








专利摘要
本实用新型提供了一种高品质PE管道生产用注塑模具,属于PE管道技术领域,包括载板、交流电机、高速轴承、转动杆、支撑杆、垫板、内筒、对接环、外筒、加固环、滑环、挡板、螺纹环、螺纹杆、螺纹卡栓和橡胶块,载板的顶部通过支杆焊接设置有交流电机,载板的顶部通过支杆焊接设置有两个高速轴承,高速轴承的中间均被转动杆活动贯穿。本实用新型中的转动杆能够带动外筒和内筒高速旋转,利用离心力搅动内筒和外筒之间的聚乙烯,使聚乙烯均匀的分布在内筒和外筒之间,进而大大提高聚乙烯成型后管材的平整,同时内筒和外筒高速转动,能够使内筒和外筒的热量快速被空气带走,具有冷却效率快速,聚乙烯成型速率快,生产效率高等优点。
权利要求
1.一种高品质PE管道生产用注塑模具,包括载板(1)、交流电机(2)、高速轴承(3)、转动杆(4)、支撑杆(5)、垫板(6)、内筒(7)、对接环(8)、外筒(9)、加固环(10)、滑环(11)、挡板(12)、螺纹环(13)、螺纹杆(14)、螺纹卡栓(15)和橡胶块(16),其特征在于:所述载板(1)的顶部通过支杆焊接设置有交流电机(2),所述载板(1)的顶部通过支杆焊接设置有两个高速轴承(3),所述高速轴承(3)的中间均被转动杆(4)活动贯穿,所述转动杆(4)的表面焊接设置有若干根支撑杆(5),所述支撑杆(5)的一端均焊接设置有垫板(6),所述垫板(6)的一侧均焊接设置在内筒(7)的内壁,所述内筒(7)的左右两侧均无缝套接有对接环(8),所述对接环(8)的内壁均无缝滑动有外筒(9),所述外筒(9)的外侧嵌套焊接有若干个加固环(10),所述外筒(9)的外侧无缝套接有两个滑环(11),所述滑环(11)的一侧均焊接设置有挡板(12),所述外筒(9)的底部通过支杆焊接设置有两个螺纹环(13),所述螺纹环(13)的中间均螺纹贯穿有螺纹杆(14),所述螺纹环(13)的底部均螺纹嵌入有螺纹卡栓(15),所述螺纹卡栓(15)的顶部均通过结构胶粘接有橡胶块(16)。
2.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述外筒(9)与内筒(7)之间的间隙与外筒(9)的厚度保持一致,且外筒(9)与内筒(7)活动套接,并且外筒(9)与内筒(7)之间保持平行。
