







专利摘要
本发明公开了电解加工技术领域的一种电解阴极、阴极加工方法、含该阴极的电解系统及系统使用方法,一种呈环形带状结构的加工阴极,该加工阴极包括有环形带,所述环形带的外带面为挠性绝缘层,所述环形带饿内带面为导电层,所述环形带的带体上均匀间隔开设有通孔,所有所述通孔共同构成了群孔结构,所述环形带内绕接有带轮组,所述带轮组使得环形带形成适合工件使用的直线段和弧形段,本发明中作为工具阴极的柔性板带依次安装在接触轮、张紧轮和导轮上,并使其张紧,向柔性板带的群孔结构中喷射电解液,工件表面一次被加工出各自的微细织构,具有加工范围广,加工效率高以及具有工具阴极设计巧妙的特点。
权利要求
1.一种呈环形带状结构的加工阴极,其特征在于:该加工阴极包括有环形带,所述环形带的外带面为挠性绝缘层(5),所述环形带的内带面为导电层(6),所述环形带的带体上均匀间隔开设有通孔,所有所述通孔共同构成了群孔结构(11),所述环形带内绕接有带轮组,所述带轮组使得环形带形成适合工件使用的直线段和弧形段。
2.根据权利要求1所述的加工阴极,其特征在于:所述带轮组包括有接触轮(14)、张紧轮(7)和导轮(16),所述接触轮(13)、张紧轮(7)和导轮(16)各自至少有一个。
3.一种用于生产权利要求1或2的加工阴极的加工方法,具体包含以下步骤:
S1.取一条形带状的导电层(6),将其两端焊接,成为环形带状结构;
S2.在环形带状导电层(6)外带面上贴上一层挠性绝缘层(5);
S3.在由导电层(6)和挠性绝缘层(5)组成的环形带上等间距制作贯穿带面的群孔结构(11);
S4.在环形带内侧绕接安装好带轮组,根据加工的工件形状,使得环形带形成适合工件使用的直线段和弧形段。
4.一种含有权利要求1或2所述加工阴极的电解系统,其特征在于:包括加工阴极、带轮组、工件(8)、喷头、电解液输送机构和电解电源(9),所述带轮组安装于加工阴极的导电层(6)内侧,所述工件(8)紧贴于加工阴极的挠性绝缘层(5)上,所述加工阴极的导电层(6)和工件(8)之间通过电解电源(9)电性连接,所述喷头设置于加工阴极的导电层(6)一侧靠近工件(8)的位置,且喷头正对加工阴极上的群孔结构(11),所述喷头的输入端与电解液输送机构通过管道连接。
