

IPC分类号 : B27M1/02,F26B3/00,B27K1/00,B27M1/06,B27M1/08






专利摘要
本发明提供了一种木材密实干燥炭化一体化处理方法。该处理方法采用热压机进行,其包括以下步骤:在130℃-150℃下,在热压机上对木材进行厚度方向上的压缩,当压缩到目标厚度时,接着在保压状态下对木材进行干燥,然后升温到180-220℃,对木材进行炭化处理,从而实现木材的密实干燥炭化技术的一体化处理。该方法具有工艺流程简单、生产周期短、节省人力物力、经济效益高等优点。
权利要求
1.一种木材密实干燥炭化一体化处理方法,该处理方法采用热压机进行,其包括以下步骤:
在130℃-150℃下,在热压机上对木材进行厚度方向上的压缩,当压缩到目标厚度时,接着在保压状态下对木材进行干燥,然后升温到180-220℃,对木材进行炭化处理,从而实现木材的密实干燥炭化技术的一体化处理。
2.根据权利要求1所述的处理方法,其中,该方法包括以下步骤:
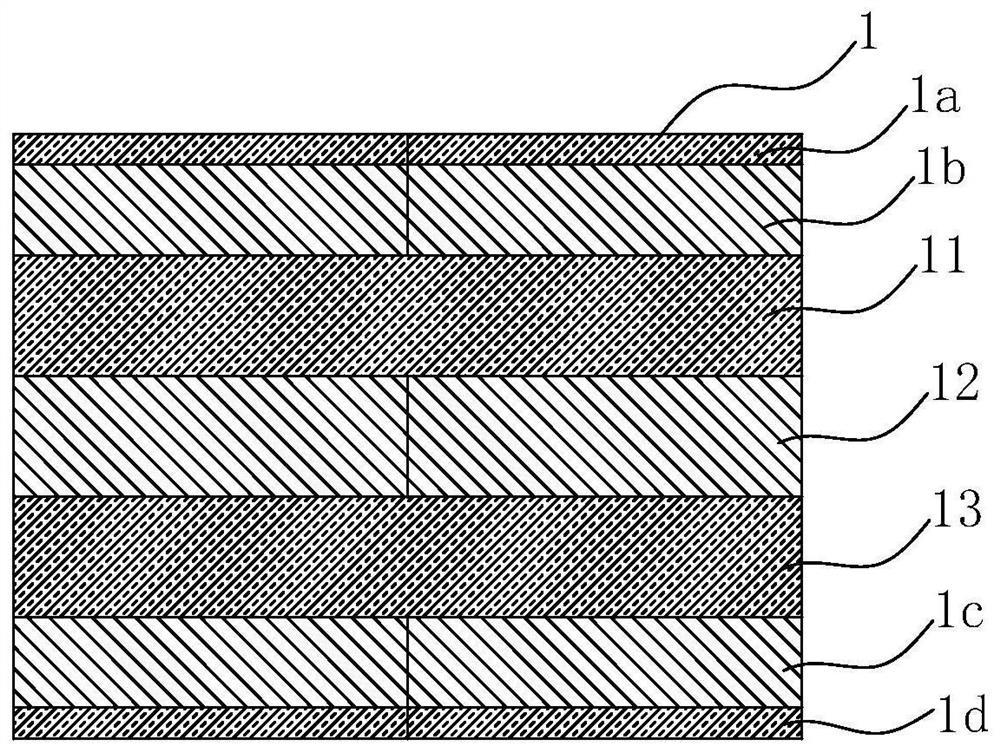
(1)密实化:在热压机内放置带有气孔的上垫板和下垫板,当热压机温度升高到130℃-150℃时,将木材放入热压机内,使其位于上垫板和下垫板之间;在同一压力下,采用位控法对木材进行分段压缩,压缩到目标厚度;
(2)干燥:将热压机的温度维持在130℃-150℃并保持压力不变的状态下,每隔300s进行一次排气,排气时间20s,排气次数3-5次,排气之后对木材进行干燥,干燥时间1-2h,将木材干燥到含水率为10%-14%;
(3)炭化:将热压机的温度升高至180-220℃,在保持压力不变的状态下,对木材进行炭化,炭化时间为2-4h;
(4)冷却:炭化完成之后,停止温度控制,使木材自然冷却到50℃-75℃;
(5)调湿:将木材取出并置于大气环境中,进行调湿处理,将木材的含水率调整为2-6%。
3.根据权利要求1所述的处理方法,其中,所述上垫板和下垫板上的气孔直径为1.0mm-2.5mm。
4.根据权利要求1所述的处理方法,其中,在密实化过程中,进行分段压缩时的压力为1.5-4MPa。
5.根据权利要求1所述的处理方法,其中,在密实化过程中,分段压缩时的压缩率控制为20-50%。
6.根据权利要求2所述的处理方法,其中,在步骤(2)中,对木材的干燥处理是将木材干燥到含水率为12%。
7.根据权利要求2所述的处理方法,其中,在步骤(4)中,冷却是使木材自然冷却到60℃。
说明书
技术领域
本发明涉及一种木材密实干燥炭化一体化处理方法,属于木材处理技术领域。
背景技术
木材作为一种可再生能源,除了能够美化环境,从古到今还被大量用于建筑、家具和室内装修等方面。但是这种复杂的含湿多孔粘弹性的生物材料存在尺寸稳定性差和耐腐性差等诸多因素的制约,这些都与木材成分、细胞壁结构等有着密切的关系。因此,如何提高木材的尺寸稳定性、生物防腐性以及力学性能等性能,是提高木材品质的重要途径之一。
通常,人们把木材改性分为化学改性、物理改性以及生物改性等方法,化学改性虽然见效快,周期短,能提高木材的一些性能,但同时所带来的药剂毒性、污染问题以及使用过程中的危害性,一直是木材化学改性技术的制肘。采用化学改性方法制备木材能否被人们所接受,更是一个需要优先解决的问题。生物改性属于新型的改性方法,可能存在周期长、适用范围小等不足。随着人们对环保、节能和回归自然的环保要求和对工艺简便、易实现产业化的加工要求,人们又将木材改性的目光转向物理改性的方法。