3.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述支撑杆(5)呈十字排列环绕在转动杆(4)的四周,且支撑杆(5)间隔等距均匀分布。
4.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述内筒(7)的底部开口设置有两个注塑孔,且滑环(11)的宽度大于注塑孔的直径,并且对接环(8)通过螺栓固定连接在外筒(9)与内筒(7)的两侧。
5.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述螺纹杆(14)抵在挡板(12)的一侧,且螺纹杆(14)垂直与挡板(12)的表面。
6.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述卡栓(15)与螺纹杆(14)保持垂直,且橡胶块(16)紧密贴合螺纹杆(14)的底部。
7.根据权利要求1所述的高品质PE管道生产用注塑模具,其特征在于:所述交流电机(2)的动力输出端嵌入卡接在转动杆(4)的左侧,且转动杆(4)与外筒(9)和内筒(7)活动套接。
说明书
技术领域
本实用新型涉及PE管道技术领域,具体的,涉及一种PE管道生产用注塑模具。
背景技术
PE是聚乙烯,一般PE管材给水管道的应用范围为低于四十摄氏度的温度,无法用于热水输送管道,PE管材是一种结晶度高、非极性的热塑性树脂。原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状,PE具有优良的耐大多数生活和工业用化学品的特,一般都是通过注塑模具生产的,就是将聚乙烯加热融化然后将聚乙烯注入模具中,聚乙烯在模具中冷却凝固后变成管道的形状而形成聚乙烯管道,而现有技术中注塑模具,在注塑完成后,融化的聚乙烯无法均匀的分布在模具中,导致聚乙烯管道成型后各个点的受力能力不同,会影响聚乙烯管道的品质,以及冷却效率慢,生产效率慢等问题。因此,需要在注塑模具的基础上进一步的研究,提供一种高品质PE管道生产用注塑模具。
实用新型内容
该种高品质PE管道生产用注塑模具解决上述提出的在注塑完成后,融化的聚乙烯无法均匀的分布在模具中,导致聚乙烯管道成型后各个点的受力能力不同,会影响聚乙烯管道的品质,以及冷却效率慢,生产效率慢的问题,提供一种高品质PE管道生产用注塑模具。
