







专利摘要
一种双圆弧车刀片,属于车削刀具技术领域。目的在于提供一种能够提高加工效率和表面光洁度,并能延长使用寿命的双圆弧车刀片。刀体的上表面的任意一个顶角处设置有与刀尖嵌片相匹配的嵌入槽,刀尖嵌片紧密嵌入刀体的嵌入槽内,车刀片的侧面一及侧面二位于切削角部的两侧,刀尖嵌片具有刀尖切削段,刀尖切削段加工有负倒棱;切削角部包括曲面一、曲面二、修光面及三个切削刃,三个切削刃设置在刀尖嵌片的负倒棱的下边缘处,三个切削刃分别是直线切削刃、圆弧切削刃一和圆弧切削刃二,侧面一与曲面一相切,曲面一和曲面三相切,曲面三与修光面通过圆滑过渡面连接,修光面与侧面二之间具有夹角。本发明适用于精车加工。
权利要求
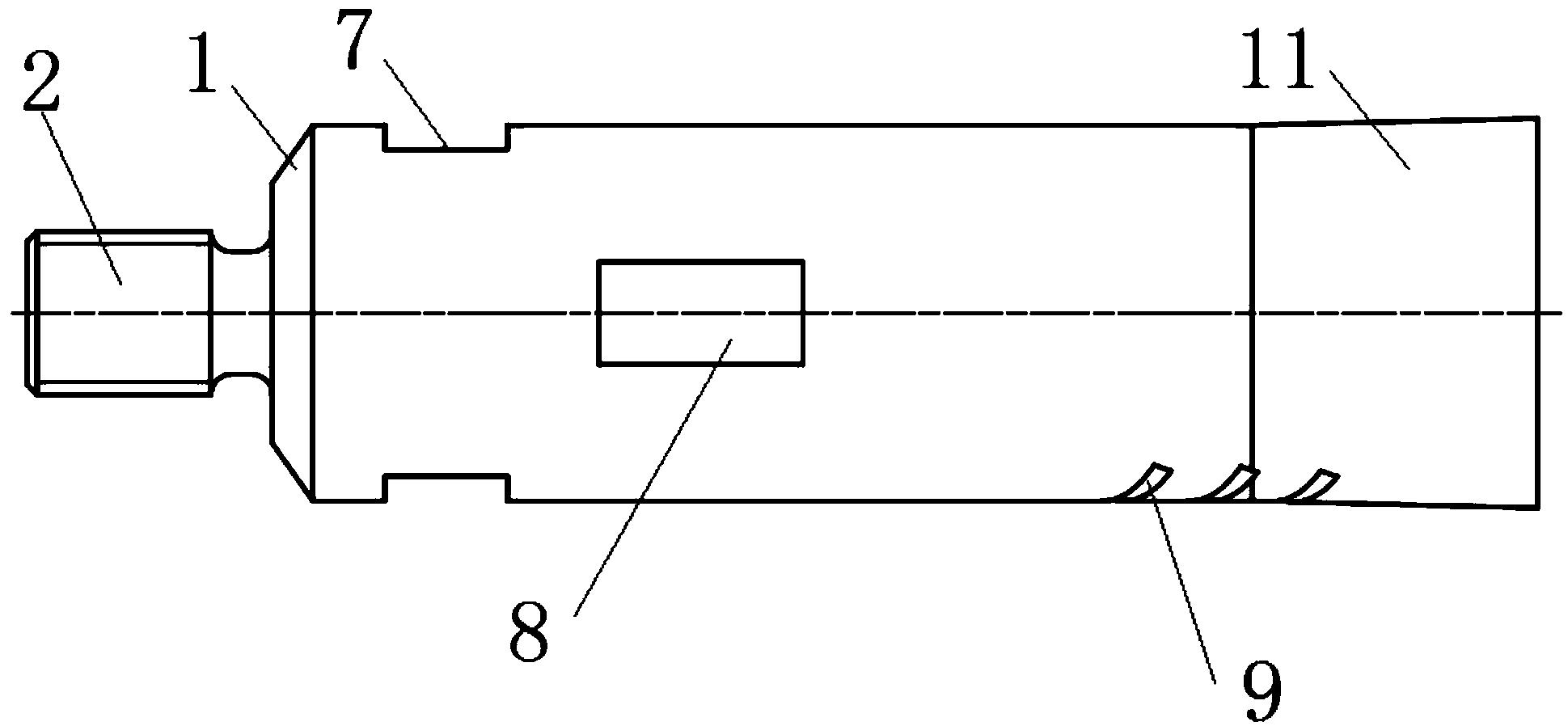
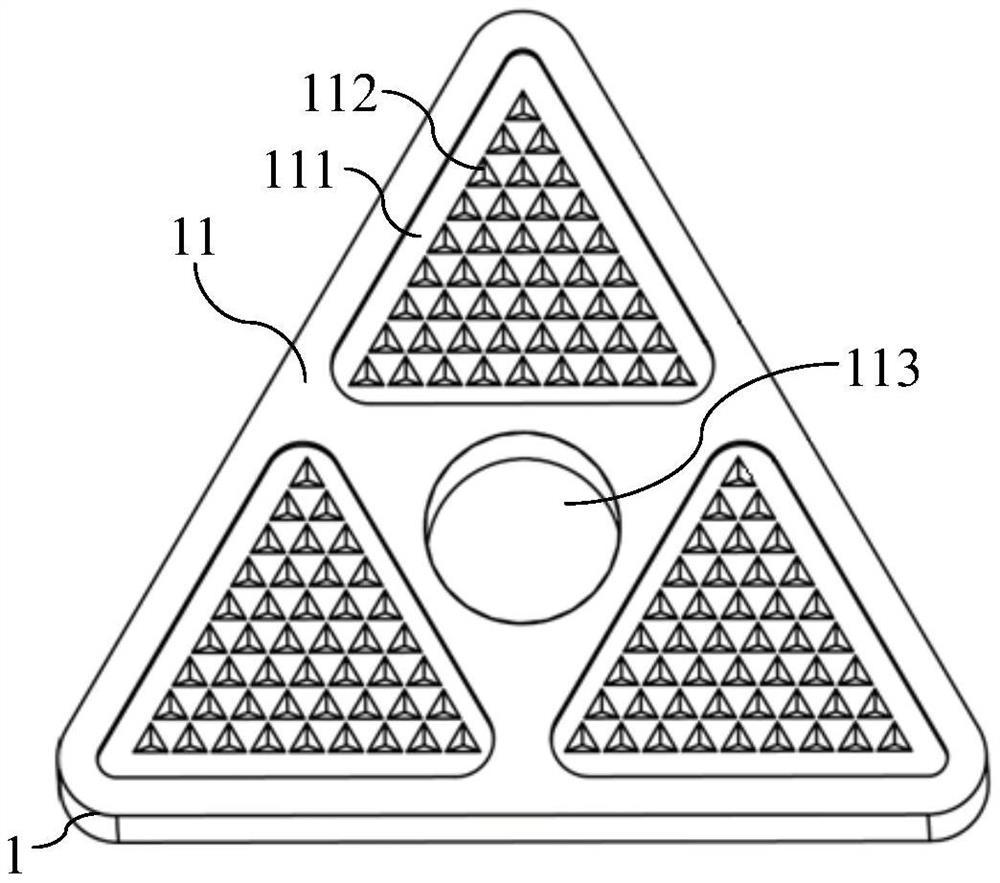
1.一种双圆弧车刀片,该车刀片由刀体(6)和刀尖嵌片(4)两部分组成,所述的刀体(6)的中部设有刀杆安装孔(5),刀体(6)的水平截面形状为多边形,刀体(6)的上表面(VI)的任意一个顶角处设置有与刀尖嵌片(4)相匹配的嵌入槽,所述的刀尖嵌片(4)紧密嵌入刀体(6)的嵌入槽内,所述的车刀片的侧面包括侧面一(I)、侧面二(V)及切削角部(M),所述的侧面一(I)及侧面二(V)位于切削角部(M)的两侧,所述的刀尖嵌片(4)具有刀尖切削段,所述的刀尖切削段加工有负倒棱(VIII);其特征在于:
所述的切削角部(M)包括曲面一(II)、曲面二(III)、修光面(IV)及三个切削刃,所述的三个切削刃设置在刀尖嵌片(4)的负倒棱(VIII)的下边缘处,三个切削刃分别是直线切削刃(1)、圆弧切削刃一(2)和圆弧切削刃二(3),所述的圆弧切削刃一(2)的曲率半径大于圆弧切削刃二(3)的曲率半径,所述的侧面一(I)与曲面一(II)相切,所述的曲面一(II)和曲面二(III)相切,所述的曲面二(III)与修光面(IV)通过圆滑过渡面连接,所述的修光面(IV)与侧面二(V)之间具有夹角,曲面一(II)与圆弧切削刃二(3)相对应,曲面二(III)与圆弧切削刃一(2)相对应,修光面(IV)与直线切削刃(1)相对应;
