





专利摘要
本发明提供了一种圆形碗生产线的贴标机构,属于机械加工设备技术领域。它解决了现有圆形碗在外壁上贴标难的问题。本圆形碗生产线的贴标机构,圆形碗生产线包括机架,机架上设有两传送带,贴标机构包括升降架和升降板,该升降架和升降板均滑动连接在机架上,升降架上连接有压盘,升降板上竖直连接有支撑管,支撑管的上端铰接有若干定位杆,在定位杆的外端均铰接有定位轮,机架上设有上驱动气缸和下驱动气缸,机架滑动连接有抵靠座,抵靠座上连接有粘贴座,粘贴座上设有吸附结构,机架在抵靠座的两侧分别设有定位轴。本圆形碗生产线的贴标机构能够自动对圆形碗的外侧壁进行贴标,贴标质量和效率较高。
权利要求
1.一种圆形碗生产线的贴标机构,圆形碗生产线包括机架(1),所述机架(1)上设有两传送带(11),该两传送带(11)平行设置,其特征在于,所述贴标机构包括升降架(2)和升降板(4),该升降架(2)和升降板(4)均沿竖直方向滑动连接在机架(1)上,且升降架(2)位于传送带(11)的上方,升降板(4)位于传送带(11)的下方,所述升降架(2)上连接有压盘(3),该压盘(3)能够沿任意水平方向移动,所述升降板(4)上竖直连接有支撑管(5),该支撑管(5)的上端位于两传送带(11)之间,所述支撑管(5)的上端铰接有若干定位杆(51),该若干定位杆(51)周向布置,且定位杆(51)的外端向上倾斜,在定位杆(51)的外端均铰接有定位轮(52),所述支撑管(5)内设有能够同步调节若干定位杆(51)倾斜角度的调节件,所述机架(1)上设有当圆形碗传送至压盘(3)下方时能够带动升降架(2)下降并使压盘(3)抵压在圆形碗底部的上驱动气缸(26),在机架(1)上还设有当压盘(3)抵压在圆形碗底部时能够带动升降板(4)上升并使若干定位轮(52)抵靠在圆形碗内壁上的下驱动气缸(42),所述机架(1)在传送带(11)的侧部滑动连接有抵靠座(6),该抵靠座(6)的滑动方向与传送带(11)的传送方向垂直,所述抵靠座(6)上连接有粘贴座(7),该粘贴座(7)上具有朝向传送带(11)的粘贴凹面(71),所述粘贴座(7)上设有能够将标贴吸附在粘贴凹面(71)上的吸附结构,所述机架(1)上设有当圆形碗被定位住后能够顶推抵靠座(6)并使粘贴座(7)抵靠在圆形碗外壁上的动力气缸(78),所述机架(1)在抵靠座(6)的两侧分别设有用于定位标贴卷筒的定位轴(8)。
2.根据权利要求1所述的圆形碗生产线的贴标机构,其特征在于,所述升降架(2)包括升降盘(21),所述升降盘(21)内开设有筒状的安装腔(22),所述安装腔(22)的底面上开设有连接孔(23),所述压盘(3)上侧面上通过柱状部(31)固连有连接盘(32),所述柱状部(31)穿过连接孔(23),且连接盘(32)连接在安装腔(22)内,所述安装腔(22)的内径大于连接盘(32)的外径,且连接孔(23)的内径大于柱状部(31)的外径。