本实用新型提供如下技术方案:一种高品质PE管道生产用注塑模具,包括载板、交流电机、高速轴承、转动杆、支撑杆、垫板、内筒、对接环、外筒、加固环、滑环、挡板、螺纹环、螺纹杆、螺纹卡栓和橡胶块,所述载板的顶部通过支杆焊接设置有交流电机,所述载板的顶部通过支杆焊接设置有两个高速轴承,所述高速轴承的中间均被转动杆活动贯穿,所述转动杆的表面焊接设置有若干根支撑杆,所述支撑杆的一端均焊接设置有垫板,所述垫板的一侧均焊接设置在内筒的内壁,所述内筒的左右两侧均无缝套接有对接环,所述对接环的内壁均无缝滑动有外筒,所述外筒的外侧嵌套焊接有若干个加固环,所述外筒的外侧无缝套接有两个滑环,所述滑环的一侧均焊接设置有挡板,所述外筒的底部通过支杆焊接设置有两个螺纹环,所述螺纹环的中间均螺纹贯穿有螺纹杆,所述螺纹环的底部均螺纹嵌入有螺纹卡栓,所述螺纹卡栓的顶部均通过结构胶粘接有橡胶块。
进一步的优选方案:所述外筒与内筒之间的间隙与外筒的厚度保持一致,且外筒与内筒活动套接,并且外筒与内筒之间保持平行。
进一步的优选方案:所述支撑杆呈十字排列环绕在转动杆的四周,且支撑杆间隔等距均匀分布。
进一步的优选方案:所述内筒的底部开口设置有两个注塑孔,且滑环的宽度大于注塑孔的直径,并且对接环通过螺栓固定连接在外筒与内筒的两侧。
进一步的优选方案:所述螺纹杆抵在挡板的一侧,且螺纹杆垂直与挡板的表面。
进一步的优选方案:所述卡栓与螺纹杆保持垂直,且橡胶块紧密贴合螺纹杆的底部。
进一步的优选方案:所述交流电机的动力输出端嵌入卡接在转动杆的左侧,且转动杆与外筒和内筒活动套接。
有益效果:
1.本实用新型中的转动杆能够带动外筒和内筒高速旋转,利用离心力搅动内筒和外筒之间的聚乙烯,使聚乙烯均匀的分布在内筒和外筒之间,进而大大提高聚乙烯成型后管材的平整,同时内筒和外筒高速转动,能够使内筒和外筒的热量快速被空气带走,具有冷却效率快速,聚乙烯成型速率快,生产效率高等优点。
2.本实用新型中的滑环能够在外筒左右移动,滑环就能够将注塑孔堵住,避免内筒和外筒之间的聚乙烯发生泄漏,螺纹杆能够顶在滑环,避免滑环左右移动,起到固定滑环的作用,同时卡栓能够抵在螺纹杆的表面,避免螺纹杆在螺纹环中转动,起到固定螺纹杆的作用,能够牢牢的固定住滑环,进而彻底避免聚乙烯泄漏。
附图说明