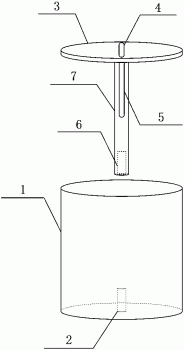
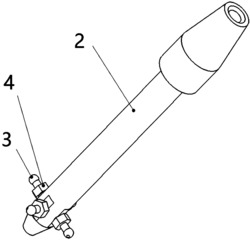
5.根据权利要求4所述电解系统,其特征在于:所述电解液输送机构包括有电解液槽(1)、离心泵(2)、溢流阀(3)、节流阀(4)、压力表(14)和隔板(15),所述电解液槽(1)内装有电解液,所述隔板(15)竖直设置于电解液槽(1)内腔中部,所述离心泵(2)的输入管端伸入电解液槽(1)中,所述离心泵(2)的输出管端与喷头连接,所述离心泵(2)的输出管上连接有溢流管道,所述溢流阀(3)设置于溢流管道上,所述节流阀(4)与压力表(14)设置于离心泵(2)的输出管上。
6.根据权利要求4所述电解系统,其特征在于:所述工件(8)为平板形工件、弧形工件或圆柱体工件。
7.根据权利要求4所述电解系统,其特征在于:所述喷头包括有正向喷液装置(10)和侧向喷液装置(12)。
8.一种如权利要求4-7任一项所述电解系统的使用方法,具体包含以下步骤:
S1.将加工阴极依次安装在接触轮(13)、张紧轮(7)和导轮(16)上,并使其处于张紧状态,通过调节接触轮(13)、张紧轮(7)和导轮(16)三者的位置关系,使得加工阴极形成适应工件(8)电解加工的直线段或弧形段;
S2.针对平板形工件,将工件(8)平放在加工阴极直线段处的挠性绝缘层(5)上,使工件(8)与加工阴极的挠性绝缘层(5)相紧贴;针对弧形工件,将工件(8)的内壁表面紧贴于加工阴极弧形段处的挠性绝缘层(5)上,使工件(8)与加工阴极的挠性绝缘层(5)相紧贴;针对圆柱体工件,移动工件(8)使其不断靠近加工阴极的挠性绝缘层(5)一侧,导轮(16)同时作相应地调整,使圆柱体工件(8)外表面能够始终紧密地向内挤压加工阴极的挠性绝缘层(5);
S3.电解电源(9)的正极与工件(8)进行电性连接;电解电源(9)的负极与接触轮(13)进行电性连接;
