









专利摘要
本发明公开了一种旋转弧等离子体裂解工业副产气体制备乙炔的方法,步骤如下:工作气体从阴极和阳极之间的环状通道通入等离子体发生器中,经起弧后形成旋转弧等离子体;工业副产气体与工作气体混合后,穿过所述的旋转弧等离子体高温区,发生毫秒级裂解反应;所得裂解反应产物经冷却介质淬冷后,得到含乙炔的裂解气,分离后得到乙炔;所述工业副产气体为含有烃类的混合气体;所述工作气体为氢气、氩气、工业副产气体中的一种或多种;所述冷却介质为水、氢气或工业副产气体。本发明以工业副产气体为原料制备乙炔,实现了工业副产气体的高附加值资源化利用;工艺流程短、环境友好、经济高效,且原料转化率高、产物乙炔的收率高、比能耗低。
权利要求
1.一种旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,包括如下步骤:
(1)工作气体从阴极和阳极之间的环状通道通入等离子体发生器中,经起弧后形成旋转弧等离子体;
(2)工业副产气体与工作气体混合后,穿过步骤(1)形成的旋转弧等离子体高温区,发生毫秒级裂解反应;
(3)步骤(2)所得裂解反应产物经冷却介质淬冷后,得到含乙炔的裂解气,分离后得到乙炔;
所述工业副产气体为含有烃类的混合气体;
所述工作气体为氢气、氩气、氮气、工业副产气体中的一种或多种;
所述冷却介质为水、氢气、工业副产气体中的一种或多种。
2.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,所述的工业副产气体为焦炉气或干气。
3.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,所述的工作气体为氢气、氩气或工业副产气体中的一种或多种。
4.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,所述的工业副产气体和工作气体的混合气中H:C的摩尔比为3~10。
5.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,步骤(2)所述高温区的温度为3000~10000K。
6.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,步骤(3)所述的冷却介质为水、工业副产气体中的一种或两种。
7.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,步骤(3)所述的淬冷,其淬冷速率大于107K/s,淬冷后温度低于600K。
8.如权利要求1所述的旋转弧等离子体裂解工业副产气体制备乙炔的方法,其特征在于,所述工业副产气体与工作气体的混合方式为等离子体发生器外预混合或等离子体发生器内混合。
