

IPC分类号 : B65B59/00,B65B61/10,B65B51/14,B65B43/30,B65B61/00,B65B47/00






专利摘要
本发明涉及包装领域,尤其涉及一种冷冻药品包装系统,以缓解现有技术中存在的现有的药品冷链运输方式中的冷却冰块的形状不能与药品良好适配,只能消耗大量的冷却介质从而实现足够的冷场,因此,运输体积过大的问题。包括内袋制作部和外袋制作部;述内袋制作部包括内袋封边剪裁机构和开袋装药机构;外袋制作部包括:模具成型制冷机构、侧边底边封边机构、顶边裁剪封口机构;本实施例中的冷冻药品包装系统可以根据药品的尺寸进行定制化包装、能够大幅度提高空间利用率等。
权利要求
1.一种冷冻药品包装系统,其特征在于,包括内袋制作部(100)和外袋制作部(200);
所述内袋制作部(100)包括内袋封边剪裁机构(110)和开袋装药机构(120);
所述内袋封边剪裁机构(110)用于对两贴合的塑料薄膜的底部进行封边以及对两侧边进行裁剪,从而形成一顶部开口的袋状结构;所述开袋装药机构(120)运动至所述内袋封边剪裁机构(110)、夹取顶部开口的袋子然后将所述袋子带动至装药工位、打开顶部开口的袋子、向所述袋子内注入药品、然后将注入有药品的袋子归位至所述内袋封边剪裁机构(110),由所述内袋封边剪裁机构(110)对袋子口部进行封边处理;
所述外袋制作部(200)包括:模具成型制冷机构(210)、侧边底边封边机构(220)和顶边裁剪封口机构(230);
所述模具成型制冷机构(210)用于在外袋形成多个冰格并向冰格内注入制冷剂;所述侧边底边封边机构(220)用于对注入有制冷剂的外袋的侧边和底边进行封边处理;所述顶边裁剪封口机构(230)用于对经侧边底边封边机构(220)处理后的外袋进行顶部的封边处理。
2.根据权利要求1所述的冷冻药品包装系统,其特征在于,
所述内袋封边剪裁机构(110)包括激光裁剪刀(111)、第一移动封边头(112)和第二移动封边头(113);
所述第一移动封边头(112)和所述第二移动封边头(113)相对且两者之间形成物料作业区;
所述激光裁剪刀(111)设置于所述第一移动封边头(112)和所述第二移动封边头(113)的上方;
所述激光裁剪刀(111)首先对袋子的两侧边进行裁剪,然后,所述第一移动封边头(112)和所述第二移动封边头(113)对袋子的底部进行封边处理。
3.根据权利要求2所述的冷冻药品包装系统,其特征在于,
所述第一移动封边头(112)连接有第一曲柄摇杆机构(114),所述第二移动封边头(113)连接有第二曲柄摇杆机构(115),所述第一曲柄摇杆机构(114)和所述第二曲柄摇杆机构(115)用于同步带动所述第一移动封边头(112)和所述第二移动封边头(113)靠近或远离。
4.根据权利要求3所述的冷冻药品包装系统,其特征在于,
所述开袋装药机构(120)包括侧边夹取组件(121)、吸盘组件(122)和抓取机械手(123);
所述侧边夹取组件(121)之间形成物料的作业区,所述抓取机械手(123)位于所述作业区上方,所述吸盘组件(122)位于所述作业区的另外两侧,所述吸盘组件(122)所在的直线与所述侧边夹取组件(121)侧边夹取组件所在的直线相垂直;
所述侧边夹取组件(121)水平向内袋制作部(100)方向运动至夹取经所述内袋制作部(100)制作完成的内袋后回位至所述作业区,并且在夹取过程中实现对侧边的封边;
