挤压模腔及旋转轮内部模腔表面光滑,粗糙度为Ra0.16-0.32μm。
所用材料、化学试剂:镁合金型材:AZ31镁合金块状坯料;砂纸:SiC,600目,2张;1000目,2张;1200目,2张;2500目,2张;高温石墨油溶液:C,30ml;无水乙醇:CH3CH2OH,1200ml; 丙酮:C3H6O,800ml。
一种镁合金的变通道旋转往复挤压加工工艺及方法,采用如下步骤:
(1)将旋转往复挤压装置安装于卧式液压挤压机上,安装牢固,各部位置,连接关系要正确,按序操作;
(2)将AZ31镁合金块材坯料外表面用600目砂纸进行打磨,去除油污,随后依次用1000,1200,2500目砂纸进行打磨,确保表面清洁、光滑;将打磨好的镁合金块材坯料置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗30min,随后用酒精清洗并用吹风机吹干;
(3)开启真空气氛加热炉对镁合金块材坯料进行预热,预设温度为250-450℃,达到预定温度时继续将镁合金块材坯料置于加热炉中保温0.5-4h;
(4)开启挤压模腔外部加热装置,对旋转往复挤压装置进行加热,加热温度预设为250℃-450℃,达到预设温度后继续保温0.5h-4h;
(5)在镁合金块材坯料表面涂抹高温石墨油溶液进行润滑,退出挤压杆Ⅰ5,挤压杆Ⅰ5尺寸与挤压杆Ⅱ6尺寸相同,将预热后的镁合金块材坯料置于模腔Ⅰ3内,将挤压杆Ⅰ5伸入模腔Ⅰ3内,并接触镁合金块材坯料。本发明中往复挤压模具各部件均用铬钨锰钢制作,模腔Ⅰ3和模腔Ⅱ4及旋转轮7内部模腔表面光滑,粗糙度为Ra0.16-0.32μm;
(6)开启电机,旋转轮7通过滚柱轴承8发生转动,促使模腔Ⅲ11发生旋转,模腔Ⅲ11与模腔Ⅰ3和模腔Ⅱ4形成不断变化的挤压通道,同时引入扭转变形。加压挤压杆Ⅰ5,设置压强为400MPa~700MPa,对置于模腔Ⅰ3内的镁合金坯料进行挤压,当坯料通过模腔Ⅲ11时,由于模腔Ⅲ11的转动,模腔Ⅲ11壁对坯料产生扭转作用力,处于模腔Ⅰ3的直线段部分镁合金坯料不会发生转动,处于模腔Ⅰ3的变形段的镁合金坯料由于旋转轮的转动不断产生扭转变形,与此同时,挤压杆Ⅰ5不断施加压力对坯料进行挤压,当坯料进入模腔Ⅱ4与挤压杆Ⅱ6接触时,增大挤压杆Ⅰ5的挤压压强,压强是800MPa~1000MPa,同时挤压杆Ⅱ6对坯料反向施加背压,压强是200MPa~300MPa,至镁合金坯料完全进入模腔Ⅱ4时停止推进,完成一道次加工;
(7)反向驱动挤压杆Ⅰ5和挤压杆Ⅱ6,主压压强是800MPa~1000MPa,背压压强是200MPa~300MPa,坯料在挤压杆Ⅱ6为主压、挤压杆Ⅰ5为背压的作用下由模腔Ⅱ4进入模腔Ⅲ11再进入模腔Ⅰ3,完成二道次加工;
(8)至少重复两次上述步骤(6)和步骤(7),实现镁合金型材的变通道旋转往复挤压加工过程;
(9)取出镁合金棒材,使用砂纸对其表面进行打磨,随后置于丙酮和无水乙醇体积比为3:2的混合液中进行超声波清洗,最后用酒精清洗并用吹风机冷风吹干。
结论:通过本发明的双向变通道旋转往复挤压加工方法,镁合金坯料的平均晶粒尺寸与常规镁合金相比大大减小,如附图11所示,镁合金晶粒尺寸从原始的33μm减小到1.52 μm,抗拉强度显著增加,其值可达500MPa,可满足当前对高强度棒材的市场需求。
模腔Ⅰ和模腔Ⅱ与模腔Ⅲ内台阶角度分别为θ1、θ2、θ3、θ4、θ5、θ6等,其中θ1可以=θ2=θ3=θ4=θ5=θ6=θ7……或θ1≠θ2≠θ3≠θ4≠θ5≠θ6≠θ7……,θ的大小不具体某一值;左、右挤压模腔内台阶长度分别为l5, l6, l7, l8, l9等,其中l5可以=l6=l7=l8=l9……或l5≠l6≠l7≠l8≠l9……,l的大小不具体某一值。如附图3、4所示,当θ、l的值发生改变时,左右挤压模腔的形状发生改变,由于挤压过程中模腔材料流速不均匀进一步引入剪切变形,进而结合旋转轮及旋转通道进一步引入剪切变形更加细化晶粒。
本发明通过变形过程中外加旋转轮促使挤压模具型腔的旋转改变挤压路径,进而实现挤压过程中扭转变形的引入,进一步多道次往复式旋转挤压,使金属坯料发生剧烈塑性变形, 制备出超细晶镁合金材料。
本发明中旋转轮的速度及方向可根据需要调整,挤压速度与旋转轮的转速比值可以是6:1;8:1;10:1;...。
如图3所示,变形段为梯状通道,如图4所示,变形段为斜梯状通道。
本发明通过变通道旋转往复挤压制备超细晶镁合金棒材的原理是:在对挤压杆Ⅰ5施加压力的前提下,镁合金坯料开始进行挤压,旋转轮7通过滚柱轴承8发生转动,促使模腔Ⅲ11发生旋转,模腔Ⅲ11与模腔Ⅰ3和模腔Ⅱ4形成不断变化的挤压通道,同时引入扭转变形。当坯料通过模腔Ⅲ11时,由于模腔Ⅲ11的转动,模腔壁对坯料产生扭转作用力,处于模腔Ⅰ3的直线段部分镁合金坯料不会发生转动,处于模腔Ⅰ3的变形段的镁合金坯料由于旋转轮的转动不断产生扭转变形,与此同时,挤压杆Ⅰ5不断施加压力对镁合金坯料进行挤压,当镁合金坯料进入模腔Ⅱ4与挤压杆Ⅱ6接触时,增大挤压杆Ⅰ5的挤压压强,同时挤压杆Ⅱ6对镁合金坯料反向施加背压,至镁合金坯料完全进入模腔Ⅱ4时停止推进,完成一道次加工,在整个往复旋转挤压剪切变形的过程当中,镁合金坯料通过多道次变形不断累积变形量,引入大的应变,金属晶粒发生细化,得到超细晶金属,使金属棒材的机械性能得到提高。
一种超细晶镁合金的旋转往复挤压装置及加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0