3.根据权利要求2所述的圆形碗生产线的贴标机构,其特征在于,所述连接盘(32)的厚度小于安装腔(22)的高度,在连接盘(32)的上侧面上周向开设有若干安装孔(33),所述安装孔(33)的底面上开设有避让孔(34),该避让孔(34)的内径小于安装孔(33)的内径,所述安装孔(33)内滑动插接有导向柱(35),所述导向柱(35)的上端伸出安装孔(33)孔口,且在上端端面上转动连接有滚珠(36),所述避让孔(34)内设有压紧弹簧(37),该压紧弹簧(37)的下端抵压在避让孔(34)底面上,上端抵压在导向柱(35)的下端端面上,在压紧弹簧(37)的作用下滚珠(36)抵压在安装腔(22)上端面上。
4.根据权利要求3所述的圆形碗生产线的贴标机构,其特征在于,所述升降盘(21)的外周壁上固连有两连接板(24),该两连接板(24)对称设置,所述连接板(24)上均固连有上导向套(25),所述机架(1)上竖直固连有两上导向轴(12),两所述上导向套(25)滑动套设在两上导向轴(12)上,所述上驱动气缸(26)固连在机架(1)上,且上驱动气缸(26)的活塞杆竖直朝下并与升降盘(21)相固连。
5.根据权利要求2或3或4所述的圆形碗生产线的贴标机构,其特征在于,所述支撑管(5)的上端边沿周向具有若干连接座(53),若干所述定位杆(51)分别铰接在若干连接座(53)上,所述调节件包括调节轴(54),所述支撑管(5)内固连有调节螺套(55),所述调节轴(54)的外壁上周向具有外螺纹,该调节轴(54)沿支撑管(5)轴向穿设在支撑管(5)内,且调节轴(54)与调节螺套(55)螺纹配合,所述调节轴(54)的上端转动连接有调节盘(56),所述调节盘(56)上侧面上周向开设有若干燕尾槽(561),该若干燕尾槽(561)的长度方向与调节盘(56)的径向相同,所述定位杆(51)的内端铰接有滑块(511),所述滑块(511)滑动连接在调节盘(56)的燕尾槽(561)内。
6.根据权利要求5所述的圆形碗生产线的贴标机构,其特征在于,所述升降板(4)上开设有若干通孔,所述支撑管(5)的下端具有板状的连接部(57),所述连接部(57)上垂直固连有若干调节螺栓(571),该若干调节螺栓(571)竖直朝下并滑动穿过通孔,所述调节螺栓(571)上螺接有两固定螺母(572),两固定螺母(572)分别抵压在升降板(4)的两侧侧面上,所述升降板(4)上还固连有两下导向套(41),所述机架(1)上竖直固连有两下导向轴(13),两所述下导向套(41)分别滑动套设在两下导向轴(13)上,所述下驱动气缸(42)固连在机架(1)上,且下驱动气缸(42)的活塞杆竖直朝上并与升降板(4)相固连。
7.根据权利要求2或3或4所述的圆形碗生产线的贴标机构,其特征在于,所述机架(1)上固连有导向座(14),所述导向座(14)的上侧面上开设有导向槽(141),所述抵靠座(6)滑动连接在导向槽(141)内,所述导向座(14)朝向传送带(11)的一端端面为凹面,在导向座(14)的凹面上开设有横截面呈矩形的导向孔(61),所述粘贴座(7)上固连在导向杆(72),所述导向杆(72)滑动插接在导向孔(61)内,所述导向孔(61)内还设有粘贴弹簧(73),该粘贴弹簧(73)的一端固连在导向孔(61)底面上,另一端固连在导向杆(72)上。
