







专利摘要
本发明提供一种高强度软磁复合材料的制备方法,选用储量丰富的Fe为磁性粉末材料,原料廉价;采用液相还原法获得钝化铁粉,再采用高能球磨对高纯氧化镁粉末进行球磨,获得粒度为80nm~100nm的颗粒,再通过机械混合法使钝化铁粉和细化的氧化镁粉末混合均匀,经过压制、热处理获得高强度软磁复合材料;制备出的软磁复合材料电阻率大、涡流损耗小、孔洞缺陷少,强度高。该高强度软磁复合材料应用于电磁推力轴承的定子和推力盘。
权利要求
1.高强度软磁复合材料的制备方法,其特征在于:包括以下操作步骤:
步骤1,处理铁粉
先备好纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,将铁粉烘干;
步骤2,钝化铁粉
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌15~30min,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结10~20min,取出即得到钝化后的铁粉;
步骤3,细化MgO粉末
将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,球磨时间5~8小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
向步骤2制备得到的钝化铁粉中加入细化后的MgO粉末,控制钝化铁粉与细化后MgO粉末的质量比为100:0.8~1.5;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,混合时间为1~2h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为600~800MPa下压制成型,保压5~10min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至400~450℃,在真空度为10-3~10-1Pa和温度为400~450℃条件下对步骤5得到的软磁复合材料的坯料进行热处理2~3h,然后随炉冷却,即得到高强度软磁复合材料。
2.根据权利要求1所述高强度软磁复合材料的制备方法,其特征在于:所述NaNO2的碱性溶液,其溶质为NaNO2和NaOH,溶剂为去离子水;所述步骤1中未处理的纯铁粉末、NaNO2、NaOH和去离子水的质量比为50:0.1~0.2:0.25~0.4:50。
3.根据权利要求1所述高强度软磁复合材料的制备方法,其特征在于:所述步骤1中,将纯铁粉末溶于丙酮中进行脱脂,并用螺旋搅拌器进行搅拌,每次搅拌10~20min,搅拌3次,以达到去油的目的。
4.根据权利要求1所述高强度软磁复合材料的制备方法,其特征在于:所述步骤1中,洗净后的铁粉置于真空炉中以50~60℃的温度烘干。
5.根据权利要求1所述高强度软磁复合材料的制备方法,其特征在于:所述步骤3中,球磨的钢珠直径为5mm。
6.一种如权利要求1所述制备方法制备的高强度软磁复合材料的应用,其特征在于:该高强度软磁复合材料应用于电磁推力轴承的定子和推力盘。
说明书
技术领域
本发明属于软磁材料技术领域,具体涉及一种高强度软磁复合材料的制备方法及应用。
背景技术
现代科学技术的发展要求磁性材料具有高磁导率、高电阻率、低矫顽力、低损耗、低磁各向异性系数、设计和加工灵活性等特点,因此要求软磁性片状材料的厚度薄而电阻率高,并尽量减少磁导率随频率提高而迅速下降的效应。传统软磁材料如纯铁、硅钢、坡莫合金等磁性能虽然优异,但电阻率偏低,导致在交变磁场作用下涡流损耗很大;而软磁铁氧体材料磁性能尚可,但机械强度很低,已远远不能适应新发展的要求。