所述吸盘组件(122)将内袋向相反方向分离以打开内袋,所抓取机械手(123)抓取物料后将物料投放入内袋;
所述侧边夹取组件(121)将装在有物料的内袋水平运动至内袋制作部(100),由第一移动封边头(112)和第二移动封边头(113)对内袋的顶部开口进行封边处理。
5.根据权利要求4所述的冷冻药品包装系统,其特征在于,
所述侧边夹取组件(121)包括相对设置的第一气缸(1211)和第二气缸(1212),所述第一气缸(1211)和所述第二气缸(1212)的气缸头相对,且第一气缸(1211)和所述第二气缸(1212)的头部设置有竖向的用于夹取并能够热封袋子侧边的夹具;
所述第一气缸(1211)和所述第二气缸(1212)均配备有横移滑轨和纵移滑轨。
6.根据权利要求5所述的冷冻药品包装系统,其特征在于,
所述吸盘组件(122)包括第一吸盘(1221)和第二吸盘(1222),所述第一吸盘(1221)和所述第二吸盘(1222)相向设置且可以相互靠近或远离。
7.根据权利要求6所述的冷冻药品包装系统,其特征在于,
所述模具成型制冷机构(210)包括上模(211)和两个分设于所述上模(211)两侧的下模(212),所述上模(211)和所述下模(212)之间用于夹取外袋,所述上模(211)位于外袋的内部;
在所述上模(211)和所述下模(212)处于夹紧状态下,能够在所述袋子薄膜内形成多个冰格;所述上模(211)上设置有冷却介质注入孔,冷却介质可通过所述冷却介质注入孔进入所述冰格内;
所述侧边底边封边机构(220)包括两个U形封边头(221),所述U形封边头(221)在冷却介质注入薄膜的冰格后,对薄膜的底部和两侧进行封边处理;
所述顶边裁剪封口机构(230)包括两个横向裁剪头(231),两个所述横向裁剪头(231)对外袋的顶部开口进行裁剪封口。
8.根据权利要求7所述的冷冻药品包装系统,其特征在于,
所述外袋制作部(200)设置有协同机构(240),所述模具成型制冷机构(210)、所述侧边底边封边机构(220)和所述顶边裁剪封口机构(230)均设置于所述协同机构(240)上,所述协同机构(240)能够旋转带动所述模具成型制冷机构(210)、所述侧边底边封边机构(220)和所述顶边裁剪封口机构(230)运动至正对袋子的作业工位。
9.根据权利要求8所述的冷冻药品包装系统,其特征在于,
所述协同机构(240)包括伸缩电机(241)和分别设置于所述伸缩电机(241)两侧的第一转动板(242)和第二转动板(243);
所述第一转动板(242)上设置有一个所述下模(212)、一个所述U形封边头(221)、一个所述横向裁剪头(231);
所述第二转动板(243)上设置有另一个所述下模(212)、另一个所述U形封边头(221)、另一个所述横向裁剪头(231);
所述上模(211)设置于所述伸缩电机(241)上并且能够在所述伸缩电机(241)的带动下竖向伸缩,所述第一转动板(242)和所述第二转动板(243)能够在所述伸缩电机(241)的带动下相互靠近或远离。
10.根据权利要求9所述的冷冻药品包装系统,其特征在于,
还包括中转机械手(300),所述中转机械手(300)用于将制作完成的内袋运输至所述外袋制作部(200)所在的区域,并且,在所述侧边底边封边机构(220)执行完毕后,将已经制作完成的内袋装入外袋内,然后所述顶边裁剪封口机构(230)对装入有内袋的袋子进行顶部开口的密封。