所述圆弧切削刃一(2)与圆弧切削刃二(3)之间相交的点为最高点,所述的圆弧切削刃二(3)与切削角部(M)的中心线相交,且圆弧切削刃二(3)非对称于切削角部(M)的中心线(G)设置,所述的最高点设置在切削角部(M)的中心线附近;
所述的圆弧切削刃一(2)的曲率半径为圆弧切削刃二(3)的曲率半径的6~10倍,圆弧切削刃一(2)和圆弧切削刃二(3)的曲率半径的圆心与所述的最高点在同一条直线上。
2.根据权利要求1所述的一种双圆弧车刀片,其特征在于:所述的负倒棱(VIII)宽度取值范围为0.15-0.24mm,负倒棱(VIII)角度取值范围为-5°~-25°。
3.根据权利要求1所述的一种双圆弧车刀片,其特征在于:所述的车刀片厚度为4.76mm,刀尖嵌片(4)的厚度为车刀片厚度的1/3~1/4。
4.根据权利要求1、2或3所述的一种双圆弧车刀片,其特征在于:所述的直线切削刃(1)的长度范围为0.36~0.45mm。
5.根据权利要求1所述的一种双圆弧车刀片,其特征在于:所述的修光面(IV)与侧面二(V)之间的夹角为175°。
6.根据权利要求1所述的一种双圆弧车刀片,其特征在于:所述的车刀片由立方氮化硼材料、金刚石、陶瓷、硬质合金材料中的任意一种材料制成;或者所述的刀体(6)由硬质合金材料制成,所述的刀尖嵌片(4)由立方氮化硼材料制成。
说明书
技术领域
本发明涉及一种车削刀片,属于车削刀具技术领域。
背景技术
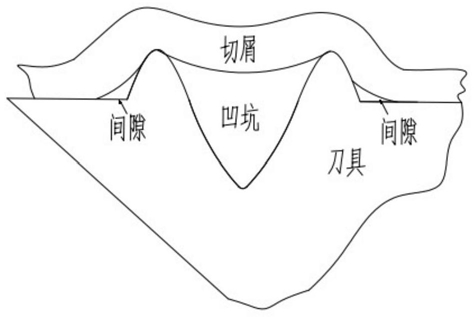
修光刃刀片可以修掉走刀时在已加工表面上遗留下的残余金属,减小表面粗糙度。修光刃必须磨的平直光洁,安装时,应注意与进给方向保持平行。修光刃不能过大,过大会增加切削的径向抗力,容易引起振动。而且只有当工件、刀具、夹具和机床等工艺系统的刚度均较好时,采用修光刃才能取到较好效果。修光刃的长度一般是进给量的1.2~1.5倍,修光刃刀片采用比标准刀片大两倍的进给率,仍能获得相同的加工表面光洁度。修光刃的优点在于“加工时间减半,表面质量倍增”。
修光刃在主切削刃和副切削刃之间,是副切削刃的极端形式,修光刃可以提高刀尖的抗冲击能力,并提高加工效率。常见的修光刃有直线形和圆弧形两种。圆弧形修光刃,其曲率半径越大,加工表面的光洁度和刀具耐用度越高,但也会增加磨削力,易产生振动,降低加工效率,长期使用刀具容易损坏,影响刀具的使用寿命。
