

IPC分类号 : B24B7/18,B24B19/24,B24B21/04,B24B21/00,B24B21/18,B24B1/04,C14B1/50



![1H-吡咯[2,3-b]吡啶衍生物及其合成方法与应用](https://www.zhichawang.com/images/CN111943947A/CN111943947A.jpg)
专利摘要
本发明提供了一种刚度可调的打磨装置及使用方法,它包括用于提供动力的电机,所述电机上安装有用于控制其开启的开关,所述电机的输出轴安装有用于打磨的打磨轮或者打磨带;所述打磨轮和打磨带上的打磨区域采用橡胶材料分为多层,中间层采用能够产生瞬间作用力的液压层或脉冲层,其余各层为能够提供不同打磨刚度的刚度层;所述液压层或脉冲层分别对应与液压装置或脉冲装置相连;所述打磨轮和打磨带的表面设置有用于增强打磨效果的凸起结构,且在其外表面包裹有一层柔性材料层;通过实时改变刚度层的打磨材质,精细调节合适的刚度对物体进行打磨。相比于普通打磨装置有更广泛的实践性和经济效益,更好的满足生产生活所需的打磨要求。
权利要求
1.一种刚度可调的打磨装置的使用方法,所述刚度可调的打磨装置,包括用于提供动力的电机(2),所述电机(2)上安装有用于控制其开启的开关(3),所述电机(2)的输出轴安装有用于打磨的打磨轮(1)或者打磨带(7);
所述打磨轮(1)和打磨带(7)上的打磨区域采用橡胶材料分为多层,中间层采用能够产生瞬间作用力的液压层或脉冲层(9),其余各层为能够提供不同打磨刚度的刚度层(11);所述液压层或脉冲层(9)分别对应与液压装置或脉冲装置(12)相连;
所述打磨轮(1)和打磨带(7)的表面设置有用于增强打磨效果的凸起结构,且在其外表面包裹有一层柔性材料层(10);
通过实时改变刚度层(11)的打磨材质,精细调节合适的刚度对物体进行打磨;
其特征在于:所述打磨装置的使用方法包括以下步骤:
当采用水和固体混合物(4)时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑固体的刚度,直径,选择合适的固体材料;调节水和固体的比例,得到所需刚度的水和固体混合物(4);
Step3:通过排水管(13)向打磨轮中加入水和固体混合物(4),注入后在排水管(13)前端安装滤水网(15),水可通过滤水网(15)流出,进一步精准调整水和固体的比例以适应打磨;
Step4:启动开关(3);
Step5:面对凹孔处,关闭开关(3),在轮轴(18)处装上伸缩杆(21),根据实际情况调节打磨距离,伸缩杆(21)末端安装一小型打磨机;
Step6:重新启动开关(3)对凹孔处进行打磨;
当采用磁流体加固体混合物(5)时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑磁流体磁性、固体直径和刚度,选择合适的磁流体材料和固体材料,调节磁流体和固体比例,得到所需刚度的磁流体加固体混合物(5);
Step3:通过排水管(13)向打磨轮中加入磁流体加固体混合物(5),调节打磨装置电流强度,即周边电磁铁(6)的磁场强度,进而改变磁流体加固体混合物(5)粘性,以适应打磨;
Step4:启动开关(3);
Step5:面对凹孔处,关闭开关(3),在轮轴(18)处装上伸缩杆(21),根据实际情况调节打磨距离,伸缩杆(21)末端装一小型打磨机;
Step6:重新启动开关(3)对凹孔处进行打磨。