说明书
技术领域
本发明涉及化工合成领域,特别是涉及一种旋转弧等离子体裂解工业副产气体制备乙炔的方法。
背景技术
在煤化工和石油化工领域的生产过程中会产生大量的工业副产气体,如焦炉气和干气。
焦炉气是炼焦工业的主要副产物,其主要成分为氢气和甲烷,还含有少量的CO、CO2、N2、O2和其它烃类成分。据统计,我国的焦炭年产量为4.4亿吨,每生产1吨焦炭即可副产焦炉气430m3,除去部分被炼焦装置自用和作为燃气供应外,每年有大量的焦炉气被直接燃烧掉。
干气是石油催化裂化过程产生的副产气体,目前我国催化干气年产量在900万吨以上,其主要成分包括氢气、甲烷、乙烷、乙烯、少量C3以上烃类及少量的氮气和氧气。对于中、小炼油厂来说,干气中除少量的乙烯可以被直接利用外,大部分成分由于分离困难,难以再次被利用,而被直接送入瓦斯管网作燃料气用或放火炬烧掉,排放出大量的温室气体CO2,这样不仅严重污染环境,而且造成了巨大的资源浪费。
在当前煤、石油、天然气资源日益匮乏的背景下,如果能将焦炉气或干气等工业副产气体中的低碳烃类转化为乙炔和氢气等化工原料,既能缓解国内资源不足的现状,又能减轻工业生产带来的环境压力。
采用等离子体裂解法制备乙炔,是一项绿色环保、经济高效的新技术,整个裂解反应在10ms的时间内即可完成。如公开号为CN1600758A的专利文献公开了一种烃热等离子体制乙炔工艺及其设备。将预热到100℃~700℃的烃通入热等离子体第一段反应器高温裂解,平均温度1300℃以上的裂解气与热等离子体第二段反应器喷入的烃快速混合和反应,降温到600℃以下的反应气再经急冷换热器淬冷到150℃以下,净化分离得到乙炔。
公开号为CN1552680A的专利文献公开了一种热等离子体裂解含甲烷气体制乙炔方法,用等离子体发生器将氩气或氮气或氢气电离为等离子体射流,在反应器中形成高温环境;原料气进气装置是相向对称多道进气环,原料气经进气环喷入反应器,与贯穿进气环的等离子体射流混合,迅速充分均热;所用反应器是收缩式反应器,混合气在反应器内被约束,使反应器中的温度保持稳定;所用的冷却装置是气动冷却膨胀腔,与反应器结合,裂解气在膨胀腔内被急冷。
上述的专利文献均采用热等离子体裂解法制备乙炔,存在温度场与流场不够均匀,等离子体发生装置中的阳极寿命较短及原料与等离子体射流混合不够完全的问题。
发明内容
本发明提供了一种旋转弧等离子体裂解工业副产气体制备乙炔的方法,以煤和石油生产过程中产生的大量工业副产气体为原料,制备了乙炔,实现工业副产气体的高附加值资源化利用,缓解资源不足的现状,同时减少工业生产对环境造成的污染;本发明采用的旋转弧等离子体裂解法具有更加均匀的温度场和流场;且由于电弧在外加磁场的作用下高速旋转,更利于保护阳极而大大延长了阳极的寿命;更重要的一点在于:该方法中原料经旋转弧后,通入旋转弧等离子体中,使得原料与等离子体的混合更加完全,而且原料可以通过旋转弧等离子体的高温区,利于乙炔的生成,大大提高了能量的利用效率。