发明内容
本发明的目的在于提供一种能够提高加工效率和表面光洁度,并能延长使用寿命的双圆弧车刀片。
实现上述目的,本发明采取的技术方案如下:
一种双圆弧车刀片,该车刀片由刀体和刀尖嵌片两部分组成,所述的刀体的中部设有刀杆安装孔,刀体的水平截面形状为多边形,刀体的上表面的任意一个顶角处设置有与刀尖嵌片相匹配的嵌入槽,所述的刀尖嵌片紧密嵌入刀体的嵌入槽内,所述的车刀片的侧面包括侧面一、侧面二及切削角部,所述的侧面一及侧面二位于切削角部的两侧,所述的刀尖嵌片具有刀尖切削段,所述的刀尖切削段加工有负倒棱;
所述的切削角部包括曲面一、曲面二、修光面及三个切削刃,所述的三个切削刃设置在刀尖嵌片的负倒棱的下边缘处,三个切削刃分别是直线切削刃、圆弧切削刃一和圆弧切削刃二,所述的圆弧切削刃一的曲率半径大于圆弧切削刃二的曲率半径,所述的侧面一与曲面一相切,所述的曲面一和曲面二相切,所述的曲面二与修光面通过圆滑过渡面连接,所述的修光面与侧面二之间具有夹角,曲面一与圆弧切削刃二相对应,曲面二与圆弧切削刃一相对应,修光面与直线切削刃相对应;
所述圆弧切削刃一与圆弧切削刃二之间相交的点为最高点,所述的圆弧切削刃二与切削角部的中心线相交,且圆弧切削刃二非对称于切削角部的中心线设置,所述的最高点设置在切削角部的中心线附近;
所述的圆弧切削刃一的曲率半径为圆弧切削刃二的曲率半径的6~10倍,圆弧切削刃一和圆弧切削刃二的曲率半径的圆心与所述的最高点在同一条直线上。
本发明相对于现有技术的有益效果是:
本发明的双圆弧车刀片具有能增大切削宽度,提高了加工效率、降低了表面残留高度值和增加了刀具耐用度的特点,本发明的双圆弧车刀片与常规车刀片在相同的切削参数条件下,本发明可提高加工效率3倍左右,表面残留高度值降低3倍左右。本发明适用于精车加工,并且适用于精车加工较硬的材料,如淬硬轴承钢、高温合金等。
附图说明
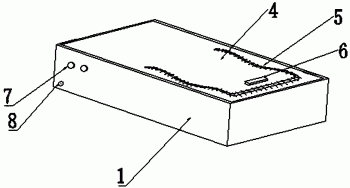
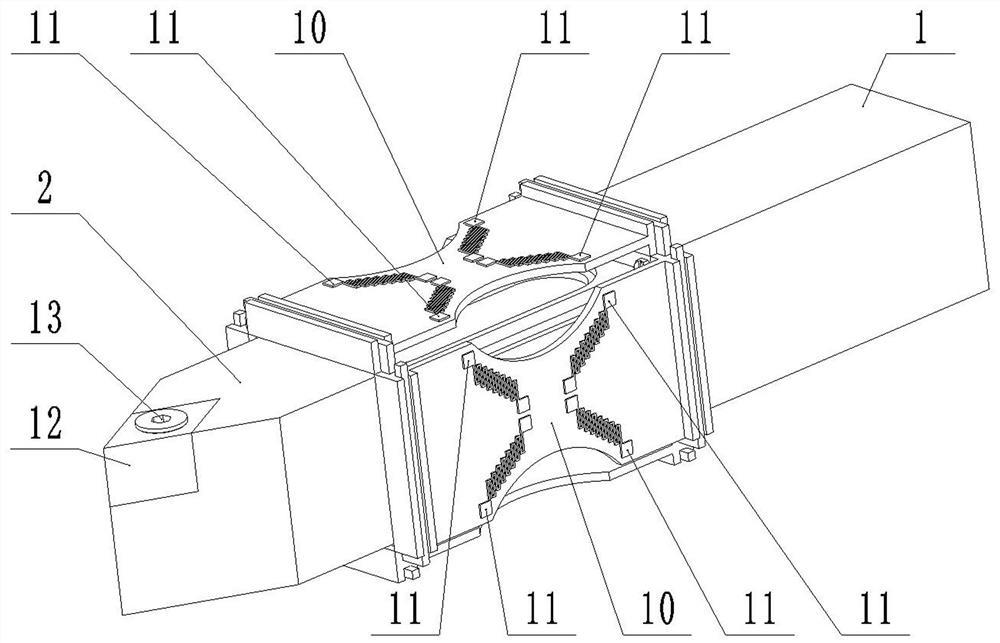
图1 为本发明的双圆弧车刀片的立体图;
图2为本发明的双圆弧车刀片刀尖的局部俯视图;