S4.针对平板形工件,选用正向喷液装置(10)向工件(8)喷射电解液,使电解液通过加工阴极上贯穿的群孔结构(11)到达工件(8)的加工区域;针对弧形工件,选用侧向喷液装置(12)向工件(8)喷射电解液,使电解液通过加工阴极上贯穿的群孔结构(11)到达工件(8)的加工区域;针对圆柱体工件,选用正向喷液装置(10)向工件(8)喷射电解液,使电解液通过加工阴极上贯穿的群孔结构(11)到达圆柱体工件(8)的加工区域;
S5.接通电解电源(9),进行微细织构的电解加工。
说明书
技术领域
本发明涉及电解加工技术领域,具体为一种电解阴极、阴极加工方法、含该阴极的电解系统及系统使用方法。
背景技术
研究表明,表面微细织构技术是改善摩擦副表面摩擦学特性的有效手段。目前,表面微细织构已经在缸套、滑动轴承和机械密封等工程技术领域中获得了成功的应用。因此低成本、高效率、高精度的表面织构加工技术已成为制造领域的研究热点,同时也是一个技术难题。选择一种正确、合理的加工方法来实现往往能达到事半功倍的效果。
激光加工技术、微磨料气射流技术、电火花加工技术、电射流加工技术、掩膜电解加工技术这五种方法在工件上可以加工海量微细织构阵列,均存在各自一些难以克服的技术难点和缺陷。1)激光加工去除材料的方式是属于热作用过程,被加工工件材料在激光的高温作用下达到气化温度后,在高压蒸汽的作用下,液态材料被喷出,而残留在工件材料表面上的熔融物遇冷凝固后形成“翻边”现象。且加工后的板材易发生变形扭曲,同时孔的周围存在热影响区和微观裂纹,不能满足设计要求。2)微磨料气射流加工是通过喷嘴的内腔将微磨料聚焦成高速、高密度的微细磨料流速,其作用于工件时就会对工件表面产生冲蚀作用,同时气流可带走冲击作用后的破碎磨料和工件材料碎屑,从而达到加工微细织构的目的。但是微磨料气射流加工技术仅适合加工硬脆材料,同时对环境污染比较严重。3)电火花加工方法加工海量微细织构,电极的制作就是一个技术难点,其工艺繁琐,加工成本高;电极在加工的过程中有损耗,无形中增加了工艺的成本,即使这个方法最终能加工出海量微细织构,电火花加工的特点也决定了织构的周边必然存在热影响区和微观裂纹。4)电射流加工技术用于在海量阵列微细织构的加工,可以准确地在平面和曲面上加工各种表面织构,但是该工艺属于单点或单排加工,加工效率比较低,且加工出的海量微细织构周边的杂散腐蚀较为严重,不能满足使用要求。5)掩膜电解加工技术是基于光刻工艺和微细电解加工中阳极电化学溶解原理,将阳极表面经光刻处理后进行电解加工的一种特种加工工艺。该工艺可以在工件上加工海量阵列微细织构,但工序繁琐,且光刻之后的电解加工过程中表面附着光刻胶的工件长时间浸泡在电解液中,光刻胶发生脱落,最终导致加工失败。