8.根据权利要求7所述的圆形碗生产线的贴标机构,其特征在于,所述吸附结构包括气泵(76),所述粘贴座(7)的粘贴凹面(71)上开设有若干吸气孔(74),在导向杆(72)上沿轴向开设有过气孔(75),所述过气孔(75)的一端与若干吸气孔(74)相连通,另一端贯穿至导向杆(72)的端面,所述导向孔(61)的底面上开设有贯穿孔,所述气泵(76)上连接有气管(77),该气管(77)穿过贯穿孔并与导向杆(72)的过气孔(75)相连通。
9.根据权利要求8所述的圆形碗生产线的贴标机构,其特征在于,所述机架(1)上固连有动力电机(81),该动力电机(81)的输出轴上固连有主动带轮(82),其中一根定位轴(8)上固连有从动带轮(83),所述主动带轮(82)与从动带轮(83)通过皮带相连接,另一根定位轴(8)的固连有阻尼轮(84),所述机架(1)上还固连有弹性压杆(85),该弹性压杆(85)抵压在阻尼轮(84)轮面上。
10.据权利要求2或3或4所述的圆形碗生产线的贴标机构,其特征在于,所述传送带(11)上均沿长度方向设有长条状的挡板(9),所述机架(1)在两传送带(11)的外侧均固连有支撑架(15),所述支撑架(15)具有若干固定管(151),该若干固定管(151)沿传送带(11)的长度方向排列,且每根固定管(151)的长度方向均与传送带(11)的宽度方向相同,所述挡板(9)的侧面上垂直固连有若干伸缩杆(91),若干伸缩杆(91)滑动插接在若干固定管(151)内并通过螺栓固定。
说明书
技术领域
本发明属于机械加工设备技术领域,涉及一种圆形碗生产线的贴标机构。
背景技术
碗在生产加工过程中需要粘帖标贴,以注明产品、厂家等信息,还会在标贴上印上醒目的商标标识,但是由于碗的外壁呈弧形,不利于粘帖,因此通常将标贴粘帖的内底面或者外底面上,而碗在售卖时是逐个套装在一起,因此标贴会被隐藏,不利于宣传和展示。
发明内容
本发明的目的是针对现有的技术存在上述问题,提出了一种圆形碗生产线的贴标机构,本圆形碗生产线的贴标机构能够自动对圆形碗的外侧壁进行贴标,贴标质量和效率较高。
本发明的目的可通过下列技术方案来实现:一种圆形碗生产线的贴标机构,圆形碗生产线包括机架,所述机架上设有两传送带,该两传送带平行设置,其特征在于,所述贴标机构包括升降架和升降板,该升降架和升降板均沿竖直方向滑动连接在机架上,且升降架位于传送带的上方,升降板位于传送带的下方,所述升降架上连接有压盘,该压盘能够沿任意水平方向移动,所述升降板上竖直连接有支撑管,该支撑管的上端位于两传送带之间,所述支撑管的上端铰接有若干定位杆,该若干定位杆周向布置,且定位杆的外端向上倾斜,在定位杆的外端均铰接有定位轮,所述支撑管内设有能够同步调节若干定位杆倾斜角度的调节件,所述机架上设有当圆形碗传送至压盘下方时能够带动升降架下降并使压盘抵压在圆形碗底部的上驱动气缸,在机架上还设有当压盘抵压在圆形碗底部时能够带动升降板上升并使若干定位轮抵靠在圆形碗内壁上的下驱动气缸,所述机架在传送带的侧部滑动连接有抵靠座,该抵靠座的滑动方向与传送带的传送方向垂直,所述抵靠座上连接有粘贴座,该粘贴座上具有朝向传送带的粘贴凹面,所述粘贴座上设有能够将标贴吸附在粘贴凹面上的吸附结构,所述机架上设有当圆形碗被定位住后能够顶推抵靠座并使粘贴座抵靠在圆形碗外壁上的动力气缸,所述机架在抵靠座的两侧分别设有用于定位标贴卷筒的定位轴。