软磁复合材料(SMCs)是在软磁粉末颗粒外包覆一层绝缘层,经压制、热处理而成。由于其具有三维各向同性(3D),低涡流损耗,在中、高频范围内相对低的总损耗,良好的频率特性及易于机械加工等特殊的优异性能而备受关注。因此可以制备很多常规软磁材料难以实现的部件,可应用于永磁电机中复杂的爪极结构、变压器、电磁整流器和电抗器等领域。由于现有的软磁复合材料的包覆层采用有机材料,与软磁粉末热性能差异较大,热处理过程中将产生大的孔洞(孔洞尺寸为2~5μm),故产品机械强度相对较低,仅限用于在高频作用下具有复杂形状和磁路的电机,而在强度要求较高的电磁轴承领域无法使用。A.H.Taghvaei的论文“Analysisofthemagneticlossesiniron-basedsoftmagneticcompositeswithMgOinsulationproducedbysol–gelmethod”,其期刊为:JournalofMagnetismandMagneticMaterials,Volume332,Issue23,页码:3748-3754,以二乙醇镁作为原料,氢氧化铵作为水解催化剂,采用溶胶凝胶法制备MgO涂层,制备工艺复杂,MgO的颗粒大小无法控制,且压制过程中压力过大MgO涂层易被破坏,从而导致涡流损耗增大,进而影响材料的磁性能。但现有的无机绝缘层也有缺点,无机绝缘材料颗粒尺寸过大或分布不均匀,均导致无机绝缘层包覆的软磁复合材料磁性能一般,无法满足机械强度要求。
为了提高软磁复合材料的强度,从材料学科的角度分析,上述软磁复合材料的组织并不理想。对于Fe含量为95wt%以上的软磁复合材料,试样表面孔洞较多,且均分布在Fe粉颗粒交界处,孔洞尺寸达到20μm。这种现象造成了磁性能急剧降低,强度和硬度也不均匀,产生较大的残余应力,易导致局部或整体的破坏。然而,纯铁的应力释放温度在570~775℃之间,而树脂的热处理温度又较低,与纯铁的应力释放温度差距较大,不能很好地消除应力;若热处理温度过高(500℃以上),热固性树脂碳化,Fe粉颗粒表面的树脂绝缘层发生破坏,在树脂层处形成孔洞,增大涡流损耗,降低磁性能,故不适合在高频时工作。因此现有的软磁复合材料存在的问题是:在保证磁性能及电性能基础之上,现有的技术及方法无法制备机械性能优良的软磁复合材料。为了保证软磁复合材料的磁性能,首先MgO颗粒越细越好,其次由于MgO是脆性材料,易产生破坏,因此需要在Fe颗粒表面增加一个保护层,起到双重保护的作用。
发明内容
本发明的目的是提供一种高强度软磁复合材料的制备方法,以克服现有的软磁复合材料孔洞多、涡流损耗大、磁性能低、机械强度低的问题。
本发明的另一个目的是提供上述高强度软磁复合材料的应用。
高强度软磁复合材料的制备方法,包括以下操作步骤:
步骤1,处理铁粉
先备好纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,将铁粉烘干;
步骤2,钝化铁粉
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌15~30min,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结10~20min,取出即得到钝化后的铁粉;
步骤3,细化MgO粉末
将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,球磨时间5~8小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
向步骤2制备得到的钝化铁粉中加入细化后的MgO粉末,控制钝化铁粉与细化后MgO粉末的质量比为100:0.8~1.5;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,混合时间为1~2h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为600~800MPa下压制成型,保压5~10min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至400~450℃,在真空度为10-3~10-1Pa和温度为400~450℃条件下对步骤5得到的软磁复合材料的坯料进行热处理2~3h,然后随炉冷却,即得到高强度软磁复合材料。