说明书
技术领域
本发明涉及包装领域,尤其涉及一种冷冻药品包装系统。
背景技术
某些药品,比如冻干粉针剂,需要在低温下保存运输,否则药剂会在高温下失效。通常的运输包装方法都是在冷冻保温箱中增加冰冻介质,把包装盒放入保温箱中,包装盒内装有若干个药剂瓶(比如针剂),然后在包装盒中填充冰块进行降温,但是这种降温方式必须在保温盒中放置较多的冰块,才能够在空间范围内产生足够的冷场以完全包裹住药剂瓶,从而实现良好的冷藏运输效果。
这种方式,由于冷却冰块的形状不能与药品良好适配,只能消耗大量的冷却介质从而实现足够的冷场,因此,运输体积过大。
发明内容
本发明提供了一种冷冻药品包装系统,以缓解现有技术中存在的现有的药品冷链运输方式中的冷却冰块的形状不能与药品良好适配,只能消耗大量的冷却介质从而实现足够的冷场,因此,运输体积过大的问题。
为了解决上述问题,本发明提供的技术方案在于:
一种冷冻药品包装系统,包括内袋制作部和外袋制作部;
所述内袋制作部包括内袋封边剪裁机构和开袋装药机构;
所述内袋封边剪裁机构用于对两贴合的塑料薄膜的底部进行封边以及对两侧边进行裁剪,从而形成一顶部开口的袋状结构;所述开袋装药机构运动至所述内袋封边剪裁机构、夹取顶部开口的袋子然后将所述夹取顶部开口的袋子带动至装药工位、打开顶部开口的袋子、向所述袋子内注入药品、然后将注入有药品的袋子归位至所述内袋封边剪裁机构,由所述内袋封边剪裁机构对袋子口部进行封边处理;
所述外袋制作部包括:模具成型制冷机构、侧边底边封边机构、顶边裁剪封口机构;
所述模具成型制冷机构用于在外袋形成多个冰格并向冰格内注入制冷剂;所述侧边底边封边机构用于对注入有制冷剂的外袋的侧边和底边进行封边处理;所述顶边裁剪封口机构用于对经侧边底边封边机构处理后的外袋进行顶部的封边处理。
更进一步地,
所述内袋封边剪裁机构包括激光裁剪刀、第一移动封边头和第二移动封边头;
所述第一移动封边头和所述第二移动封边头相对且两者之间形成物料作业区;
所述激光裁剪刀设置于所述第一移动封边头和所述第二移动封边头的上方;
所述激光裁剪刀首先对袋子的两侧边进行裁剪,然后,所述第一移动封边头和所述第二移动封边头对袋子的底部进行封边处理。
更进一步地,
所述第一移动封边头连接有第一曲柄摇杆机构,所述第二移动封边头连接有第二曲柄摇杆机构,所述第一曲柄摇杆机构和所述第二曲柄摇杆机构用于同步带动所述第一移动封边头和所述第二移动封边头靠近或远离。
更进一步地,
所述开袋装药机构包括侧边夹取组件、吸盘组件和抓取机械手;
所述侧边侧边夹取组件之间形成物料的作业区,所述抓取机械手位于所述作业区上方,所述吸盘组件位于所述作业区的另外两侧,所述吸盘组件所在的直线与所述侧边夹取组件所在的直线之间垂直;
所述侧边夹取组件水平向内袋制作部方向运动至夹取经所述内袋制作部制作完成的内袋后回位至所述作业区,并且在夹取过程中实现对侧边的封边;
所述吸盘组件将内袋向相反方向分离以打开内袋,所抓取机械手抓取物料后将物料投放入内袋;
所述侧边夹取组件将装在有物料的内袋水平运动至内袋制作部,由第一移动封边头和第二移动封边头对内袋的顶部开口进行封边处理。
更进一步地,
所述侧边夹取组件包括相对设置的第一气缸和第二气缸,所述第一气缸和所述第二气缸的气缸头相对,且第一气缸和所述第二气缸的头部设置有竖向的用于夹取并能够热封袋子侧边的夹具;
