

IPC分类号 : B23B5/00I,B23B3/06I,B06B1/02I,B06B1/00I,B06B3/00I







专利摘要
一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,属于复合超声振动切削加工领域,包括超声波激励装置、双螺旋槽组合式按压旋扭装置及固定架。通过超声波激励装置与双螺旋槽组合式按压旋扭装置组合,在超声波高频振动激励下双螺旋槽组合式按压旋扭装置发生水平方向的扭转,同时竖直方向产生形变,带动车刀在水平面内发生弧形旋转运动的同时,在竖直平面内沿轴向产生一定的上下振动,将单激励形式的超声波激励装置产生的一维超声振动转化为三维曲面型的复合超声振动,进行超声辅助车削加工。通过调节超声波激励装置的振幅与频率、螺旋槽的头数、开槽宽度等要素,实现车刀三维曲面运动的不同轨迹变化,以适应不同的加工条件及要求。
权利要求
1.一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,其特征在于,包括超声波激励装置、双螺旋槽组合式按压旋钮装置及固定架,所述固定架包括基座,所述基座上表面一端通过螺栓与下侧肋板相连,下侧肋板通过螺栓与立板一端相连,立板另一端通过螺栓与上侧肋板相连,上侧肋板顶部通过螺栓与承重板相连,所述基座上表面另一端通过螺栓与双螺旋槽组合式按压旋钮装置连,所述超声波激励装置通过夹紧套固定在承重板上,且下端通过两个定位夹紧螺母与连接盖板相连,连接盖板通过螺栓与双螺旋槽组合式按压旋钮装置顶部相连;
所述双螺旋槽组合式按压旋钮装置包括上扭转圆筒、下扭转圆筒、刀架及车刀,上扭转圆筒顶部通过螺栓与连接盖板相连,底部通过螺栓与下扭转圆筒相连,在下扭转圆筒的连接凸柄上通过螺栓与刀架相连,刀架上安装有车刀;
所述上扭转圆筒由第一圆筒、第一法兰板、第二法兰板组成,所述第一圆筒沿轴向加工有螺旋槽,螺旋槽的轴线与第一圆筒轴线共线设置,第一圆筒一端与第一法兰板一体成型设置,另一端与第二法兰板一体成型设置,上扭转圆筒通过第一法兰板与连接盖板相连;
所述下扭转圆筒由第二圆筒、第三法兰板、第四法兰板及连接凸柄组成,所述第二圆筒沿轴向加工有螺旋槽,螺旋槽的轴线与第二圆筒轴线共线设置,第二圆筒一端与第三法兰板一体成型设置,另一端与第四法兰板一体成型设置,下扭转圆筒通过第三法兰板与上扭转圆筒的第二法兰板相连,下扭转圆筒通过第四法兰板与基座相连,所述第三法兰板的外圆面焊接有连接凸柄。
2.根据权利要求1所述的一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,其特征在于:所述超声波激励装置由超声波发生器、超声换能器、变幅杆及连接头组成,所述超声波发生器输出端与超声换能器一端相连,超声换能器另一端与变幅杆一端相连,变幅杆另一端与连接头螺纹连接。