其中,NaNO2的碱性溶液,其溶质为NaNO2和NaOH,溶剂为去离子水;所述步骤1中未处理的纯铁粉末、NaNO2、NaOH和去离子水的质量比为50:0.1~0.2:0.25~0.4:50。
其中,步骤1中,将纯铁粉末溶于丙酮中进行脱脂,并用螺旋搅拌器进行搅拌,每次搅拌10~20min,搅拌3次,以达到去油的目的。
另外,步骤1中,洗净后的铁粉置于真空炉中以50~60℃的温度烘干。
其特征还在于,步骤3中,球磨的钢珠直径为5mm。
上述制备方法制备的高强度软磁复合材料的应用:该高强度软磁复合材料应用于电磁推力轴承的定子和推力盘。
本发明的有益效果是,制备方法简单,原料廉价,来源广泛,且符合现代工业发展需求;制备出的高强度软磁复合材料电阻率大、涡流损耗小、孔洞数量少,强度高,应用于电磁推力轴承的定子和推力盘。
附图说明
图1是本发明实施例1中MgO粉末的SEM组织图(a为球磨前MgO粉末的SEM组织图,b球磨后MgO粉末的SEM组织图);
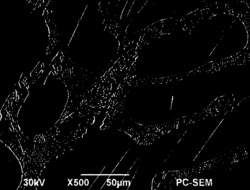
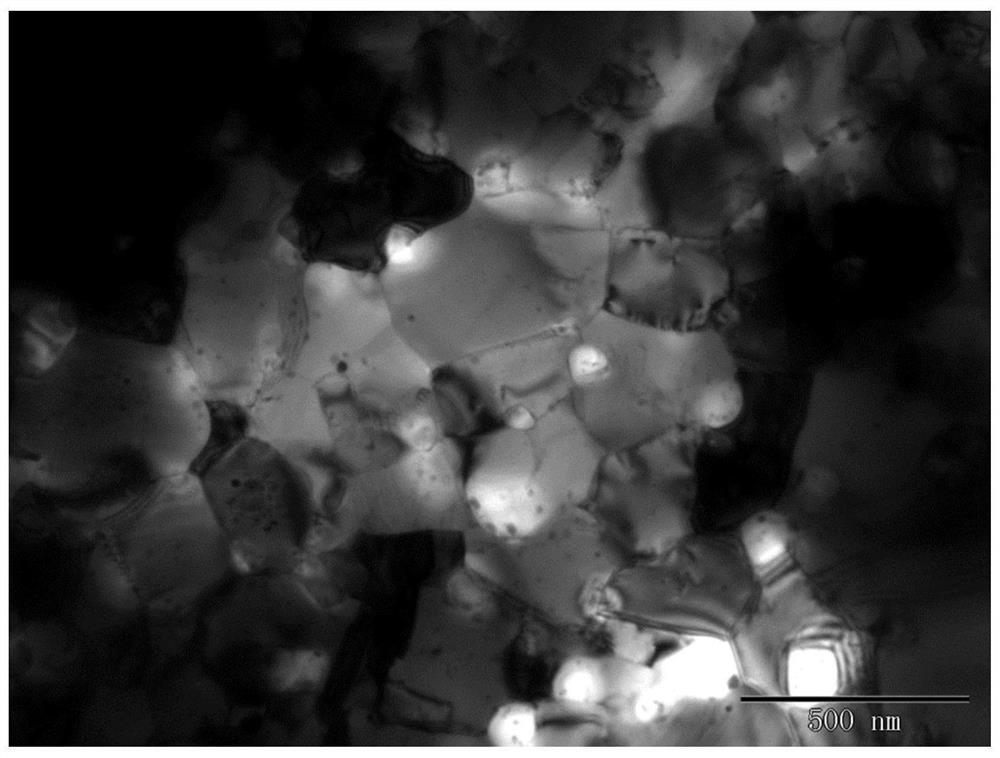
图2是本发明实施例1制备出的高强度软磁复合材料A放大500倍的微观组织图;
图3是本发明实施例2中球磨后MgO粉末放大20,000倍的SEM组织图;
图4是本发明实施例2制备出的高强度软磁复合材料B放大500倍的微观组织图;
图5是本发明实施例3中球磨后MgO粉末放大5,000倍的SEM组织图;
图6是本发明实施例3制备出的高强度软磁复合材料C放大500倍的微观组织图;
图7是本发明实施例4中球磨后MgO粉末放大5,000倍的SEM组织图;
图8是本发明实施例4制备出的高强度软磁复合材料D放大500倍的微观组织图;
图9是现有的树脂基软磁复合材料放大500倍的微观组织图;
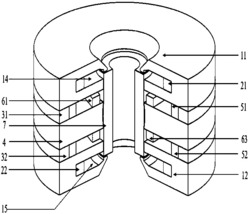
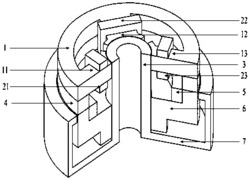
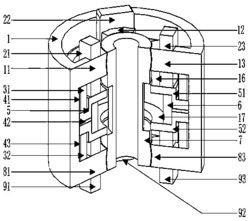
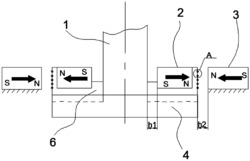
图10是简化的电磁推力轴承示意图;
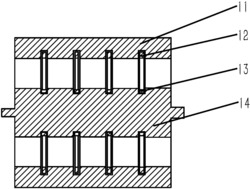
图11是电磁推力轴承的剖面图;(g代表推力盘与线圈之间的气隙宽度)
图12是方案1中第1组、第2组、第3组和第4组四组材料的频率与幅值的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图13是方案1中第2组和第5组两组材料的频率与幅值的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图14是方案1中第1组、第2组、第3组和第4组四组材料的频率与相位的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图15是方案1中第2组和第5组两组材料的频率与相位的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图16是方案2中第6组、第7组、第8组和第9组四组材料的频率与幅值的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图17是方案2中第7组和第10组两组材料的频率与幅值的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图18是方案2中第6组、第7组、第8组和第9组四组材料的频率与相位的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图19是方案2中第7组和第10组两组材料的频率与相位的关系曲线图;(g=0.3mm,g代表推力盘与线圈之间的气隙宽度)
图20是方案2中第6组、第7组和第10组三组材料制作的电磁轴承涡流损耗随频率的变化关系图。
图中,1.定子,2.线圈,3.推力盘,4.轴承基体,5.外磁极,6.内磁极。