现有专利CN1958206A揭露了蜂窝状微坑结构电解加工方法,该方法采用表面附有屏蔽膜的导电层作为阴极,因屏蔽膜是采用光刻技术在工具表面进行涂覆等工序,因此,该工具阴极挠性很差,而且制作繁琐。中国专利CN101070605A公开了柱形回转体零件外表面微细织构电解加工方法,该方法采用双层复合柔性屏蔽膜中的导电层作为阴极,再利用机械挤压使柔性屏蔽膜变形而紧密贴合工件表面,进行电解加工。该方法若需加工不同曲率半径的弧形面时,必须重新制作夹具,不能实现小批量,多样化的柔性生产。
基于此,本发明设计了一种电解阴极、阴极加工方法、含该阴极的电解系统及系统使用方法,以解决上述问题。
发明内容
本发明的目的在于提供一种电解阴极、阴极加工方法、含该阴极的电解系统及系统使用方法,以解决上述背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种呈环形带状结构的加工阴极,该加工阴极包括有环形带,所述环形带的外带面为挠性绝缘层,所述环形带的内带面为导电层,所述环形带的带体上均匀间隔开设有通孔,所有所述通孔共同构成了群孔结构,所述环形带内绕接有带轮组,所述带轮组使得环形带形成适合工件使用的直线段和弧形段。
优选的,所述带轮组包括有接触轮、张紧轮和导轮,所述接触轮、张紧轮和导轮各自至少有一个。
一种呈环形带状结构的加工阴极的加工方法,具体包含以下步骤:
S1.取一条形带状的导电层,将其两端焊接,成为环形带状结构;
S2.在环形带状导电层外带面上贴上一层挠性绝缘层;
S3.在由导电层和挠性绝缘层组成的环形带状结构上等间距制作贯穿带面的群孔结构。
S4.在环形带内侧绕接安装好带轮组,根据加工的工件形状,使得环形带形成适合工件使用的直线段和弧形段。
