









专利摘要
本发明提供一种基于正负压双汽缸的振动辅助电弧铣削主轴,包括,动力组件;所述动力组件包括,伺服电机、第一气缸及第二气缸;伺服电机安装于底板上,所述伺服电机的驱动轴上安装飞轮,销钉垂直的安装于所述飞轮的轮面上,且不位于所述飞轮的轴心上。采用正负压双汽缸,运行平稳,机械冲击小,反应快捷,成本低廉,安全可靠。产生推力大,受力均衡,可以达到较大的振幅与频率。振动部分重量轻,能达到更高的振幅。振幅可调节。
权利要求
1.一种基于正负压双汽缸的振动辅助电弧铣削主轴,其特征在于,包括,动力组件;所述动力组件包括,伺服电机、第一气缸及第二气缸;伺服电机安装于底板上,所述伺服电机的驱动轴上安装飞轮,销钉垂直的安装于所述飞轮的轮面上,且不位于所述飞轮的轴心上;
双气缸杆的杆身两端分别为第一气缸杆及第二气缸杆,所述杆身开设与销钉配合的竖直槽,所述销钉插入所述竖直槽内;
所述第一气缸杆的末端安装第一气缸活塞,所述第二气缸杆的末端安装第二气缸活塞;第一气缸及第二气缸分别固定于所述底板上;所述第一气缸活塞安装于所述第一气缸内,所述第二气缸活塞安装于所述第二气缸内;
所述销钉的回转中心与双气缸杆往复摆动线重合,使第一气缸与第二气缸内压强变化呈正弦变化,且相位差180度;
还包括,铣削主轴;所述铣削主轴包括电极夹头、波纹管及旋转接头;旋转接头包括顶部和底部,所述顶部与所述底部可相对转动;所述电极夹头的顶端通过内螺纹与所述波纹管连接,所述波纹管的顶端与旋转接头的底部连接;
还包括,振动组件;所述振动组件包括第一气缸四通、第一末端输出软管、第二气缸四通、第二末端输出软管、驱动气缸、与驱动气缸适配的驱动气缸推杆、振动支架及小轮;所述电极夹头的中部开设凹槽,小轮安装于凹槽内,当电极夹头转动时,所述小轮随电极夹头转动;振动支架包括圆环及安装杆,所述安装杆固定于圆环上,安装杆的一端与驱动气缸推杆的末端固定连接,小轮的轮轴固定于安装杆的另一端,圆环套装于电极夹头的上部;驱动气缸推杆的首端安装驱动气缸活塞,所述驱动气缸活塞安装于驱动气缸内;第一末端输出软管的一端与第一气缸四通连接,另一端连通于驱动气缸内,位于驱动气缸活塞的上部;第二末端输出软管的一端与第二气缸四通连接,另一端连通于驱动气缸内,位于驱动气缸活塞的下部;
还包括,调节组件;所述调节组件包括,第一气缸输出软管,第二气缸输出软管、第一双向可调减压阀、第二双向可调减压阀,第一输出软管、第二输出软管;所述第一气缸输出软管一端与第一气缸连通,另一端接入第一双向可调减压阀的输入口上,第一输出软管的一端接入第一双向可调减压阀的输出口上,另一端与第一气缸四通连接;所述第二气缸输出软管一端与第二气缸连通,另一端接入第二双向可调减压阀的输入口上,第二输出软管的一端接入第二双向可调减压阀的输出口上,另一端与第二气缸四通连接;
还包括,四通支架;所述第一气缸四通与所述第二气缸四通通过四通支架固定连接;
还包括,主动齿轮及从动齿轮;所述从动齿轮固定于旋转接头的底部,从动齿轮与主动齿轮啮合;
还包括,输入导线、石墨块及压紧弹簧;所述压紧弹簧将石墨块压紧于电极夹头上,所述输入导线与石墨块连接。
2.根据权利要求1所述的一种基于正负压双汽缸的振动辅助电弧铣削主轴,其特征在于,电机夹头的底端为ER25标准夹头。
3.根据权利要求2所述的一种基于正负压双汽缸的振动辅助电弧铣削主轴,其特征在于,所述波纹管为不锈钢波纹管。
