





专利摘要
本发明涉及刀片制作技术领域,特别涉及一种制作刀片的系统及方法,包括依次通过导向槽连接的第一滚压机、第二滚压机、高频加热机、第三滚压机、淬火装置、开刃装置和裁切装置,所述第三滚压机中部旋转轮上设置有一圆周的小齿,所述淬火装置、所述开刃装置和所述裁切装置上均设置有滚轮,所述滚轮通过电机设置在所述导向槽的上方,在滚压机进行板材成型为毛坯后,经过后续的淬火、开刃和裁切后,形成了刀片体,由此节省了刀片制作的时间,提高了刀片的生产效率,降低了成本。
权利要求
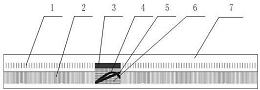
1.一种制作刀片的系统,其特征在于,包括依次通过导向槽(9)连接的第一滚压机(1)、第二滚压机(2)、高频加热机(3)、第三滚压机(4)、淬火装置(5)、开刃装置(6)和裁切装置(7),所述第三滚压机(4)中部旋转轮(41)上设置有一圆周的小齿(42),在所述第三滚压机(4)后的导向槽(9)上方设置有用于驱动板材沿所述导向槽(9)方向移动的滚轮(8);所述开刃装置(6)包括升降机构(101)和开刃磨片(61),所述开刃磨片(61)设置在所述升降机构(101)上,所述开刃磨片(61)设置在所述导向槽(9)走线的两侧,所述升降机构(101)驱动所述开刃磨片(61)上下移动,且所述升降机构(101)上设置有驱动机构使所述开刃磨片(61)在所述导向槽(9)走线的两侧左右移动,所述开刃磨片(61)的轴线与导向槽(9)平面相平行。
2.根据权利要求1所述的制作刀片的系统,其特征在于,所述第一滚压机(1)用于将板材两侧滚压为具倾斜角度的形状,所述第二滚压机(2)用于将板材两侧滚压为倾斜段延长的形状,所述第三滚压机(4)将板材两侧均滚压为刀片的毛坯模型。
3.根据权利要求1所述的制作刀片的系统,其特征在于,还包括抛光装置(11),所述抛光装置(11)设置在所述淬火装置(5)和所述开刃装置(6)之间。
4.根据权利要求3所述的制作刀片的系统,其特征在于,还包括磨弧装置(10),所述磨弧装置(10)设置在所述抛光装置(11)和所述开刃装置(6)之间,磨弧装置(10)用于将刀片下方两侧打磨为弧线形(13)。
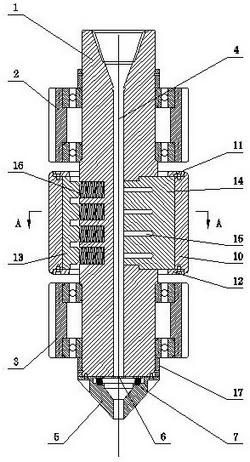
5.根据权利要求4所述的制作刀片的系统,其特征在于,所述磨弧装置(10)包括升降机构(101)和磨弧磨片(102),所述磨弧磨片(102)设置在所述升降机构(101)上,所述磨弧磨片(102)设置在所述导向槽(9)走线的两侧,所述升降机构(101)驱动所述磨弧磨片(102)上下移动,且所述升降机构(101)上设置有驱动机构使所述磨弧磨片(102)在所述导向槽(9)走线的两侧左右移动,所述磨弧磨片(102)的轴线与导向槽(9)平面相垂直。
6.根据权利要求5所述的制作刀片的系统,所述升降机构(101)包括主体架(1011)和升降架(1012),所述升降架(1012)通过伺服控制(14)上下移动的设置在所述主体架(1011)下部,所述主体架(1011)与所述升降架(1012)侧边通过滑动副连接,所述磨弧磨片(102)通过电机(15)安装在所述升降架(1012)上,所述电机(15)通过伺服控制(14)沿着所述导向槽(9)走线左右移动的设置在所述升降架(1012)上,所述电机(15)底部通过滑动副与所述升降架(1012)的底板连接。
