




专利摘要
本发明的机械化粘土制模的方法及装置涉及模具制造领域,是将粘土、沙土、水在温度15℃~35℃,湿度20~40%的条件下混合搅拌制成粘土泥;将粘土泥在温度10℃~30℃、湿度15~35%、风速<8m/秒、压力3bar~70bar的背阴条件下采用三D打印制模;再在温度10℃~30℃、湿度1~40%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。本发明的机械化粘土制模的方法及装置,改变了传统制模使用的材料,同时能够轻易完成形状多变、有多种曲线等特点的模具;可重复使用,节省资源,不但解决了异型制模难题,而且粘土可以重复使用,制模费用小、时间短,解决了制模、拆模人工劳动强度大、危险多、材料损失大、材料成本消耗高等问题。
权利要求
1.机械化粘土制模的方法,其步骤如下:
a、预处理:选取18~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土600~900份、沙土100~400份、水5~40份、早强剂0~5份和胶水0~8份,在温度15℃~35℃,湿度20~40%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;
c、挤出打印制模:将b步骤中制得的粘土泥在温度10℃~30℃、湿度15~35%、风速<8m/秒、压力3bar~70bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度10℃~30℃、湿度1~40%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
2.如权利要求1所述的机械化粘土制模的方法,其特征在于早强剂为氯化钙、硫酸钠、三乙醇胺、硫酸钠中的一种或其任意组合。
3.机械化粘土制模装置,是由粘土破碎筛选机(4)、粘土搅拌机(1)、挤出机(2)和3D打印机(3)构成,其特征在于粘土破碎筛选机(4)的下方出料口处安装了砂石过滤器(6)、砂石过滤器(6)的出口和粘土搅拌机(1)入口之间设有传送装置(10),粘土搅拌机(1)的出口置于挤出机(2)上方的加料斗处,挤出机(2)出口与3D打印机(3)连接,3D打印机(3)的前端安装有浇筑头(5),所述的3D打印机(3)与控制器(9)线路联接。
4.如权利要求3所述的机械化粘土制模装置,其特征在于3D打印机(3)前端浇筑头(5)底部设有移动升降平台(7),移动升降平台(7)的底部设有升降电机(19),移动升降平台(7)的底座(17)上设有平移电机(18)。
5.如权利要求3所述的机械化粘土制模装置,其特征在于所述的3D打印机(3)是由底座(11)、肘梁(12)和臂梁(13)构成,底座(11)顶部设有旋转台(14),旋转台(14)顶部与肘梁(12)底端铰接、肘梁(12)的顶端与臂梁(13)的尾端铰接,肘梁(12)与臂梁(13)之间设有液压伸缩装置(15),液压伸缩装置(15)的液压杆与臂梁(13)底面固定,臂梁(13)的前端设有动配合连接的浇筑头安装座(16)。
6.如权利要求5所述的机械化粘土制模装置,其特征在于臂梁(13)上设有液压驱动装置Ⅰ(20)、在臂梁(13)的前端设有液压驱动装置Ⅱ(21);在浇筑头安装座(16)上设有液压旋转装置Ⅰ(22)。
7.如权利要求6所述的机械化粘土制模装置,其特征在于肘梁(12)的底部设有液压旋转装置Ⅱ(23)。
