









专利摘要
本发明公开了一种刀具狭缝式感应淬火形成自磨刃的加工方法,包括以下步骤:(1)在刀具的底面选择待感应淬火区域,并对待感应淬火区域进行清洁处理;(2)将清洁处理后的刀具固定于加工台上,调整刀具的待感应淬火区域与狭缝式加热管之间的距离在0.2~6mm;利用狭缝式加热管将待感应淬火区域加热至刀具材料的临界温度Ac3以上。然后在淬火油中进行淬火。本发明针对刀具刃口部分进行狭缝式感应淬火,使刀具在其刃口部位形成硬度梯度,进而在使用过程中因磨损量的不同形成自磨刃,从而有效的改善刀具刃口的硬度,耐磨性,使得刀具的各方面性能均得到了改善。
权利要求
1.一种狭缝式感应淬火形成自磨刃刀具的方法,其特征在于,所述自磨刃刀具的材料为45钢,所述自磨刃刀具用于安装在苜蓿收割机械上;所述方法包括以下步骤:
选择刀具的刃口在刀体底面的正投影区域作为待感应淬火区域,首先将待感应淬火区域利用砂纸、无水乙醇进行打磨清洁处理,去除表面油污以及氧化层;
利用固定夹具将刀具固定,调整刀具待感应淬火区域与狭缝式加热管之间的距离H为6mm,使其能够对表面进行感应加热;
启动感应加热设备,对刀具进行感应加热,利用测温仪实时监测刀具温度达到800℃后,立即将刀具的感应淬火区域置于事先备好的嘉士德QC302光亮淬火油中进行淬火,油淬温度冷却至150℃,然后置于空气中空冷至室温;
刀具经过狭缝式淬火后,形成厚度为0.58mm的淬硬层,淬硬层的硬度大于刀具基体母材的硬度,在其刃口部位形成硬度梯度;
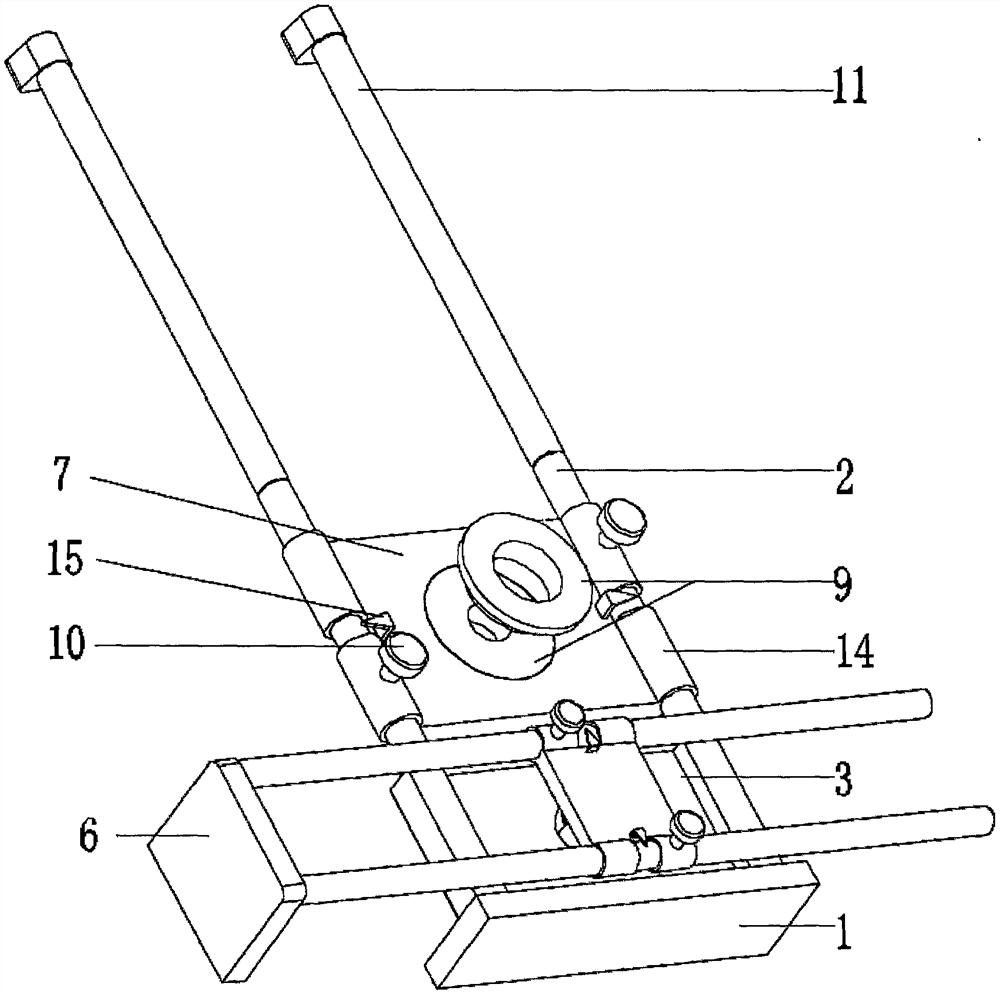
狭缝式加热管包括:第一加热段,与第一加热段通过第一直角弯头连接的第二加热段,所述第二加热段的另一端通过180°弯头与第三加热段连接,所述第三加热段的另一端通过第二直角弯头与第四加热段连接;
所述第一加热段与第四加热段平行,所述第二加热段与第三加热段平行;所述第一加热段、第二加热段、第三加热段和第四加热段位于同一安装平面;
所述第一加热段与第四加热段之间的间隙为18mm;所述第二加热段与第三加热段之间的间隙为18mm。
说明书
技术领域
本发明涉及金属材料加工技术领域,具体涉及一种刀具狭缝式感应淬火形成自磨刃的加工方法。
背景技术
刀具在机械制造中大多用于切削加工,因此可称为切削刀具。由于机械制造中使用的刀具基本上都用于切削金属材料,故又可理解为金属切削刀具。目前,金属切削刀具在农业机械方面有着广泛的应用,如旋耕刀、犁刀、甩刀、茎秆粉碎刀等。农机刀具在作业过程中直接与土壤中的碎石、沙石、农作物残茬等产生摩擦并磨损,而土壤中化肥、农药、腐蚀物等引起的酸性介质环境下对耕作部件的腐蚀,又会进一步加重耕作部件的失效。
未经处理的刀具在应用过程中普遍存在硬度低、易磨损、使用寿命短等问题,尤以刃口部分会随使用时间的延长出现钝化、磨损严重甚至出现崩刃等现象,从而影响农机工作的质量和效率。
