







专利摘要
平模颗粒机制粒模具型孔的加工方法,所述的型孔包括一等径孔,进料端面至等径孔处通过等径孔轴线的轴向截面依次由曲线一、曲线二平滑连接而成,所述的型孔加工方法如下:A:使用钻床型孔的底孔;B:在模具进料口开设锥形锪孔;C:将石英砂研磨剂掺入到高分子胶体或者加水的高分子胶体中形成混合物,在压力作用下使这种混合物强制反复通过型孔;D:对步骤C得到的型腔进行测量,对于个别不符合曲线一函数的型孔再进行补充加工研磨至合格。本方法不需要复杂的成型刀具,而且是成千上百个孔同时加工,效率高,成本低,利于拟流态曲线型孔的推广及生产应用。
权利要求
1.平模颗粒机制粒模具型孔的加工方法,其特征在于:所述的型孔包括一等径孔,进料端面至等径孔通过等径孔轴线的轴向截面依次由曲线一、曲线二平滑连接而成,所述的曲线一满足下列函数式:
其中:
Y:孔的轴向的变量,单位为mm;
X:孔的径向的变量,X小于3.2M,单位为mm;
M:为压力系数,与成型压力相关,一般为成型压力的1/10~1/5,成型压力单位为MPa;;
所述曲线一的径向原点在与等径孔轴线之间的垂直距离为0.9-1.2倍的等径孔直径处,轴向原点在型孔的上端面,原点指曲线的上端点,所述曲线二为圆弧线,圆弧线的半径为1.1-1.3倍等径孔直径,等径孔通过轴线的截面为一直线,圆弧线与所述的直线之间的圆滑过渡,圆弧线与曲线一及直线均为相切关系,上述的相互连接的曲线一、曲线二、直线绕等径孔轴线旋转一周形成模具型孔或者形成除模具出料口以外的型孔,所述的型孔加工方法如下:
A:使用钻床型孔的底孔,所述大的底孔为一贯通模具的直通孔,等径孔的直径与直通孔的直径的差值在0.4-0.6mm之间;
B:在模具进料口开设锥形锪孔,锪孔的边界位于上述曲线一、曲线二的径向以内,开设锪孔以减少下序的加工余量并提高效率;
C:将石英砂研磨剂掺入到高分子胶体中形成混合物,使上述混合物在压力作用下使这种混合物强制反复通过型孔,通过这种掺有研磨剂的流体在从型孔中的不断流动,研磨剂对型孔产生了微切削,在流体的微切削的反复作用下,即可得到上述型孔,高分子胶体采用聚乙烯醇或者PVC糊树脂;
D:对步骤C得到的型腔进行测量,对于个别不符合曲线一函数的型孔再进行补充加工研磨至合格。
2.根据权利要求1所述的平模颗粒机制粒模具型孔的加工方法,其特征在于:所述的步骤C中混合物中石英砂的重量百分比为25-55%,石英砂的目数为100-325目。
说明书
技术领域
本发明涉及一种型孔的加工方法,特别涉及平模颗粒机制粒模具型孔的加工方法,属于机械技术领域。
背景技术
生物质的制粒过程是通过压辊(或其它挤压装置)将原料强制推进到模具的型孔中,在压力、摩擦力、型腔约束力等的作用下,原料内部的木质素软化塑变将原料内部的其它如纤维素等胶合成型,这一过程是一种高压高温过程,制粒过程的主要摩擦有原料的内部摩擦及模具型孔的摩擦阻力,原料的内部摩擦是促进物料升温推动木质素软化胶合的一种有益的作用;而模具型孔内部的摩擦对生产产生阻滞并对模具直接磨损;模具型孔的结构一般有直孔型、阶梯孔型、锥直复合孔等,这些模具的型孔,在实际使用中,磨损最严重的是是直孔型、阶梯孔型,特别是物料在型孔的进口处。拟流态曲线型孔虽然较好的解决了生物质平模制粒模具快速磨损功率损失大的难题,但其型腔是种特殊的曲线,加工难度大,而一般制粒模具上有成千上百个型孔,这就更加大了平模模具的制作,相应的加工成本也很高,这种情况严重阻碍了生物质制粒模具拟流态曲线型孔的推广及生产应用,亟需加以改进。
发明内容
本发明的目的在于克服目前平模颗粒机制粒模具型孔加工中存在的上述问题,提供一种平模颗粒机制粒模具型孔的加工方法。
为实现本发明的目的,采用了下述的技术方案:平模颗粒机制粒模具型孔的加工方法,所述的型孔包括一等径孔,进料端面至等径孔处通过等径孔轴线的轴向截面依次由曲线一、曲线二平滑连接而成,所述的曲线一满足下列函数式:
其中:
Y:孔的轴向的变量,单位为mm;
X:孔的径向的变量,X小于3.2M,单位为mm;
M:为压力系数,与成型压力相关,一般为成型压力的1/10~1/5,成型压力单位为MPa;