一种含有加工阴极的电解系统,包括加工阴极、带轮组、工件、喷头、电解液输送机构和电解电源,所述带轮组安装于加工阴极的导电层内侧,所述工件紧贴于加工阴极的挠性绝缘层上,所述加工阴极的导电层和工件之间通过电解电源电性连接,所述喷头设置于加工阴极的导电层一侧靠近工件的位置,且喷头正对加工阴极上的群孔结构,所述喷头的输入端与电解液输送机构通过管道连接。
优选的,所述电解液输送机构包括有电解液槽、离心泵、溢流阀、节流阀、压力表和隔板,所述电解液槽内装有电解液,所述隔板竖直设置于电解液槽内腔中部,所述离心泵的输入管端伸入电解液槽中,所述离心泵的输出管端与喷头连接,所述离心泵的输出管上连接有溢流管道,所述溢流阀设置于溢流管道上,所述节流阀与压力表设置于离心泵的输出管上。
优选的,所述工件为平板型工件、弧形工件或圆柱体工件。
优选的,所述喷头包括有正向喷液装置和侧向喷液装置。
一种含有加工阴极的电解系统的使用方法,具体包含以下步骤:
S1.将加工阴极依次安装在接触轮、张紧轮和导轮上,并使其处于张紧状态,通过调节接触轮、张紧轮和导轮三者的位置关系,使得加工阴极形成适应工件电解加工的直线段或弧形段;
S2.针对平板形工件,将工件平放在加工阴极直线段处的挠性绝缘层上,使工件与加工阴极的挠性绝缘层相紧贴;针对弧形工件,将工件的内壁表面紧贴于加工阴极弧形段处的挠性绝缘层上,使工件与加工阴极的挠性绝缘层相紧贴;针对圆柱体工件,移动工件使其不断靠近加工阴极的挠性绝缘层一侧,导轮同时作相应地调整,使圆柱体工件外表面能够始终紧密地向内挤压加工阴极的挠性绝缘层;
S3.电解电源的正极与工件进行电性连接;电解电源的负极与接触轮进行电性连接;
S4.针对平板形工件,选用正向喷液装置向工件喷射电解液,使电解液通过加工阴极上贯穿的群孔结构到达工件的加工区域;针对弧形工件,选用侧向喷液装置向工件喷射电解液,使电解液通过加工阴极上贯穿的群孔结构到达工件的加工区域;针对圆柱体工件,选用正向喷液装置向工件喷射电解液,使电解液通过加工阴极上贯穿的群孔结构到达圆柱体工件的加工区域;
S5.接通电解电源,进行微细织构的电解加工。
与现有技术相比,本发明的有益效果是:
①本发明利用了绝缘层的挠性,通过焊接导电层制作成带状结构的柔性板带,这种工具阴极能同时适应多种不同工件的加工,如无论平板金属件还是圆柱形金属件;也可以同时加工平面和弧形面,该方法能实现柔性生产,且成本低。