3.一种双螺旋槽组合式单激励三维曲面超声辅助车削装置的使用方法,采用权利要求1所述的一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,其特征在于,包括以下步骤:
步骤1,将双螺旋槽组合式单激励三维曲面超声辅助车削装置通过基座上且位于立板两端的两个光孔安装于对应型号车床的刀塔上,调整装置角度与刀具高度,使其满足加工条件;
步骤2,启动超声波发生器,超声波发生器产生超声频率的电振荡信号传递给超声换能器,并由超声换能器电信号转化为机械振动,通过变幅杆对振幅进行放大,从而将一维超声振动传递到连接头上,连接头将一维超声振动传递至双螺旋槽组合式按压旋钮装置上产生一个交变载荷;
步骤3,所述双螺旋槽组合式按压旋钮装置在交变载荷的作用下在水平方向发生扭转,同时在竖直方向产生位移,由此带动车刀在空间中产生三维曲面的运动轨迹,对工件进行切削加工。
说明书
技术领域
本发明属于复合超声振动切削加工技术领域,特别是涉及一种双螺旋槽组合式单激励三维曲面超声辅助车削装置。
背景技术
随着机械行业的飞速发展以及产品升级换代的速度加快,装备制造业的产业升级迫在眉睫,对机械零部件的加工精度和加工效率的要求越来越高。特别是近些年来诸如航空航天、半导体和电子工业等的迅猛发展,晶体硅、光学玻璃、工程玻璃等材料的广泛应用,针对这些硬脆性难加工材料的加工工艺却一直止步不前,这严重影响了这些材料的进一步推广应用。而超声辅助加工由于其在精密加工中表现出的良好的工艺性和在加工难加工硬脆性材料中的优良性能,受到国际学术界和企业界的普遍重视。
超声辅助加工技术具有的其他加工方式无法比拟的优势,主要是由于超声振动切削时通过高频和微小振幅的加工方式,既保证了零件的正常切削加工,又因为其接触时间极短,不会使工件材料出现变形情况。整个切削过程中刀具与工件材料之间发生间断性的接触,通过刀具对工件的机械和超声复合作用来实现刀具与工件之间的周期性分离,从而使传统切削加工发生根本的变化。由于超声振动的引入,改变了普通切削的材料去除机理,主要通过机械切削作用、高频微撞击作用等进行材料去除,可以实现普通切削难以达到的加工效果。基于一维超声辅助加工技术发展而来的二维椭圆超声辅助加工技术是在包含切削方向和切屑流出方向的平面内,将超声椭圆振动附加于道具上进行周期性的断续切削的加工方法,这种方法可以进一步改善切削时的加工性能,提高加工精度,改善加工效率。而三维曲面超声辅助加工技术是在二维椭圆超声辅助加工技术上发展而来的,这种技术除了在切削方向与进给方向上增加超声振动信号外,在切屑流出方向上也增加了超声振动信号,使得切削方向与流屑方向存在一点过的偏角,导致在切削加工过程中的摩擦力大大减小,这样就显著提高了工件的加工精度,降低了工件表面粗糙度,有效减小切削力,增加材料去除率,延长刀具寿命。因此。这种方法正受到业界越来越广泛的关注。
普通车削无法达到要求精度,无法对难加工材料进行切削。现有的同类型多维超声车削方案结构复杂,不便控制,难以满足实用要求。需要发明一种更为合理实用的方案来解决这些问题。
