









专利摘要
本发明属于金属表面涂层技术领域,公开了一种在WC/CO硬质合金基体上沉积ZrCrN/ZrMoN叠层刀具涂层及其制备方法。本发明所述的ZrCrN/ZrMoN叠层涂层从基体到表层依次为:Cr/CrN过渡层、ZrCrN层、ZrMoN层……ZrCrN层、ZrMoN层。单层涂层厚度为40~80nm,涂层总厚度为3~4微米。本发明所述的涂层采用多弧离子镀技术沉积。涂层中含有锆、钼、铬和氮四种元素,涂层显微硬度达到37.3GPa,耐高温氧化温度可达1240℃,划痕法测得涂层与基体见的结合力可达132N,摩擦系数为0.28。通过本发明制备的硬质合金刀具有较高的膜基结合力,较低的摩擦系数,可实现对高硬度的金属材料进行高速干切削。
权利要求
1.一种ZrCrN/ZrMoN叠层刀具涂层,其特征在于,所述的ZrCrN/ZrMoN叠层涂层从基体到表层依次为:Cr/CrN过渡层、及ZrCrN层和ZrMoN层交替层叠的涂层,单层涂层厚度为40~80nm,涂层总厚度为3~4微米。
2.一种如权利要求1所述的ZrCrN/ZrMoN叠层刀具涂层的制备方法,其特征在于,所述方法包括以下步骤:
(1)将清洗后的刀具均匀的固定在工件架上,装入多弧离子镀镀膜机中,抽至本底真空,通入Ar气调节腔体气压至0.1-0.5Pa,同时打开加热器升温至350-450℃;
(2)对基体施加400-600V负偏压,溅射基体600-800s,溅射功率5-7kw;
(3)沉积Cr/CrN过渡层:降低基体负偏压至280-320V,通入N2,关闭Ar气,调节腔体气压至1-3Pa,温度升高至450-550℃。使铬靶通电,靶电流50~60A,沉积Cr/CrN过渡层600-800s;
(4)沉积ZrCrN层:使锆靶通电,靶电流90~100A,沉积ZrCrN层600-800s;
(5)沉积ZrMoN层:关闭铬靶,使钼靶通电,靶电流50~60A,沉积ZrCrN层600-800s;
(6)沉积ZrCrN层:关闭钼靶,使铬靶通电,靶电流50~60A,沉积ZrCrN层600-800s;
(7)重复(5)、(6)步骤,交替沉积ZrCrN、ZrMoN涂层共110~130min;
(8)沉积结束后使刀具随炉冷却至150℃以下取出。
3.根据权利要求2所述的方法,其特征在于,在上述刀具涂层制备之前需要对基体进行预处理,具体工艺为:将预镀刀具放入盛有浓度为95%的酒精的超声波清洗机中清洗5min,接着将取出的刀具烘干。
4.根据权利要求2所述的方法,其特征在于,多弧离子镀的工作条件包括,调节工件架转速为10-165r/min,抽至本底真空5×10-4Pa,通入Ar气调节腔体气压至0.1-0.5Pa。
说明书
技术领域
本发明属于金属表面涂层技术领域,涉及一种采用多弧离子镀技术沉积一种ZrCrN/ZrMoN叠层刀具涂层及其制备方法。
背景技术
随着现代科学技术的快速发展,人们对机械部件提出了更高的综合性能要求,但有些要求往往超出了单一材料可以达到的性能范围。例如,对于在高温环境中使用的部件,除了要求其有较高的高温强度外,还要求它具有良好的抗高温氧化、腐蚀、冲蚀和磨损的能力。对于在剧烈磨损环境中使用的工具,则对其在高温强度、韧性、耐磨性等方面都提出了比以前更高的要求。单一的材料往往不可能满足上述的所有性能要求,而采用涂层方法制备的材料组合则可以有效地发挥各种材料的优点,同时避免各自的局限性。