说明书
技术领域
本发明属于电弧加工技术领域,尤其涉及一种基于正负压双汽缸的振动辅助电弧铣削主轴。
背景技术
电弧加工(Electro-arc Machining,简称EAM)包括电弧三维加工(ArcDimensional Machining,简称ADM)、电熔爆加工(Electro-melting-explosionMachining,简称EME)、短电弧加工(Short Electric Arc Machining,简称SEAM)、高效放电铣削加工(High Speed Electro-erosion Milling,简称HSEM)、高速电弧放电加工(Blasting Erosion Arc Machining,简称BEAM)等加工技术。电弧加工过程中不存在宏观作用力,具有无视工件材料的硬度、韧性、粘性、脆性等特性进行加工的特点,已经被成功用于轧辊修复制造、高压泵柱塞、叶轮外圆和端面加工等方面,极大的提高了生产效率并降低了加工成本。
申请人在前期研究中发现,对工件电极叠加振动,采用铣削加工方式的振动辅助电弧铣削加工技术具有加工成本低、稳定性高、加工柔性大的优点;振动的叠加通过增大平均电极间隙、促进电蚀产物排出,可以在不降低加工表面粗糙度的基础上,同时提升加工速度和降低电极相对损耗率,振动辅助电弧加工已经被证明是一种有效的复合加工方法。但是现有振动的提供方式中,均存在:
1、振幅、频率低;
2、机械冲击大;
3、结构复杂,成本高;
4、运行平稳性差等技术问题。
发明内容
本发明为了解决上述技术问题,提供了一种基于正负压双汽缸的振动辅助电弧铣削主轴。为了对披露的实施例的一些方面有一个基本的理解,下面给出了简单的概括。该概括部分不是泛泛评述,也不是要确定关键/重要组成元素或描绘这些实施例的保护范围。其唯一目的是用简单的形式呈现一些概念,以此作为后面的详细说明的序言。
本发明采用如下技术方案:
在一些可选的实施例中,一种基于正负压双汽缸的振动辅助电弧铣削主轴,包括,动力组件;所述动力组件包括,伺服电机、第一气缸及第二气缸;伺服电机安装于底板上,所述伺服电机的驱动轴上安装飞轮,销钉垂直的安装于所述飞轮的轮面上,且不位于所述飞轮的轴心上;
双气缸杆的杆身两端分别为第一气缸杆及第二气缸杆,所述杆身开设与销钉配合的竖直槽,所述销钉插入所述竖直槽内;
所述第一气缸杆的末端安装第一气缸活塞,所述第二气缸杆的末端安装第二气缸活塞;第一气缸及第二气缸分别固定于所述底板上;所述第一气缸活塞安装于所述第一气缸内,所述第二气缸活塞安装于所述第二气缸内;
所述销钉的回转中心与双气缸杆往复摆动线重合,使第一气缸与第二气缸内压强变化呈正弦变化,且相位差180度。
其中,还包括,铣削主轴;所述铣削主轴包括电极夹头、波纹管及旋转接头;旋转接头包括顶部和底部,所述顶部与所述底部可相对转动;所述电极夹头的顶端通过内螺纹与所述波纹管连接,所述波纹管的顶端与旋转接头的底部连接。
其中,还包括,振动组件;所述振动组件包括第一气缸四通、第一末端输出软管、第二气缸四通、第二末端输出软管、驱动气缸、与驱动气缸适配的驱动气缸推杆、振动支架及小轮;所述电极夹头的中部开设凹槽,小轮安装于凹槽内,当电极夹头转动时,所述小轮随电极夹头转动;振动支架包括圆环及安装杆,所述安装杆固定于圆环上,安装杆的一端与驱动气缸推杆的末端固定连接,小轮的轮轴固定于安装杆的另一端,圆环套装于电极夹头的上部;驱动气缸推杆的首端安装驱动气缸活塞,所述驱动气缸活塞安装于驱动气缸内;第一末端输出软管的一端与第一气缸四通连接,另一端连通于驱动气缸内,位于驱动气缸活塞的上部;第二末端输出软管的一端与第二气缸四通连接,另一端连通于驱动气缸内,位于驱动气缸活塞的下部。