发明内容
为了进一步改善现有二维椭圆超声辅助加工技术的加工性能,提高生产效率,促进超声复合加工技术的发展和推广,本发明提出了一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,该装置通过将一组超声激励装置与双螺旋槽组合式按压旋钮装置用一根螺纹连接杆组合到一起,通过施加超声信号,对双螺旋槽组合式按压旋钮装置产生交变载荷,使车刀在水平面内发生旋转的同时,在竖直平面内沿超声变幅杆方向也产生一定的位移,从而使车刀切削工件时,在单激励超声振动信号的作用下,产生三维曲面的高频振动轨迹,进而改善车削加工的加工质量,提高生产效率。该装置结构简单,易于加工,安装方便,操作难度低,同时由于设计的结构尺寸与车床改装前的刀塔尺寸相差不大,加工省时省力,可以显著提高普通车床加工的工件表面质量。
为了实现上述目的,本发明采用如下技术方案:
一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,包括超声波激励装置、双螺旋槽组合式按压旋钮装置及固定架,所述固定架包括基座,所述基座上表面一端通过螺栓与下侧肋板相连,下侧肋板通过螺栓与立板一端相连,立板另一端通过螺栓与上侧肋板相连,上侧肋板顶部通过螺栓与承重板相连,所述基座上表面另一端通过螺栓与双螺旋槽组合式按压旋钮装置相连,所述超声波激励装置通过夹紧套固定在承重板上,且下端通过两个定位夹紧螺母与连接盖板相连,连接盖板通过螺栓与双螺旋槽组合式按压旋钮装置顶部相连。
所述双螺旋槽组合式按压旋钮装置包括上扭转圆筒、下扭转圆筒、刀架及车刀组成,上扭转圆筒顶部通过螺栓与连接盖板相连,底部通过螺栓与下扭转圆筒相连,在下扭转圆筒的连接凸柄上通过螺栓与刀架相连,刀架上安装有车刀。
所述上扭转圆筒由第一圆筒、第一法兰板、第二法兰板组成,所述第一圆筒沿轴向加工有螺旋槽,螺旋槽的轴线与第一圆筒轴线共线设置,第一圆筒一端与第一法兰板一体成型设置,另一端与第二法兰板一体成型设置,上扭转圆筒通过第一法兰板与连接盖板相连。
所述下扭转圆筒由第二圆筒、第三法兰板、第四法兰板及连接凸柄组成,所述第二圆筒沿轴向加工有螺旋槽,螺旋槽的轴线与第二圆筒轴线共线设置,第二圆筒一端与第三法兰板一体成型设置,另一端与第四法兰板一体成型设置,下扭转圆筒通过第三法兰板与上扭转圆筒的第二法兰板相连,下扭转圆筒通过第四法兰板与基座相连,所述第三法兰板的外圆面焊接有连接凸柄。
所述超声波激励装置由超声波发生器、超声换能器、变幅杆及连接头组成,所述超声波发生器输出端与超声换能器一端相连,超声换能器另一端与变幅杆一端相连,变幅杆另一端与连接头螺纹连接。
一种双螺旋槽组合式单激励三维曲面超声辅助车削装置的使用方法,采用一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,包括以下步骤:
步骤1,将双螺旋槽组合式单激励三维曲面超声辅助车削装置通过基座上且位于立板两端的两个光孔安装于对应型号车床的刀塔上,调整装置角度与刀具高度,使其满足加工条件;
步骤2,启动超声波发生器,超声波发生器产生超声频率的电振荡信号传递给超声换能器,并由超声换能器电信号转化为机械振动,通过变幅杆对振幅进行放大,从而将一维超声振动传递到连接头上,连接头将一维超声振动传递至双螺旋槽组合式按压旋钮装置上产生一个交变载荷;
步骤3,所述双螺旋槽组合式按压旋钮装置在交变载荷的作用下在水平方向发生扭转,同时在竖直方向产生位移,由此带动车刀在空间中产生三维曲面的运动轨迹,对工件进行切削加工。
本发明的有益效果为:
1、本发明实现了在单激励作用下通过使得双螺旋槽组合式按压旋钮装置中扭转圆筒发生形变,进而实现车刀的三维曲面轨迹,有效的弥补了一维超声和二维超声的不足之处,对于减小切削力,改善工件表面粗糙度具有显著的作用。
2、本发明只采用一组超声激励系统,采用一个控制柜产生超声信号,控制较为方便,刀具产生的运动轨迹在三个方向上具有良好的耦合性,振动效果明显。
3、本发明主要通过在扭转圆筒侧壁开螺旋槽并使之在激振力作用下发生形变来实现车刀的三维曲面轨迹,在技术上容易实现,且刀具位移的大小可以通过调节超声信号强弱,开螺旋槽宽度和螺旋槽条数等的技术参数来实现。
4、本发明结构简单,操作方便,整体结构易实现模块化,可以通过本发明将任意传统车床改造成为超声辅助车削装置,为下一步的推广提供便利。
5、通过双螺旋槽组合式按压旋钮装置,利用螺旋槽结构在受压时发生形变的特点,当受到超声波高频振动激励时,在竖直方向产生形变,并在水平面上也发生扭转,进一步带动车刀在竖直方向沿超声变幅杆方向产生一定的上下振动的同时,在水平面内也发生弧形旋转运动,从而以单激励形式将超声波激励装置产生的一维超声振动转化为三维曲面型的复合超声振动,进行超声辅助车削加工。主动调节超声波激励装置的振幅与振动频率,以及所述螺旋槽的头数、开槽宽度等要素,可以实现车刀三维曲面运动的不同轨迹变化,以适应不同的加工条件和加工要求。
附图说明
图1为本发明的双螺旋槽组合式单激励三维曲面超声辅助车削装置的结构三维示意图;
图2为本发明的双螺旋槽组合式单激励三维曲面超声车削装置装配结构爆炸图;
图3为本发明的双螺旋槽组合式单激励三维曲面超声车削装置的超声波激励装置结构三维示意图;
图4为本发明的双螺旋槽组合式单激励三维曲面超声车削装置的双螺旋槽组合式按压旋钮装置结构三维示意图;
图5为本发明的双螺旋槽组合式单激励三维曲面超声车削装置的固定架装置三维结构示意图;
图6为本发明的双螺旋槽组合式单激励三维曲面超声车削装置的上扭转圆筒零件示意图;
图7为本发明的双螺旋槽组合式单激励三维曲面超声车削装置的下扭转圆筒结构示意图;
