

IPC分类号 : C22C1/04,C22C19/00,C22C30/00,C22C33/02,C22C38/10








专利摘要
一种高强度铁钴镍合金的制备方法,涉及高强度合金材料制备领域。本发明首先按照一定质量比称取一定铁粉、钴粉、镍粉,随后将以上粉末混合并在惰性气体保护下进行球磨,实现合金化,然后再将合金化粉末通过放电等离子烧结或热等静压烧结进行烧结成型,对烧结后的样品进行热轧或热挤压,最后通过热处理去除应力并均匀化组织,最终得到高强度铁钴镍合金。本发明制备的铁钴镍合金组织均匀,晶粒平均粒径在300nm左右,强度超过700Mpa,优于熔炼方法制备的铁钴镍合金。
权利要求
1.一种高强度铁钴镍合金的制备方法,其特征在于,具体包括以下步骤:
1)按一定原子比称取相应质量的铁、钴、镍金属粉,然后添加少量过程控制剂,铁、钴、镍三种元素的含量均在三种粉体总质量的30-50wt%之间,过程控制剂为3-10wt%的正庚烷或0.8-2wt%的硬脂酸,随后进行球磨,球磨参数为球料比10:1-20:1,球磨机转速为300-450rpm,球磨时间为48-72h;
2)将球磨后的合金粉在氢气还原炉中进行高温还原,高温还原的温度为600-900℃,还原时间为1-4h;
3)采用SPS烧结或热等静压烧结技术对得到的铁钴镍合金粉末进行烧结成型,所述SPS烧结温度为950-1150℃,压强为40-60MPa,保温时间为5-8min;所述热等静压烧结温度为1000-1300℃,气氛为氩气,充气压力为80-120MPa,保温时间为2-4h;
4)通过热挤压或热轧热加工手段使复合材料进一步致密化,得到铁钴镍合金,所述热加工是在不锈钢包套将样品包覆的条件下进行,热加工温度为750-1050℃;
5)将热加工后的合金进行热处理,去除应力并均匀化组织,所述热处理是在惰性气体保护下进行的,热处理温度为900-1050℃,退火时间为6-48h。
说明书
技术领域
本发明属于铁钴镍合金材料制备领域,特别涉及一种高强度铁钴镍合金的制备方法。
背景技术
铁钴镍三元合金是一种重要的过渡金属合金,具有优异的磁学性能和物理、化学性质,如饱和磁化强度搞、热膨胀系数低、耐蚀性好和表面光亮度高[湛菁,晏心,黎昌俊,等.铁钴镍三元合金的制备研究进展[J].金属材料与冶金工程,2010,38(2):49-53.],但是其强度较低,很大程度上限制了它的应用[佚名.低温热膨胀性好、强度高的铁—钴—镍合金[J].金属材料与冶金工程,1999(6):45.]。铁钴镍合金一般采用传统的熔炼方法制备,获得的合金组织粗大,力学性能较差,在某些领域难以达到使用要求。因此,提高铁钴镍合金的强度成为一个急需解决的难题。
机械合金化是制备金属材料的一种常用方法,制备的合金组织均匀,无成分偏析,同时能够显著降低晶粒大小,提高合金的机械性能。与传统的熔炼方法相比,机械合金化制备的合金往往具有更加优异的性能,但因其产量小、制备成本较高等问题,目前尚未有采用机械合金化方法制备高强度铁钴镍合金的报道。
发明内容
本发明的目的是提供一种高强度铁钴镍合金的制备方法,采用机械合金化的方法,使获得的铁钴镍合金组织均匀,晶粒细小,强度能够达到700MPa以上。
一种高强度铁钴镍合金的制备方法,具体包括以下步骤:
1.按一定质量比称取相应质量的铁、钴、镍金属粉,然后添加适量过程控制剂,随后进行一定时间的球磨。
2.将球磨后的合金粉在氢气还原炉中进行高温还原。
3.采用SPS烧结或热等静压烧结技术对得到的铁钴镍合金粉末进行烧结成型。
4.通过热挤压或热轧等热加工手段使复合材料进一步致密化,得到界面结合良好、全致密的铁钴镍合金。
5.将热加工后的合金进行热处理,去除应力并均匀化组织。
其中,步骤1中所述铁、钴、镍三种元素的含量均在三种粉体总质量的30-50wt%之间,过程控制剂为3-10wt%的正庚烷或0.8-2wt%的硬脂酸。