为提高刀具的使用寿命及切削性能,自上世纪50年代以来,出现了自磨刃刀具,自磨锐是刀具作业时在磨料磨损作用下表现的独特效果。摩擦磨损是无法避免的自然现象,通常人们从加强润滑和提高耐磨性两方面来减轻磨损,延长工件寿命。自磨锐则是巧妙运用磨料磨损规律,引导矛盾向有利方面转化的结果。刀片如采用特殊设计或特殊处理,使之作业时由于土壤或作物对刀刃两个刃面产生不同的磨损量,让厚度适当的刀尖突出于前沿,较长时间保持较锋利的切割性能,这一效果称为自磨锐,这种刀片成为自磨刃刀片。
实现自磨锐主要通过以下三种途径:(1)进行特殊几何性状设计;(2)采用双金属复合材料;(3)进行特殊工艺处理,例如采用化学热处理、表面处理、堆焊、喷涂等表面强化工艺,获得表里硬度不同的刃部。目前的研究主要集中在通过特殊工艺处理获得自磨刃刀具,但是,制备自磨刃刀具需要科学周密的设计,如选择合理的强化部位、适当的硬化层厚度和耐磨层与基体母材科学的硬度配比等。因此,如何制备使用寿命长、自磨锐效果好的刀具仍是目前的技术难题。
发明内容
针对上述现有技术,本发明的目的是提供一种刀具狭缝式感应淬火形成自磨刃的加工方法。采用本发明方法处理后的刀具在刃口部位形成硬度梯度,使用过程中能够由于硬度的不同而构成自磨刃;同时其硬度、耐磨性和耐腐蚀性相较于未处理的刀具有着显著提升,刀具的使用寿命也得到极大改善。
为实现上述目的,本发明采用如下技术方案:
本发明的第一方面,提供一种刀具狭缝式感应淬火形成自磨刃的加工方法,包括以下步骤:
(1)在刀具的底面选择待感应淬火区域,并对待感应淬火区域进行清洁处理;
(2)将清洁处理后的刀具固定于加工台上,调整刀具的待感应淬火区域与狭缝式加热管之间的距离在0.2~6mm;利用狭缝式加热管将待感应淬火区域加热至刀具材料的临界温度Ac3以上;然后立即在淬火油中进行淬火,淬火后在待感应淬火区域形成淬硬层。
优选的,步骤(1)中,所述待感应淬火区域为刀具的刃口在刀体底面的正投影区域。
优选的,步骤(1)中,所述清洁处理具体为:采用砂纸或者其他方式去除表面油污及氧化层,至露出金属表面。
优选的,步骤(2)中,所述狭缝式加热管包括:第一加热段,与第一加热段通过第一直角弯头连接的第二加热段,所述第二加热段的另一端通过180°弯头与第三加热段连接,所述第三加热段的另一端通过第二直角弯头与第四加热段连接;
所述第一加热段与第四加热段平行,所述第二加热段与第三加热段平行;所述第一加热段、第二加热段、第三加热段和第四加热段位于同一安装平面。
进一步的,所述第一加热段与第四加热段之间的间隙为15-20mm;所述第二加热段与第三加热段之间的间隙为15-20mm。
优选的,步骤(2)中,所述淬火油为光亮淬火油。
优选的,步骤(2)中,所述淬硬层的厚度为0.55~0.62mm。
本发明的第二方面,提供上述方法在制备自磨刃刀具中的应用。
本发明的第三方面,提供一种自磨刃刀具,所述自磨刃刀具的刃口在刀体底面的正投影区域采用上述方法进行狭缝式感应淬火处理,使其硬度大于刃口。
进一步的,淬火处理后所形成的淬硬层的厚度在0.55~0.62mm之间。
本发明的有益效果:
本发明针对刀具刃口部分进行狭缝式感应淬火,使刀具在其刃口部位形成硬度梯度,进而在使用过程中因磨损量的不同形成自磨刃,从而有效的改善刀具刃口的硬度、耐磨性,使得刀具的各方面性能均得到了改善。
附图说明