具体实施方式
本发明采用液相还原法获得钝化铁粉,采用高能球磨对高纯氧化镁粉末进行球磨,获得粒度为80nm~100nm的颗粒,再通过机械混合法使钝化铁粉和细化的氧化镁粉末混合均匀,经过压制、热处理获得高强度软磁复合材料。
实施例1
高强度软磁复合材料的制备方法,包括以下操作步骤:
步骤1,处理铁粉
先备好1000g纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌10min,重复3次,以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,置于真空炉中以60℃的温度烘干;
步骤2,钝化铁粉
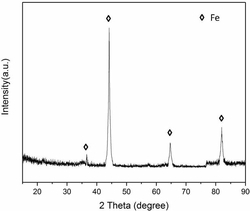
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌30min,NaNO2的碱性溶液混合前的pH值为8.0,加入铁粉后的搅拌过程中混合物的pH值升高并一直保持为9.5,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结10min,取出即得到钝化后的铁粉;经XRD及XPS检测得到,Fe2O3钝化层厚度为2~5nm;
其中,上述NaNO2的碱性溶液,其溶质为2gNaNO2和6gNaOH,溶剂为1000g去离子水;
步骤3,细化MgO粉末
采用德国Simoloyer01-2LM型卧式球磨机球磨,将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,钢珠直径为5mm,球磨时间8小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
取500g步骤2制备的钝化铁粉,向钝化铁粉中加入6g细化后的MgO粉末;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,无钢珠参与,混合时间为1.5h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
先将脱模润滑剂甘油涂覆于模具内表面,将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为680Mpa下压制成型,保压8min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至450℃,在真空度为10-3Pa和温度为450℃条件下对步骤5得到的软磁复合材料的坯料进行热处理3h,然后随炉冷却,即得到高强度软磁复合材料A。
如图1所示,步骤3中球磨前MgO粒径为3~10μm,球磨后MgO粒径为80nm~100nm。
如图2所示,MgO绝缘层分布均匀,且较连续,孔洞数较少,孔洞尺寸0.2~0.5μm。
实施例2
高强度软磁复合材料的制备方法,包括以下操作步骤:
步骤1,处理铁粉
先备好1000g纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌12min,重复3次,以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,置于真空炉中以58℃的温度烘干;
步骤2,钝化铁粉
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌20min,NaNO2的碱性溶液混合前的pH值为8.0,加入铁粉后的搅拌过程中混合物的pH值升高并一直保持为9.5,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结20min,取出即得到钝化后的铁粉;经XRD及XPS检测得到,Fe2O3钝化层厚度为2~5nm;
其中,上述NaNO2的碱性溶液,其溶质为2.5gNaNO2和5gNaOH,溶剂为1000g去离子水;
步骤3,细化MgO粉末