7.根据权利要求1所述的制作刀片的系统,所述升降机构(101)包括主体架(1011)和升降架(1012),所述升降架(1012)通过伺服控制(14)上下移动的设置在所述主体架(1011)下部,所述主体架(1011)与所述升降架(1012)侧边通过滑动副连接,所述开刃磨片(61)通过电机(15)安装在所述升降架(1012)上,所述电机(15)通过伺服控制(14)沿着所述导向槽(9)走线左右移动的设置在所述升降架(1012)上,所述电机(15)底部通过滑动副与所述升降架(1012)的底板连接,所述开刃磨片(61)设置有4个。
8.根据权利要求1所述的制作刀片的系统,其特征在于,制作刀片的材料为板材形的不锈钢或碳钢。
9.一种制作刀片的方法,其特征在于,方法步骤为:
步骤1:板材通过导向槽(9)由第一滚压机(1)传递至第二滚压机(2),进行刀片的倾斜面成型;
步骤2:进行板材的加热,板材通过高频加热机(3)进行加热;
步骤3:板材通过第三滚压机(4)进行滚压,使得板材具备刀片的毛坯模型;
步骤4:板材的淬火,板材进入淬火装置(5)中进行板材的淬火;
步骤5: 刀片的抛光,板材进入抛光装置(11)中,抛光装置(11)对毛坯模型进行抛光;
步骤6:刀片弧线的打磨,板材进入磨弧装置(10)中,磨弧装置(10)对板材沿着所述导向槽(9)方向的两侧打磨为弧线形(13),使得后续分割出的刀片下部两侧为弧线形(13);
步骤7:刀片的开刃,板材进入开刃装置(6)中,开刃装置(6)对板材沿着所述导向槽(9)方向的两侧进行开刃,即为将板材两侧打磨锋利;
步骤8:刀片的裁切,板材进入裁切装置(7)中,裁切装置(7)先对板材的中部进行裁切,使板材分为两部分,然后裁切装置(7)将分为两部分的板材在设定刀片的宽度处进行裁切。
说明书
技术领域
本发明涉及刀片制作技术领域,特别涉及一种制作刀片的系统及方法。
背景技术
现有技术中,市面上的菜刀刀片耐用性不高,不能更换菜刀刀片,菜刀刀片经常会产生钝化,菜刀刀片的磨削不方便而且需要熟练工人,同时浪费时间,菜刀刀片在多次磨削之后,因为淬硬层硬度逐步降低,其锋利度会下降,影响菜刀刀片切削的耐久性,由此发明制造出了可更换刀片的菜刀,在刀片钝化后可直接更换刀片而不必更换菜刀,此类刀片大多为模具一体成型,后进行刀片的打磨和开刃等,通过模具制成刀片,需要将材料进行加热融化、注塑、冷却成型等步骤形成毛坯刀片,耗费的时间较长,刀片的生产效率较低,成本较高。
发明内容
本发明的目的在于克服现有技术中所存在的上述不足,提供一种制作刀片的系统及方法,以节省刀片制作的时间。
为了实现上述发明目的,本发明提供了以下技术方案:
一种制作刀片的系统,包括依次通过导向槽连接的第一滚压机、第二滚压机、高频加热机、第三滚压机、淬火装置、开刃装置和裁切装置,所述第三滚压机中部旋转轮上设置有一圆周的小齿,在所述第三滚压机后的导向槽上方设置有用于驱动板材沿所述导向槽方向移动的滚轮。