本发明原理:
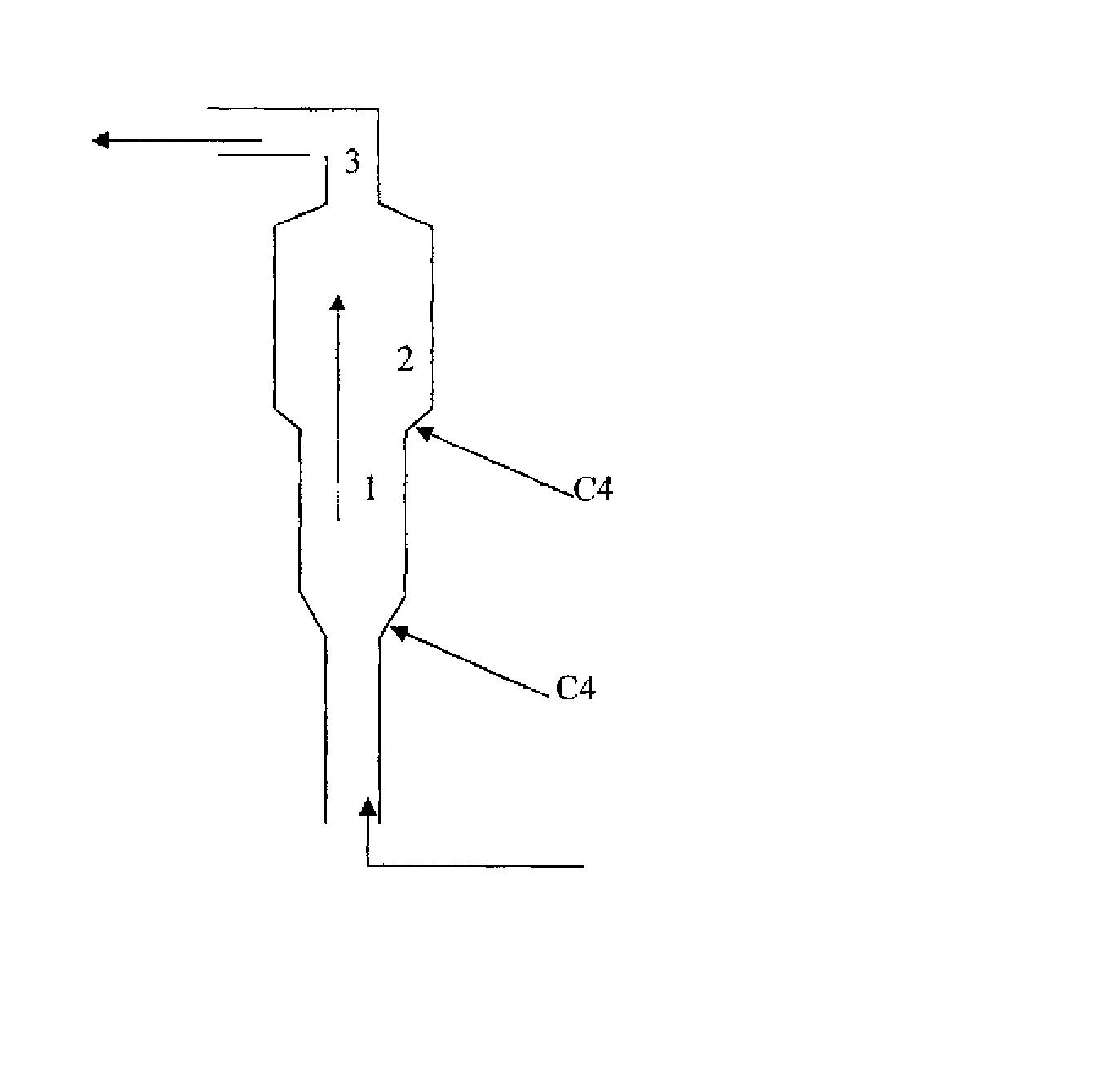
工作气体从阴极和阳极间的环状通道通入等离子体发生器中,起弧后,在外加磁场的作用下,电弧在等离子体发生器中产生每秒数千转的高速旋转,工作气体在旋转弧的放电作用下产生等离子体,即为旋转弧等离子体。
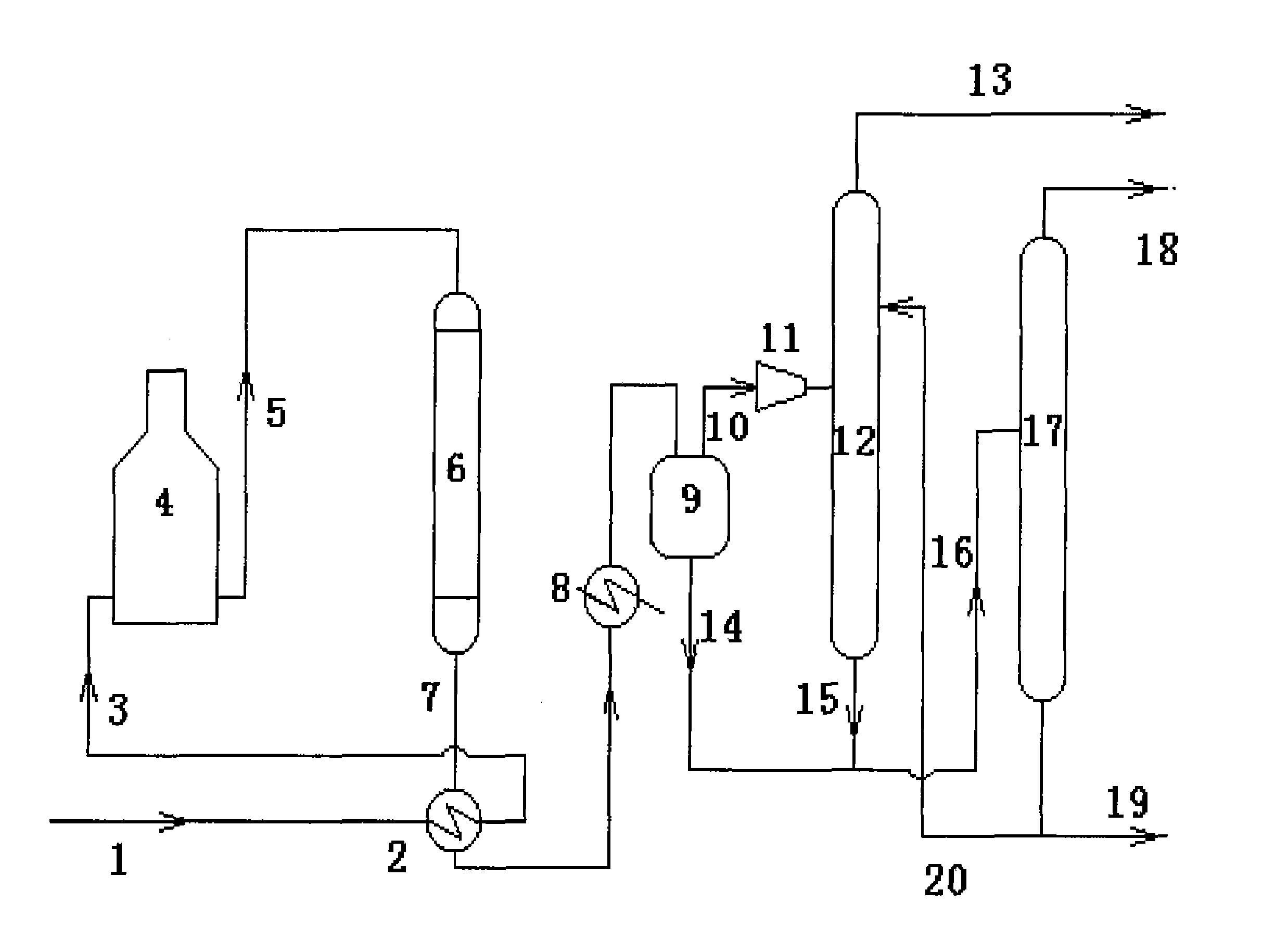
工业副产气体与工作气体从等离子体发生器的顶部通入,经过旋转弧后,再通过旋转弧等离子体的高温区,经过裂解反应后,到达淬冷器冷却后,得到含乙炔的裂解气,经吸收分离后得到产物乙炔。
依据以上原理,本发明提出了一种旋转弧等离子体裂解工业副产气体制备乙炔的方法,包括如下步骤:
(1)工作气体从阴极和阳极之间的环状通道通入等离子体发生器中,经起弧后形成旋转弧等离子体;
(2)工业副产气体与工作气体混合后,穿过步骤(1)形成的旋转弧等离子体高温区,发生毫秒级裂解反应;
(3)步骤(2)所得裂解反应产物经冷却介质淬冷后,得到含乙炔的裂解气,分离后得到乙炔;
所述工业副产气体为含有烃类的混合气体,目标产物乙炔的分子式为C2H2,只含有碳、氢两种元素,选择含有烃类的工业副产气体为原料,可以获得更高收率的乙炔。
作为优选,所述的工业副产气体为焦炉气或干气。其中,焦炉气的组成为:氢气55~60%,甲烷23~27%,一氧化碳5~7%,二氧化碳1.5~3.0%,C2以上烷烃2~4%,氮气3~7%和氧气0.3~0.8%;干气的组成为:氢气25~40%、甲烷28~40%、乙烷10~20%、乙烯10~20%、氮气和氧气3~8%。进一步优选,所述焦炉气的组成为:氢气56%、甲烷26%、一氧化碳7%、二氧化碳2%、C2以上烷烃3%、氮气和氧气4%;所述干气的组成为:氢气28%、甲烷36%、乙烷13%、乙烯14%、氮气和氧气4%,还有少量C3以上的烃类。
所述工作气体为氢气、氩气、氮气、工业副产气体中的一种或多种,作为优选,为氢气、氩气、工业副产气体中的一种或多种,进一步优选,为氢气。工作气体中氢气的存在对产物乙炔的收率有重要影响,主要原因在于:(1)氢气的存在抑制了产物乙炔的分解,同时使平衡反应向生成乙炔的方向移动;(2)等离子体中存在原子态或激发态的氢作为中间体,氢浓度高时,在淬冷过程中有利于CH或C2H自由基与H复合生成乙炔,从而进一步提高裂解气中乙炔的含量。