所述第一气缸和所述第二气缸均配备有横移滑轨和纵移滑轨。
更进一步地,
所述吸盘组件包括第一吸盘和第二吸盘,所述第一吸盘和所述第二吸盘相向设置且可以相互靠近或远离。
更进一步地,
所述模具成型制冷机构包括上模和两个分设于所述上模两侧的下模,所述上模和所述下模之间用于夹取外袋,所述上模位于外袋的内部;
在所述上模和所述下模处于夹紧状态下,能够在所述袋子薄膜内形成多个冰格;所述上模上设置有冷却介质注入孔,冷却介质可通过所述冷却介质注入孔进入所述冰格内;
所述侧边底边封边机构包括两个U形封边头,所述U形封边头在冷却介质注入薄膜的冰格后,对薄膜的底部和两侧进行封边处理;
所述顶边裁剪封口机构包括两个横向裁剪头,两个所述横向裁剪头对外袋的顶部开口进行裁剪封口。
更进一步地,
所述外袋制作部设置有协同机构,所述模具成型制冷机构、所述侧边底边封边机构和所述顶边裁剪封口机构均设置于所述协同机构上,所述协同机构能够旋转带动所述模具成型制冷机构、所述侧边底边封边机构和所述顶边裁剪封口机构运动至正对袋子的作业工位。
更进一步地,
所述协同机构包括伸缩电机和分别设置于所述伸缩电机两侧的第一转动板和第二转动板;
所述第一转动板上设置有一个所述下模、一个所述U形封边头、一个所述横向裁剪头;
所述第二转动板上设置有另一个所述下模、另一个所述U形封边头、另一个所述横向裁剪头。
所述上模设置于所述伸缩电机上并且能够在所述伸缩电机的带动下竖向伸缩,所述第一转动板和所述第二转动板能够在所述伸缩电机的带动下相互靠近或远离。
更进一步地,
还包括中转机械手,所述中转机械手用于将制作完成的内袋运输至所述外袋制作部所在的区域,并且,在所述侧边底边封边机构执行完毕后,将已经制作完成的内袋装入外袋内,然后所述顶边裁剪封口机构对装入有内袋的袋子进行顶部开口的密封。
有益效果如下:
1、本实施例中的冷冻药品包装系统可以根据药品的尺寸进行定制化包装(裁剪、封边位置都是可以调整的)。
2、形成双层的冷却包装后,可以将多个包装后的药品有序堆叠,不仅可以实现对药品的全方位冷却,并且这种有序堆叠的方式相较于现有的不规则摆放的冷却冰块的方式,能够大幅度提高空间利用率。
3、现有的在保温箱中通过冷却冰块保冷的方式,药品(或药瓶)在周转过程中必然暴露于空气中,脱离冷却介质,对药品(或药品)的药效有一定的影响。而本方案中的双层冷却包装不存在上述问题,始终能够实现对药品(或药品)的全方位冷却。
为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施方式,并配合所附附图,作详细说明如下。
附图说明
为了更清楚地说明本发明实施方式或相关技术中的技术方案,下面将对具体实施方式或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的几种实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
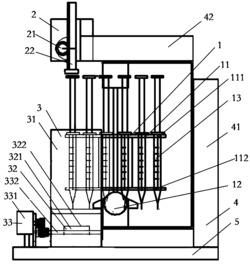
图1为本发明实施例提供的冷冻药品包装系统中的内袋制作部的结构示意图;
图2为本发明实施例提供的冷冻药品包装系统中的内袋制作部的内袋封边剪裁机构的正视图;
图3为本发明实施例提供的冷冻药品包装系统中的内袋制作部的内袋封边剪裁机构的俯视图;