圆形碗的底部朝上,碗口朝下放置在传送带上,传送带将圆形碗传送至升降架下方,上驱动气缸带动升降架下降,压盘抵压在圆形碗的底部,下驱动气缸带动升降板上升,使得若干定位杆上的定位轮抵靠在圆形碗的内壁上,由于圆形碗的内壁为弧面,且内径由碗口至碗底逐渐变小,而压盘能够在任意水平方向移动,因此定位轮顶推圆形碗,使得圆形碗在水平方向上移动,直到圆形碗与支撑管同轴心,即圆形碗被精确的定位,标贴卷筒定位在一根定位轴上,另一根定位轴定位另一卷筒,用于卷收粘贴后的标贴带,使得标贴带从粘贴座前方穿过,吸附机构能够预先将标贴带吸附在粘贴凹面上,动力气缸带动抵靠座向圆形碗移动,使得粘贴座抵压在圆形碗的外壁上,此时标贴能够自动粘贴在圆形碗的外壁上,效率较高,同时由于在定位时若干定位轮能够顶推圆形碗,调节圆形碗的位置,从而实现精确定位,因此贴标质量更高,而调节件能够调节若干定位杆的倾斜角度,即调节定位轮的位置,因此能够适用于不同直径的圆形碗,适用性强。
在上述的圆形碗生产线的贴标机构中,所述升降架包括升降盘,所述升降盘内开设有筒状的安装腔,所述安装腔的底面上开设有连接孔,所述压盘上侧面上通过柱状部固连有连接盘,所述柱状部穿过连接孔,且连接盘连接在安装腔内,所述安装腔的内径大于连接盘的外径,且连接孔的内径大于柱状部的外径。压盘通过连接盘连接在升降盘的安装腔内,使得连接盘能够沿安装腔的径向移动,即压盘能够在任意水平方向上移动。
在上述的圆形碗生产线的贴标机构中,所述连接盘的厚度小于安装腔的高度,在连接盘的上侧面上周向开设有若干安装孔,所述安装孔的底面上开设有避让孔,该避让孔的内径小于安装孔的内径,所述安装孔内滑动插接有导向柱,所述导向柱的上端伸出安装孔孔口,且在上端端面上转动连接有滚珠,所述避让孔内设有压紧弹簧,该压紧弹簧的下端抵压在避让孔底面上,上端抵压在导向柱的下端端面上,在压紧弹簧的作用下滚珠抵压在安装腔上端面上。压盘抵压在圆形碗上时压盘能够上升并压缩压紧弹簧,使得连接盘的下侧面与安装腔底面脱离,而连接盘通过滚珠与升降盘连接,移动摩擦较小。
在上述的圆形碗生产线的贴标机构中,所述升降盘的外周壁上固连有两连接板,该两连接板对称设置,所述连接板上均固连有上导向套,所述机架上竖直固连有两上导向轴,两所述上导向套滑动套设在两上导向轴上,所述上驱动气缸固连在机架上,且上驱动气缸的活塞杆竖直朝下并与升降盘相固连。使得升降盘保持稳定。
在上述的圆形碗生产线的贴标机构中,所述支撑管的上端边沿周向具有若干连接座,若干所述定位杆分别铰接在若干连接座上,所述调节件包括调节轴,所述支撑管内固连有调节螺套,所述调节轴的外壁上周向具有外螺纹,该调节轴沿支撑管轴向穿设在支撑管内,且调节轴与调节螺套螺纹配合,所述调节轴的上端转动连接有调节盘,所述调节盘上侧面上周向开设有若干燕尾槽,该若干燕尾槽的长度方向与调节盘的径向相同,所述定位杆的内端铰接有滑块,所述滑块滑动连接在调节盘的燕尾槽内。旋转调节轴能够使调节轴沿轴向移动,从而使得调节盘升降,调节盘能够推拉滑块,使得定位杆同步摆动,从而实现定位轮的调节。