现有的木材处理和改性技术包含:真空高压浸注阻燃液、热压干燥、真空干燥、防腐、高温热处理、压缩炭化、干燥炭化等,但是这些技术存在只能改善木材的一项或几项性能,不能全面改善木材性能,以及设备占地面积大、产量低、能耗高等特点;比如:利用真空干燥装置进行改性,一个周期就需要7-15天,同时这些技术并不能对木材进行矫正,不利于资源节约利用。
200810059214.0号中国专利申请公开了一种木材热压炭化强化方法。该方法是通过对木材进行干燥、刨光、热压炭化等对木材进行强化处理。但是,该方法存在以下问题:
1、干燥步骤是在干燥窑内进行的,造成干燥周期长、工艺繁琐、生产成本提高;
2、当木材含水率过低、压缩比较大时,木材细胞壁易被压溃、开裂,反而降低其力学强度;
3、压缩炭化过程中未阐明怎样达到板材的压缩比厚度、施加压力大小等重要工艺参数;
4、炭化过程只指出采用压机温度范围为160-260℃,并没有详细说明具体操作时木材炭化采用的最高温度是多少。因为木材的自燃点在240℃左右,该技术是在常压大气环境中进行的,氧气含量较高,如果压机温度超过240℃,很可能使木材自燃,导致生产缺乏安全性,甚至造成严重火灾。
因此,开发一种新的木材物理改性方法,以克服现有技术中所存在的一些缺陷是本领域亟待解决的问题之一。
发明内容
为解决上述技术问题,本发明的目的在于提供一种木材的密实干燥炭化一体化处理方法,该方法具有工艺流程简单、生产周期短、节省人力物力、经济效益高等优点。
为达到上述目的,本发明提供了一种木材密实干燥炭化一体化处理方法,该处理方法采用热压机进行,其包括以下步骤:
在130℃-150℃下,在热压机上对木材进行厚度方向上的压缩,当压缩到目标厚度时,接着在保压状态下对木材进行干燥,然后升温到180-220℃,对木材进行炭化处理,从而实现木材的密实干燥炭化技术的一体化处理。
根据本发明的具体实施方案,优选地,该方法包括以下步骤:
(1)密实化:在热压机内放置带有气孔的上垫板和下垫板(利于木材中的水蒸气排出),当热压机温度升高到130℃-150℃时,将木材放入热压机内,使其位于上垫板和下垫板之间;在同一压力下,采用位控法对木材进行分段压缩,压缩到目标厚度;
(2)干燥:将热压机的温度维持在130℃-150℃并保持压力不变的状态下,每隔300s进行一次排气,排气时间20s,排气次数3-5次,排气之后对木材进行干燥,干燥时间1-2h,将木材干燥到含水率为10%-14%;
(3)炭化:将热压机的温度升高至180-220℃,在保持压力不变的状态下,对木材进行炭化,炭化时间为2-4h;
(4)冷却:炭化完成之后,停止温度控制,使木材自然冷却到50℃-75℃;
(5)调湿:将木材取出并置于大气环境中,进行调湿处理,将木材的含水率调整为2-6%。
在上述处理方法中,优选地,所述上垫板和下垫板上的气孔直径为1.0mm-2.5mm。