最早的硬质耐磨涂层一般是应用在合金刀具上,在刀具基体上涂覆一层高硬物质涂层,提高刀具表面的耐磨性,抗粘合性,抗氧化性以及减小摩擦系数,从而提高了刀具的使用寿命。随着涂层技术的不断发展与完善以及耐磨涂层材料的开发,越来越多的涂层应用于需要耐磨及防护的机械零部件上来提高材料的耐磨、耐热和防腐性能。发展新型涂层材料和涂层制备技术一直是涂层技术重要内容,本发明就提供了一种新型的应用于刀具的涂层。
发明内容
本发明的目的在于提供一种在硬质合金刀具表面涂覆了ZrCrN/ZrMoN叠层的刀具涂层及其制备方法。本发明的具体技术方案如下所述。
本发明提供一种ZrCrN/ZrAlN叠层刀具涂层,所述的ZrCrN/ZrAlN叠层涂层从基体到表层依次为:Cr/CrN过渡层、及ZrCrN层和ZrMoN层交替层叠的涂层。单层涂层厚度为40~80nm,涂层总厚度为3~4微米。
本发明还提供一种上述纳米复合锆钼铬氮化物涂层的制备方法,其具体步骤如下:
(1)将清洗后的刀具均匀的固定在工件架上,装入多弧离子镀镀膜机中,调节工件架转速为10-165r/min。抽至本底真空5×10-4Pa,通入Ar气调节腔体气压至0.1-0.5Pa,同时打开加热器升温至350-450℃。
(2)对基体施加400-600V负偏压,溅射基体600-800s,溅射功率5-7kw。
(3)沉积Cr/CrN过渡层:降低基体负偏压至280-320V,通入N2,关闭Ar气,调节腔体气压至1-3Pa,温度升高至450-550℃。使铬靶通电,靶电流50~60A,沉积Cr/CrN过渡层600-800s。
(4)沉积ZrCrN层:使锆靶通电,靶电流90~100A,沉积ZrCrN层600-800s。
(5)沉积ZrMoN层:关闭铬靶,使钼靶通电,靶电流50~60A,沉积ZrCrN层600-800s。
(6)沉积ZrCrN层:关闭钼靶,使铬靶通电,靶电流50~60A,沉积ZrCrN层600-800s。
(7)重复(5)、(6)步骤……交替沉积ZrCrN、ZrMoN涂层110~130min
(8)沉积结束后使刀具随炉冷却至150℃以下取出。
本发明涉及的基体预处理工艺为:将预镀刀具放入盛有浓度为95%的酒精的超声波清洗机中清洗5min,接着将取出的刀具烘干。
本发明可通过改变涂层中各元素组分的含量调节涂层的显微结构、硬度、表面摩擦系数和抗高温氧化的性能,可以适应不同的切削环境和加工条件。
本发明的有益效果是:可以提高涂层与基体的结合力,降低刀具表面的摩擦系数,使用本发明所述涂层涂覆的刀具,切削速度和使用寿命可大幅度提高;通过调节涂层的显微结构,可适用于各种不同的切削环境和加工条件。
附图说明
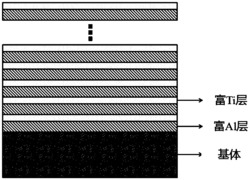
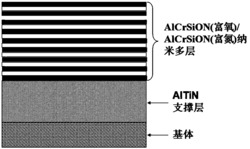
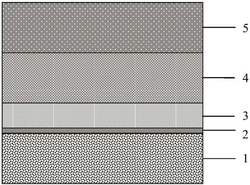
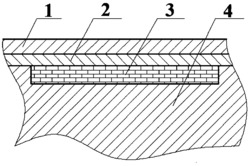
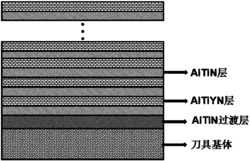
图1为本发明涂层结构SEM图像;
图中,1为基体,2为Cr/CrN过渡层,3、5、7、9、11、13、17、19、21为ZrCrN涂层,2、4、6、8、10、12、14、16、18、20、22为ZrMoN涂层。