2.根据权利要求1所述一种刚度可调的打磨装置的使用方法,其特征在于:所述刚度层(11)的每一层外侧都分别设置有排水管(13),所述排水管(13)前端设置有堵水盖(14),末端设置有滤水网(15)。
3.根据权利要求1或2所述一种刚度可调的打磨装置的使用方法,其特征在于:所述刚度层(11)内部填充有轻质高强的颗粒固体(8),所述颗粒固体(8)采用直径在毫米级别的钢珠,钢珠刚度大,使可调节的上限刚度提高,水的加入使可调节的下限刚度降低,从而使整体的可调范围增大。
4.根据权利要求3所述一种刚度可调的打磨装置的使用方法,其特征在于:所述刚度层(11)中的填充有水加固体混合物(4)或磁流体加固体混合物(5);在打磨轮(1)或打磨带(7)顶部和周边设置多个电磁铁(6),使磁流体和固体混合物(5)处于磁场内,通过调节电磁铁(6)的磁场强度,使磁流体的密度发生改变从而改变其黏性最终改变磁流体的流动性,使打磨刚度发生改变,实现实时改变刚度层的刚度,精准调控合适的刚度对不同硬度的物体进行打磨。
5.根据权利要求4所述一种刚度可调的打磨装置的使用方法,其特征在于:所述磁流体采用四氧化三铁磁流体、氮化铁磁流体、铁磁流体或二酯基磁流体。
6.根据权利要求1所述一种刚度可调的打磨装置的使用方法,其特征在于:在装置周围加多个小型超声波发生器,通过调节超声波的频率使刚度层(11)中的水加固体混合物(4)或磁流体加固体混合物(5)充分均匀,使打磨更加均匀,同时在打磨过程中可实现除垢功能,使打磨碎屑物自动掉落,实现对打磨物体的自动抛光,提高自动化程度。
7.根据权利要求1所述一种刚度可调的打磨装置的使用方法,其特征在于:所述凸起结构有多种不同形状,并增大打磨面的摩擦力,加强打磨效果。
8.根据权利要求1所述一种刚度可调的打磨装置的使用方法,其特征在于:所述柔性材料层(10)采用碳纤维布料或聚酯纤维,以加强打磨区域强度,避免在打磨的过程中磨坏打磨区域的表面。
9.根据权利要求1所述一种刚度可调的打磨装置的使用方法,其特征在于:沿着所述打磨轮(1)和打磨带(7)的轮轴(18)方向间隔设置有多个铰接相连的杆件以及可滑动地设在所述轮轴上的移动副;
所述杆件包括第一连杆(16)和第二连杆(17),第一连杆(16)的一端与第二连杆(17)中部铰接,另一端与轮轴(18)的相铰接,所述第二连杆(17)的另一端与轮轴(18)的另一端相铰接;在第二连杆(17)的第二端上设置轮廓瓣(19),使多个所述轮廓瓣(19)构成多瓣式外周的变径轮结构;
所述打磨装置的前端轮轴处存在一根可伸缩可拆卸的伸缩杆(21),伸缩杆(21)前端安装有一小型打磨装置,且小型打磨装置也采用可拆卸安装结构。
说明书
技术领域
本发明涉及物体打磨抛光技术领域,主要用于对不同刚度的物体进行打磨,以改进现有的打磨技术。
背景技术
打磨,是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度。抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。其工作目的是去除产品工件表面的毛刺,易于继续加工或达到成品。是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