②工件放置在柔性板带上方并紧贴挠性绝缘层,且向上喷射的电解液注入到加工区域,更有利于电解产物的及时排除。
③本方法可以同时采用多个电解电源加工各自的工件,互不干涉,效率高。
④能够满足不同口径尺寸的圆柱形工件的加工要求,通过导轮的移动以完成相应的调整调控,保证不同口径的圆柱形工件能够始终紧密地向内贴合挤压柔性板带进行微细织构的电解加工。
⑤该工具阴极对加工环境要求低,且柔性板带能实现多次重复使用,无需更换。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
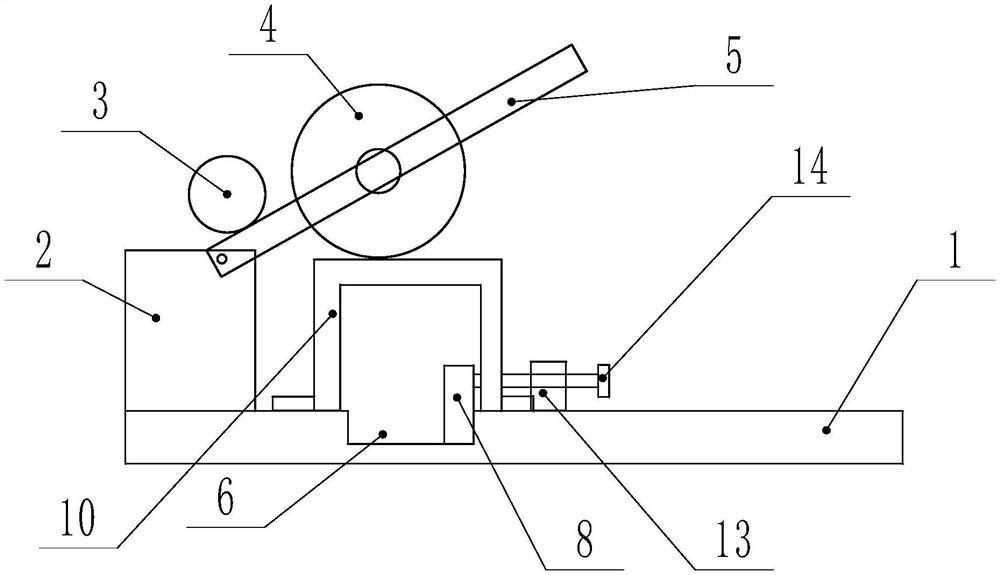
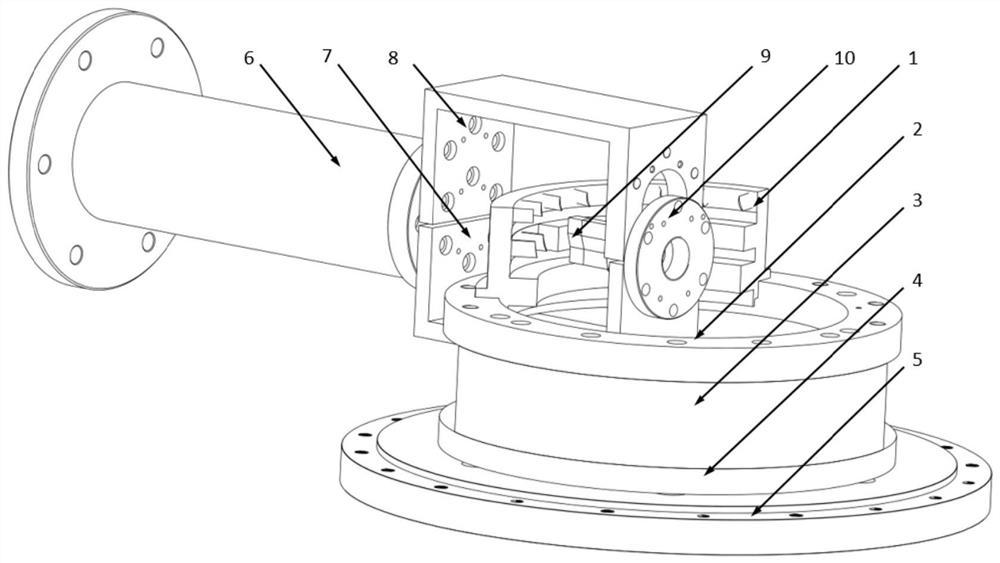
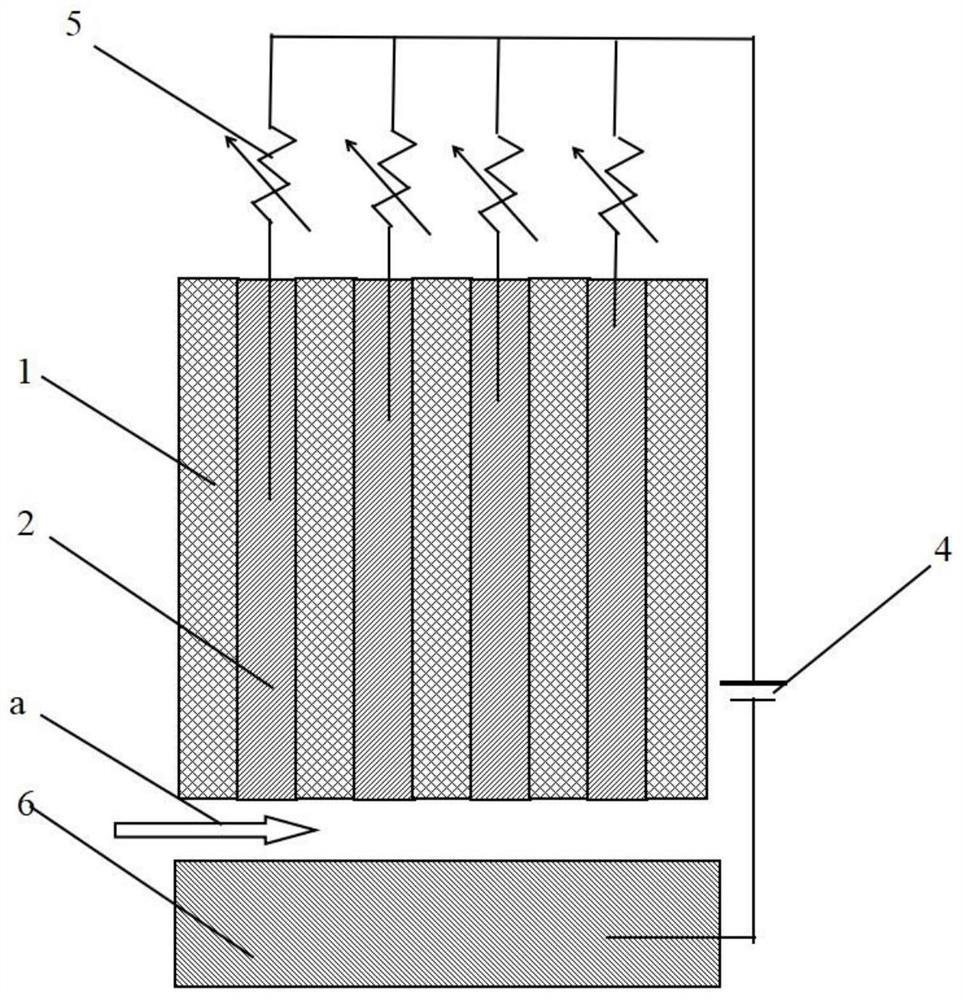
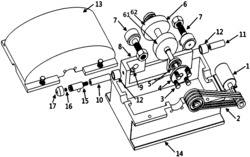
图1为本发明的加工阴极结构示意图;
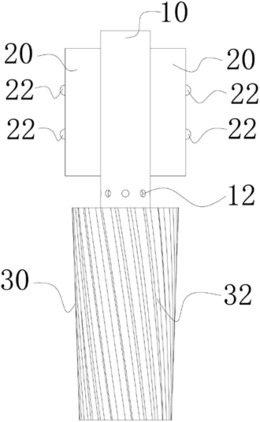
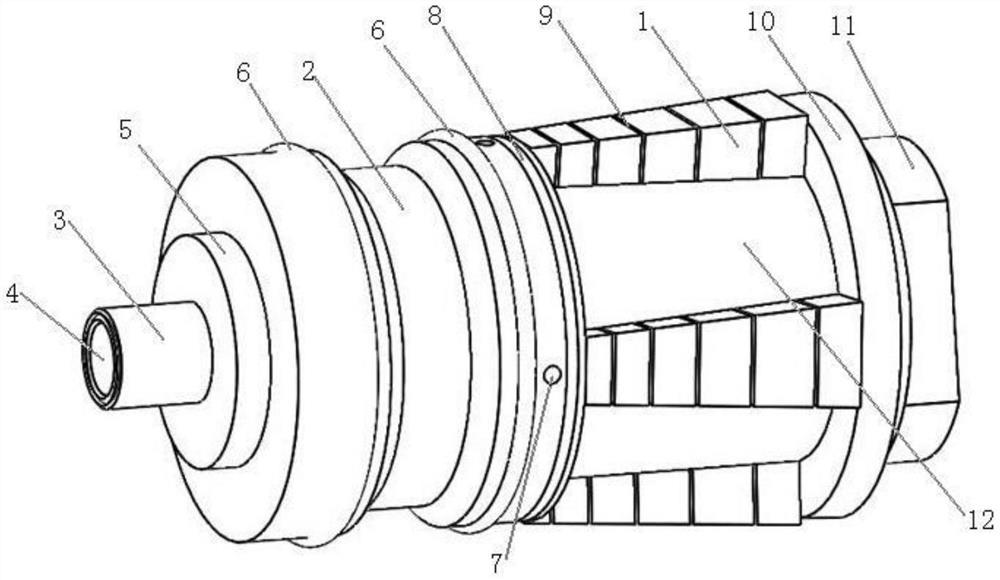
图2为本发明的加工阴极与接触轮相接触时的剖视图;
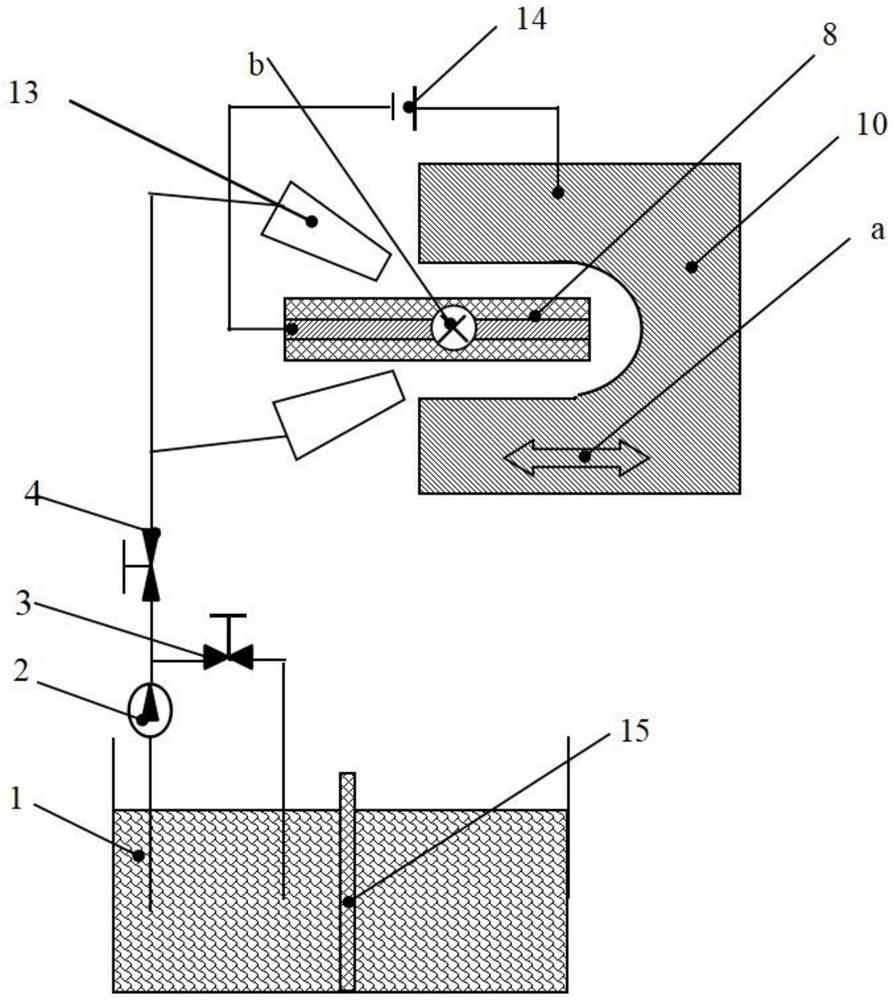
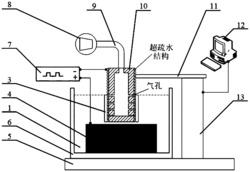
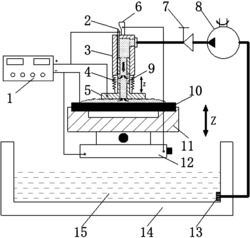
图3为本发明含加工阴极的加工系统的部件连接示意图;
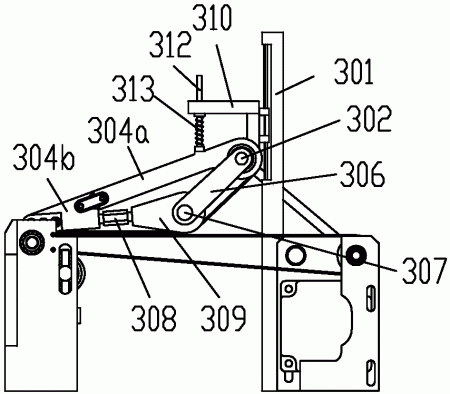
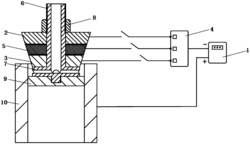
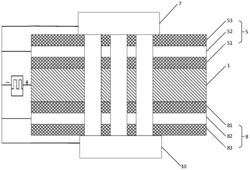
图4为正流喷液装置主视图;
图5为正流喷液装置剖视图。
附图中,各标号所代表的部件列表如下:
1-电解液槽,2-离心泵,3-溢流阀,4-节流阀,5-挠性绝缘层,6-导电层,7-张紧轮,8-工件,9-电解电源,10-正向喷液装置,11群孔结构,12-侧向喷液装置,13-接触轮,14-压力表,15-隔板,16-导轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:该加工阴极包括有环形带,所述环形带的外带面为挠性绝缘层5,所述环形带的内带面为导电层6,所述环形带的带体上均匀间隔开设有通孔,所有所述通孔共同构成了群孔结构11,所述环形带内绕接有带轮组,所述带轮组使得环形带形成适合工件使用的直线段和弧形段。
如附图1所示,带轮组包括有接触轮14、张紧轮7和导轮16,接触轮13、张紧轮7和导轮16各自至少有一个。
一种呈环形带状结构的加工阴极的加工方法,具体包含以下步骤:
S1.取一条形带状的导电层6,将其两端焊接,成为环形带状结构;
S2.在环形带状导电层6外带面上贴上一层挠性绝缘层5;
S3.在由导电层6和挠性绝缘层5组成的环形带状结构上等间距制作贯穿带面的群孔结构11。
S4.在环形带内侧绕接安装好带轮组,根据加工的工件形状,使得环形带形成适合工件使用的直线段和弧形段。
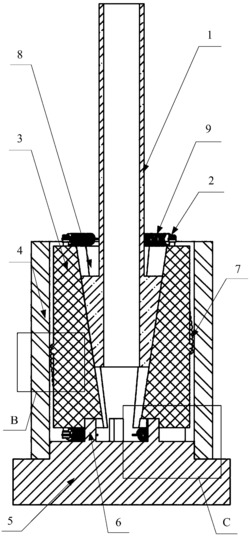
一种含有加工阴极的电解系统,包括加工阴极、带轮组、工件8、喷头、电解液输送机构和电解电源9,带轮组安装于加工阴极的导电层6内侧,工件8紧贴于加工阴极的挠性绝缘层5上,加工阴极的导电层6和工件8之间通过电解电源9电性连接,喷头设置于加工阴极的导电层6一侧靠近工件8的位置,且喷头正对加工阴极上的群孔结构11,喷头的输入端与电解液输送机构通过管道连接。
如附图3所示,电解液输送机构包括有电解液槽1、离心泵2、溢流阀3、节流阀4、压力表14和隔板15,电解液槽1内装有电解液,隔板15竖直设置于电解液槽1内腔中部,离心泵2的输入管端伸入电解液槽1中,离心泵2的输出管端与喷头连接,离心泵2的输出管上连接有溢流管道,溢流阀3设置于溢流管道上,节流阀4与压力表14设置于离心泵2的输出管上。
如附图3所示,工件8为平板型工件、弧形工件或圆柱体工件。
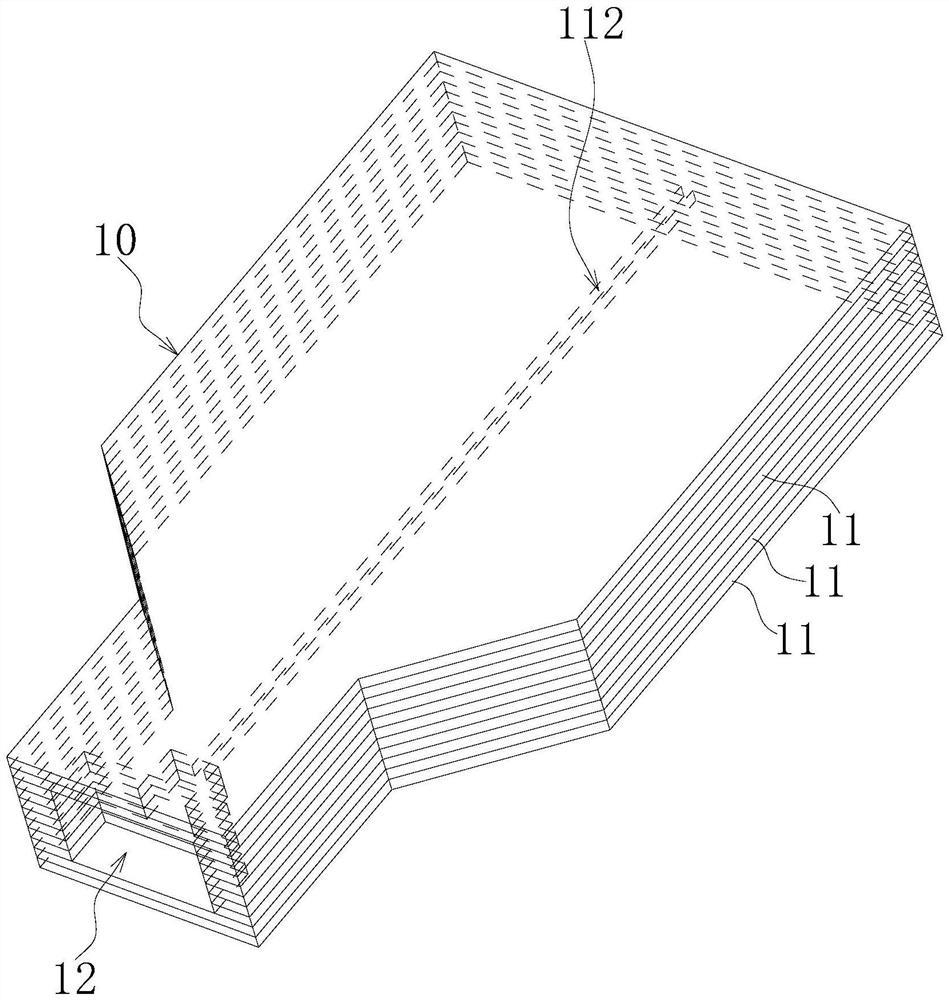