其中,步骤1中所述球磨参数为球料比10:1-20:1,球磨机转速为300-450rpm,球磨时间为48-72h。
其中,步骤2中所述高温还原的温度为600-900℃,还原时间为1-4h。
其中,步骤3中所述SPS烧结温度为950-1150℃,压强为40-60MPa,保温时间为5-8min;热等静压烧结温度为1000-1300℃,气氛为氩气,充气压力为80-120MPa,保温时间为2-4h。
其中,步骤4中所述热加工是在不锈钢包套将样品包覆的条件下进行的,热加工温度为750-1050℃。
其中,步骤5中所述热处理是在惰性气体保护下进行的,热处理温度为900-1050℃,退火时间为6-48h。
本发明的优点在于:
1.实现了机械合金化方法制备高强度铁钴镍合金。
2.本方法制备的高强度铁钴镍合金致密度高无明显孔洞,晶粒大小均匀且细小平均粒径在300nm左右,无成分偏析。
3.本方法制备的铁钴镍合金具有很高的强度,达到700MPa以上,接近熔炼方法制备的同种类和金强度的两倍。
附图说明
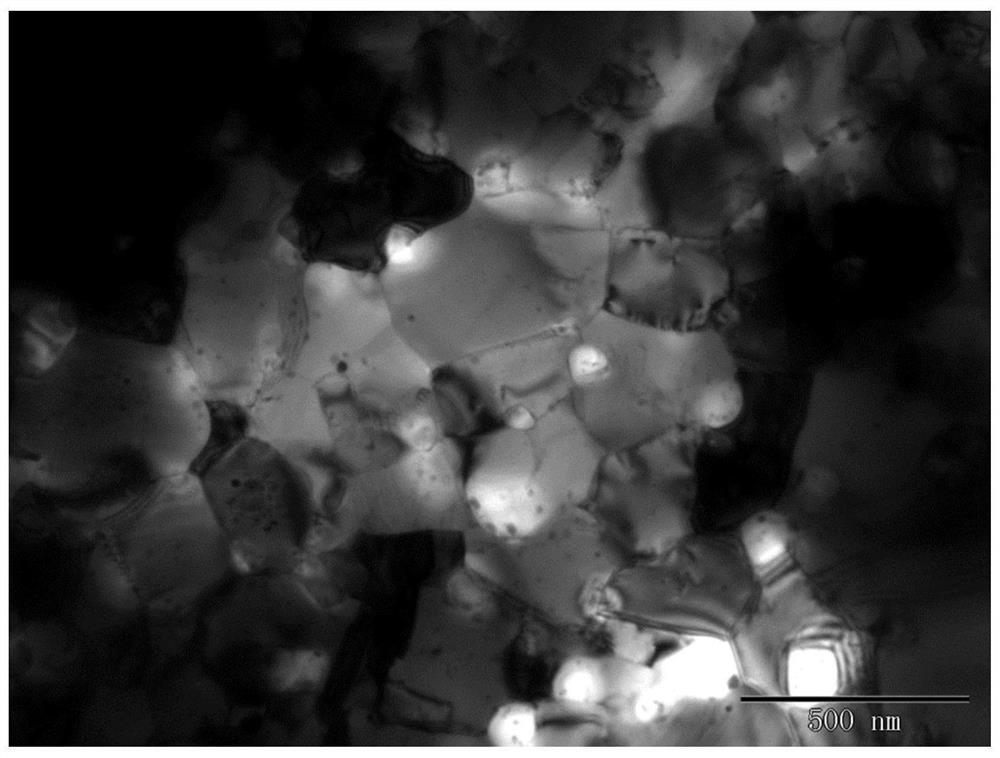
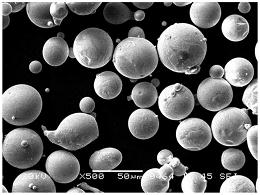
图1是实施例1中样品的TEM图。
具体实施方式
实施例1
1.称取54g铁粉、58.8g钴粉、58.2g镍粉,随后将粉混合添加9g正庚烷进行球磨。球磨参数设置为球料比12:1,球磨机转速300rpm,球磨时间为60h,球磨在高纯氩气氛围下进行。
2.将球磨后的合金粉末放入高温氢气还原炉中在800℃下还原2h,还原后的粉末快速进行真空封装。
3.将还原后的粉末进行SPS烧结,烧结温度为1100℃,压强为50MPa,保温时间为6min
4.用不锈钢包套将烧结样品包覆住,将样品加热到900℃开始热轧,终轧温度为750℃,轧制变形量为80%。
5.将热轧后的合金在高纯氩气保护下在950℃热处理12h,随后空冷至室温得到最终产品。其TEM组织形貌,见图1,说明制备的铁钴镍合金组织均匀,晶粒平均粒径在300nm左右。
经测试,其产品的抗拉强度为742Mpa。
实施例2
1.称取60g铁粉、55.5g钴粉、55.5g镍粉,随后将粉混合添加15g正庚烷进行球磨。球磨参数设置为球料比10:1,球磨机转速350rpm,球磨时间为72h,球磨在高纯氩气氛围下进行。
2.将球磨后的合金粉末放入高温氢气还原炉中在700℃下还原2.5h,还原后的粉末快速进行真空封装。
3.将还原后的粉末进行SPS烧结,烧结温度为1000℃,压强为60MPa,保温时间为8min
4.用不锈钢包套将烧结样品包覆住,将样品加热到1000℃开始热轧,终轧温度为750℃,轧制变形量为70%。
5.将热轧后的合金在高纯氩气保护下在900℃热处理24h,随后空冷至室温得到最终产品。
经测试,其产品的抗拉强度为709Mpa。
实施例3
1.称取60g铁粉、52.3g钴粉、59g镍粉,随后将粉混合添加1.8g硬脂酸进行球磨。球磨参数设置为球料比15:1,球磨机转速350rpm,球磨时间为48h,球磨在高纯氩气氛围下进行。
2.将球磨后的合金粉末放入高温氢气还原炉中在900℃下还原1.5h,还原后的粉末快速进行真空封装。
3.将还原后的粉末进行热等静压烧结,烧结温度为1200℃,压强为100MPa,时间为3h。
4.用不锈钢包套将烧结样品包覆住,将样品加热到900℃开始热轧,终轧温度为750℃,轧制变形量为80%。
5.将热轧后的合金在高纯氩气保护下在1050℃热处理18h,随后空冷至室温得到最终产品。
经测试,其产品的抗拉强度为718Mpa。
一种高强度铁钴镍合金的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0