图3为外圆车削淬硬轴承钢时双圆弧车刀片和工件相对位置的俯视图;
图4为刀尖圆弧半径为0.8mm的80°菱形刀片加工轴承钢的俯视图;W1为刀尖圆弧半径为0.8mm的标准80°菱形刀片的切削宽度;
图5为本发明的双圆弧车刀片8加工轴承钢的俯视图,W2为本发明的双圆弧车刀片8的切削宽度。
其中,直线切削刃1、圆弧切削刃一2、圆弧切削刃二3、刀尖嵌片4、刀杆安装孔5、刀体6、80°菱形刀片7、双圆弧车刀片8、侧面一I、曲面一II、曲面二III、修光面IV、侧面二V、上表面VI、下表面VII、负倒棱VIII、切削角部M.。
具体实施方式
具体实施方式一:如图1和图2所示,一种双圆弧车刀片,该车刀片由刀体6和刀尖嵌片4两部分组成,所述的刀体6的中部设有刀杆安装孔5,刀体6的水平截面形状为多边形,刀体6的上表面VI的任意一个顶角处设置有与刀尖嵌片4相匹配的嵌入槽,所述的刀尖嵌片4紧密嵌入刀体6的嵌入槽内,所述的车刀片的侧面包括侧面一I、侧面二V及切削角部M,所述的侧面一I及侧面二V位于切削角部M的两侧,所述的刀尖嵌片4具有刀尖切削段,所述的刀尖切削段加工有负倒棱VIII;
所述的切削角部M包括曲面一II、曲面二III、修光面IV及三个切削刃,所述的三个切削刃设置在刀尖嵌片4的负倒棱VIII的下边缘处,三个切削刃分别是直线切削刃1(其长度与进给量有关,起擦拭已加工表面的作用)、圆弧切削刃一2和圆弧切削刃二3,所述的圆弧切削刃一2(为去屑刃)的曲率半径大于圆弧切削刃二3(圆弧切削刃二3为过渡刃,不参与切削,但能增强刀尖强度)的曲率半径,所述的侧面一I与曲面一II相切,所述的曲面一II和曲面二III相切,所述的曲面二III与修光面IV通过圆滑过渡面连接,所述的修光面IV与侧面二V之间具有夹角,曲面一II与圆弧切削刃二3相对应,曲面二III与圆弧切削刃一2相对应,修光面IV与直线切削刃1相对应。
如图1所示,刀体6的上表面VI与下表面VII相平行设置;直线切削刃1在切削加工中与进给方向保持平行。
为了便于安装刀杆,刀杆安装孔5的上下边缘处均都设有倒棱。
具体实施方式二:如图1和图2所示,具体实施方式一所述的一种双圆弧车刀片,所述圆弧切削刃一2与圆弧切削刃二3之间相交的点为最高点,所述的圆弧切削刃二3与切削角部M的中心线G相交,且圆弧切削刃二3非对称于切削角部M的中心线设置,所述的最高点设置在切削角部M的中心线附近(两圆弧切削刃上的点不能超过最高点)。