原料的转化率、产物乙炔的收率及浓度因H:C摩尔比的不同有较大差异,作为优选,所述的工业副产气体和工作气体的混合气中H:C的摩尔比为3~10。
作为优选,所述工业副产气体与工作气体的混合方式为等离子体发生器外预混合或等离子体发生器内混合;进一步优选,所述的混合方式为等离子体发生器外预混合。采用预混合的方式,可以保证工业副产气体与工作气体混合的更加均匀。
作为优选,所述的工业副产气体与工作气体从等离子体发生器的顶部通入,经过旋转弧进入旋转弧等离子体的高温区,采用所述的方式,可以保证原料与旋转弧等离子体混合的更均匀,且原料通过旋转弧等离子体高温区,更利于乙炔的生成,且可以提高能量的利用效率。
所述的高温区从旋转弧等离子体形成的区域直至淬冷装置之前,作为优选,所述的高温区的温度为3000~10000K。
作为优选,所述工业副产气体与工作气体混合气的输入能量为1.2~2.0kWh/Nm3,当输入能量在上述范围内,原料工业副产气体的转化率及乙炔的产率高且乙炔的比能耗低。
乙炔作为旋转弧等离子体裂解工业副产气体的产物,其热力学稳定性决定了裂解气需要淬冷,以防止乙炔在高温下继续分解成为碳和氢气。作为优选,所述的含乙炔的裂解气淬冷速率大于107K/s,淬冷后温度低于600K。淬冷速率对裂解气中乙炔的产率有很大影响,当淬冷速率足够大时,裂解产生的乙炔可以得到最大限度地保留;若淬冷速率过低,则产生的乙炔会在高温下迅速分解,降低乙炔的产率。
所述的冷却介质为水、氢气、工业副产气体中的一种或多种。作为优选,所述的冷却介质为水、工业副产气体中的一种或两种。采用水最为冷却介质可最大化乙炔产率,并充分转化和利用工业副产气体;采用工业副产气体作为冷却介质,不仅可以调节气相产物H/C的摩尔比,提高产物乙炔的收率,而且可以充分利用旋转弧等离子体中残余的热量,从而降低制备乙炔的比能耗。
作为优选,所述的裂解气分离方法为吸收分离。
本发明一种旋转弧等离子体裂解工业副产气体制备乙炔的方法,以煤和石油生产过程中产生的工业副产气体为原料,将低碳烃类转化为乙炔,实现工业副产气体的高附加值资源化利用,缓解国内资源不足的现状,同时减少环境污染。
旋转弧等离子体法具有更加均匀的温度场和流场;由于电弧在高速旋转,有利于保护阳极,大大延长阳极的寿命;且原料经旋转弧后通入旋转弧等离子体中,使得原料与等离子体的混合更加完全。
裂解过程在旋转弧等离子体数千度的温度下进行,工业副产气体只需通过一步毫秒级的裂解反应,再经过淬冷后即可得到含乙炔的裂解气,无需催化剂、设备简单、工艺流程短、绿色环保、经济高效;本发明具有原料利用率高、能耗低的优点,在优化的工艺条件下工业副气体中烃类的转化率大于95%,反应产物乙炔收率大于75%,比能耗低于9kWh/kg。
具体实施方式
实施例1