在上述的圆形碗生产线的贴标机构中,所述升降板上开设有若干通孔,所述支撑管的下端具有板状的连接部,所述连接部上垂直固连有若干调节螺栓,该若干调节螺栓竖直朝下并滑动穿过通孔,所述调节螺栓上螺接有两固定螺母,两固定螺母分别抵压在升降板的两侧侧面上,所述升降板上还固连有两下导向套,所述机架上竖直固连有两下导向轴,两所述下导向套分别滑动套设在两下导向轴上,所述下驱动气缸固连在机架上,且下驱动气缸的活塞杆竖直朝上并与升降板相固连。通过固定螺母能够调节连接部的高度,进而调节支撑管的高度,从而适用于不同深度的圆心碗。
在上述的圆形碗生产线的贴标机构中,所述机架上固连有导向座,所述导向座的上侧面上开设有导向槽,所述抵靠座滑动连接在导向槽内,所述导向座朝向传送带的一端端面为凹面,在导向座的凹面上开设有横截面呈矩形的导向孔,所述粘贴座上固连在导向杆,所述导向杆滑动插接在导向孔内,所述导向孔内还设有粘贴弹簧,该粘贴弹簧的一端固连在导向孔底面上,另一端固连在导向杆上。抵靠座与导向槽配合,使得抵靠座保持稳定,而在粘贴弹簧的作用下粘贴座的粘贴凹面能够充分贴靠在圆形碗的外壁上,提高粘贴质量。
在上述的圆形碗生产线的贴标机构中,所述吸附结构包括气泵,所述粘贴座的粘贴凹面上开设有若干吸气孔,在导向杆上沿轴向开设有过气孔,所述过气孔的一端与若干吸气孔相连通,另一端贯穿至导向杆的端面,所述导向孔的底面上开设有贯穿孔,所述气泵上连接有气管,该气管穿过贯穿孔并与导向杆的过气孔相连通。气泵抽气,从而使得吸气孔将标贴带吸附的粘贴凹面上,结构简单。
在上述的圆形碗生产线的贴标机构中,所述机架上固连有动力电机,该动力电机的输出轴上固连有主动带轮,其中一根定位轴上固连有从动带轮,所述主动带轮与从动带轮通过皮带相连接,另一根定位轴的固连有阻尼轮,所述机架上还固连有弹性压杆,该弹性压杆抵压在阻尼轮轮面上。通过动力电机带动卷筒转动,从而卷收粘贴过的标贴带,同时将标贴带从标贴卷筒上拉出,而弹性压杆抵靠在阻尼轮上,防止因为惯性导致标贴带被过度拉出。
在上述的圆形碗生产线的贴标机构中,所述传送带上均沿长度方向设有长条状的挡板,所述机架在两传送带的外侧均固连有支撑架,所述支撑架具有若干固定管,该若干固定管沿传送带的长度方向排列,且每根固定管的长度方向均与传送带的宽度方向相同,所述挡板的侧面上垂直固连有若干伸缩杆,若干伸缩杆滑动插接在若干固定管内并通过螺栓固定。底板对传送带上的圆形碗进行限位,从而圆形碗沿传送带长度方向移动,避免掉落,通过伸缩杆可以调节两挡板之间的间距,从而适用于不同外径的圆形碗。
与现有技术相比,本圆形碗生产线的贴标机构具有以下优点:
1、由于在定位时若干定位轮能够顶推圆形碗,调节圆形碗的位置,从而实现精确定位,因此贴标质量更高。
2、由于调节件能够调节若干定位杆的倾斜角度,即调节定位轮的位置,因此能够适用于不同直径的圆形碗,适用性强。
3、由于压盘和若干定位轮能够对圆形碗进行定位,抵靠座能够带动粘贴座贴靠在圆形碗外壁上,从而实现自动贴标,效率较高。
附图说明
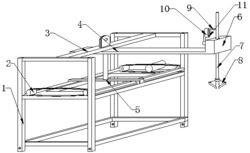