1-超声换能器,2-变幅杆,3-连接头,4-夹紧套,5-承重板,6-上侧肋板,7-立板,8-下侧肋板,9-基座,10-定位夹紧螺母,11-连接盖板,12-上扭转圆筒,13-刀架,14-车刀,15-下扭转圆筒,16-连接凸柄,17-第一法兰板,18-第二法兰板,19-第一圆筒,20-第三法兰板,21-第四法兰板,22-第二圆筒,23-螺旋槽。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明。
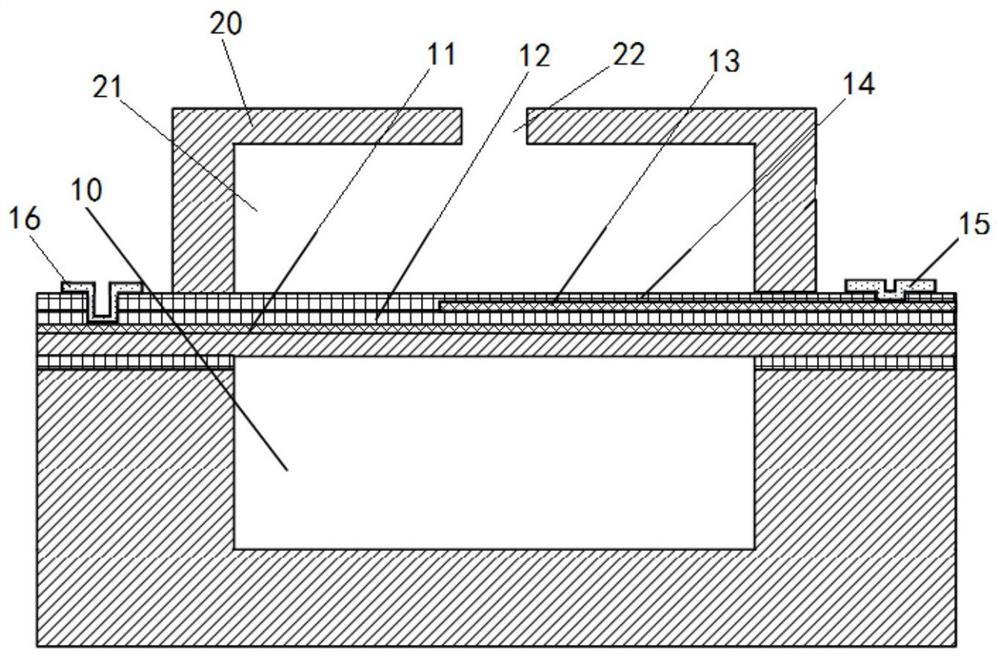
如图1、图2和图5所示,一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,包括超声波激励装置、双螺旋槽组合式按压旋钮装置及固定架,所述固定架采用对称设计,便于将整个装置安装在车床上使用,所述固定架包括基座9,所述基座9上加工有六个光孔和六个螺纹孔,六个螺纹孔呈三行两列布置,所述基座9上表面一端通过螺栓与螺纹孔配合与下侧肋板8相连,下侧肋板8通过螺栓与立板7一端相连,立板7另一端通过螺栓与上侧肋板6相连,上侧肋板6顶部通过螺栓与承重板5相连,所述基座9上表面另一端通过螺栓及四个周向设置的光孔与双螺旋槽组合式按压旋钮装置相连,所述超声波激励装置通过夹紧套4固定在承重板5上,且下端通过两个定位夹紧螺母10与连接盖板11相连,连接盖板11通过螺栓与双螺旋槽组合式按压旋钮装置顶部相连,通过基座9上靠近螺纹孔且对称设置的两个光孔及螺栓将双螺旋槽组合式单激励三维曲面超声辅助车削装置安装于机床上,两个光孔与螺栓间隙配合。
如图4所示,所述双螺旋槽组合式按压旋钮装置包括上扭转圆筒12、下扭转圆筒15、刀架13及车刀14组成,上扭转圆筒12顶部通过螺栓与连接盖板11相连,底部通过螺栓与下扭转圆筒15相连,在下扭转圆筒15的连接凸柄16上通过螺栓与刀架13相连,刀架13上安装有车刀14。
如图6所示,所述上扭转圆筒12由第一圆筒19、第一法兰板17、第二法兰板18组成,所述第一圆筒19外壁光滑设置,第一圆筒19筒壁沿轴向加工有三个左旋螺旋槽23,三个左旋螺旋槽23的轴线与第一圆筒19轴线共线设置,三条左旋螺旋槽23相互之间的夹角相同,第一圆筒19一端与第一法兰板17一体成型设置,另一端与第二法兰板18一体成型设置,上扭转圆筒12通过第一法兰板17及四个六角螺栓与连接盖板11相连,且六角螺栓的螺帽与第一法兰板17之间设置有弹簧垫圈,弹簧垫圈起到放松的作用。
如图7所示,所述下扭转圆筒15由第二圆筒22、第三法兰板20、第四法兰板21及连接凸柄16组成,所述第二圆筒22外壁光滑设置,第二圆筒22筒壁沿轴向加工有两个右旋螺旋槽23,且两个右旋螺旋槽23的轴线与第二圆筒22轴线共线设置,第二圆筒22一端与第三法兰板20一体成型设置,另一端与第四法兰板21一体成型设置,下扭转圆筒15通过第三法兰板20四个六角螺栓与上扭转圆筒12的第二法兰板18相连,且六角螺栓的螺帽与第一法兰板17之间设置有弹簧垫圈,弹簧垫圈起到防松的作用,下扭转圆筒15通过第四法兰板21与基座9相连,所述第三法兰板20的外圆面焊接有连接凸柄16。