打磨抛光针对材料类型、表面形状、精度以及材料要求不同。打磨抛光是现代社会常用的技术,广泛的应用于机械制造业、加工业、模具业、木业、皮革业、玉石等领域。现存的问题是:目前生产生活中需要打磨的材料多种多样,材料的形状也各异。在打磨过程中,某些材料需要较硬的打磨方式,某些材料需要较软的打磨方式,对待大型物体,更多时候需要软硬先后进行。且在大多数情况下,被打磨物体外型都是不规则的,普通的打磨机无法对凹陷处进行打磨,不能满足我们的生产生活需求,且有时会损伤打磨机和打磨材料,无法实现对原材料的最优配置。
发明内容
为解决以上技术问题,本发明提供一种刚度可调的打磨装置及使用方法,本发明利用实时改变刚度层的打磨材料,精细调节合适的刚度对物体进行打磨。相比于普通打磨装置有更广泛的实践性和经济效益,更好的满足生产生活所需的打磨要求。
为了实现上述的技术特征,本发明的目的是这样实现的:一种刚度可调的打磨装置,它包括用于提供动力的电机,所述电机上安装有用于控制其开启的开关,所述电机的输出轴安装有用于打磨的打磨轮或者打磨带;
所述打磨轮和打磨带上的打磨区域采用橡胶材料分为多层,中间层采用能够产生瞬间作用力的液压层或脉冲层,其余各层为能够提供不同打磨刚度的刚度层;所述液压层或脉冲层分别对应与液压装置或脉冲装置相连;
所述打磨轮和打磨带的表面设置有用于增强打磨效果的凸起结构,且在其外表面包裹有一层柔性材料层;
通过实时改变刚度层的打磨材质,精细调节合适的刚度对物体进行打磨。
所述刚度层的每一层外侧都分别设置有排水管,所述排水管前端设置有堵水盖,末端设置有滤水网。
所述刚度层内部填充有轻质高强的颗粒固体,所述颗粒固体采用直径在毫米级别的钢珠,钢珠刚度大,使可调节的上限刚度提高,水的加入使可调节的下限刚度降低,从而使整体的可调范围增大。
所述刚度层中的填充有水加固体混合物或磁流体加固体混合物;在打磨轮或打磨带顶部和周边设置多个电磁铁,使磁流体和固体混合物处于磁场内,通过调节电磁铁的磁场强度,使磁流体的密度发生改变从而改变其黏性最终改变磁流体的流动性,使打磨刚度发生改变,实现实时改变刚度层的刚度,精准调控合适的刚度对不同硬度的物体进行打磨。
所述磁流体采用四氧化三铁磁流体、氮化铁磁流体、铁磁流体或二酯基磁流体。
在装置周围加多个小型超声波发生器,通过调节超声波的频率使刚度层中的水加固体混合物或磁流体加固体混合物充分均匀,使打磨更加均匀,同时在打磨工程中可实现除垢功能,使打磨碎屑物自动掉落,实现对打磨物体的自动抛光,提高自动化程度。
所述凸起结构有多种不同形状,并增大打磨面的摩擦力,加强打磨效果。
所述柔性材料层采用碳纤维布料或聚酯纤维,以加强打磨区域强度,避免在打磨的过程中磨坏打磨区域的表面。
沿着所述打磨轮和打磨带的轮轴方向间隔设置有多个铰接相连的杆件以及可滑动地设在所述轮轴上的移动副;
所述杆件包括第一连杆和第二连杆,第一连杆的一端与第二连杆中部铰接,另一端与轮轴的相铰接,所述第二连杆的另一端与轮轴的另一端相铰接;在第二连杆的第二端上设置轮廓瓣,使多个所述轮廓瓣构成多瓣式外周的变径轮结构;
所述打磨装置的前端轮轴处存在一根可伸缩可拆卸的伸缩杆,伸缩杆前端安装有一小型打磨装置,且小型打磨装置也采用可拆卸安装结构。
所述刚度可调的打磨装置的使用方法,它包括以下步骤:
当采用水和固体混合物时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑固体的刚度,直径,选择合适的固体材料;调节水和固体的比例,得到所需刚度的水和固体混合物;
Step3:通过排水管向打磨轮中加入水和固体混合物,注入后在排水管前端安装滤水网,水可通过滤水网流出,进一步精准调整水和固体的比例以适应打磨;
Step4:启动开关;