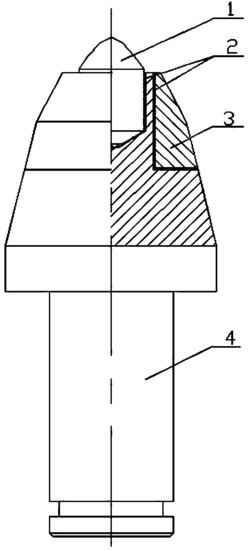
图1:示例刀具结构示意图。
图2:待加热区域(阴影区域)示意图。
图3:感应加热示意图。
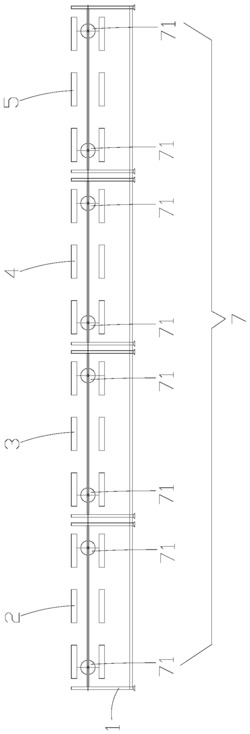
图4:加热铜管示意图。
图5:刃口磨损前、后示意图;其中,a:磨损前,b:磨损后。
图中,1-刀体,2-螺栓孔,3-刃口,4-待感应淬火区域,5-狭缝式加热管,51-第一加热段,52-第一直角弯头,53-第二加热段,54-180°弯头,55-第三加热段,56-第二直角弯头,57-第四加热段,6-淬硬层。
具体实施方式
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
正如背景技术部分所介绍的,国内外对农机切刀自磨刃的强化措施主要集中通过特殊工艺处理获得自磨刃刀具,但是,制备自磨刃刀具需要科学周密的设计,如选择合理的强化部位、适当的硬化层厚度和耐磨层与基体母材科学的硬度配比等。只有精准控制刃口硬化层与基体母材的磨损率保持适当比例才能获得优良的自磨锐效果,而且在自磨刃加工及强化过程中,还会引起刀片的形变,因此,如何制备使用寿命长、自磨锐效果好的刀具仍是目前的技术难题。
钢的淬火是指将钢加热到临界温度AC3(亚共析钢)或AC1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下进行马氏体(或贝氏体)转变的热处理工艺。通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火处理可以提高钢的刚性、硬度、耐磨性、疲劳强度及韧性等。但是,由于刀具的刃口部位有限,采用传统的淬火处理方法难以实现对加热部位进行精确控制,导致刀具整体可能出现热变形;而且难以控制淬硬层的厚度。因此,通过现有的淬火处理难以制备使用寿命长、自磨锐效果好的自磨刃刀具。
基于此,本发明的目的是提供一种刀具狭缝式感应淬火形成自磨刃的加工方法,并由此制备得到了自磨刃刀具。
在本发明的一种实施方案中,所给出的刀具狭缝式感应淬火形成自磨刃的加工方法,包括以下步骤:
(1)将刀具待感应淬火区域4进行清洁处理;所述清洁处理可选用砂纸或其他方式去除表面油污以及氧化层,至露出金属表面。
(2)将刀具放置固定于加工台上,调整控制刀具与加热铜管间的距离H(图3)。
(3)对刀具刃口部分进行感应加热至需要温度后进行油淬。
作为优选的一种实施方案,所述待感应淬火区域位于刀具的刃口背侧(即刀体的底面);待感应淬火区域4的范围为刀具的刃口3在刀体1底面的正投影区域(图1和图2)。待感应淬火区域4的选择比较关键,因为待感应淬火区域4完成淬火后会相应的形成淬硬层6,淬硬层的区域大小只有与刀具的刃口保持适当的比例才能获得优良的自磨锐效果。当待感应淬火区域的范围为刀具的刃口在刀具底面的正投影区域时,淬火后所形成的淬硬层区域与刃口区域比例适中,具有最佳的自磨锐效果。
作为优选的一种实施方案,本发明所采用的加热铜管为狭缝式加热管5(如图4所示),狭缝式加热管5包括:第一加热段51,与第一加热段51通过第一直角弯头52连接的第二加热段53,所述第二加热段53的另一端通过180°弯头54与第三加热段55连接,所述第三加热段55的另一端通过第二直角弯头56与第四加热段57连接;