如附图4和附图5所示,喷头包括有正向喷液装置10和侧向喷液装置12。
一种含有加工阴极的电解系统的使用方法,具体包含以下步骤:
S1.将加工阴极依次安装在接触轮13、张紧轮7和导轮16上,并使其处于张紧状态,通过调节接触轮13、张紧轮7和导轮16三者的位置关系,使得加工阴极形成适应工件8电解加工的直线段或弧形段;将加工阴极安装在接触轮13上时,注意加工阴极不能堵住接触轮13上的电解液流道。
S2.针对平板形工件,将工件8平放在加工阴极直线段处的挠性绝缘层5上,使工件8与加工阴极的挠性绝缘层5相紧贴;针对弧形工件,将工件8的内壁表面紧贴于加工阴极弧形段处的挠性绝缘层5上,使工件8与加工阴极的挠性绝缘层5相紧贴;针对圆柱体工件,移动工件8使其不断靠近加工阴极的挠性绝缘层5一侧,导轮16同时作相应地调整,使圆柱体工件8外表面能够始终紧密地向内挤压加工阴极的挠性绝缘层5;
S3.电解电源9的正极与工件8进行电性连接;电解电源9的负极与接触轮13进行电性连接;
S4.参考图2、3所示,针对弧形工件,关闭溢流阀3,电解液在离心泵2的作用下,经节流阀4流入至侧向喷液装置12,侧向喷液装置12向工件8喷射电解液,注意观察压力表14的显示数值,使电解液通过贯穿的群孔结构11到达工件13加工区域;参考图3~5所示,针对平板形工件,关闭溢流阀3,电解液在离心泵2的作用下,经节流阀4流入至正向喷液装置10,正向喷液装置10向工件8正向喷射电解液,使电解液通过贯穿的群孔结构11到达工件8加工区域;参考图3~5所示,针对圆柱体工件,关闭溢流阀3,电解液在离心泵2的作用下,经节流阀4流入至正向喷液装置10,正向喷液装置10向工件8正向喷射电解液,使电解液通过贯穿的群孔结构11到达工件8加工区域;上述电解液回流至具有隔板15的电解液槽1;
S5.接通电解电源9,进行微细织构的电解加工。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
电解阴极、阴极加工方法、含该阴极的电解系统及系统使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0