其中,还包括,调节组件;所述调节组件包括,第一气缸输出软管,第二气缸输出软管、第一双向可调减压阀、第二双向可调减压阀,第一输出软管、第二输出软管;所述第一气缸输出软管一端与第一气缸连通,另一端接入第一双向可调减压阀的输入口上,第一输出软管的一端接入第一双向可调减压阀的输出口上,另一端与第一气缸四通连接;所述第二气缸输出软管一端与第二气缸连通,另一端接入第二双向可调减压阀的输入口上,第二输出软管的一端接入第二双向可调减压阀的输出口上,另一端与第二气缸四通连接。
其中,还包括,四通支架;所述第一气缸四通与所述第二气缸四通通过四通支架固定连接。
其中,还包括,主动齿轮及从动齿轮;所述从动齿轮固定于旋转接头的底部,从动齿轮与主动齿轮啮合。
其中,还包括,输入导线、石墨块及压紧弹簧;所述压紧弹簧将石墨块压紧于电极夹头上,所述输入导线与石墨块连接。
其中,电机夹头的底端为ER25标准夹头。
其中,所述波纹管为不锈钢波纹管。
本发明所带来的有益效果:采用正负压双汽缸,运行平稳,机械冲击小,反应快捷,成本低廉,安全可靠。产生推力大,受力均衡,可以达到较大的振幅与频率。振动部分重量轻,能达到更高的振幅。振幅可调节。
为了上述以及相关的目的,一个或多个实施例包括后面将详细说明并在权利要求中特别指出的特征。下面的说明以及附图详细说明某些示例性方面,并且其指示的仅仅是各个实施例的原则可以利用的各种方式中的一些方式。其它的益处和新颖性特征将随着下面的详细说明结合附图考虑而变得明显,所公开的实施例是要包括所有这些方面以及它们的等同。
附图说明
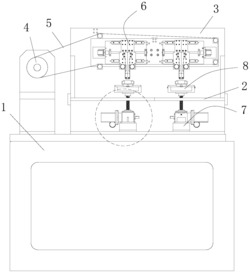
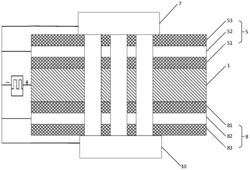
图1为本发明的结构示意图;
图2为本发明的动力组件和调节组件的结构示意图;
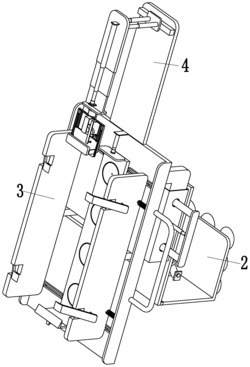
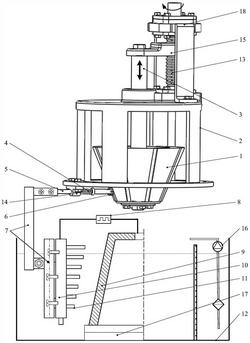
图3为本发明的铣削主轴、振动组件的结构示意图;
图4为本发明的铣削主轴、振动组件拆卸部分部件后的结构示意图;
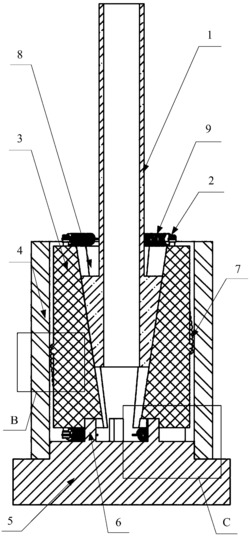
图5为铣削主轴部位的结构示意图;
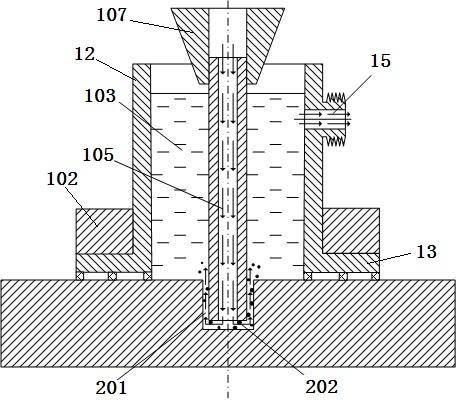
图6为振动组件的结构示意图;
图7为振动组件与电极夹头装配过程的结构示意图;
图8为电极夹头的部分结构放大示意图。
具体实施方式
以下描述和附图充分地示出本发明的具体实施方案,以使本领域的技术人员能够实践它们。其他实施方案可以包括结构的、逻辑的、电气的、过程的以及其他的改变。实施例仅代表可能的变化。除非明确要求,否则单独的部件和功能是可选的,并且操作的顺序可以变化。一些实施方案的部分和特征可以被包括在或替换其他实施方案的部分和特征。本发明的实施方案的范围包括权利要求书的整个范围,以及权利要求书的所有可获得的等同物。