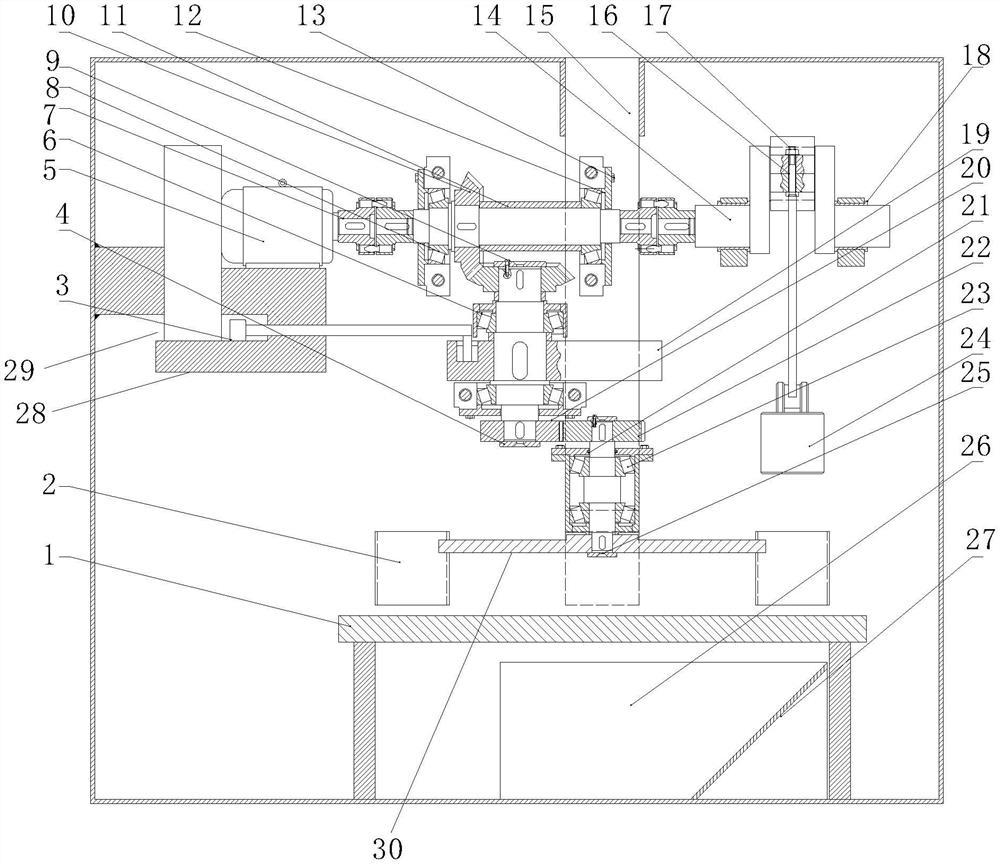
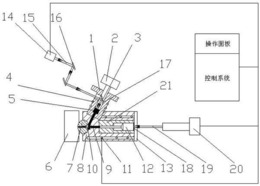
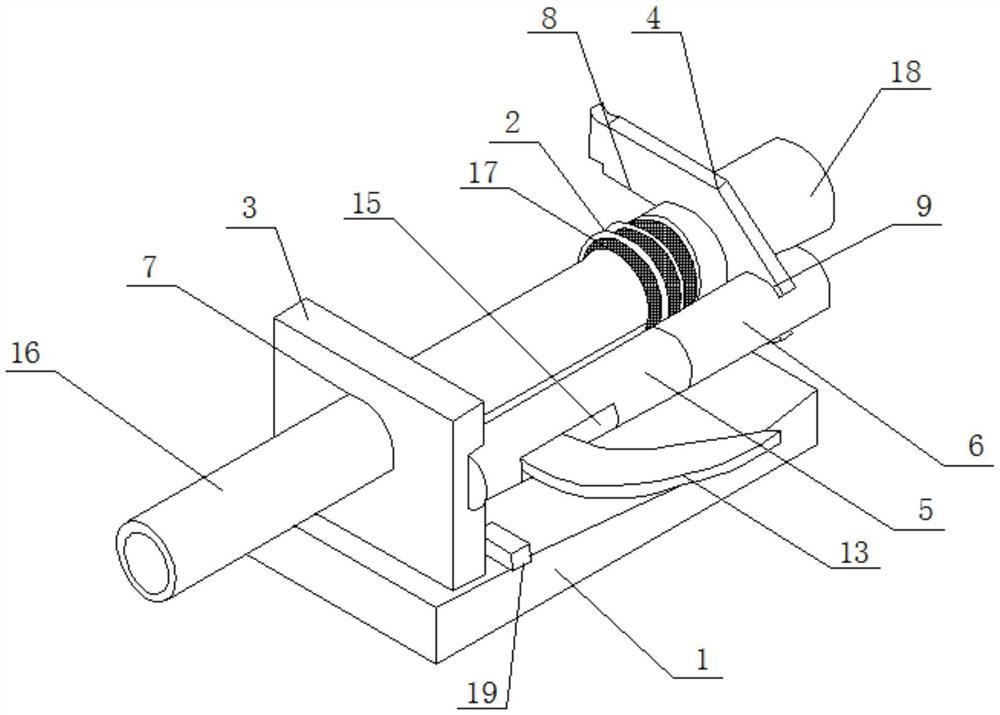
图1为本实用新型整体的结构示意图。
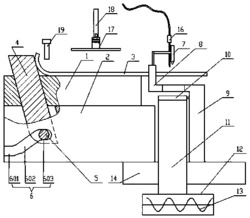
图2为本实用新型内筒的拆解的示意图。
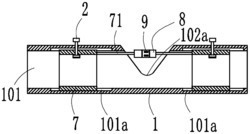
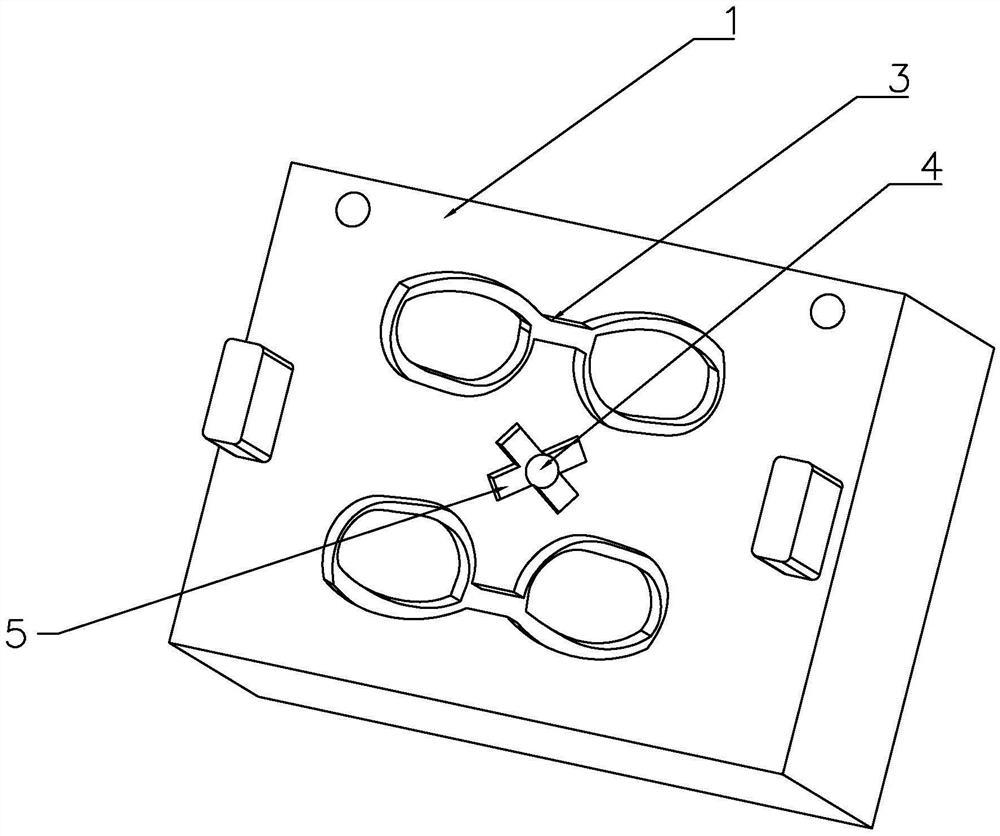
图3为本实用新型部分结构的剖面示意图。
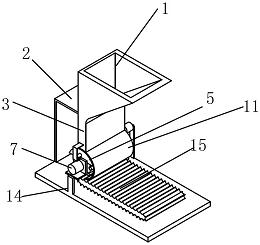
图4为本实用新型部分结构的使用状态示意图。
图1-4中:载板1、交流电机2、高速轴承3、转动杆4、支撑杆5、垫板6、内筒7、对接环8、外筒9、加固环10、滑环11、挡板12、螺纹环13、螺纹杆14、螺纹卡栓15、橡胶块16。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1至4中,本实用新型实施例中,一种高品质PE管道生产用注塑模具,包括载板1、交流电机2、高速轴承3、转动杆4、支撑杆5、垫板6、内筒7、对接环8、外筒9、加固环10、滑环11、挡板12、螺纹环13、螺纹杆14、螺纹卡栓15和橡胶块16,载板1的顶部通过支杆焊接设置有交流电机2,载板1的顶部通过支杆焊接设置有两个高速轴承3,高速轴承3的中间均被转动杆4活动贯穿,转动杆4的表面焊接设置有若干根支撑杆5,支撑杆5的一端均焊接设置有垫板6,垫板6的一侧均焊接设置在内筒7的内壁,内筒7的左右两侧均无缝套接有对接环8,对接环8的内壁均无缝滑动有外筒9,外筒9的外侧嵌套焊接有若干个加固环10,外筒9的外侧无缝套接有两个滑环11,滑环11的一侧均焊接设置有挡板12,外筒9的底部通过支杆焊接设置有两个螺纹环13,螺纹环13的中间均螺纹贯穿有螺纹杆14,螺纹环13的底部均螺纹嵌入有螺纹卡栓15,螺纹卡栓15的顶部均通过结构胶粘接有橡胶块16。