作为本发明的优选方案,所述第一滚压机用于将板材两侧滚压为具倾斜角度的形状,所述第二滚压机用于将板材两侧滚压为倾斜段延长的形状,所述第三滚压机将板材两侧均滚压为刀片的毛坯模型,使得板材在滚压过程中两侧能够受力均匀,减小板材因为滚压而出现的弯曲和褶皱,且一次生产两个刀片提高了生产效率,板材倾斜面即为刀片两侧连接刀锋的斜面。
作为本发明的优选方案,制作刀片的系统还包括抛光装置,所述抛光装置设置在所述淬火装置和所述开刃装置之间,抛光装置将进入抛光装置中的板材进行抛光处理,使得后续制成的刀片不需再进行抛光处理,减小了后续的工作量,提高了刀片的生产效率。
作为本发明的优选方案,制作刀片的系统还包括磨弧装置,所述磨弧装置设置在所述抛光装置和所述开刃装置之间,磨弧装置用于将刀片下方两侧打磨为弧线形,弧线形刀片在切菜过程中,刀片前端或后端在切入时能够对菜板有一定的缓冲效果,减少直角刀片切入时对刀片和菜板的损伤。
作为本发明的优选方案,所述磨弧装置包括升降机构和磨弧磨片,所述磨弧磨片设置在所述升降机构上,所述磨弧磨片设置在所述导向槽走线的两侧,所述升降机构驱动所述磨弧磨片上下移动,且所述升降机构上设置有驱动机构使所述磨弧磨片在所述导向槽走线的两侧左右移动,所述磨弧磨片的轴线与导向槽平面相垂直,磨弧装置对板材两侧进行磨弧度,使得制成的刀片切菜时不会直接垂直切在菜板上,使刀片得到缓冲,增加了刀片的耐用性能和刀片的寿命。
作为本发明的优选方案,所述升降机构包括主体架和升降架,所述升降架通过伺服控制上下移动的设置在所述主体架下部,所述主体架与所述升降架侧边通过滑动副连接,所述磨弧磨片通过电机安装在所述升降架上,所述电机通过伺服控制沿着所述导向槽走线左右移动的设置在所述升降架上,所述电机底部通过滑动副与所述升降架的底板连接,磨弧磨片通过电机和伺服控制进行位置的切换,可在需要位置处进行磨弧,不需要时磨弧磨片与板材分离。
作为本发明的优选方案,所述开刃装置包括升降机构和开刃磨片,所述开刃磨片设置在所述升降机构上,所述开刃磨片设置在所述导向槽走线的两侧,所述升降机构驱动所述开刃磨片上下移动,且所述升降机构上设置有驱动机构使所述开刃磨片在所述导向槽走线的两侧左右移动,所述开刃磨片的轴线与导向槽平面相平行,开刃磨片设置在导向槽两侧,对板材的两侧进行打磨锋利开刃。
作为本发明的优选方案,所述升降机构包括主体架和升降架,所述升降架通过伺服控制上下移动的设置在所述主体架下部,所述主体架与所述升降架侧边通过滑动副连接,所述开刃磨片通过电机安装在所述升降架上,所述电机通过伺服控制沿着所述导向槽走线左右移动的设置在所述升降架上,所述电机底部通过滑动副与所述升降架的底板连接,所述开刃磨片设置有4个,通过电机和伺服控制驱动开刃磨片沿着导向槽走线左右和上下移动以配合板材的位置,对板材进行打磨开刃,4个开刃磨片,两个用于打磨板材的上侧,另两个用于打磨板材的下侧。
作为本发明的优选方案,制作刀片的材料为板材形的不锈钢或碳钢,板材形的不锈钢和碳钢均可以通过滚压机滚压为刀片,提高了刀片生产后的质量和强度。
一种制作刀片的方法,包括上述的制作刀片的系统,方法步骤为:
步骤1:板材通过导向槽由所述第一滚压机传递至所述第二滚压机,进行刀片的倾斜面成型;
步骤2:进行板材的加热,板材通过高频加热机进行加热,由于板材经过两次滚压后使得板材强度增大,对板材进行加热后使得后续的滚压能够顺利进行;