具体实施方式三:如图1所示,具体实施方式一所述的一种双圆弧车刀片,所述的负倒棱VIII宽度取值范围为0.15-0.24mm,负倒棱VIII角度取值范围为-5°~-25°。效果是:倒棱宽度和倒棱角度取值过大,会导致切削过程中产生的切削力过大,加工中产生的振动也会增大,影响加工表面质量,倒棱宽度和倒棱角度取值过小,则倒棱所起的作用不明显。
具体实施方式四:如图1所示,具体实施方式一所述的一种双圆弧车刀片,所述的车刀片厚度为4.76mm(标准参数),刀尖嵌片4的厚度为车刀片厚度的1/3~1/4(为了增强刀尖嵌片4的强度)。
具体实施方式五:如图1和图2所示,具体实施方式一、二、三或四所述的一种双圆弧车刀片,所述的直线切削刃1的长度范围为0.36~0.45mm。
具体实施方式六:如图1和图2所示,具体实施方式二所述的一种双圆弧车刀片,所述的圆弧切削刃一2的曲率半径为圆弧切削刃二3的曲率半径的6~10倍(是为了增大切削宽度),圆弧切削刃一2和圆弧切削刃二3的曲率半径的圆心与所述的最高点在同一条直线上(是为了使圆弧切削刃一2和圆弧切削刃二3保证相切,即圆滑过渡)。
具体实施方式七:如图1所示,具体实施方式一所述的一种双圆弧车刀片,所述的修光面IV与侧面二V之间的夹角为175°。
具体实施方式八:如图1所示,具体实施方式一所述的一种双圆弧车刀片,所述的车刀片由立方氮化硼材料、金刚石、陶瓷、硬质合金材料中的任意一种材料制成;或者所述的刀体6由硬质合金材料制成,所述的刀尖嵌片4由立方氮化硼材料制成。
实施例1:如图1和图2所示,进行精车加工时,最大进给量为0.3mm/r,故本实施例的直线切削刃1长度选为0.4mm,直线切削刃1在切削中起擦拭已加工表面的作用。进行车削时,尽量保证直线切削刃1与已加工表面平行,才能保证直线切削刃1起作用。圆弧切削刃一2作为去屑刃参与切削,其曲率半径较大,切削宽度较大,加工效率较高。圆弧切削刃二3作为过渡刃不参与切削,起强化刃口强度作用,圆弧切削刃二3也可采用直线形式。