所述第一加热段51与第四加热段57平行,所述第二加热段53与第三加热段55平行;所述第一加热段51、第二加热段53、第三加热段55和第四加热段57位于同一安装平面。
所述第一加热段51与第四加热段57之间的间隙为18mm;所述第二加热段53与第三加热段55之间的间隙为18mm。
本发明所采用的狭缝式感应淬火工艺,其具体体现在加热铜管为狭缝式加热管5,整体为折叠状,各折叠加热段之间有一定的距离,即是狭缝式的,进而对刀具的加热范围的形状是狭缝式的。并通过对各折叠加热段之间的间距的设定,使得对刀具的加热范围与待感应淬火区域4相一致。
感应加热是一种利用电磁感应在工件内产生涡流而将工件进行加热的加热方式。而利用狭缝式感应加热与一般加热方式相比,具有如下优势:
1)对刀具仅是刃口部分加热,对刀具整体的热变形影响小;
2)加热时间短,刀具表面可以在很短的时间达到Ac3及以上温度,表面氧化脱碳量少;
3)硬度层深以及硬度范围可控;
4)热源在工件表层,加热速度快,热效率高。
刀具与加热铜管间的距离H会影响作业的时间,即距离越近加热所需时间越短,反之时间越长。如果距离过大,会存在无法加热的情况。但距离如果过近,会使刀具在极短时间内被加热,不仅是表面,内部温度也会急速上升,甚至会超过所要求温度,不利于硬度梯度的形成以及进行淬硬层的控制。经多次试验发现,刀具与加热铜管之间的适宜距离H在0.2~6mm之间。在上述距离条件下,感应加热时加热过程用时较短,一般在几秒钟内,刀体虽然因热传导使温度有所升高,但因时间较短,在且加热后立即进行了油淬,对刀具整体基本不会产生热形变。
作为优选的一种实施方案,本发明所采用的淬火油为光亮淬火油,可通过市售渠道购买得到,例如昆山东昶润滑油有限公司生产的嘉士德QC302光亮淬火油,其具有极好的热稳定性,闪点高,不易氧化变质,能显著减少热处理的变形、变性倾向。
与常规的淬火处理不同的是,本发明的淬火工艺中未采取保温过程,即感应加热至Ac3以上立即进行油淬处理,油淬处理区域仅为刀具的感应加热区域,油淬温度冷却至200摄氏度左右置于空气中空冷至室温。
淬火完成后会在刀具的待感应加热区域形成淬硬层,淬硬层厚度对形成自磨刃有较大影响,若淬硬层较薄,则刃口处淬硬层同样易磨损,自磨刃效果不佳,进而无法达到所需要求。若所需淬硬层较厚,则加热时间也会增加,进而会使刀具心部温度也会上升较大,影响淬火效果。综合考虑上述各种因素,适宜的淬硬层厚度为0.55~0.62mm之间。
为了使得本领域技术人员能够更加清楚地了解本申请的技术方案,以下将结合具体的实施例详细说明本申请的技术方案。
本发明实施例和对比例的刀具材料均选用45钢。
实施例1:
选择刀具的刃口3在刀体1底面的正投影区域作为待感应淬火区域4,首先将待感应淬火区域4利用砂纸、无水乙醇等进行打磨清洁处理,去除表面油污以及氧化层等污物。
利用固定夹具将刀具固定,调整刀具待感应淬火区域4与狭缝式加热管5之间的距离H为6mm,使其能够对表面进行感应加热。