8.如权利要求7所述的机械化粘土制模装置,其特征在于液压伸缩装置(15)、液压驱动装置Ⅰ(20)、液压驱动装置Ⅱ(21)、液压旋转装置Ⅰ(22)和液压旋转装置Ⅱ(23)均与液压及电源控制柜(8)控制联接。
说明书
技术领域
本发明涉及模具制造领域,尤其涉及一种机械化粘土制模的方法及装置。
背景技术
传统制模基本是采用钢模或木质模按照浇筑混凝土的形状,制作并加固;但是制模的形状多变、有多种曲线等要素构成时,则制模时就很难或者无法实现;而且传统木质模造成木材的大量浪费;钢模虽然可以重复使用,但由于建筑后的混凝土对后续装饰产生影响,所以一般混凝土浇筑制模基本还是采用木质模板来完成。
发明内容
本发明旨在针对背景技术中存在的不足,而提供了一种机械化粘土制模的方法及装置。
本发明的机械化粘土制模的方法,其步骤如下:
a、预处理:选取18~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土600~900份、沙土100~400份、水5~40份、早强剂0~5份和胶水0~8份,在温度15℃~35℃,湿度20~40%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;
c、挤出打印制模:将b步骤中的粘土泥在温度10℃~30℃、湿度15~35%、风速<8m/秒、压力3bar~70bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度10℃~30℃、湿度1~40%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
作为本发明的进一步改进,所述的早强剂为氯化钙、硫酸钠、三乙醇胺、硫酸钠中的一种或其组合。
本发明的机械化粘土制模装置,是由粘土破碎筛选机、粘土搅拌机、挤出机和3D打印机构成,在粘土破碎筛选机的下方出料口处安装了砂石过滤器、砂石过滤器的出口和粘土搅拌机入口之间设有传送装置,粘土搅拌机的出口置于挤出机上方的加料斗处,挤出机出口与3D打印机连接,3D打印机的前端安装有浇筑头,所述的3D打印机与控制器线路联接。
作为本发明的进一步改进,所述的3D打印机是由底座、肘梁和臂梁构成,底座顶部设有旋转台,旋转台顶部与肘梁底端铰接、肘梁的顶端与臂梁的尾端铰接,肘梁与臂梁之间设有液压伸缩装置,液压伸缩装置的液压杆与臂梁底面固定,臂梁的前端设有动配合连接的浇筑头安装座。
作为本发明的进一步改进,臂梁上设有液压驱动装置Ⅰ、在臂梁的前端设有液压驱动装置Ⅱ;在浇筑头安装座上设有液压旋转装置Ⅰ。
作为本发明的进一步改进,肘梁的底部设有液压旋转装置Ⅱ。
作为本发明的进一步改进,3D打印机前端浇筑头底部设有移动升降平台,移动升降平台的底部设有升降电机,移动升降平台的底座上设有平移电机。
作为本发明的进一步改进,液压伸缩装置、液压驱动装置Ⅰ、液压驱动装置Ⅱ、液压旋转装置Ⅰ和液压旋转装置Ⅱ均与液压及电源控制柜控制联接。
本发明的机械化粘土制模的方法及装置,改变了传统制模使用的材料,同时能够轻易完成形状多变、有多种曲线等特点的模具;可重复使用,节省资源,不但解决了异型制模难题,而且粘土可以重复使用,制模费用小、时间短,解决了制模、拆模人工劳动强度大、危险多、材料损失大、材料成本消耗高等问题。
附图说明
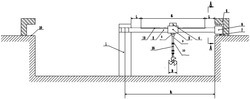
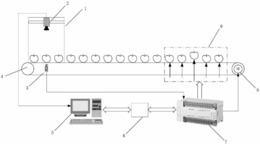
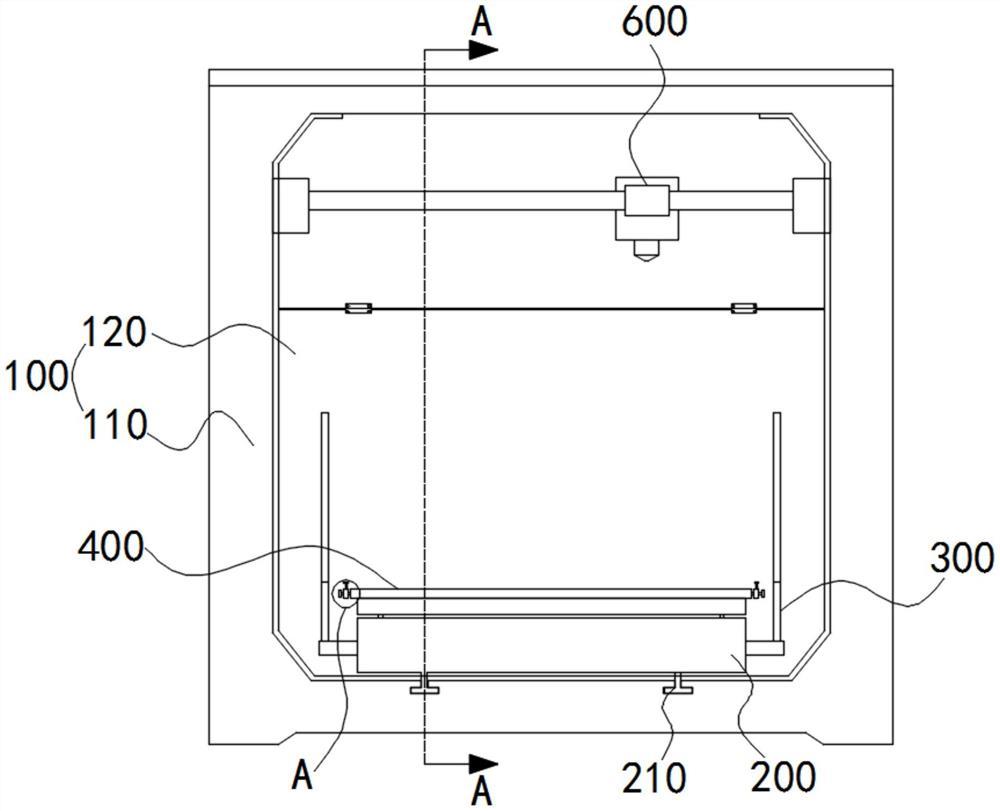