在一些说明性的实施例中,一种基于正负压双汽缸的振动辅助电弧铣削主轴,如图1-8所示,包括动力组件、铣削主轴、振动组件及调节组件。
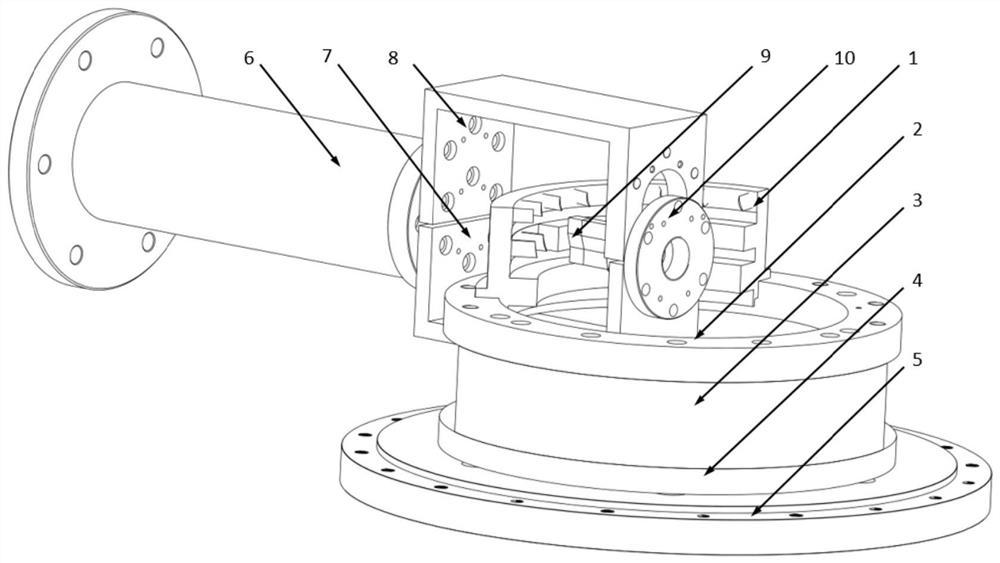
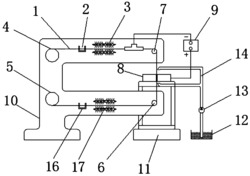
如图1-2所示,动力组件包括伺服电机2、第一气缸9及第二气缸10;伺服电机2通过伺服电机安装架3安装于底板1上,所述伺服电机2的驱动轴上安装飞轮4,销钉5垂直的安装于所述飞轮4的轮面上,且不位于所述飞轮4的轴心上;
双气缸杆6的杆身603两端分别为第一气缸杆601及第二气缸杆602,所述杆身603开设与销钉5配合的竖直槽604,所述销钉5插入所述竖直槽604内;
所述第一气缸杆601的末端安装第一气缸活塞7,所述第二气缸杆602的末端安装第二气缸活塞8;第一气缸9及第二气缸10分别固定于所述底板1上;所述第一气缸活塞7安装于所述第一气缸9内,所述第二气缸活塞8安装于所述第二气缸10内;
所述销钉5的回转中心与双气缸杆6的往复摆动线重合,使第一气缸与第二气缸内压强变化呈正弦变化,且相位差180度,行程速比系数K=1,极位夹角为0。相位指的是正弦上的相位。双气缸杆6在销钉5的带动下左右往复摆动,往复摆动线为双气缸杆在进入第一气缸及第二气缸内深度相同时,双气缸杆为对称结构,其中线的位置即为往复摆动线。
如图1-2所示,所述调节组件包括,第一气缸输出软管11,第二气缸输出软管12、第一双向可调减压阀13、第二双向可调减压阀14,第一输出软管15、第二输出软管16;所述第一气缸输出软管11一端与第一气缸9连通,另一端接入第一双向可调减压阀13的输入口上,第一输出软管15的一端接入第一双向可调减压阀13的输出口上,另一端与第一气缸四通19连接;所述第二气缸输出软管12一端与第二气缸10连通,另一端接入第二双向可调减压阀14的输入口上,第二输出软管16的一端接入第二双向可调减压阀14的输出口上,另一端与第二气缸四通20连接。其中第一双向可调减压阀13通过第一双向可调减压阀固定座17固定安装于底板1上,第二双向可调减压阀14通过第二双向可调减压阀固定座18固定安装于底板1上。其中第一双向可调减压阀13及第二双向可调减压阀14用于调节进气量大小,从而调节振幅。
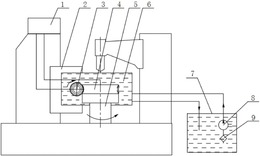
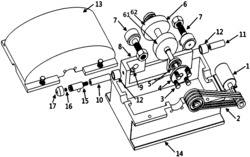
如图1、3、4、6、7所示,所述振动组件包括第一气缸四通19、第一末端输出软管30、第二气缸四通20、第二末端输出软管31、三组驱动气缸24、与驱动气缸24适配的驱动气缸推杆25、振动支架26及小轮27;电极夹头28的中部开设凹槽281,小轮27安装于凹槽281内,当电极夹头28转动时,所述小轮27随电极夹头28转动;振动支架26包括圆环261及安装杆262,所述安装杆262固定于圆环261上,安装杆262的一端与驱动气缸推杆25的末端固定连接,小轮27的轮轴固定于安装杆262的另一端,圆环261套装于电极夹头28的上部;驱动气缸推杆25的首端安装驱动气缸活塞251,所述驱动气缸活塞251安装于驱动气缸24内;第一末端输出软管30的一端与第一气缸四通19连接,另一端连通于驱动气缸24内,位于驱动气缸活塞251的上部;第二末端输出软管31的一端与第二气缸四通20连接,另一端连通于驱动气缸24内,位于驱动气缸活塞251的下部。