采用德国Simoloyer01-2LM型卧式球磨机球磨,将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,钢珠直径为5mm,球磨时间5小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
取500g步骤2制备的钝化铁粉,向钝化铁粉中加入5g细化后的MgO粉末;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,无钢珠参与,混合时间为1h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
先将脱模润滑剂甘油涂覆于模具内表面,将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为700Mpa下压制成型,保压6min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至420℃,在真空度为10-3Pa和温度为420℃条件下对步骤5得到的软磁复合材料的坯料进行热处理3h,然后随炉冷却,即得到高强度软磁复合材料B。
如图3所示,步骤3中球磨前MgO粒径为3~10μm,球磨后MgO粒径为80nm~100nm。
如图4所示,MgO绝缘层分布均匀,且较连续,孔洞数较少,孔洞尺寸0.2~0.5μm。
实施例3
高强度软磁复合材料的制备方法,包括以下操作步骤:
步骤1,处理铁粉
先备好1000g纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌15min,重复3次,以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,置于真空炉中以50℃的温度烘干;
步骤2,钝化铁粉
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌15min,NaNO2的碱性溶液混合前的pH值为8.0,加入铁粉后的搅拌过程中混合物的pH值升高并一直保持为9.5,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结15min,取出即得到钝化后的铁粉;经XRD及XPS检测得到,Fe2O3钝化层厚度为2~5nm;
其中,上述NaNO2的碱性溶液,其溶质为4gNaNO2和8gNaOH,溶剂为1000g去离子水;
步骤3,细化MgO粉末
采用德国Simoloyer01-2LM型卧式球磨机球磨,将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,钢珠直径为5mm,球磨时间7小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
取500g步骤2制备的钝化铁粉,向钝化铁粉中加入7.5g细化后的MgO粉末;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,无钢珠参与,混合时间为2h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
先将脱模润滑剂甘油涂覆于模具内表面,将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为800Mpa下压制成型,保压5min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至430℃,在真空度为10-2Pa和温度为430℃条件下对步骤5得到的软磁复合材料的坯料进行热处理2.5h,然后随炉冷却,即得到高强度软磁复合材料C。
如图5所示,步骤3中球磨前MgO粒径为3~10μm,球磨后MgO粒径为80nm~100nm。
如图6所示,MgO绝缘层分布均匀,且较连续,孔洞数较少,孔洞尺寸0.2~0.5μm。
实施例4
高强度软磁复合材料的制备方法,包括以下操作步骤:
步骤1,处理铁粉