优选的,外筒9与内筒7之间的间隙与外筒9的厚度保持一致,且外筒9与内筒7活动套接,并且外筒9与内筒7之间保持平行,转动杆4能够带动外筒9和内筒7高速旋转,利用离心力搅动筒9和内筒7之间的聚乙烯,使聚乙烯均匀的分布在筒9和内筒7之间,进而大大提高聚乙烯成型后管材的平整,同时筒9和内筒7高速转动,能够使筒9和内筒7的热量快速被空气带走,具有冷却效率快速,聚乙烯成型速率快,生产效率高等优点,支撑杆5呈十字排列环绕在转动杆4的四周,且支撑杆5间隔等距均匀分布,内筒7的底部开口设置有两个注塑孔,且滑环11的宽度大于注塑孔的直径,并且对接环8通过螺栓固定连接在外筒9与内筒7的两侧,螺纹杆14抵在挡板12的一侧,且螺纹杆14垂直与挡板12的表面,卡栓15与螺纹杆14保持垂直,且橡胶块16紧密贴合螺纹杆14的底部,交流电机2的动力输出端嵌入卡接在转动杆4的左侧,滑环11能够在外筒9左右移动,滑环11就能够将注塑孔堵住,避免内筒7和外筒9之间的聚乙烯发生泄漏,螺纹杆14能够顶在滑环11,避免滑环11左右移动,起到固定滑环11的作用,同时卡栓15能够抵在螺纹杆14的表面,避免螺纹杆14在螺纹环13中转动,起到固定螺纹杆14的作用,能够牢牢的固定住滑环11,进而彻底避免聚乙烯泄漏,且转动杆4与外筒9和内筒7活动套接。
在使用本实用新型一种高品质PE管道生产用注塑模具时,首先,将注塑孔转动到外筒9的底部,其次通过注塑设备将液态的聚乙烯通过两个注塑孔注入内筒7和外筒9之间,使聚乙烯填充满内筒7和外筒9之间的空间,其次转动螺纹杆14使其抵在挡板12的一侧,推动滑环11将注塑孔堵住,螺纹杆14将滑环11顶在加固环10一侧,然后转动螺纹卡栓15使其顶在螺纹杆14的底部,避免螺纹杆14在螺纹环13中转动,避免螺纹杆14在螺纹环13中左右移动,进一步的固定滑环11,再按照上述操作将另一个注塑孔堵住,再然后将转动杆4的左侧与交流电机2的动力输出端套在一起,最后接通交流电机2的电源,交流电机2带动转动杆4高速转动,使垫板6、内筒7、对接环8、外筒9、加固环10等结构同步转动,利用离心力搅动筒9和内筒7之间的聚乙烯,使聚乙烯均匀的分布在筒9和内筒7之间,等待聚乙烯冷却成型即可。
以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
一种高品质PE管道生产用注塑模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0