图4为本发明实施例提供的冷冻药品包装系统中的内袋制作部的开袋装药机构的平面示意图;
图5为本发明实施例提供的冷冻药品包装系统中的内袋制作部的开袋装药机构的俯示意图;
图6为本发明实施例提供的冷冻药品包装系统中的外袋制作部的结构示意图;
图7为本发明实施例提供的冷冻药品包装系统中的外袋制作部中的模具成型制冷机构的上模正对下模的结构示意图。
图8为本发明实施例提供的冷冻药品包装系统中的外袋制作部中的边底边封边机构正对上模的结构示意图;
图9为本发明实施例提供的冷冻药品包装系统中的外袋制作部中的顶边裁剪封口机构正对上模的结构示意图。
图标: 100-内袋制作部;200-外袋制作部;
110-内袋封边剪裁机构;120-开袋装药机构;
111-激光裁剪刀;112-第一移动封边头;113-第二移动封边头;
114-第一曲柄摇杆机构;115-第二曲柄摇杆机构;
121-侧边夹取组件;122-吸盘组件;123-抓取机械手;
1211-第一气缸;1212-第二气缸;1221-第一吸盘;1222-第二吸盘;
210-模具成型制冷机构;211-上模;212-下模;
220-侧边底边封边机构;221-U形封边头;
230-顶边裁剪封口机构;231-横向裁剪头;
240-协同机构;241-伸缩电机;242-第一转动板;243-第二转动板。
具体实施方式
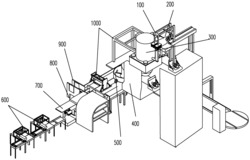
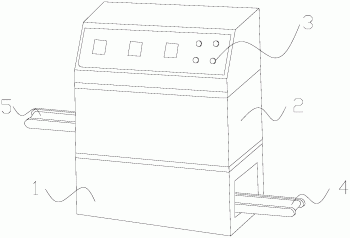
请一并参见图1至图9,本实施例提供了一种冷冻药品包装系统,该冷冻药品包装系统包括内袋制作部100和外袋制作部200。
内袋制作部100实现对药品的装袋封口,外袋制作部200实现开口的制冷外袋的制作,然后将装有药品的内袋放置于开口的制冷外袋内,最后对开口的制冷外袋进行封口处理,从而实现双层的冷却包装。
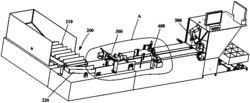
以下对内袋制作部100的形状和结构做详细的说明:
内袋制作部100包括内袋封边剪裁机构110和开袋装药机构120;
内袋封边剪裁机构110用于对两贴合的塑料薄膜的底部进行封边以及对两侧边进行裁剪,从而形成一顶部开口的袋状结构;具体请参见图1、图2和图3,内袋封边剪裁机构110包括激光裁剪刀111、第一移动封边头112和第二移动封边头113。第一移动封边头112和第二移动封边头113相对且两者之间形成物料作业区;激光裁剪刀111设置于第一移动封边头112和第二移动封边头113的上方;激光裁剪刀111首先对袋子的两侧边进行裁剪,然后,第一移动封边头112和第二移动封边头113对袋子的底部进行封边处理(热熔性封边)。第一移动封边头112连接有第一曲柄摇杆机构114,第二移动封边头113连接有第二曲柄摇杆机构115,第一曲柄摇杆机构114和第二曲柄摇杆机构115用于同步带动第一移动封边头112和第二移动封边头113靠近或远离。关于第一曲柄摇杆机构114和第二曲柄摇杆机构115的形状和结构,具体请参见图2(正视图)和图3(俯视图)。
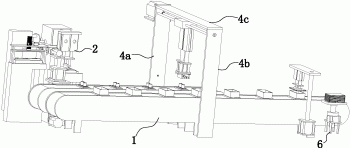
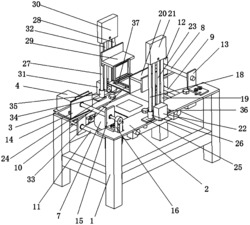
关于开袋装药机构120的形状和结构,具体而言,