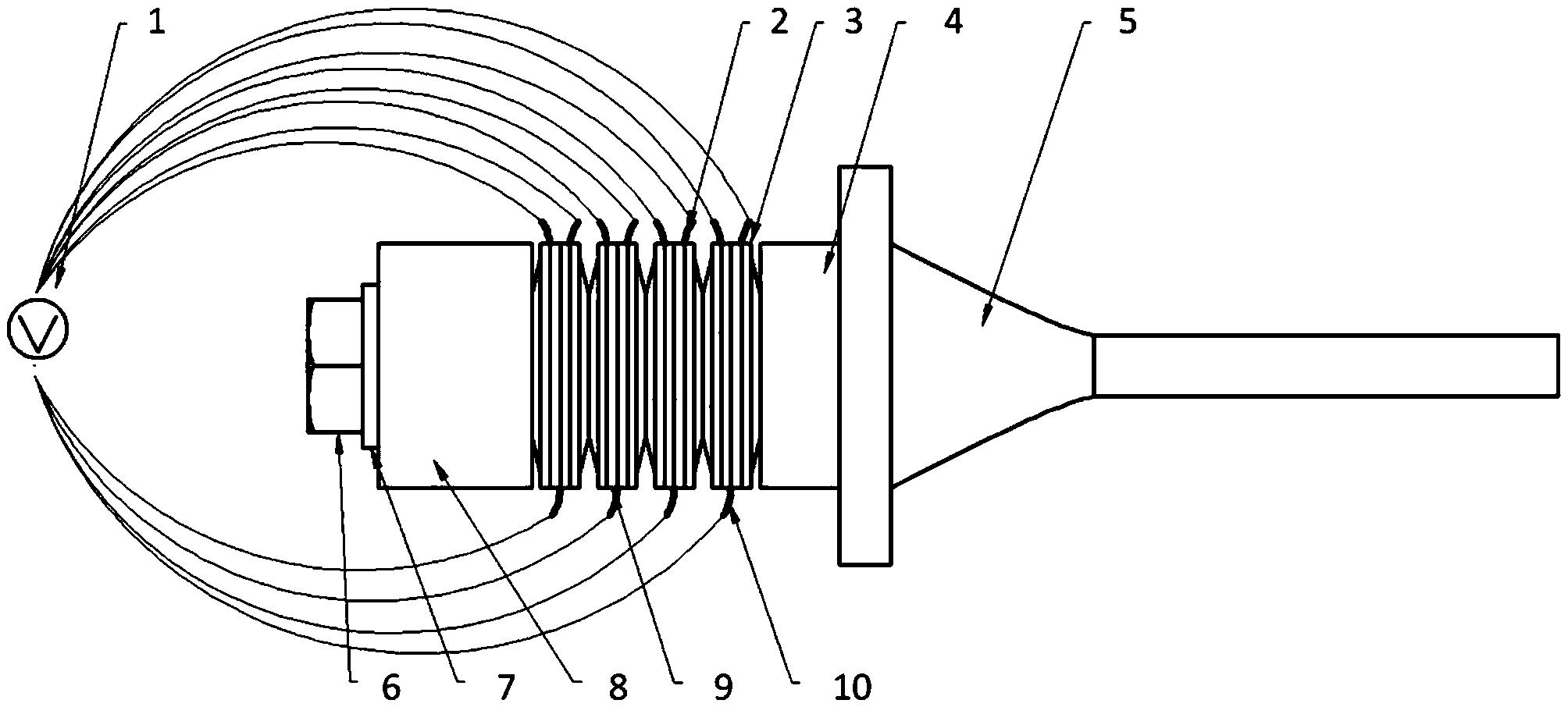
如图3所示,所述超声波激励装置由超声波发生器、超声换能器1、变幅杆2及连接头3组成,所述超声波发生器输出端与超声换能器1一端相连,超声换能器1另一端与变幅杆2一端相连,变幅杆2另一端与连接头3螺纹连接,连接头3两端均设置有外螺纹,连接头3通过位于上端的外螺纹与变幅杆2相连,连接头3下端通过外螺纹连接有两个定位夹紧螺母10,连接头3下端与连接盖板11的中心通孔间隙配合,并通过两个定位夹紧螺母10固定在连接盖板11上,所述超声波换能器为压电陶瓷换能器。
一种双螺旋槽组合式单激励三维曲面超声辅助车削装置的使用方法,采用一种双螺旋槽组合式单激励三维曲面超声辅助车削装置,包括以下步骤:
步骤1,将双螺旋槽组合式单激励三维曲面超声辅助车削装置通过基座9上且位于立板7两端的两个光孔安装于对应型号车床的刀塔上,通过调整刀塔的安装角度来调整本发明辅助车削装置角度,并通过增加或减少垫片的方式调整刀具高度,使其满足加工条件;
步骤2,启动机床电源,机床主轴带动轴类工件高速旋转处于待切削状态,启动超声波发生器,超声波发生器将220V、50Hz的交流电变成有一定功率输出的超声频电振荡,以提供振动切削加工中的振动能量,本发明采用的超声波发生器的输出频率为大于等于20KHz的超声高频信号;超声波发生器产生超声频率的电振荡信号传递给超声换能器1,并由超声换能器1将高频电振荡电信号转化为机械振动后,通过变幅杆2对振幅进行放大,从而将一维超声振动传递到连接头3上,连接头3将一维超声振动传递至双螺旋槽组合式按压旋钮装置上产生一个交变载荷;
步骤3,经超声波激励装置产生的一维超声振动经与连接盖板11连接的连接头3传递到连接盖板11,连接盖板11直接与双螺旋槽组合式按压旋钮装置中的上扭转圆筒12相连,将一维超声振动传递到上扭转圆筒12,上扭转圆筒12与下扭转圆筒15用四个内六角螺栓相连,并在其侧壁上分别开有左旋和右旋型的螺旋槽,第一圆筒19和第二圆筒22在超声振动的作用下发生形变,从而带动自身连接凸柄16在竖直平面上产生向下位移的同时,在水平面内也转过了一定的角度,至此双螺旋槽组合式按压旋钮装置已将由超声波激励装置产生的一维超声振动转化为满足超声加工条件的三维曲面超声振动,并通过下扭转圆筒15上的凸柄传递到安装在下扭转圆筒15顶部的刀架13和车刀14上,刀架13与车刀14会随着下扭转圆筒15共同做三维曲面超声振动,在一个激振里周期内车刀14刀尖既完成了平面内一个完整弧形的运动,又完成了一维超声辅助车削加工的上下振动,从而实现车刀14三维曲面轨迹的运动对工件进行切削加工。
一种双螺旋槽组合式单激励三维曲面超声辅助车削装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0