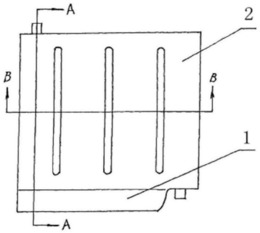
图1为本发明机械化粘土制模的方法及装置的结构图;
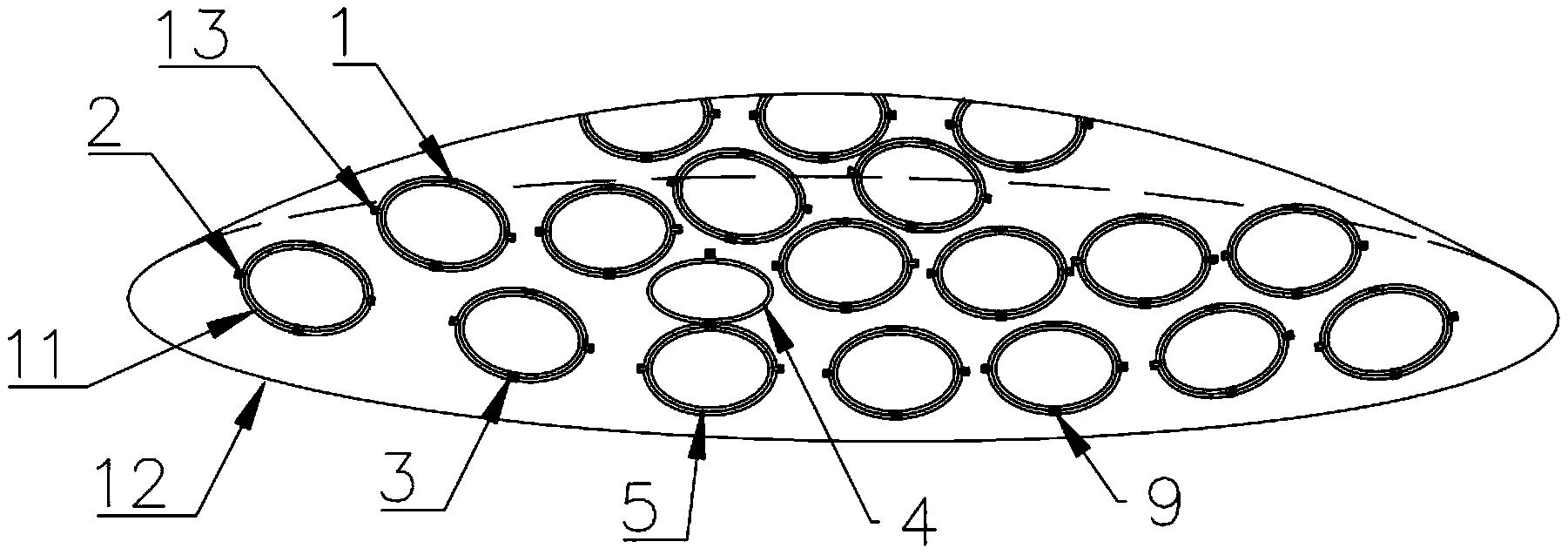
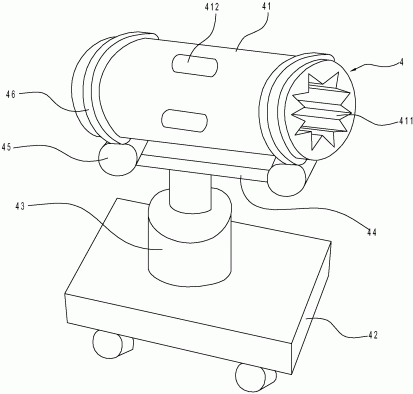
图2为本发明3D打印机的结构示意图。
具体实施方式
下面结合附图1对发明的机械化粘土制模的方法及装置,作进一步说明。
实施例1
本发明的机械化粘土制模的方法,其步骤如下:
a、预处理:选取18~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土600~900份、沙土100~400份、水5~40份、早强剂0~5.0份和胶水0~8份,在温度15℃~35℃,湿度20~40%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;
c、挤出打印制模:将b步骤中的粘土泥在温度10℃~30℃、湿度15~35%、风速<8m/秒、压力3bar~70bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在环境温度10℃~30℃、湿度1~40%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模;
本发明中所使用的早强剂,在干燥环境中是由0.1~1份的氯化钙,0.1~5份的硫酸钠,0.01~0.8份的三乙醇胺中一种或其任意比例混合制成;在潮湿环境下是由0.1~3份的硫酸钠、0.01~0.8份的三乙醇胺中的一种或其任意混合制成。
根据粘土与水等不同比例、最终浇注材料以及浇注嘴面积大小,所采用的挤出压力也不同,一般情况下控制在3bar~30bar之间;如果有特殊要求的模、单位浇注量大或者规格较大、粘土模较厚的,需要压力控制在30bar~70bar。
实施例2
本发明的机械化粘土制模的方法,其步骤如下:
a、预处理:选取20~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土600份、沙土300份、水5份,在温度15℃,湿度20%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;
c、挤出打印制模:将b步骤中的粘土泥在温度10℃、湿度15%、风速7m/秒、压力3bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度10℃、湿度5%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
实施例3
本发明的机械化粘土制模的方法,其步骤如下:
a、预处理:选取20~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土900份、沙土100份、水40份和早强剂3.0份,在温度35℃,湿度40%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;所述的早强剂为氯化钙;
c、挤出打印制模:将b步骤中的粘土泥在温度30℃、湿度35%、风速5m/秒、压力70bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度30℃、湿度40%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