请参见图1、图4和图5。开袋装药机构120运动至内袋封边剪裁机构110、夹取顶部开口的袋子(夹取顶部开口的袋子的过程中,对袋子的侧边进行了热熔性封边处理),然后将夹取的顶部开口的袋子带动至装药工位、打开顶部开口的袋子、向袋子内注入药品、然后将注入有药品的袋子归位至内袋封边剪裁机构110,由内袋封边剪裁机构110对袋子口部进行封边处理。
开袋装药机构120包括侧边夹取组件121、吸盘组件122和抓取机械手123;
侧边夹取组件121之间形成物料的作业区,抓取机械手123位于作业区上方,吸盘组件122位于作业区的相对于侧边夹取组件121的另外两侧,吸盘组件122所在的直线与侧边夹取组件所在的直线之间垂直;
首先:侧边夹取组件121水平向内袋制作部100方向运动、夹取经内袋制作部100制作完成的内袋后回位至开袋装料工位,并且在夹取过程中实现对侧边的封边;
然后,吸盘组件122将内袋向相反方向分离以打开内袋,抓取机械手123抓取物料(药粉或者药瓶)后将物料投放入内袋;
最后,侧边夹取组件121将装在有物料的内袋水平运动至内袋制作部100,由第一移动封边头112和第二移动封边头113对内袋的顶部开口进行封边处理。
上述步骤中,侧边夹取组件121涉及到下列动作:首先水平向左运动至内袋的切割工位、然后水平向右运动回位至内袋的开袋装料工位、然后再次向左运动至内袋的切割工位并且此时需向下运动,从而使得内袋的口部正对第一移动封边头112和第二移动封边头113的中间区域。因此,侧边夹取组件121需要设置具有多个方向的自由度,具体而言:
侧边夹取组件121包括相对设置的第一气缸1211和第二气缸1212,第一气缸1211和第二气缸1212的气缸头相对,且第一气缸1211和第二气缸1212的头部设置有竖向的用于夹取并能够热封袋子侧边的夹具;更进一步地,第一气缸1211和第二气缸1212均配备有横移滑轨和纵移滑轨。
上述步骤中,吸盘组件122包括第一吸盘1221和第二吸盘1222,第一吸盘1221和第二吸盘1222相向设置且可以相互靠近或远离。关于第一吸盘1221和第二吸盘1222的位置,具体请参见图1。
上述步骤中,抓取机械手123设置于吸盘组件122和侧边夹取组件121所在的平面的上方,能够抓取药品(或者药瓶),抓取机械手123能够执行抓取动作以及升降动作。
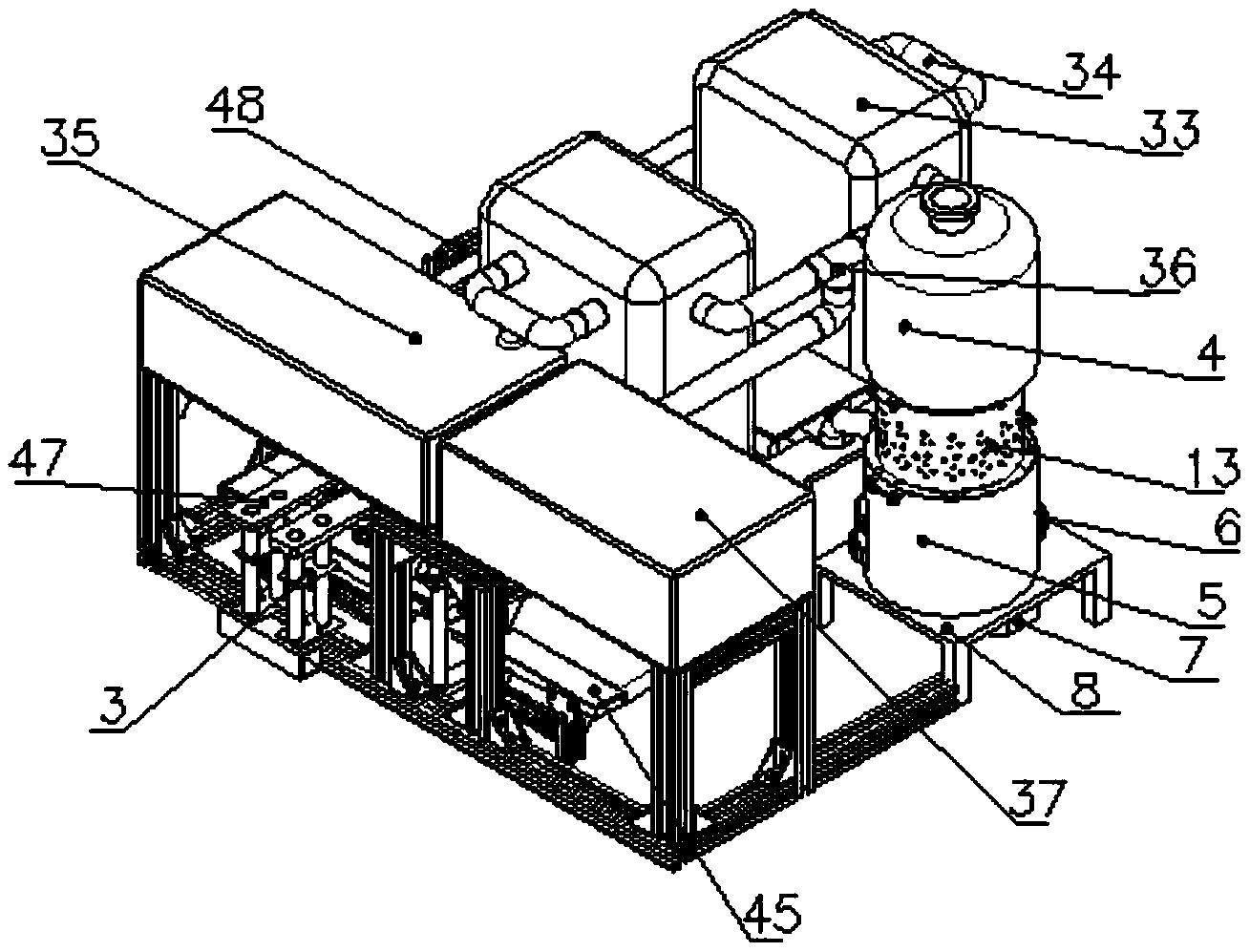
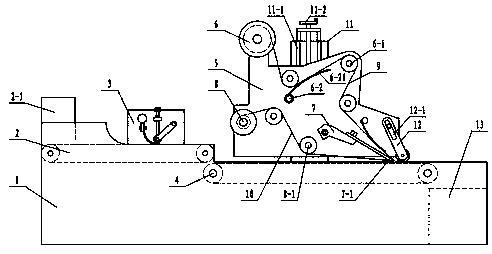
关于外袋制作部200的形状和结构,详细说明如下:
外袋制作部200包括:模具成型制冷机构210、侧边底边封边机构220、顶边裁剪封口机构230;
模具成型制冷机构210用于在外袋形成多个冰格并向冰格内注入制冷剂;侧边底边封边机构220用于对注入有制冷剂的外袋的侧边和底边进行封边处理;顶边裁剪封口机构230用于对经侧边底边封边机构220处理后的外袋进行顶部的封边处理。
模具成型制冷机构210包括上模211和两个分设于上模211两侧的下模212,上模211和下模212之间用于夹取外袋,上模211位于外袋的内部;在上模211和下模212处于夹紧状态下,能够在袋子薄膜内形成多个冰格;上模211上设置有冷却介质注入孔,冷却介质可通过冷却介质注入孔进入冰格内;
侧边底边封边机构220包括两个U形封边头221,U形封边头221在冷却介质注入薄膜的冰格后,对薄膜的底部和两侧进行封边处理;