第一末端输出软管30与第一气缸四通19相匹配;第二末端输出软管31与第二气缸四通20相匹配。驱动气缸24通过驱动气缸支架22安装于铣削主轴底板23上。亚克力支架34用于保护制成石墨块35及石墨块端盖33。所述第一气缸四通19与所述第二气缸四通20通过四通支架21固定连接。三路第一末端输出软管30分别与驱动气缸24顶部联通,三路第二末端输出软管31分别与驱动气缸24底部联通,第一气缸9、第二气缸10中同时受到的正压与负压分别作用在驱动气缸24的上部与下部,进而推动三路驱动气缸推杆25上下运动,驱动气缸推杆25带动振动支架26,进而使小轮27上下运动,由于小轮27在电极夹头28中部的凹槽281内,小轮27的上下运动传递给电极夹头28,电极夹头28同时自身转动。
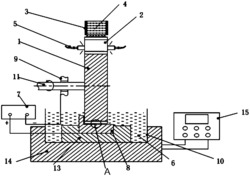
如图1、5所示,所述铣削主轴包括电极夹头28、波纹管29及旋转接头37;旋转接头37包括顶部和底部,所述顶部与所述底部可相对转动;所述旋转接头37的顶部可设快插接头,插入进水软管,水通过旋转接头37、不锈钢材质的波纹管29、电极夹头28,实现内冲液。旋转接头37的顶部固定在旋转接头支架38上,从而固定于铣削主轴底板23上,底部可以转动。所述电极夹头28的顶端通过内螺纹与所述波纹管29连接,所述波纹管29的顶端与旋转接头37的底部连接。旋转接头37可采购百灵品牌的高速旋转接头、气动旋转接头,型号为NHRC6-02、NHRL8-02、NHRC8-02等。输入导线32、石墨块35、石墨块端盖33及压紧弹簧36配合将石墨块35压紧于电极夹头28上,输入导线32与石墨块35连接使得输入导线32中的电流导入电极夹头28上。
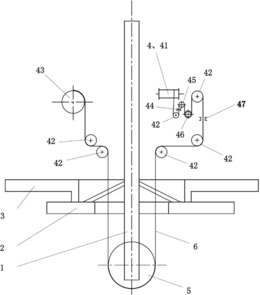
如图1、5所示,还包括,主动齿轮40及从动齿轮39;所述从动齿轮39固定于旋转接头37的底部,从动齿轮39与主动齿轮40啮合。主动齿轮40通过主动齿轮支架41安装于铣削主轴底板23上。主动齿轮40通过联轴器42与软轴内芯43连接,软轴支架44将软轴内芯43固定于铣削主轴底板23上。软轴外套45用于保护软轴内芯,包裹与软轴内芯43外。主动齿轮的齿轮轴为46。软轴内芯43的动力由外部输入,外部电机带动软轴内芯43转动,软轴内芯43通过联轴器42、主动齿轮的齿轮轴46带动主动齿轮40转动,进而带动从动齿轮39、旋转接头37、波纹管29、电极夹头28转动,实现铣削主轴的自身转动。
本领域技术人员还应当理解,结合本文的实施例描述的各种说明性的逻辑框、模块、电路和算法步骤均可以实现成电子硬件、计算机软件或其组合。为了清楚地说明硬件和软件之间的可交换性,上面对各种说明性的部件、框、模块、电路和步骤均围绕其功能进行了一般地描述。至于这种功能是实现成硬件还是实现成软件,取决于特定的应用和对整个系统所施加的设计约束条件。熟练的技术人员可以针对每个特定应用,以变通的方式实现所描述的功能,但是,这种实现决策不应解释为背离本公开的保护范围。
一种基于正负压双汽缸的振动辅助电弧铣削主轴专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0