实施例4
本发明的机械化粘土制模的方法,其在制模强度要求高时(挤出压力在30~70bar)需加入胶水,其具体制备方法如下:
a、预处理:选取20~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土800份、沙土100份、水30份和胶水4份,在温度130℃,湿度30%的条件下混合搅拌制成粘土泥;上述份数均为重量份数;所述的胶水为聚乙烯醇系列胶水;
c、挤出打印制模:将b步骤中的粘土泥在温度20℃、湿度25%、风速7m/秒、压力50bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度20℃、湿度30%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
实施例5
本发明的机械化粘土制模的方法,其步骤如下:
a、预处理:选取18~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
b、混合搅拌:将粘土600份、沙土400份、水35份、早强剂1份和胶水6份,在温度20℃~25℃,湿度25~35%的条件下混合搅拌制成粘土泥;上述份数均为重量份数; 所述的胶水为聚乙烯醇系列胶水;所述的早强剂为1.5份硫酸钠和0.05份三乙醇胺混合制成;
c、挤出打印制模:将b步骤中的粘土泥在温度20℃~25℃、湿度20~30%、风速6m/秒、压力40bar的背阴条件下采用三D打印制模;
d、固化:将c步骤中所制的模在温度15℃~20℃、湿度20~30%条件下,蒸发水分固化,直至水分完全蒸发,即完成制模。
本发明的机械化粘土制模的方法,一般情况下要考虑打印粘土的器材及粘土模具的用途而定;同时考虑添加相应的添加剂,如:早强剂、胶水等。早强剂、与胶水使用可以搭配也可以单独使用;胶水要混合在水中,搅拌时随水加入即可;而早强剂则是搅拌好后再加入进行搅拌均匀,然后进行挤出打印制模。早强剂一般是在环境温度低于十摄氏度时加入,高于十度可以不使用。而胶水则是在制模强度要求高时(挤出压力在30~70bar)加入。
实施例6
本发明的机械化粘土制模装置,是由粘土破碎筛选机4、粘土搅拌机1、挤出机2和3D打印机3构成,在粘土破碎筛选机4的下方出料口处安装了砂石过滤器6、砂石过滤器6的出口和粘土搅拌机1入口之间设有传送装置10,粘土搅拌机1的出口置于挤出机2上方的加料斗处,挤出机2出口与3D打印机3连接,3D打印机3的前端安装有浇筑头5,3D打印机3前端浇筑头5底部设有移动升降平台7,移动升降平台7的底部设有升降电机19,移动升降平台7的底座17上设有平移电机18;所述的3D打印机3与控制器9线路联接。
根据所制模型大小、高低需求,选择粘土颗粒大小来使用不同规格的砂石过滤器6,对原料土进行筛选、过滤。
粘土泥挤出采用的粘土挤出机1具有进一步混合粘土与水成泥、使之更加均匀等,挤出具有一定的压力便于后面的三D打印浇筑。
粘土泥三D打印机的浇筑头导管与粘土泥挤出机2挤出嘴连接,打印头粘土泥挤出压力来自于挤出机。
所述的3D打印机3是由底座11、肘梁12和臂梁13构成,底座11顶部设有旋转台14,旋转台14顶部与肘梁12底端铰接、肘梁12的顶端与臂梁13的尾端铰接,肘梁12与臂梁13之间设有液压伸缩装置15,液压伸缩装置15的液压杆与臂梁13底面固定,臂梁13的前端设有动配合连接的浇筑头安装座16。