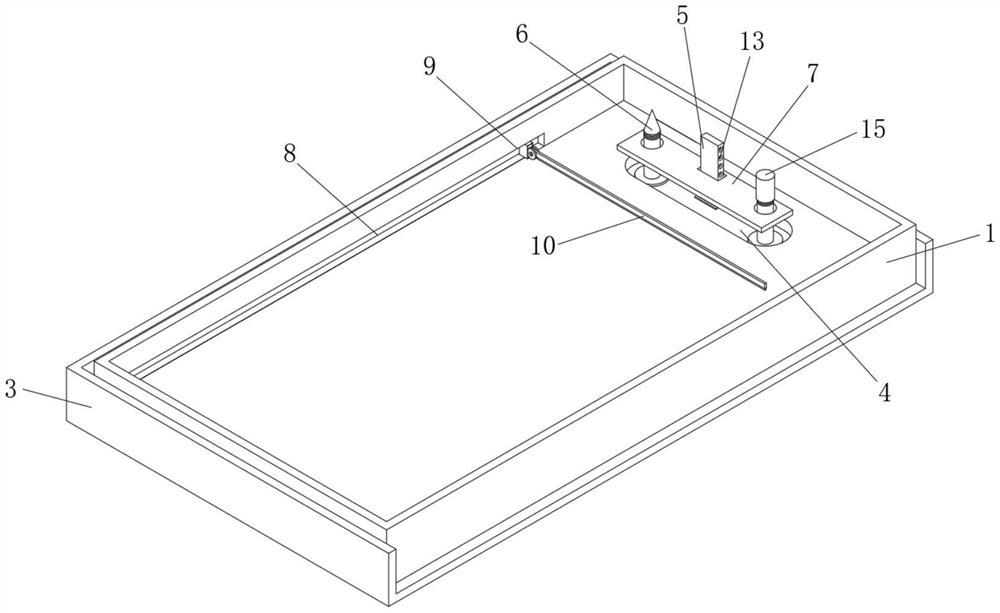
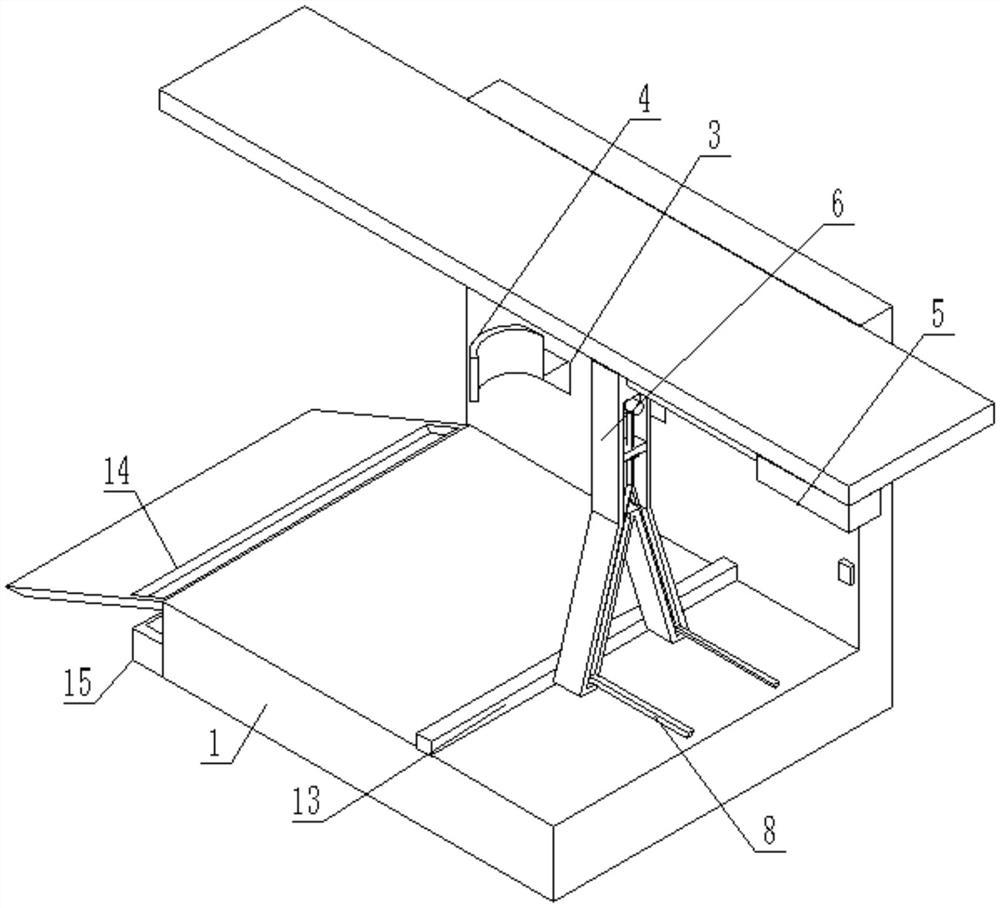
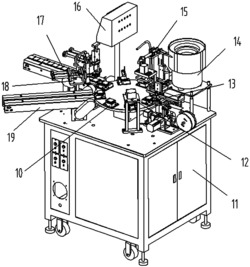
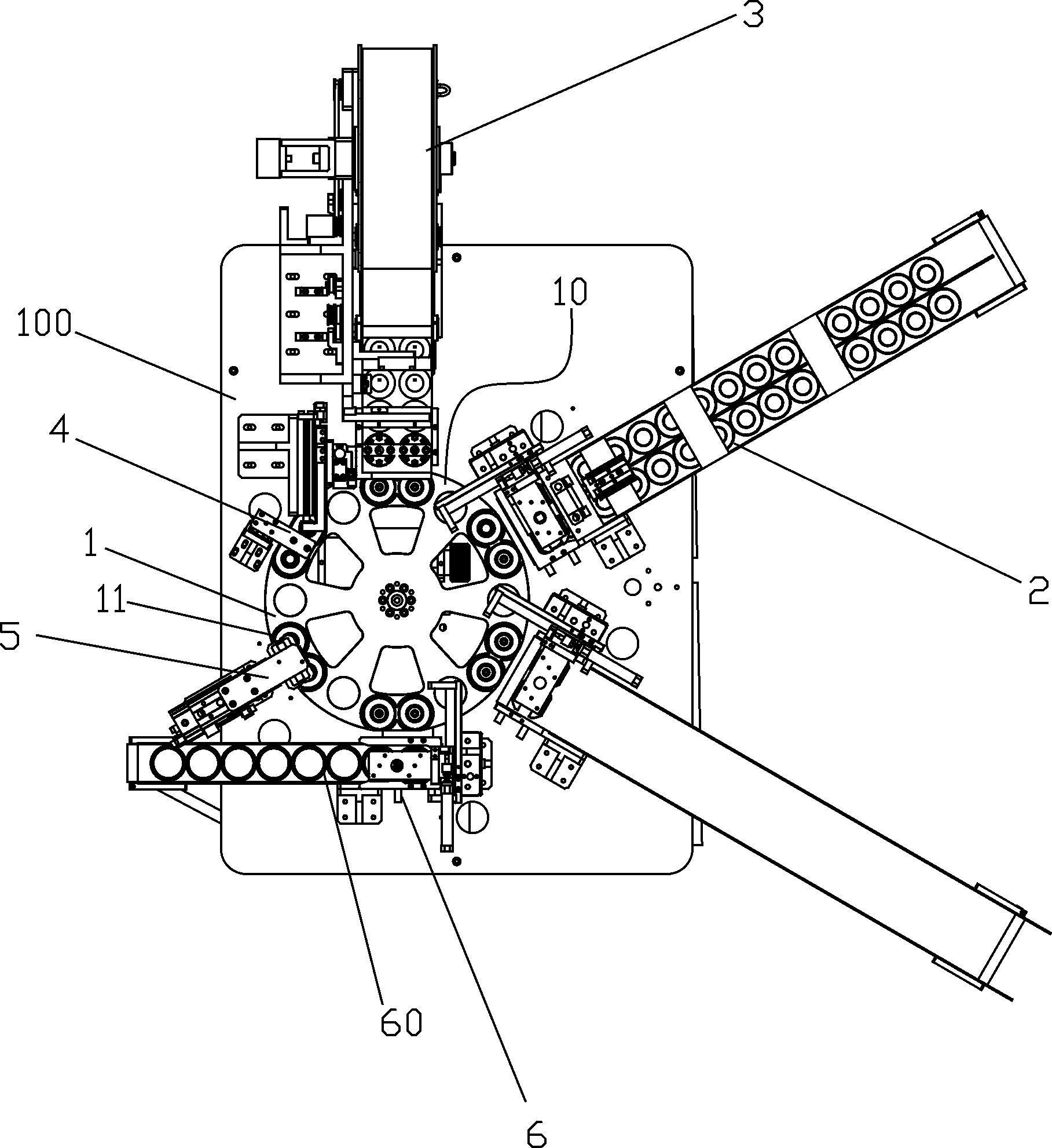
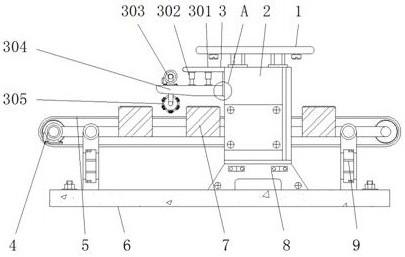
图1是本圆形碗生产线的贴标机构的立体结构示意图。
图2是本圆形碗生产线的贴标机构的结构剖视图。
图3是图1中A处的结构放大图。
图4是图1中B处的结构放大图。
图5是图2中C处的结构放大图。
图6是图2中D处的结构放大图。
图7是图2中E处的结构放大图。
图8是图2中F处的结构放大图。
图中,1、机架;11、传送带;12、上导向轴;13、下导向轴;14、导向座;141、导向槽;15、支撑架;151、支撑管;2、升降架;21、升降盘;22、安装腔;23、连接孔;24、连接板;25、上导向套;26、上驱动气缸;3、压盘;31、柱状部;32、连接盘;33、安装孔;34、避让孔;35、导向柱;36、滚珠;37、压紧弹簧;4、升降板;41、下导向套;42、下驱动气缸;5、支撑管;51、定位杆;511、滑块;52、定位轮;53、连接座;54、调节轴;55、调节螺套;56、调节盘;561、燕尾槽;57、连接部;571、调节螺栓;572、固定螺母;6、抵靠座;61、导向孔;7、粘贴座;71、粘贴凹面;72、导向杆;73、粘贴弹簧;74、吸气孔;75、过气孔;76、气泵;77、气管;78、动力气缸;8、定位轴;81、动力电机;82、主动带轮;83、从动带轮;84、阻尼轮;85、弹性压杆;9、挡板;91、伸缩杆。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1、图2、图3、图4所示,一种圆形碗生产线的贴标机构,圆形碗生产线包括机架1,机架1上设有两传送带11,该两传送带11平行设置,贴标机构包括升降架2和升降板4,该升降架2和升降板4均沿竖直方向滑动连接在机架1上,且升降架2位于传送带11的上方,升降板4位于传送带11的下方,升降架2上连接有压盘3,该压盘3能够沿任意水平方向移动,升降板4上竖直连接有支撑管5,该支撑管5的上端位于两传送带11之间,支撑管5的上端铰接有若干定位杆51,该若干定位杆51周向布置,且定位杆51的外端向上倾斜,在定位杆51的外端均铰接有定位轮52,支撑管5内设有能够同步调节若干定位杆51倾斜角度的调节件,机架1上设有当圆形碗传送至压盘3下方时能够带动升降架2下降并使压盘3抵压在圆形碗底部的上驱动气缸26,在机架1上还设有当压盘3抵压在圆形碗底部时能够带动升降板4上升并使若干定位轮52抵靠在圆形碗内壁上的下驱动气缸42,机架1在传送带11的侧部滑动连接有抵靠座6,该抵靠座6的滑动方向与传送带11的传送方向垂直,抵靠座6上连接有粘贴座7,该粘贴座7上具有朝向传送带11的粘贴凹面71,粘贴座7上设有能够将标贴吸附在粘贴凹面71上的吸附结构,机架1上设有当圆形碗被定位住后能够顶推抵靠座6并使粘贴座7抵靠在圆形碗外壁上的动力气缸78,机架1在抵靠座6的两侧分别设有用于定位标贴卷筒的定位轴8。