步骤3:板材通过第三滚压机进行滚压,使得板材具备刀片的毛坯模型;
步骤4:板材的淬火,毛坯模型进入淬火装置中进行毛坯模型的淬火,淬火装置为通过油泵把淬火油喷在板材上进行毛坯模型的淬火;
步骤5:刀片的抛光,板材进入抛光装置中,抛光装置对毛坯模型进行抛光,使得后续制成的刀片不需再进行抛光处理,减小了后续的工作量,提高了刀片的生产效率。
步骤6:刀片弧线的打磨,板材进入磨弧装置中,磨弧装置对板材沿着所述导向槽方向的两侧打磨为弧线形,使得后续分割出的刀片下部两侧为弧线形。
步骤7:刀片的开刃,板材进入开刃装置中,开刃装置对板材沿着所述导向槽方向的两侧进行开刃,即为将板材两侧打磨锋利,使得后续生产出的刀片可直接使用,提高了刀片的生产效率。
步骤8:刀片的裁切,板材进入裁切装置中,裁切装置先对板材的中部进行裁切,使板材分为两部分,然后裁切装置将分为两部分的板材在设定刀片的宽度处进行裁切,使得由裁切装置中出来的刀片一次就有两个,提高了刀片的生产效率。
与现有技术相比,本发明的有益效果:通过将板材依次通过第一滚压机、第二滚压机、高频加热机、第三滚压机、淬火装置、开刃装置和裁切装置,在滚压机进行板材成型为毛坯后,经过后续的淬火、开刃和裁切后,形成了刀片体,由此节省了刀片制作的时间,提高了刀片的生产效率,降低了成本。
附图说明
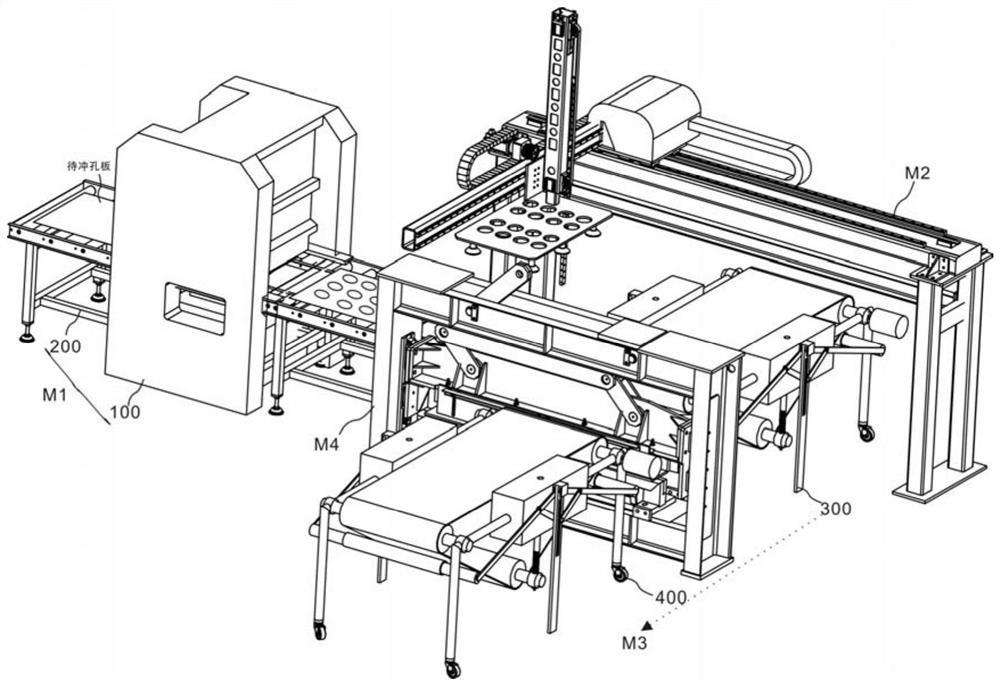
图1为本系统的结构示意图;
图2为板材在各个阶段到成品刀坯的形状示意图;
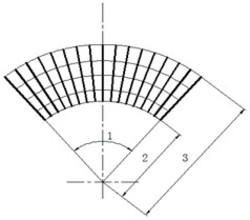
图3为图2中c阶段的侧视图;
图4为图2中d阶段的侧视图;
图5为滚轮的结构示意图;
图6为第一滚压机的结构示意图;
图7为旋转轮的结构示意图;
图8为图7中M处的放大图;
图9为第三滚压机的旋转轮的放大图;
图10为磨弧装置的结构示意图;
图11为开刃装置的结构示意图;
图12为抛光装置的结构示意图;
图13为裁切装置的结构示意图;
图14为裁切装置刀具的结构示意图;
图15为压痕装置的结构示意图;
图16为压痕装置刀具的结构示意图;
图中标记:1-第一滚压机,2-第二滚压机,3-高频加热机, 4-第三滚压机,41-旋转轮,411-凸环,412-圆轮,413-圆台,42-小齿,5-淬火装置,6-开刃装置,61-开刃磨片,7-裁切装置,71-竖切刀,8-滚轮,9-导向槽,10-磨弧装置,101-升降机构,102-磨弧磨片,1011-主体架,1012-升降架,11-抛光装置,111-抛光轮,12-小孔,13-弧线形,14-伺服控制,15-电机,16-压痕装置,161-气缸,162-压刀。
具体实施方式
下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
实施例1
本发明的构思:通过流水线上分别设置有滚压机、淬火装置5、开刃装置6和裁切装置7等将板材滚压打磨成刀片,代替了传统刀片模具注塑的方式,传统刀片模具注塑耗费时间长,生产效率低,使得将板材通过滚压成刀片的方式节省了制作刀片的时间,提高了刀片的生产效率。