启动感应加热设备,对刀具进行感应加热,利用测温仪实时监测刀具温度达到800℃后,立即将刀具的感应淬火区域4置于事先备好的嘉士德QC302光亮淬火油中进行淬火,油淬温度冷却至150℃左右,然后置于空气中空冷至室温。
刀具经过狭缝式淬火后,会形成厚度为0.58mm的淬硬层6,淬硬层的硬度大于刀具基体母材的硬度,因此,其刃口部位能够形成硬度梯度,在使用过程中能够由于硬度的不同构成自磨刃,同时其硬度相较未处理刀具硬度较高,耐磨性能也显著提升,并且耐腐蚀性能也有所提升,因此刀具的使用寿命也能得到极大改善。
实施例2:
选择刀具的刃口3在刀体1底面的正投影区域作为待感应淬火区域4,首先将待感应淬火区域4利用砂纸、无水乙醇等进行打磨清洁处理,去除表面油污以及氧化层等污物。
利用固定夹具将刀具固定,调整刀具待感应淬火区域4与狭缝式加热管5之间的距离H为0.2mm,使其能够对表面进行感应加热。
启动感应加热设备,对刀具进行感应加热,利用测温仪实时监测刀具温度达到850℃后,立即将刀具的感应淬火区域4置于事先备好的嘉士德QC302光亮淬火油中进行淬火,油淬温度冷却至200℃左右,然后置于空气中空冷至室温。
刀具经过狭缝式淬火后,会形成厚度为0.62mm的淬硬层6。
实施例3:
选择刀具的刃口3在刀体1底面的正投影区域作为待感应淬火区域4,首先将待感应淬火区域4利用砂纸、无水乙醇等进行打磨清洁处理,去除表面油污以及氧化层等污物。
利用固定夹具将刀具固定,调整刀具待感应淬火区域4与狭缝式加热管5之间的距离H为3mm,使其能够对表面进行感应加热。
启动感应加热设备,对刀具进行感应加热,利用测温仪实时监测刀具温度达到800℃后,立即将刀具的感应淬火区域4置于事先备好的嘉士德QC302光亮淬火油中进行淬火,油淬温度冷却至200℃左右,然后置于空气中空冷至室温。
刀具经过狭缝式淬火后,会形成厚度为0.55mm的淬硬层6。
对比例1:
选择刀具刀体1底面区域作为待感应淬火区域,首先将待感应淬火区域利用砂纸、无水乙醇等进行打磨清洁处理,去除表面油污以及氧化层等污物。
利用固定夹具将刀具固定,启动感应加热设备,对刀具进行感应加热,利用测温仪实时监测刀具温度达到800℃后,立即将刀具的感应淬火区域置于事先备好的普通淬火油中进行淬火,油淬温度冷却至200℃左右,然后置于空气中空冷至室温。
刀具经过狭缝式淬火后,会形成厚度为0.70mm的淬硬层。
效果试验:
将本实施例1-3、对比例1制备的刀具安装在同一型号的苜蓿收割机械上进行苜蓿切割现场对比试验,同时以市售刀片作为对比。试验设计如下:
在同一地块收获苜蓿,统计作业100亩所用的时间,相较于市售刀片,油耗降低的情况,结果见表1。
表1:
作业1800亩后,本实施例1制备的刀具仍具有锋锐的切割性能,切削茬口平齐;而对比例1制备的刀片在作业1200亩后的切削性能就会急剧下降,刃口磨损严重。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
一种刀具狭缝式感应淬火形成自磨刃的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0