制模平台是移动升降平台7:移动升降平台是升降平台与移动平台的组合使用,可实现制模平台的三维动作,满足制模所需要;而且粘土泥三D打印浇筑机和制模平台均由控制柜控制器计算机统一完成控制;并根据要求传输指令给粘土泥挤出机,来保证所需粘土泥数量等要求实现。粘土泥三D打印机与制模平台组合使用就能够完成任何异型造型的制模工作;各设备之间都有输送装置来实现粘土或粘土泥的转送。
臂梁13上设有液压驱动装置Ⅰ20,实现臂梁13左右摆动,从而带到浇筑头安装座16左右摆动;在臂梁13的前端设有液压驱动装置Ⅱ21,实现臂梁13上下摆动,从而带动带到浇筑头安装座16上下摆动;在浇筑头安装座16上设有液压旋转装置Ⅰ22,实现浇筑头安装座16旋转。肘梁12的底部设有液压旋转装置Ⅱ23,实现肘梁12在旋转台14做任意方向的转动。
所述的液压伸缩装置15、液压驱动装置Ⅰ20、液压驱动装置Ⅱ21、液压旋转装置Ⅰ22和液压旋转装置Ⅱ23均与液压及电源控制柜8控制联接,其液压管24与各液压装置连接。
本发明采用三D打印进行筑模,浇筑头可多坐标动作;且浇筑头自动更换;底板可多坐标移动;也可选择浇筑头只有升降、底板多坐标移动;浇筑头多坐标动作,底板不动或平面运动等等为实现浇筑模板而选择的浇注系统、底板控制系统的多种动作组合;浇筑量自动控制系统;动作控制均由计算机控制系统来实现。
本发明的机械化粘土制模工艺包括如下步骤:粘土粉碎、筛选、砂石过滤→搅拌(粘土和水)→机械挤出三D打印注模→多层注模叠加完成制模→蒸发水分制模固化→(制模前把该制作捆绑的钢筋等做好,制模时就把钢筋等包含在其中)混凝土(或所使用材料)浇筑→拆模(一是采用浇水使粘土软化、二是其他物理手段进行脱模)。
本发明的机械化粘土制模工艺包括如下步骤:粘土粉碎、筛选、砂石过滤→搅拌(粘土和水)→机械挤出三D打印注模→多层注模叠加完成制模→蒸发水分制模固化→(制模前把该制作捆绑的钢筋等做好,制模时就把钢筋等包含在其中)混凝土(或所使用材料)浇筑→拆模(一是采用浇水使粘土软化、二是其他物理手段进行脱模)。
粘土粉碎、筛选、砂石过滤:根据所制模型大小、高低需求,选择不同规格的机械筛,对原料土进行筛选、过滤,选取18~270目的粘土颗粒备用,选取50~200目的沙土颗粒备用;
制泥搅拌:根据所制模型大小、高低以及对模具强度等要求,将粘土600~900份、沙土100~400份、水5~40份、早强剂0~5.0份和胶水0~8份,在温度15℃~35℃,湿度20~40%的条件下混合搅拌制成粘土泥,以便筑型;上述份数均为重量份数;利用气压旋泵等设备将粘土泥挤出,在温度10℃~30℃、湿度15~35%、风速<8m/秒、压力3bar~70bar的背阴条件下,并使用计算机控制系统控制3D打印机3前端浇筑头5机械装置完成三维动作,来满足异型几何形体的制模。
在环境温度10℃~30℃、湿度1~40%条件下,控制模型的粘土泥水分蒸发来实现粘土固化,使之结构不变形、强度逐步增大、最终水分完全蒸发达到强度需要指标,从而完成制模,为浇筑混凝土或所需使用的材料打下基础;浇筑混凝土或所使用的浇筑材料,一般情况下和混凝土浇筑要求一样进行浇筑、振荡、养生等。
拆模:待浇筑材料有一定强度后,符合拆模条件后,浇水使粘土软化或采用其他物理手段进行拆模,并把粘土块回收备下次使用。
利用本方法和装置制得的粘土模完成后具备很高的强度,一般情况下5厘米厚度的粘土层具有近1个压强强度;根据不同需求而单独配置的粘土泥浇注出来的粘土模,5厘米厚度具有远远大于1个压强强度。
机械化粘土制模的方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0