分段压缩是采用位控法以较小的加压速度(0.1-0.4mm/s)进行压缩,并根据板材的原先厚度尺寸及生产要求,设定若干个(3-5个)厚度尺寸,分段进行压缩,从而达到目标厚度,即木材最终厚度。例如板材原先厚度为30mm,设定目标厚度为20mm,以加压速度为0.1mm/s的方式控制木材第一阶段的目标厚度为28mm,保压若干秒;控制第二阶段目标厚度为24mm,保压若干秒;位控第三阶段目标厚度20mm。利用这样的分段加压方式达到木材的目标厚度,可以有效地避免木材产生内裂、表裂等缺陷。在上述处理方法中,优选地,在密实化过程中,进行分段压缩时的压力为1.5-4MPa。
在上述处理方法中,压缩率=(压缩前木材厚度-压缩后木材厚度)/压缩前木材厚度×100%,优选地,在密实化过程中,分段压缩时的压缩率控制为20-50%。
在上述处理方法中,优选地,在步骤(2)中,对木材的干燥处理是将木材干燥到含水率为12%左右。
在上述处理方法中,优选地,在步骤(4)中,冷却是使木材自然冷却到60℃左右。
本发明的木材密实干燥炭化一体化处理方法在热压机上进行,其工艺顺序为:密实化→干燥→炭化,可以按照以下具体步骤进行:
1、密实化:当热压机的温度升高至150℃时,将木材放入压机内,热压机内放置布满了直径为1mm的气孔的上下垫板;然后在同一压力下(压力范围1.5-4MPa),根据压缩率=(压缩前木材厚度-压缩后木材厚度)/压缩前木材厚度×100%,压缩率范围控制为20-50%,采用位控法对木材进行分段压缩,压缩到目标厚度;位控是同热压机中闭合、加压、降压等功能相同的工艺步骤,用于控制板材的厚度尺寸;
2、干燥:在维持热压机温度150℃、保压状态下,每隔300s进行一次排气,每次排气时间20s,排气次数5次,然后对木材进行干燥,干燥时间1-2h,将木材干燥到含水率为12%左右;
3、炭化:调节热压机的温度控制,将热压机温度控制在180-220℃,在保压状态下对木材进行炭化,炭化时间2-4h;
4、冷却:关闭热压机温度,自然冷却到60℃左右;
5、调湿:降压张开,取出木材,将木材成品置于大气环境中,进行调湿处理,将其含水率调整为2-6%。
本发明所提供的木材密实干燥炭化一体化处理方法具有以下优点:
1、对含水率高的木材不是先干燥后密实炭化,而是先压缩密实化,再进行干燥,干燥到一定含水率时,升高温度,接着对木材进行炭化改性:该技术操作简单,减少设备投资,生产安全,经济效益高。炭化时,木材的含水率在10%-14%左右,高的含水率有助于木材纤维润胀,增加木材塑性,减少木材开裂缺陷,有利于压缩变形。
2、采用位控法控制板材压缩比:传统的密实化实验或技术按照一定的压缩比压缩木材时,常采用厚度规控制木材的目标厚度。当压到厚度规要求时,热压机的一部分压力会由厚度规承担,并非全部施加到了木材上,另外热压板与厚度规之间的作用为刚性接触,长时间保持在较高的压力水平,而不考虑板坯内实际压力的大小,容易造成热压板的弯曲变形,引起板材平面方向上的厚度偏差和密度偏差,严重时甚至会引起设备的损坏。另外,在加压-保压的过程中,并不知道板坯何时能达到热压工艺要求的最终厚度,该时间可能出现在压力达到保压压力时,也可能出现在保压过程中的任何时刻。而采用位控法不仅可以避免上述缺陷,而且还能简化工艺,节省物力。
3、在密实化过程中采用分段法压缩木材:连续压缩容易造成木材内裂缺陷,而分段压缩不仅使木材没有内裂缺陷,还能够达到很好的表面密实化,提高木材的密度及力学强度。