圆形碗的底部朝上,碗口朝下放置在传送带11上,传送带11将圆形碗传送至升降架2下方,上驱动气缸26带动升降架2下降,压盘3抵压在圆形碗的底部,下驱动气缸42带动升降板4上升,使得若干定位杆51上的定位轮52抵靠在圆形碗的内壁上,由于圆形碗的内壁为弧面,且内径由碗口至碗底逐渐变小,而压盘3能够在任意水平方向移动,因此定位轮52顶推圆形碗,使得圆形碗在水平方向上移动,直到圆形碗与支撑管5同轴心,即圆形碗被精确的定位,标贴卷筒定位在一根定位轴8上,另一根定位轴8定位另一卷筒,用于卷收粘贴后的标贴带,使得标贴带从粘贴座7前方穿过,吸附机构能够预先将标贴带吸附在粘贴凹面71上,动力气缸78带动抵靠座6向圆形碗移动,使得粘贴座7抵压在圆形碗的外壁上,此时标贴能够自动粘贴在圆形碗的外壁上,效率较高,同时由于在定位时若干定位轮52能够顶推圆形碗,调节圆形碗的位置,从而实现精确定位,因此贴标质量更高,而调节件能够调节若干定位杆51的倾斜角度,即调节定位轮52的位置,因此能够适用于不同直径的圆形碗,适用性强。
结合图5所示,升降架2包括升降盘21,升降盘21内开设有筒状的安装腔22,安装腔22的底面上开设有连接孔23,压盘3上侧面上通过柱状部31固连有连接盘32,所述柱状部31穿过连接孔23,且连接盘32连接在安装腔22内,安装腔22的内径大于连接盘32的外径,且连接孔23的内径大于柱状部31的外径,压盘3通过连接盘32连接在升降盘21的安装腔22内,使得连接盘32能够沿安装腔22的径向移动,即压盘3能够在任意水平方向上移动。连接盘32的厚度小于安装腔22的高度,在连接盘32的上侧面上周向开设有若干安装孔33,安装孔33的底面上开设有避让孔34,该避让孔34的内径小于安装孔33的内径,安装孔33内滑动插接有导向柱35,导向柱35的上端伸出安装孔33孔口,且在上端端面上转动连接有滚珠36,避让孔34内设有压紧弹簧37,该压紧弹簧37的下端抵压在避让孔34底面上,上端抵压在导向柱35的下端端面上,在压紧弹簧37的作用下滚珠36抵压在安装腔22上端面上,压盘3抵压在圆形碗上时压盘3能够上升并压缩压紧弹簧37,使得连接盘32的下侧面与安装腔22底面脱离,而连接盘32通过滚珠36与升降盘21连接,移动摩擦较小。升降盘21的外周壁上固连有两连接板24,该两连接板24对称设置,连接板24上均固连有上导向套25,机架1上竖直固连有两上导向轴12,两上导向套25滑动套设在两上导向轴12上,上驱动气缸26固连在机架1上,且上驱动气缸26的活塞杆竖直朝下并与升降盘21相固连,使得升降盘21保持稳定。