先备好1000g纯铁粉末,要求该纯铁粉末的纯度为99.99wt%,铁颗粒粒径为60~120μm;再将该纯铁粉末溶于浓度为99.9wt%的丙酮溶液中进行脱脂,并用螺旋搅拌器进行搅拌20min,重复3次,以达到去油的目的;然后过滤出铁粉,并将铁粉洗净后待丙酮挥发完毕,置于真空炉中以55℃的温度烘干;
步骤2,钝化铁粉
将烘干后的铁粉与NaNO2的碱性溶液混合,并在搅拌速度为300r/min下搅拌25min,NaNO2的碱性溶液混合前的pH值为8.0,加入铁粉后的搅拌过程中混合物的pH值升高并一直保持为9.5,然后过滤出铁粉;最后将过滤出的铁粉放在马弗炉中,以1500℃的恒温烧结18min,取出即得到钝化后的铁粉;经XRD及XPS检测得到,Fe2O3钝化层厚度为2~5nm;
其中,上述NaNO2的碱性溶液,其溶质为3gNaNO2和7gNaOH,溶剂为1000g去离子水;
步骤3,细化MgO粉末
采用德国Simoloyer01-2LM型卧式球磨机球磨,将纯度为99.5wt%的MgO粉末放入球磨机中进行球磨,球磨机转速为800r/min,MgO粉末与球磨钢珠质量比为10:1,钢珠直径为5mm,球磨时间6小时,整个球磨过程始终在循环水冷却下进行;球磨后的MgO粒径为80nm~100nm;
步骤4,制备双重复合金属粉末
取500g步骤2制备的钝化铁粉,向钝化铁粉中加入4g细化后的MgO粉末;然后将混合粉末在球磨机中进行混粉,球磨机转速为500r/min,无钢珠参与,混合时间为1h,混粉过程始终在氩气保护和循环水冷却下进行,最终得到含有钝化层及MgO绝缘层的双重复合金属粉末;
步骤5,压制
先将脱模润滑剂甘油涂覆于模具内表面,将步骤4得到的双重复合金属粉末放入模具中,然后在室温下,机械压力为600Mpa下压制成型,保压10min,即得到高强度软磁复合材料的坯料;
步骤6,热处理
将高强度软磁复合材料的坯料置于真空烧结炉中,在真空条件下,以10℃/min的速率从室温升温至400℃,在真空度为10-1Pa和温度为400℃条件下对步骤5得到的软磁复合材料的坯料进行热处理2h,然后随炉冷却,即得到高强度软磁复合材料D。
如图7所示,步骤3中球磨前MgO粒径为3~10μm,球磨后MgO粒径为80nm~100nm。
如图8所示,MgO绝缘层分布均匀,且较连续,孔洞数较少,孔洞尺寸0.2~0.5μm。
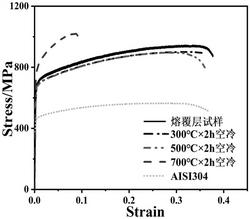
将上述四个实施例得到的软磁复合材料A、软磁复合材料B、软磁复合材料C、软磁复合材料D与现有的树脂基软磁材料的强度做对比实验:
现将软磁复合材料A、软磁复合材料B、软磁复合材料C、软磁复合材料D与树脂基软磁材料这五种材料统一加工成长35mm×宽4mm×高5mm的条形状,用作测试抗弯强度。采用Instron5848试验机系统测试软磁复合材料的抗弯强度,该试验机为Instron公司研制的小载荷动静态材料试验系统。本实验加载速率为0.5mm/min,跨距为25mm。其公式为:
式中:F—破坏载荷/N,L—跨距/m,b—试样宽度/m,h—试样厚度/m,σbb为抗弯强度;得到的结果如表1所示:
表1软磁复合材料强度比较
现有的软磁复合材料的包覆层采用有机材料,如树脂基软磁复合材料,与软磁粉末热性能差异较大,热处理过程中将产生大的孔洞(孔洞尺寸为2~5μm),如图9所示,故产品机械强度相对较低,仅限用于在高频作用下具有复杂形状和磁路的电机,而在强度要求较高的电磁轴承领域无法使用。本发明选用储量丰富的Fe为磁性粉末材料,原料廉价;采用液相还原法获得钝化铁粉,再采用高能球磨对高纯氧化镁粉末进行球磨,获得粒度为80nm~100nm的颗粒,再通过机械混合法使钝化铁粉和细化的氧化镁粉末混合均匀,经过压制、热处理获得高强度软磁复合材料;制备出的软磁复合材料电阻率大、涡流损耗小、孔洞缺陷少,强度明显提高,有望应用于高强度机械领域。
以现有的树脂基软磁复合材料(下文中简称“树脂基SMCs”)和本发明制备的高强度软磁复合材料(下文中简称“MgO基SMCs”)为研究对象,将两种不同的软磁复合材料应用于电磁推力轴承,对其进行研究和比较,其实验过程如下:
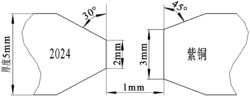
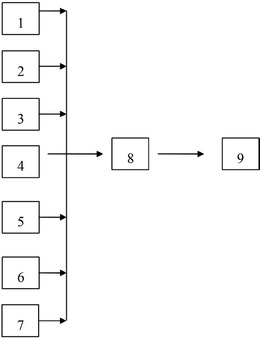
图10是一个简化了的电磁推力轴承示意图,也可以是一种实心结构的电磁作动器,它由定子1、推力盘3和线圈2组成,整个结构是轴对称的,其剖面图如图11所示,定子1由轴承基体4、外磁极5和内磁极6组成;电磁推力轴承的相关尺寸参数如表2所示:
表2电磁推力轴承结构参数
以上述电磁推力轴承为例,在同样的轴承结构参数下,根据轴承定子和推力盘所采用材料的不同组合,共分为两组方案,如表3所示:
表3轴承定子及推力盘材料
所选材料的性能参数如表4所示,其中树脂基SMCs(Ⅰ)、MgO基SMCs(Ⅰ)的参数为1T时的磁导率,电阻率为测量值。此外,为了比较相同磁导率下有效磁阻的频率响应,树脂基SMCs(Ⅱ)、MgO基SMCs(Ⅱ)为在相同的相对磁导率650的条件下,计算得到的相应的电阻率。
表4材料性能参数
当材料尺寸确定后,静态磁阻大小与磁导率成反比。尽管所选SMCs材料的相对磁导率要比碳钢的小很多,但由于气隙的存在,其静态磁阻很大(一般比整个磁路铁磁部分的静态磁阻要大的多),因此方案1中的第2组和方案2中的第7组的静态磁阻增大并不太多,只是方案1中的第1组和方案2中的第6组的1.4倍。这会造成一定的静态性能损失,需要相应增大磁动势以保证同样的静态气隙磁密。
图12~图19分别给出了方案1和方案2得到的电磁推力轴承的有效磁阻的频率响应关系,从这八幅图中看出,随着频率增大,幅值、相位均增大;第1组和第6组的增加幅度最大,而第2组和第7组变化幅度最小;另外,第3组、第4组、第8组和第9组中,当定子为碳钢时,幅值、相位较定子为树脂基SMCs时小。由图12和图14可知,频率在60Hz之前,第2组、第3组和第4组的幅值均高于第1组,而第2组、第3组和第4组的相位均低于第1组;在100Hz后,第1组的幅值增加很快,1KHz时大约为第2组的1.6倍。由图13和图15可知,由于MgO基SMCs(Ⅰ)的相对磁导率、电阻率均大于树脂基SMCs(Ⅰ),故所得到的MgO基SMCs(Ⅰ)的幅值、相位均较小。由图16、图17、图18和图19可知,树脂基SMCs(Ⅱ)、MgO基SMCs(Ⅱ)和碳钢,三种材料在磁导率相同的情况下,电阻率越大,幅值及相位越小;当推力盘材料为碳钢时,即第6组和第9组,幅值及相位相差较小;当定子材料为碳钢时,即第6组和第8组,幅值及相位相差较大。由以上分析可以看出,磁轴承的有效磁阻大小与材料磁导率、电阻率成反比,与频率成正比,且与定子、推力盘材料的选择密切相关。
对于图11的结构模型,文献【1】采用有限元方法进行了涡流损耗的分析,并进行了实验验证。本发明采用同样的方法,利用ansys软件中的电磁场分析模块进行涡流损耗计算。由于轴承定子和推力盘靠近线圈及气隙区域会出现集肤效应,故需要对该部分网格进行加密。计算所采用的轴承结构参数如表2,材料性能参数如表4,施加的电流为0.5A。为了更明确地显示在相同磁导率条件下,不同电阻率对涡流损耗的影响,仅选择了第6组、第7组和第10组进行分析,计算结果如图20所示,从图20中可以看出,10Hz之前,三种材料制备的轴承损耗基本相同,10Hz后变化很快,三种材料的涡损差值也越来越大,第10组的涡损最小,第6组最大,第10组和第6组的电阻率关系一致。从实验中我们可以看出,第10组MgO基SMCs的涡流损耗在三组中最小。
文献【1】:Calculationofeddycurrentlossformagneticthrustbearings
Y-STian,Y-HSun,andLYu
ProceedingsoftheInstitutionofMechanicalEngineers,PartJ:JournalofEngineeringTribology2011,225(8):798-805。
高强度软磁复合材料的制备方法及应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0