所述曲线一的径向原点在与等径孔轴线之间的垂直距离为0.9-1.2倍的等径孔直径处,轴向原点在型孔的上端面,原点指曲线的上端点,所述曲线二为圆弧线,圆弧线的半径为1.1-1.3倍等径孔直径,等径孔通过轴线的截面为一直线,圆弧线与所述的直线之间的圆滑过渡,圆弧线与曲线一及直线均为相切关系,上述的相互连接的曲线一、曲线二、直线绕等径孔轴线旋转一周形成模具型孔或者形成除模具出料口以外的型孔,所述的型孔加工方法如下:
A:使用钻床型孔的底孔,所述大的底孔为一贯通模具的直通孔,等径孔的直径与直通孔的直径的差值在0.4-0.6mm之间;
B:在模具进料口开设锥形锪孔,锪孔的边界位于上述曲线一、曲线二的径向以内,开设锪孔以减少下序的加工余量并提高效率;
C:将石英砂研磨剂掺入到高分子胶体或者加水的高分子胶体中形成混合物,在压力作用下使这种混合物强制反复通过型孔,通过这种掺有研磨剂的流体在从型孔中的不断流动,研磨剂对型孔产生了微切削,在流体的微切削的反复作用下,即可得到上述型孔,高分子胶体采用聚乙烯醇或者PVC糊树脂,进一步的,所述的步骤C中混合物中石英砂的重量百分比为25-55%,石英砂的目数为100-325目;
D:对步骤C得到的型腔进行测量,对于个别不符合曲线一函数的型孔再进行补充加工研磨至合格。
本发明的积极有益技术效果在于:由于这种加工方法是种微切削,对表面结构有较好的光整效果,即完成了型孔的加工,也提高了模具型腔的表面结构,从而较好的解决了特殊曲线要求的型孔的加工;这种不需要复杂的成型刀具,而且是成千上百个孔同时加工,效率高,成本低,利于拟流态曲线型孔的推广及生产应用。
附图说明
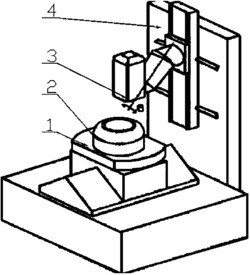
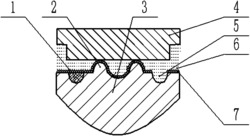
图1是本发明的型孔的示意图。
具体实施方式
为了更充分的解释本发明的实施,提供本发明的实施实例,这些实施实例仅仅是对本发明的阐述,不限制本发明的范围。
结合附图对本发明进一步详细的解释,附图中各标记为:1:模具上端面;2:模具下端面;3:曲线一原点;4:曲线一;5:曲线二;6:直线;7:等径孔。平模颗粒机制粒模具型孔的加工方法,所述的型孔包括一等径孔,进料端面至等径孔处通过等径孔轴线的轴向截面依次由曲线一、曲线二平滑连接而成,所述的曲线一满足下列函数式:
其中:
Y:孔的轴向的变量,单位为mm;
X:孔的径向的变量,X小于3.2M,单位为mm;
M:为压力系数,与成型压力相关,一般为成型压力的1/10~1/5,成型压力单位为MPa;
所述曲线一的径向原点在与等径孔轴线之间的垂直距离为0.9-1.2倍的等径孔直径处,轴向原点在型孔的上端面,原点指曲线的上端点,所述曲线二为圆弧线,圆弧线的半径为1.1-1.3倍等径孔直径,等径孔通过轴线的截面为一直线,圆弧线与所述的直线之间的圆滑过渡,圆弧线与曲线一及直线均为相切关系,上述的相互连接的曲线一、曲线二、直线绕等径孔轴线旋转一周形成模具型孔或者形成除模具出料口以外的型孔,所述的型孔加工方法如下:
A:使用钻床型孔的底孔,所述大的底孔为一贯通模具的直通孔,等径孔的直径与直通孔的直径的差值在0.4-0.6mm之间;
B:在模具进料口开设锥形锪孔,锪孔的边界位于上述曲线一、曲线二的径向以内,开设锪孔以减少下序的加工余量并提高效率;
C:将石英砂研磨剂掺入到高分子胶体或者加水的高分子胶体中形成混合物,在压力作用下使这种混合物强制反复通过型孔,通过这种掺有研磨剂的流体在从型孔中的不断流动,研磨剂对型孔产生了微切削,在流体的微切削的反复作用下,即可得到上述型孔,高分子胶体采用聚乙烯醇或者PVC糊树脂;
D:对步骤C得到的型腔进行测量,对于个别不符合曲线一函数的型孔再进行补充加工研磨至合格,进一步的,所述的步骤C中混合物中石英砂的重量百分比为25-55%,石英砂的目数为100-325目。关于型腔中的曲线一符合函数的说明,对于每台设备来说,成型压力是一个区间范围,只要在M的取值范围内,X、Y的满足上述函数即可。
在详细说明本发明的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围,且本发明亦不受限于说明书中所举实例的实施方式。
平模颗粒机制粒模具型孔的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0