将氢气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为920kW。以脱乙烯后的干气为原料,与工作气体氢气预先混合后通入该旋转弧等离子体的高温区(氢气与干气混合后的H:C摩尔比为6.6),经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为3×107K/s,得到含乙炔的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料中烃类的转化率为96.6%,反应产物乙炔的收率为82.2%,乙炔比能耗为8.9kWh/kg。
实施例2
将脱乙烯后的干气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为460kW。以上述脱乙烯后的干气为原料(脱乙烯后的干气的H:C摩尔比为3.7),直接通入该旋转弧等离子体的高温区,经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为3×107K/s,得到含乙炔的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料中烃类的转化率为95.3%,反应产物乙炔的收率为49.2%,乙炔比能耗为7.7kWh/kg。
实施例3
将焦炉气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为860kW。以上述的焦炉气为原料(焦炉气的H:C摩尔比为5.6),直接通入该旋转弧等离子体的高温区,经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至420K,冷却速率为3×107K/s,得到含乙炔的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料中烃类的转化率为96.8%。反应产物乙炔的收率为82.7%,乙炔比能耗为11.1kWh/kg。
实施例4
将氢气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为20kW。以焦炉气为原料,与输送气体氢气预先混合后通入该旋转弧等离子体的高温区(氢气与焦炉气混合后的H:C摩尔比为6.6),经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为107K/s,得到含乙炔的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料中烃类的转化率为96.8%。反应产物乙炔的收率为85.3%,乙炔比能耗为19.5kWh/kg。