具体实施方式
为了更好的说明本发明的技术方案,下面用具体实施例来进行进一步的说明。
实施例1
本实施例是在WC/CO硬质合金刀具基体上沉积ZrCrN/ZrMoN叠层刀具涂层。本发明所述的ZrCrN/ZrMoN叠层涂层从基体到表层依次为:Cr/CrN过渡层、ZrCrN层、ZrMoN层……ZrCrN层、ZrMoN层。单层涂层厚度为40~80nm,涂层总厚度为3~4微米。
本实施例涉及的基体预处理工艺为:将预镀刀具放入盛有浓度为95%的酒精的超声波清洗机中清洗5min,接着将取出的刀具烘干。
本实施例的镀膜步骤为:
(1)将清洗后的刀具均匀的固定在工件架上,装入多弧离子镀镀膜机中,调节工件架转速为10-165r/min。抽至本底真空5×10-4Pa,通入Ar气调节腔体气压至0.1-0.5Pa,同时打开加热器升温至350-450℃。
(2)对基体施加400-600V负偏压,溅射基体600-800s,溅射功率5-7kw。
(3)沉积Cr/CrN过渡层:降低基体负偏压至280-320V,通入N2,关闭Ar气,调节腔体气压至1-3Pa,温度升高至450-550℃。使铬靶通电,靶电流50~60A,沉积Cr/CrN过渡层600-800s。
(4)沉积ZrCrN层:使锆靶通电,靶电流90~100A,沉积ZrCrN层600-800s。
(5)沉积ZrMoN层:关闭铬靶,使钼靶通电,靶电流50~60A,沉积ZrCrN层600-800s。
(6)沉积ZrCrN层:关闭钼靶,使铬靶通电,靶电流50~60A,沉积ZrCrN层600-800s。
(7)重复(5)、(6)步骤……交替沉积ZrCrN、ZrMoN涂层110~130min
(8)沉积结束后使刀具随炉冷却至150℃以下取出。
实施例2
在YG8硬质合金立铣刀表面沉积本发明所述的ZrCrN/ZrMoN叠层涂层,与在相同硬质合金立铣刀表面沉积氮化锆硬质涂层以及未涂层刀具各取三支,进行耐磨性测试。耐磨性测试条件为:刀具为Φ5mm 4刃立铣刀,被切工件为4Cr5MoSiV(58HRC),干铣削,顺铣,切削速度为350m/min,每齿切削量为0.05mm/Z,径向进给量为0.20mm,轴向进给量为2mm,加工长度为80m。
测试结果表明:用本发明所述的ZrCrN/ZrMoN叠层涂层涂覆的刀具刀面磨损值为0.08mm,涂覆氮化锆涂层的刀具刀面磨损值为0.38mm,未涂层刀具刀面磨损值为0.86mm。本发明所述的ZrCrN/ZrMoN叠层涂层涂覆的刀具耐磨性被大幅提高。
实施例3
在M2高速钢标准试片表面沉积本发明所述的ZrCrN/ZrMoN叠层涂层,与在相同高速钢试片表面沉积氮化锆硬质涂层以及未涂层试片各取三片,抛光后用高温摩擦磨损机进行室温摩擦试验,摩擦副为Al2O3陶瓷磨球(直径9.38mm),摩擦形式为球-盘圆周摩擦,摩擦半径为4mm,载荷为3N,相对转速50r/min,摩擦时间为30min。
测试结果表明:用本发明所述的ZrCrN/ZrMoN叠层涂层涂覆的试片摩擦系数为0.28,涂覆氮化锆涂层的试片摩擦系数为0.72,未涂层试片摩擦系数为1.02。本发明所述的ZrCrN/ZrMoN叠层涂层涂覆的试片摩擦系数大幅降低。
一种ZrCrN/ZrMoN叠层刀具涂层及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0