Step5:面对凹孔处,关闭开关,在轮轴处装上伸缩杆,根据实际情况调节打磨距离,伸缩杆末端安装一小型打磨机;
Step6:重新启动开关对凹孔处进行打磨。
当采用磁流体加固体混合物时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑磁流体磁性、固体直径和刚度,选择合适的磁流体材料和固体材料,调节磁流体和固体比例,得到所需刚度的磁流体加固体混合物;
Step3:通过排水管向打磨轮中加入磁流体加固体混合物,调节打磨装置电流强度,即周边电磁铁的磁场强度,进而改变磁流体加固体混合物粘性,以适应打磨;
Step4:启动开关;
Step5:面对凹孔处,关闭开关,在轮轴处装上伸缩杆,根据实际情况调节打磨距离,伸缩杆末端装一小型打磨机;
Step6:重新启动开关对凹孔处进行打磨。
本发明有如下有益效果:
1、将打磨区域细分为多层,在多层叠加的情况下,既可以减少外部装置对打磨硬度的影响,同时可以调节多层刚度,实现对刚度的更细微精准的调节。
2、向打磨轮或是打磨带中充入水加固体混合物,调节固体材质、粒径以及水和固体的比例改变混合物的流动性,从而改变打磨刚度。面对不同的打磨材料,可以精准调节适合的刚度对其进行打磨。
3、将上述混合物中的水改为磁流体,此时还可调节磁流体的磁性,电磁铁的磁场强度,改变混合物的粘性,从而改变打磨刚度。精准调控适合的打磨刚度对不同硬度的物体进行打磨。
4、在刚度层中加入一层或多层液压层或是脉冲层,在打磨时提供瞬间作用力,使打磨刚度迅速改变,实现打磨刚度的快速调控。
5、在装置周围增加多个超声波发生器,通过调节超声波的频率使混合物充分均匀混合,各打磨部位刚度无差异;同时具有除垢功能,实现打磨的自动抛光,提高装置的自动化程度。
6、在打磨区域的表面设置凸起物体,可以改变凸起的大小形状,增大打磨面的摩擦力,使装置的打磨效果更突出。
7、打磨区域的表面包裹一层高强度纤维等柔性材料,增大打磨面的强度,避免打磨接触面在打磨过程中破损。
8、将轮轴设置为半径可调装置。沿着轮轴方向,设置间隔开的多个杆件相连以及可滑动地设在所述轮轴上的移动副。面对打磨物体的不规则位置处,通过移动副沿着轮轴的轴向移动,改变打磨带或打磨轮的半径。使其表面部分位置可逐渐调整到与凹进去的位置契合,从而对这种特殊位置进行打磨,实现对各种不同形状的物体打磨。
9、本装置的打磨刚度可调范围较大,适用范围较广,可作多种用途。如打磨地面、墙面、木料表面,对皮革进行抛光。
10、在打磨装置前端轮轴处设置一伸缩杆,可根据实际情况调整长度,伸缩杆末端为一小型打磨装置,同样具有上述轮轴上大型打磨带的刚度和可调特性,且此处的小型打磨装置可拆卸,可安装不同半径的打磨装置。当对不规则物体进行打磨时,可调节小型打磨装置的刚度以及打磨半径,更符合实际需求。
附图说明
下面结合附图和实施例对本发明作进一步说明。
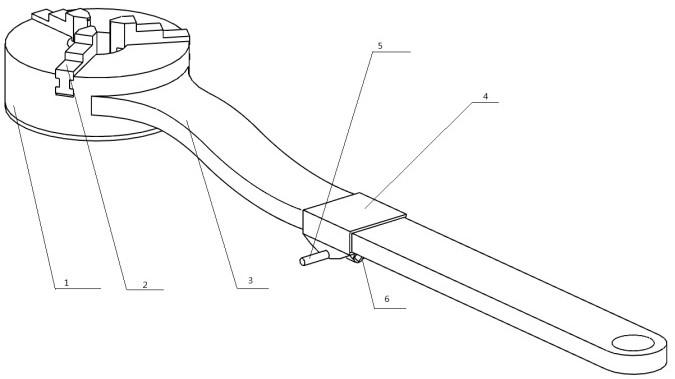
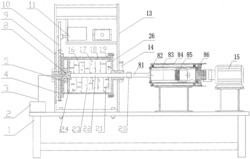
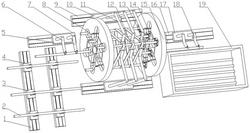
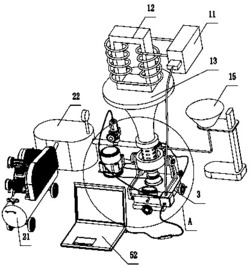
图1为打磨轮式打磨机总体外形示意图。
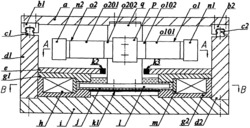
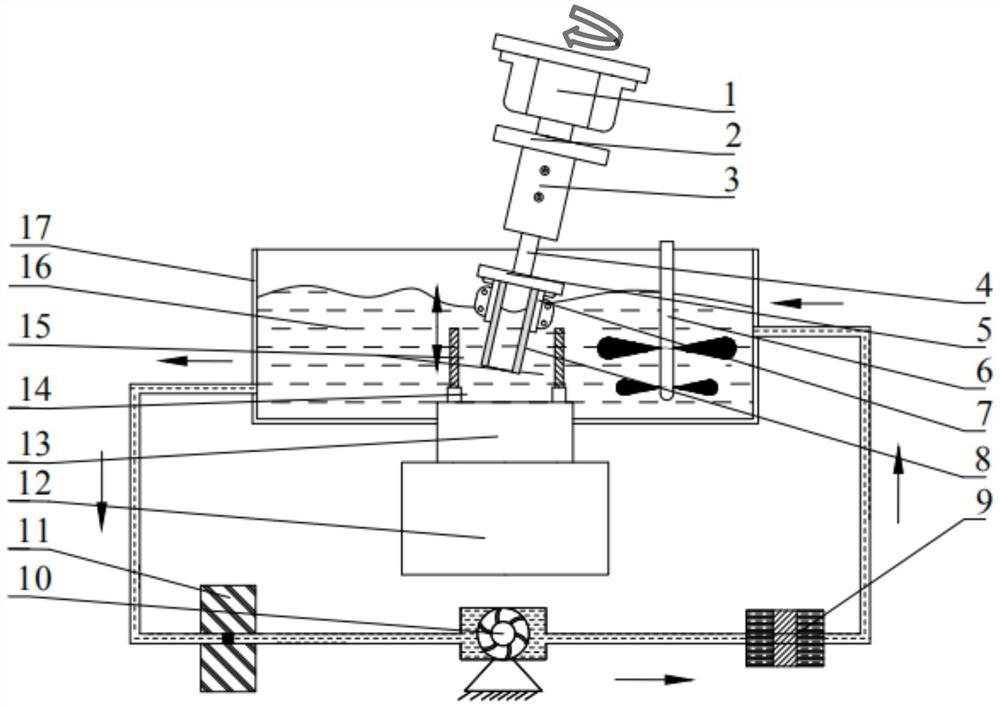