4、炭化过程在木材安全温度150-220℃范围内进行,具有较高的安全性,也避免了木材发生自燃而导致的损失。
本发明所提供的木材密实干燥炭化一体化处理方法在常压大气环境下,在木材安全温度150-220℃范围内,创造性地将密实化、干燥、炭化工艺有序的结合在一起,打破了以往必须在不同的工艺设备上分步生产的技术局限性,在普通热压机上实现了对木材密实化、干燥、炭化全方位功能性改良的一体化技术,通过物理法解决了现有技术不能全面改善木材性能,设备投资大,生产周期长,经济效益低,易造成环境污染的问题。该方法简化了工艺流程、缩短了生产周期、节省了人力物力、提高了企业经济效益,不仅有效地提高了低质木材的密度、力学强度,同时也改善了木材的吸湿性、耐久性、防腐性。
具体实施方式
为了对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
实施例
本实施例提供了一种木材密实干燥炭化一体化处理方法,其是对樟子松树种进行处理,该木材被锯切成450(纵向,长)mm×150(径向,宽)mm×30(弦向,厚)mm的规格材,测得木材初含水率是25-30%,该方法包括以下步骤:
在热压机上放置上下垫板(垫板上布满了直径为1mm的排气孔),当温度为150℃、压力为2MPa时,将木材放入热压机内开始闭合压缩;
1、密实阶段:闭合厚度30mm后,以压缩比33%为要求,采用位控法对木材进行分段压缩,压缩到板材厚度为20mm,其中,第一段:位控厚度为28mm,时间为600s,延时20s;第二段:位控厚度为24mm,时间为600s,延时20s;第三段:位控厚度为20mm,时间为600s,延时20s。
2、干燥阶段:在保压状态下,重复五次排气,每一次排气的具体工艺参数为:保压300s后,降压15s,张开5s,闭合保压,然后重复进行排气;接着在保压状态下继续干燥1.5h,使含水率在12%左右。
3、炭化阶段:将热压机温度升高到180℃,在保压状态下,炭化4h。
4、关闭温度控制,使木材冷却到60℃左右。
5、降压张开,将木材去除放置于自然条件下调湿至含水率为2-6%,完成木材密实干燥炭化一体化处理。
一、物理性质分析:
1、密度
参照国标GB/T1933-2009《木材密度测定方法》从樟子松上锯切规格为20×20×20mm的9组试样作为对比,利用电子天平分别测得试样质量,得到平均密度为0.466g/cm3。同样,在经过处理改性的木材上取相同尺寸的9组试样,得到平均密度为0.603g/cm3。处理材(经过实施例处理的樟子松)的密度与素材(未经过处理的樟子松)相比增大了23-37%,木材单位体积内质量增加,表观上看更加密实,这说明通过实施例的密实干燥炭化一体化处理可以有效提高木材的强度和刚性。
2、尺寸稳定性
选取规格为20×20×20mm的处理材和素材分别9组,置于温度20℃、湿度65%的恒温调湿箱中平衡处理3周后,测定其质量和厚度;然后置于20℃水中浸泡24h后,再次测定质量和厚度;计算吸水率和吸水厚度膨胀率,公式如下:
吸水率:WA=(m2-m1)/m1×100% (1)
吸水厚度膨胀率:TS=(T2-T1)/T1×100% (2)