顶边裁剪封口机构230包括两个横向裁剪头231,两个横向裁剪头231对外袋的顶部开口进行裁剪封口,请参见图9,其中,两个横向裁剪头231正对上模,两个横向裁剪头231对应设置有气缸和旋转电机,可调整自身的裁剪封口方向。
为了实现上述的模具成型制冷机构210、侧边底边封边机构220、顶边裁剪封口机构230的协同作用,外袋制作部200还设置有协同机构240,模具成型制冷机构210、侧边底边封边机构220和顶边裁剪封口机构230均设置于协同机构240上,协同机构240能够旋转带动模具成型制冷机构210、侧边底边封边机构220和顶边裁剪封口机构230运动至正对袋子的作业工位。
协同机构240包括伸缩电机241和分别设置于伸缩电机241两侧的第一转动板242和第二转动板243;第一转动板242上设置有一个下模212、一个U形封边头221、一个横向裁剪头231;第二转动板243上设置有另一个下模212、另一个U形封边头221、另一个横向裁剪头231。上模211设置于伸缩电机241上并且能够在伸缩电机241的带动下竖向伸缩,第一转动板242和第二转动板243能够在伸缩电机241的带动下相互靠近或远离。
具体而言:
当需要在外袋内注入制冷剂时,协同机构240的伸缩电机241的横向设置的转动轴围绕自身轴线转动从而带动第一转动板242和第二转动板243围绕上述的转动轴转动,从而将两个下模212转动至正对上模211的工位上,具体位置请参见图7,然后两个下模212所对应的气缸伸长从而带动下模212靠近上模211,从而使得上模211和下模212夹紧,然后,冷却介质通过上模211上的注入孔进入上模211,然后由上模211注入到形成于外袋薄膜上的冰格内。需要注意的是,上模211下模212形成冰格的方式采用的是行业内公知的技术,在此不再赘述。
在外袋完成冷却介质的注入后,需要对底边和侧边进行封边处理,此时,协同机构240需要运动至下一工位,具体而言,协同机构240的伸缩电机241的横向设置的转动轴围绕自身轴线转动从而带动第一转动板242和第二转动板243围绕上述转动轴转动,从而将两个U形封边头221转动至正对上模211的工位上,具体请参见图8,U形封边头221同样采用热熔性封边的方式对外袋的底边和侧边进行封边处理。
在外袋的底边和侧边进行封边处理后,形成一顶部开口的外袋,此时需要将内袋放置于外袋内,因此,本冷冻药品包装系统设置了一中转机械手,中转机械手用于将制作完成的内袋运输至外袋制作部200所在的区域,并且,在侧边底边封边机构220执行完毕后,将已经制作完成的内袋装入外袋内。
在将内袋放置于外袋后,需要对外袋进行封边处理,此时,协同机构240的伸缩电机241的横向转动轴启动,带动第一转动板242和第二转动板243转动至两个横向裁剪头231正对上模211,然后,两个横向裁剪头231的气缸启动使得两个横向裁剪头231相互靠近从而实现对外袋的封口操作。上述的封口采用的是热熔性封口原理。
需要补充说明的是:
协同机构240的伸缩电机241还配备有一升降螺杆,上模211设置于该升降螺杆,从而可以实现升降动作。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
一种冷冻药品包装系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0