如图1~图16所示,一种制作刀片的系统,包括依次通过导向槽9连接的第一滚压机1、第二滚压机2、高频加热机3、第三滚压机4、淬火装置5、开刃装置6和裁切装置7,第三滚压机4中部旋转轮41上设置有一圆周的小齿42,在第三滚压机4后的导向槽9上方设置有用于驱动板材沿所述导向槽9方向移动的滚轮8,板材通过导向槽9进入在第一滚压机1后由滚压机的旋转轮带动板材沿着导向槽9前行,通过第一滚压机1和第二滚压机2将板材初步滚压成刀具的模型后,经过高频加热机3的加热,板材由第一滚压机1和第二滚压机2中旋转轮的驱动进入第三滚压机4中,第三滚压机4将板材滚压成毛坯刀片,刀片的整体结构大致完成,板材加热的目的是在板材通过第三滚压机4的同时,第三滚压机4中部旋转轮41上的小齿42将板材中部压出有小孔12,板材通过三个滚压机的驱动继续向前移动,在进入压痕装置16后,压刀162对板材进行压痕操作,使得后续裁切时方便,在进入淬火装置5后,由于板材中部被压出了小孔12,在淬火装置5、开刃装置6和裁切装置7之间安装滚轮8,滚轮8的齿与板材小孔12相配合,通过电机驱动滚轮8转动进而驱动板材前进,板材经过淬火处理后,抛光装置11对板材进行抛光处理,板材通过滚轮8继续沿着导向槽9前进,进入磨弧装置10中,对刀片的两侧进行磨弧,继续进入开刃装置6中,通过开刃装置6将板材开刃,将板材两侧磨为尖峰状,最后进入裁切装置7中,将板材中部裁切一次,预定刀片的宽度处裁切一次,使得每次裁切完成后的刀片为两个,滚压机工作过程中是沿着板材的两侧进行滚压,板材的两侧受力均匀,使得滚压成的刀片不会弯曲褶皱。
如图6~图8所示,本实施例中,第一滚压机1,中部设置有两个旋转轮41,用于滚压板材,使得板材具有刀片的形状,滚压机通过电机驱动,带动两个所述旋转轮41转动,旋转轮41沿轴线两侧为凸环411结构,旋转轮41沿轴线内侧为一圆轮412,沿着所述圆轮412轴线两侧分别设置有圆台413,所述圆台413直径较小一端与所述圆轮412连接,且所述圆台413直径较小一端的直径小于所述圆轮412直径,所述圆台413另一端与所述凸环411连接,所述旋转轮41为一体成型,将旋转轮41中部设置有圆轮412配合两个圆台413的结构,板材在通过旋转轮41后,旋转轮上的圆台413将板材滚压为斜面状,圆轮412将板材中部滚压为平板状,增加板材强度。
本实施例中,第二滚压机2的结构与第一滚压机1的结构不同点在于,第二滚压机2的圆台413的轴线长度大于第一滚压机1的圆台413的轴线长度,使得滚压出的板材在刀锋方向能够延伸的更长。
如图9所示,本实施中,第三滚压机4的结构与第二滚压机2的结构不同点在于,第三滚压机4的圆台413的轴线长度大于第二滚压机2的圆台413的轴线长度,以及第三滚压机4的圆轮412中部设置有一圆周的小齿42,第三滚压机4滚压板材后,板材两侧都形成了刀片的毛坯模型。
本实施例中,高频加热机3为市场上常用的高频加热机3,板材通过高频加热机3的加热线圈进行加热,加热线圈常用紫铜管。
本实施例中,淬火装置5,为在导向槽9或板材的上方安装一个油泵,通过油泵将淬火油喷洒在板材上进行淬火,此淬火装置5为常规装置。