图2为充入水加固体混合物的打磨轮示意图。
图3为充入磁流体加固体混合物且顶部设有电磁铁的打磨轮示意图。
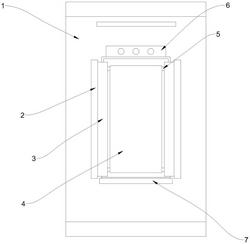
图4为打磨带式打磨机总体外形示意图。
图5(a)、(b)、(c)、(d)为打磨带/打磨轮表面不同类型的凸起形状示意图。
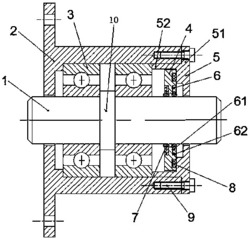
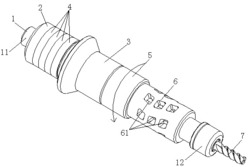
图6为打磨轮/打磨带纵向剖面图。
图7为注泄水装置示意图。
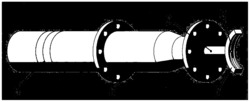
图8为打磨轮变径结构示意图。
图9为廊带式打磨装置示意图。
图中:打磨轮1、电机2、开关3、水加固体混合物4、磁流体加固体混合物5、电磁铁6、打磨带7、颗粒固体8、液压层或脉冲层9、柔性材料层10、刚度层11、液压装置或脉冲装置12、排水管13、堵水盖14、滤水网15、第一杆件16、第二杆件17、轮轴18、轮廓瓣19、移动副20、伸缩杆21。
具体实施方式
下面结合附图对本发明的实施方式做进一步的说明。
实施例1:
参见图1-9,一种刚度可调的打磨装置,它包括用于提供动力的电机2,所述电机2上安装有用于控制其开启的开关3,所述电机2的输出轴安装有用于打磨的打磨轮1或者打磨带7;所述打磨轮1和打磨带7上的打磨区域采用橡胶材料分为多层,中间层采用能够产生瞬间作用力的液压层或脉冲层9,其余各层为能够提供不同打磨刚度的刚度层11;所述液压层或脉冲层9分别对应与液压装置或脉冲装置12相连;所述打磨轮1和打磨带7的表面设置有用于增强打磨效果的凸起结构,且在其外表面包裹有一层柔性材料层10;通过实时改变刚度层11的打磨材质,精细调节合适的刚度对物体进行打磨。通过采用上述的打磨装置,其能够根据待打磨材料的时时的调节或者改变打磨刚度,进而达到最佳的打磨效果,而且在打磨过程中,通过将打磨区域划分为多层结构,在多层叠加的情况下,既可以减少外部装置对打磨硬度的影响,同时可以调节多层刚度,实现对刚度的更细微精准的调节。
进一步的,所述刚度层11的每一层外侧都分别设置有排水管13,所述排水管13前端设置有堵水盖14,末端设置有滤水网15。通过采用上述的结构能够便于流体的添加和泄出。
进一步的,所述刚度层11内部填充有轻质高强的颗粒固体8,所述颗粒固体8采用直径在毫米级别的钢珠,钢珠刚度大,使可调节的上限刚度提高,水的加入使可调节的下限刚度降低,从而使整体的可调范围增大。
进一步的,所述刚度层11中的填充有水加固体混合物4或磁流体加固体混合物5;在打磨轮1或打磨带7顶部和周边设置多个电磁铁6,使磁流体和固体混合物5处于磁场内,通过调节电磁铁6的磁场强度,使磁流体的密度发生改变从而改变其黏性最终改变磁流体的流动性,使打磨刚度发生改变,实现实时改变刚度层的刚度,精准调控合适的刚度对不同硬度的物体进行打磨。
进一步的,所述磁流体采用四氧化三铁磁流体、氮化铁磁流体、铁磁流体或二酯基磁流体。
进一步的,在装置周围加多个小型超声波发生器,通过调节超声波的频率使刚度层11中的水加固体混合物4或磁流体加固体混合物5充分均匀,使打磨更加均匀,同时在打磨工程中可实现除垢功能,使打磨碎屑物自动掉落,实现对打磨物体的自动抛光,提高自动化程度。
进一步的,所述凸起结构有多种不同形状,并增大打磨面的摩擦力,加强打磨效果。具体的凸起结构可以采用三棱锥、球头、四棱柱或者上述多种结构的混合使用。