结合图6、图7所示,支撑管5的上端边沿周向具有若干连接座53,若干定位杆51分别铰接在若干连接座53上,调节件包括调节轴54,支撑管5内固连有调节螺套55,调节轴54的外壁上周向具有外螺纹,该调节轴54沿支撑管5轴向穿设在支撑管5内,且调节轴54与调节螺套55螺纹配合,调节轴54的上端转动连接有调节盘56,调节盘56上侧面上周向开设有若干燕尾槽561,该若干燕尾槽561的长度方向与调节盘56的径向相同,定位杆51的内端铰接有滑块511,滑块511滑动连接在调节盘56的燕尾槽561内,旋转调节轴54能够使调节轴54沿轴向移动,从而使得调节盘56升降,调节盘56能够推拉滑块511,使得定位杆51同步摆动,从而实现定位轮52的调节。升降板4上开设有若干通孔,支撑管5的下端具有板状的连接部57,连接部57上垂直固连有若干调节螺栓571,该若干调节螺栓571竖直朝下并滑动穿过通孔,调节螺栓571上螺接有两固定螺母572,两固定螺母572分别抵压在升降板4的两侧侧面上,升降板4上还固连有两下导向套41,机架1上竖直固连有两下导向轴13,两下导向套41分别滑动套设在两下导向轴13上,下驱动气缸42固连在机架1上,且下驱动气缸42的活塞杆竖直朝上并与升降板4相固连,通过固定螺母572能够调节连接部57的高度,进而调节支撑管5的高度,从而适用于不同深度的圆心碗。
结合图8所示,机架1上固连有导向座14,导向座14的上侧面上开设有导向槽141,抵靠座6滑动连接在导向槽141内,导向座14朝向传送带11的一端端面为凹面,在导向座14的凹面上开设有横截面呈矩形的导向孔61,粘贴座7上固连在导向杆72,导向杆72滑动插接在导向孔61内,导向孔61内还设有粘贴弹簧73,该粘贴弹簧73的一端固连在导向孔61底面上,另一端固连在导向杆72上,抵靠座6与导向槽141配合,使得抵靠座6保持稳定,而在粘贴弹簧73的作用下粘贴座7的粘贴凹面71能够充分贴靠在圆形碗的外壁上,提高粘贴质量。吸附结构包括气泵76,粘贴座7的粘贴凹面71上开设有若干吸气孔74,在导向杆72上沿轴向开设有过气孔75,过气孔75的一端与若干吸气孔74相连通,另一端贯穿至导向杆72的端面,导向孔61的底面上开设有贯穿孔,气泵76上连接有气管77,该气管77穿过贯穿孔并与导向杆72的过气孔75相连通,气泵76抽气,从而使得吸气孔74将标贴带吸附的粘贴凹面71上,结构简单。机架1上固连有动力电机81,该动力电机81的输出轴上固连有主动带轮82,其中一根定位轴8上固连有从动带轮83,主动带轮82与从动带轮83通过皮带相连接,另一根定位轴8的固连有阻尼轮84,机架1上还固连有弹性压杆85,该弹性压杆85抵压在阻尼轮84轮面上,通过动力电机81带动卷筒转动,从而卷收粘贴过的标贴带,同时将标贴带从标贴卷筒上拉出,而弹性压杆85抵靠在阻尼轮84上,防止因为惯性导致标贴带被过度拉出。传送带11上均沿长度方向设有长条状的挡板9,机架1在两传送带11的外侧均固连有支撑架15,支撑架15具有若干固定管151,该若干固定管151沿传送带11的长度方向排列,且每根固定管151的长度方向均与传送带11的宽度方向相同,挡板9的侧面上垂直固连有若干伸缩杆91,若干伸缩杆91滑动插接在若干固定管151内并通过螺栓固定,底板对传送带11上的圆形碗进行限位,从而圆形碗沿传送带11长度方向移动,避免掉落,通过伸缩杆91可以调节两挡板9之间的间距,从而适用于不同外径的圆形碗。
一种圆形碗生产线的贴标机构专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0