如图10所示,本实施中,磨弧装置10,包括升降机构101和磨弧磨片102,所述磨弧磨片102设置在所述升降机构101上,所述升降机构101使所述磨弧磨片102上下移动,升降机构101包括主体架1011、升降架1012,所述升降架1012通过伺服控制14上下移动的设置在所述主体架1011下部,所述主体架1011与所述升降架1012侧边通过滑动副连接,所述滑动副上的滑轨对所述升降架1012进行导向,所述磨弧磨片102设置在所述导向槽9走线的两侧且对称设置,伺服控制14驱动磨弧磨片102上下移动,使得磨弧磨片102能够多范围的进行板材的磨弧,增加磨弧磨片102的使用寿命,所述磨弧磨片102的轴线与导向槽9的平面相垂直。
本实施例中,所述磨弧磨片102通过电机15安装在所述升降架1012上,所述电机15通过伺服控制14沿着所述导向槽9走线左右移动的设置在所述升降架1012上,板材通过两个磨弧磨片102的中间,磨弧磨片102对板材的两侧磨为弧线形13,伺服控制14通过驱动磨弧磨片102移动使得磨弧磨片102与板材接触被磨为弧线形13,在板材不需要磨弧位置处,伺服控制14驱动磨弧磨片102与板材相分离,所述电机15底部通过滑动副与升降架1012连接,所述滑动副上的滑轨对电机在伺服控制14的作用下进行导向,磨弧装置10中使用的电机15为无刷电机,用于驱动电机15沿着导向槽9走线左右移动的伺服控制固定设置在所述升降架1012的底板上,主体架1011上的伺服控制驱动升降架1012整体上下来回移动以改变磨弧磨片102的位置。
如图11所示,本实施例中,开刃装置6的结构和磨弧装置10结构除了电机15的安装方向不同外,其余结构均相同,电机15上安装有开刃磨片61,开刃磨片61设置在导向槽9走线的两侧,且开刃磨片61的轴线与导向槽9平面相平行,所述开刃装置6设置有两个,两个开刃装置6相邻设置,一个开刃装置6用于磨板材沿着导向槽9走线两侧的上表面,另一开刃装置6用于磨板材沿着导向槽9走线两侧的下表面,对板材进行开刃。
如图12所示,本实施例中,抛光装置11,包括上下对称设置的抛光轮111,所述抛光轮111的外形与刀片的外形相匹配,所述抛光轮111通过电机驱动,板材通过两个所述抛光轮111的中部,上下抛光轮111对板材的上下两侧进行抛光处理。
如图13和图14所示,本实施例中,裁切装置7,板材进入裁切装置7中,裁切装置7中的气缸161驱动竖切刀71和压刀162向下移动,竖切刀71将板材沿板材中部分为两块,同时压刀162在刀片的预定宽度处切下,压刀162将刀片和板材分离,使得刀片长度达到标准,本处的压刀162即为板材的横切刀,使得由裁切装置7中出来的刀片一次就有两个,提高了刀片的生产效率,本裁切装置7可先通过竖切刀71切完后再由压刀162切,也可竖切刀71和压刀162同时切下,本裁切装置为常规的裁切装置。
如图15和图16所示,还包括压痕装置16,所述压痕装置16设置在所述第三滚压机4和所述淬火装置5之间,所述压痕装置16包括气缸161和压刀162,所述压刀162设置在所述气缸161上,所述压刀162与所述导向槽9的走向垂直,在板材进入压痕装置16后,压痕装置16在板材通过一定距离后对板材进行压痕操作,使得后续的裁切装置7方便进行刀片宽度方向的裁切。
如图2所示,其中,本实施例中,所述第一滚压机1用于将板材两侧滚压为具倾斜角度的形状a,所述第二滚压机2用于将板材两侧滚压为倾斜段延长的形状b,所述第三滚压机4将板材两侧均滚压为刀片的毛坯模型c。