进一步的,所述柔性材料层10采用碳纤维布料或聚酯纤维,以加强打磨区域强度,避免在打磨的过程中磨坏打磨区域的表面。
进一步的,沿着所述打磨轮1和打磨带7的轮轴18方向间隔设置有多个铰接相连的杆件以及可滑动地设在所述轮轴上的移动副;所述杆件包括第一连杆16和第二连杆17,第一连杆16的一端与第二连杆17中部铰接,另一端与轮轴18的相铰接,所述第二连杆17的另一端与轮轴18的另一端相铰接;在第二连杆17的第二端上设置轮廓瓣19,使多个所述轮廓瓣19构成多瓣式外周的变径轮结构;通过上述结构,使其表面部分位置可逐渐调整到与凹进去的位置契合,从而对这种特殊位置进行打磨,实现对各种不同形状的物体打磨。
进一步的,所述打磨装置的前端轮轴处存在一根可伸缩可拆卸的伸缩杆21,伸缩杆21前端安装有一小型打磨装置,且小型打磨装置也采用可拆卸安装结构。通过上述结构的可根据实际情况调整长度,伸缩杆末端为一小型打磨装置,同样具有上述轮轴上大型打磨带的刚度和可调特性,且此处的小型打磨装置可拆卸,可安装不同半径的打磨装置。当对不规则物体进行打磨时,可调节小型打磨装置的刚度以及打磨半径,更符合实际需求。
进一步的,所述刚度可调的打磨装置的使用方法,它包括以下步骤:
实施例2:
当采用水和固体混合物4时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑固体的刚度,直径,选择合适的固体材料;调节水和固体的比例,得到所需刚度的水和固体混合物4;
Step3:通过排水管13向打磨轮中加入水和固体混合物4,注入后在排水管13前端安装滤水网15,水可通过滤水网15流出,进一步精准调整水和固体的比例以适应打磨;
Step4:启动开关3;
Step5:面对凹孔处,关闭开关3,在轮轴18处装上伸缩杆21,根据实际情况调节打磨距离,伸缩杆21末端安装一小型打磨机;
Step6:重新启动开关3对凹孔处进行打磨。
实施例3:
当采用磁流体加固体混合物5时,其使用方法为:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑磁流体磁性、固体直径和刚度,选择合适的磁流体材料和固体材料,调节磁流体和固体比例,得到所需刚度的磁流体加固体混合物5;
Step3:通过排水管13向打磨轮中加入磁流体加固体混合物5,调节打磨装置电流强度,即周边电磁铁6的磁场强度,进而改变磁流体加固体混合物5粘性,以适应打磨;
Step4:启动开关3;
Step5:面对凹孔处,关闭开关3,在轮轴18处装上伸缩杆21,根据实际情况调节打磨距离,伸缩杆21末端装一小型打磨机;
Step6:重新启动开关3对凹孔处进行打磨。
实施例4:
Step1:了解打磨材料的刚度,确定大致所需的打磨刚度;
Step2:考虑固体的刚度,直径,选择合适的固体材料;调节水和固体的比例,得到所需刚度的水和固体混合物4;
Step3:通过排水管13向打磨轮中加入水加固体混合物4,注入后在排水管13前端安装滤水网15,水可通过滤水网15流出,进一步精准调整水和固体的比例以适应打磨;
Step4:启动开关3;
Step5:面对凹孔处,关闭开关3。通过调节移动副20来控制打磨半径,使其与凹孔处契合;
Step6:重新启动开关3对凹孔处进行打磨。
一种刚度可调的打磨装置及使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0