实施例5
将氢气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为45kW。以脱乙烯后的干气为原料,与输送气体氢气预先混合后通入该旋转弧等离子体的高温区(氢气与脱乙烯后的干气混合后的H:C摩尔比为6.6),经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为107K/s,得到含乙炔和氢气的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料中烃类的转化率为96.7%。反应产物乙炔的收率为84.6%,乙炔比能耗为16.9kWh/kg。
实施例6
将氢气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为40kW。以脱乙烯后的干气为原料,与输送气体氢气预先混合后通入该旋转弧等离子体的高温区(氢气与脱乙烯后的干气混合后的H:C摩尔比为6.6),经过毫秒级裂解反应,将产生的裂解气通入淬冷器,先以脱乙烯后的干气、再以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为107K/s,得到含乙炔和氢气的裂解气,吸收分离后得到乙炔。
经气相色谱检测和分析计算,原料与淬冷用气体中烃类的转化率为94.5%。反应产物乙炔的收率为72.1%,乙炔比能耗为18.3kWh/kg。
实施例7
将氩气通入等离子体发生器内,经起弧后形成旋转弧等离子体,输入功率为15kW。以H:C摩尔比为4.3的脱乙烯后的干气为原料,通入该旋转弧等离子体的高温区,经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为107K/s,得到含乙炔和氢气的裂解气,吸收分离得到乙炔。
经气相色谱检测和分析计算,原料与淬冷用气体中烃类的转化率为95.4%。反应产物乙炔的收率为80.0%,乙炔比能耗为20.7kWh/kg。
实施例8
将氩气通入等离子体发生器内,经启弧后形成旋转弧等离子体,输入功率为15kW。以H:C摩尔比为5.6的焦炉气为原料,通入该旋转弧等离子体的高温区,经过毫秒级裂解反应,将产生的裂解气通入淬冷器,以水作为冷却介质,迅速将裂解气冷却至360K,冷却速率为107K/s,得到含乙炔的裂解气,吸收分离得到乙炔。
经气相色谱检测和分析计算,原料与淬冷用气体中烃类的转化率为98.6%。反应产物乙炔的收率为79.1%,乙炔比能耗为22.4kWh/kg。
一种旋转弧等离子体裂解工业副产气体制备乙炔的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0