如图1和图4所示,制作刀片的系统还包括磨弧装置10和抛光装置11,抛光装置11设置在所述淬火装置5和所述开刃装置6之间, 抛光装置6将进入抛光装置6中的板材进行抛光处理, 所述磨弧装置10设置在所述抛光装置11和所述开刃装置6之间,磨弧装置10用于将刀片下方两侧打磨为弧线形13,磨弧装置10和抛光装置11与相邻的装置之间均设置有用于驱动板材前进的滚轮8
其中,制作刀片的材料为板材形的不锈钢或碳钢,板材形的不锈钢和碳钢均可以通过滚压机滚压为刀片,提高了刀片生产后的质量和强度。
一种制作刀片的方法,包括上述的制作刀片的系统,方法步骤为:
步骤1:板材通过导向槽9由所述第一滚压机1传递至所述第二滚压机2,进行刀片的初步成型,刀片的刀锋在板材的两侧。
步骤2:进行板材的加热,板材通过高频加热机3进行加热,由于板材经过两次滚压后使得板材强度增大,对板材进行加热后使得后续的滚压能够顺利进行。
步骤3:板材通过第三滚压机4进行滚压,使得板材具备刀片的毛坯模型。
步骤4:毛坯模型的淬火,毛坯模型进入淬火装置5中进行毛坯模型的淬火,淬火装置5为通过油泵把淬火油喷在毛坯模型上进行淬火。
步骤5:刀片的抛光,板材进入抛光装置11中,抛光装置11对毛坯模型进行抛光,使得后续制成的刀片不需再进行抛光处理,减小了后续的工作量,提高了刀片的生产效率。
步骤6:刀片弧线的打磨,板材进入磨弧装置10中,磨弧装置10对板材沿着所述导向槽9方向的两侧打磨为弧线形,使得后续分割出的刀片下部两侧为弧线形。
步骤7:刀片的开刃,板材进入开刃装置6中,开刃装置6对板材沿着所述导向槽9方向的两侧进行开刃,即为将板材两侧打磨锋利,使得后续生产出的刀片可直接使用,提高了刀片的生产效率。
步骤8:刀片的裁切,板材进入裁切装置7中,裁切装置7先对板材的中部进行裁切,使板材分为两部分,然后裁切装置7将分为两部分的板材在设定刀片的宽度处进行裁切,使得由裁切装置7中出来的刀片一次就有两个,提高了刀片的生产效率。
如图2~图4所示,板材经过第一滚压机1被滚压成板材两侧具有一定倾斜角度的形状a,通过第二滚压机2后板材被滚压成两侧倾斜段延长的形状b,经过了第一滚压机1和第二滚压机2的两次滚压后,板材的强度增大,板材通过高频加热机3进行加热,后板材通过第三滚压机4,第三滚压机4将板材滚压成具有完整毛坯模型的形状c,且具有完整刀片模型的形状c的中部被第三滚压机4上旋转轮41的小齿42滚压出了小孔12,板材上的小孔12与滚轮8相配合,滚轮8转动带动板材前进,板材经过淬火装置5进行淬火后,板材进入磨弧装置10进行刀片下部两侧的磨弧,将刀片下部两侧打磨为弧线形13,磨弧完成后,刀片进入开刃装置6中进行开刃,开刃装置6将板材两侧打磨锋利,板材继续前进,板材进入抛光装置11中,抛光装置11对板材进行抛光处理,最后板材进入裁切装置7中,裁切装置7先沿着板材的中部进行裁切,使板材分离,然后在设定的刀片宽度处裁切,使每次裁切处的刀片都有两个。
如图9所示,第三滚压机4上的旋转轮41中部一圆周的小齿42,在板材经过旋转轮41的时候,小齿42会将板材的中部压出小孔,方便后续板材可通过滚轮8传输。
一种制作刀片的系统及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0