实施例2:如图1和图2所示,一种双圆弧车刀片,本实施例中的直线切削刃1的长度为0.4mm,圆弧切削刃一2的曲率半径为3.8mm,圆弧切削刃二3的曲率半径为0.5mm,刀杆安装孔5的直径为5.16mm,刀杆安装孔5的倒棱为0.2x45°,车刀片的倒棱宽度为0.2mm,倒棱角度为-25°。
实施例3:一种双圆弧车刀片,本实施例的双圆弧车刀片采用80°菱形结构,如图5所示。图4为刀尖圆弧半径为0.8mm的80°菱形刀片加工轴承钢的俯视图。两种车刀片所用刀杆型号均为DCLNR 2525M12,其安装主偏角均为95°,副偏角均为5°。从图4和图5中可以明显看出一次进给中,本发明的双圆弧车刀片切削宽度W2明显大于刀尖圆弧半径的80°菱形刀片的切削宽度W1,本发明的双圆弧车刀片切削宽度W2是80°菱形刀片切削宽度W1的3倍左右,在相同的表面质量要求下,加工效率是80°菱形刀片的3倍左右。本发明相比于80°菱形刀片,具有较小的主偏角,已加工表面残留面积高度较小,粗糙度值较低,加工表面质量较好。同时,较小的主偏角可提高刀尖强度,散热性能好,减小热损伤。
本发明的双圆弧车刀片具有负倒棱,负倒棱包括两个参数:倒棱宽度和倒棱角度。倒棱宽度与进给量有关,倒棱宽度大于进给量时,会形成不利于切削的螺旋状切屑,这种切屑极易缠绕在刀具、工件或机床上,必须停机清理,这种加工效率、安全性、工件表面质量都不好。倒棱宽度应小于进给量,才会形成有利于切削的C形切屑。精加工时,进给量不超过0.3mm/r,故倒棱宽度不应大于进给量,其取值范围为0.15-0.24mm,倒棱角度取值范围为-5°~-25°,车刀片的厚度为4.76±0.013mm,刀尖嵌片4的厚度应为车刀片厚度1/3~1/4,以保证刀尖嵌片4的强度。
图3中,a为轴承的中心线,ap为切削深度,f为进给方向,bp为切削宽度。实际加工中,圆柱形的淬硬轴承钢装在机床的三爪卡盘上,绕轴承的中心线a逆时针旋转,车刀片沿进给方向f移动,主切削刃与进给方向成一定夹角,该夹角为主偏角Kr。副切削刃与进给的反方向之间的夹角为副偏角Kr'。
本发明的双圆弧车刀片所用刀杆为标准菱形刀杆DCLNR 2525M12,其主偏角Kr=95°,副偏角Kr'=5°。
一种双圆弧车刀片专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0