式中:WA-24h吸水率,%;TS-24h吸水厚度膨胀率,%;m1-20℃、65%下平衡处理后试样的质量,g;m2-20℃水浸泡24h后,试样质量,g;T1-20℃、65%下平衡处理后试样厚度,mm;T2-20℃水浸泡24h后,试样厚度,mm;
测得处理材的24h吸水率平均值为31.2%,素材的24h吸水率为52.3%;处理材吸水厚度膨胀率平均值为13.7%,素材吸水厚度膨胀率平均值为24.6%。数据表明木材经过密实干燥炭化处理后,其吸湿性明显降低,尺寸稳定性得到了很好地改善。原因是木材经热处理后,其水吸附机理发生了变化,随着处理温度的升高,吸湿性能强的半纤维素在处理过程中降解,降低了木材组分中羟基的浓度,水分子与木材分子之间的氢键减少,使得木材的吸湿性下降,减少了木材易开裂、扭曲、膨胀等缺陷。
3、耐久性和耐腐性
木材组分在炭化热处理过程中会发生复杂的化学反应,改变木材的某些成分,减少木材腐朽菌的营养物质,从食物链这一环节上抑制菌类在木材中的生长,木材中发生的复杂化学反应也会产生一些对腐朽菌有害的毒素,能够毒杀腐朽菌,提高木材的耐腐性,延长木材的使用寿命。
本发明的改性处理是纯物理技术,与其他化学改性方法相比,本发明的生产过程中不添加任何化学药剂、污染问题少、处理工艺较简单,不会对人体或操作者造成伤害,因此该处理材相当环保和安全,是环境友好型材料。
二、力学性质分析
1、参照GB/T1936.1-2009《木材抗弯强度试验方法》和GB/T1936.2-2009《木材抗弯弹性模量测定方法》,采用三点弯法测试,跨距为240mm。测定试样的抗弯强度(MOR)和弹性模量(MOE)(测试结果见表1);试件规格为300mm×20mm×20mm。素材和处理材各取8组。
表1木材抗弯强度和弹性模量分析(单位为MPa)
素材和处理材的平均抗弯强度分别为34.21MPa、83.85MPa,弹性模量分别为1547.75MPa,8440.5MPa。与素材相比,处理材的抗弯强度和弹性模量分别提高了150.9%、445.3%。随着热压密实、干燥、高温热处理效果的共同作用,樟子松的力学性能明显改善。
2、参照GB/T1941-2009《木材硬度试验方法》,测定试件的表面硬度,规格为70mm×50mm×20mm,钢球压入深度为5.64mm,素材和处理材各取8组(见表2)。
表2木材硬度分析
分析数据可知,素材和处理材的平均表面硬度分别为1954N、3664N,与对照组相比,处理材的硬度提高了87.5%。
综上所述,密实化工艺使木材细胞壁物质排列更加有序、密度增大,结合强度提高、木材抗弯强度、弹性模量和表面硬度均有显著提高增大,同时高温干燥炭化处理有利于木材变形固定,另外伴随着半纤维素的分解、水分的减少,导致木材中碳水化合物减少,切断了腐朽菌生存所必需的能源物质,该联合工艺使得处理材的耐久性及耐腐性得到了有效地改善。就生产周期而言,一般的压缩工艺、炭化工艺或者压缩炭化联合工艺需要1-3天,而本发明所提供的处理方法在环保的基础上仅需要4.5-7h,很大程度上缩短了工艺周期,可操作性强,能够给生产商带来丰厚利润。
一种木材密实干燥炭化一体化处理方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0