







专利摘要
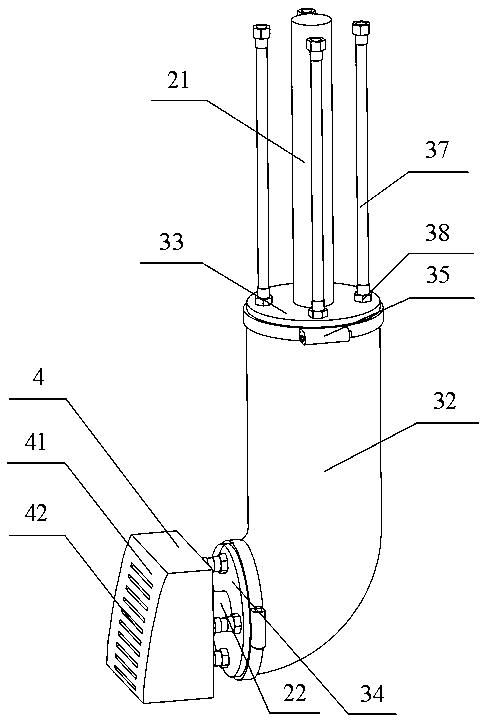
本发明公开了开口对称式阴极榫槽电解加工装置及方法,属于电解加工领域。装置主要包括阴极头,绝缘体,引电体,夹具等部分。阴极刃呈开口对称式,阴极头由圆弧段和锯齿段组成,阴极头的圆弧段内壁设有绝缘体,实现了榫头两侧对称面的电解加工,且不破坏榫头与盘体的连接。由于锯齿形进液段导致流程差异大,设置宽度不均匀的出液口,实现不同电解液流程下不同的电解液背压,保证加工区域流场均匀性。在加工过程中,端面绝缘体在电解液的压力作用下始终贴合在工件端面上,榫头两侧已加工对称面逐渐伸入侧面绝缘体内壁构成的保护腔中,减少已加工型面与非加工表面的杂散腐蚀。该方法能够实现涡轮盘榫槽类零件的一次加工成型,提高加工效率和表面质量。
权利要求
1.一种开口对称式阴极榫槽电解加工装置,其特征在于:
包括阴极(7)、引电体(4)、侧面绝缘体(3)、圆周绝缘体(5)、端面绝缘体(6)、夹具体(2)、顶板(1);上述顶板(1)由上顶板(1-1)和下顶块(1-2)组成,其中上顶板(1-1)外轮廓宽度大于下顶块(1-2)外轮廓宽度;
上述阴极(7)整体呈U型开口对称式,它由左侧的圆弧段阴极头尾座(7-2)和右侧的锯齿状开口阴极头(7-1)组成,锯齿状开口阴极头(7-1)由左侧的阴极头圆弧尾部(7-1-1)和右侧的一对前后布置的锯齿段阴极刃(7-1-2)组成;
上述侧面绝缘体(3)位于锯齿状开口阴极头(7-1)上方,其整体形状与上述锯齿状开口阴极头(7-1)形状对应,它由左侧的侧面绝缘体圆弧尾部(3-1)和右侧的一对前后布置的锯齿段侧面绝缘头(3-2)组成;其中侧面绝缘体(3)外轮廓与上述锯齿状开口阴极头(7-1)外轮廓一致,侧面绝缘体圆弧尾部(3-1)的内弧面相比阴极头圆弧尾部(7-1-1)的内弧面超出,锯齿段侧面绝缘头(3-2)的内齿面相比锯齿段阴极刃(7-1-2)的内齿面超出;
上述圆周绝缘体(5)由绝缘基体(5-1)和绝缘凸块(5-2)组成;绝缘凸块(5-2)位于绝缘基体(5-1)的右侧上方;绝缘基体(5-1)位于阴极头圆弧尾部(7-1-1)下方,绝缘凸块(5-2)位于侧面绝缘体圆弧尾部(3-1)下方,绝缘凸块(5-2)的右壁面与侧面绝缘体圆弧尾部(3-1)内弧面对应平齐,绝缘凸块(5-2)的左壁面与上述阴极头圆弧尾部(7-1-1)的内弧面贴合,绝缘凸块(5-2)上表面与侧面绝缘体圆弧尾部(3-1)下底面贴合;
上述端面绝缘体(6)位于侧面绝缘体圆弧尾部(3-1)的内弧面、锯齿段侧面绝缘头(3-2)的内齿面、工件(8)上表面之间;端面绝缘体(6)的前、后侧面是与锯齿段侧面绝缘头(3-2)的内齿面形状对应的外齿面形状,端面绝缘体(6)的前侧面右端和后侧面右端分别具有与锯齿段侧面绝缘头(3-2)右端对应贴合的挡水凸台结构(6-1);
上述引电体(4)的下表面与圆弧段阴极头尾座(7-2)的上表面贴合,其上表面与侧面绝缘体(3)上表面平齐;
上述顶板(1)位于侧面绝缘体(3)和引电体(4)上方;
上述阴极(7)、引电体(4)、侧面绝缘体(3)、圆周绝缘体(5)形成一个组合体;上述夹具体(2)具有前壁面、后壁面、左壁面、右壁面,整体将上述组合体及端面绝缘体(6)包围起来;
上述开口对称式阴极榫槽电解加工装置具有进液流道、出液流道、进液口、出液口;
上述进液流道由第一横向流道、第一竖向流道、第二竖向流道依次组成;其中第一横向流道由端面绝缘体(6)的顶面与顶板(1)底面之间的间隙形成;第一竖向流道位于侧面绝缘体(3)的锯齿段侧面绝缘头(3-2)的内齿面内侧;由锯齿段侧面绝缘头(3-2)的内齿面与端面绝缘体(6)的外齿面,以及锯齿段侧面绝缘头(3-2)的内齿面与工件已加工榫槽侧壁之间的间隙形成;第二竖向流道位于锯齿段阴极刃(7-1-2)内齿面内侧;由锯齿段阴极刃(7-1-2)内齿面与端面绝缘体(6)的外齿面,以及锯齿段阴极刃(7-1-2)内齿面与工件已加工榫槽侧壁构成的间隙组成;
上述出液流道由第二横向流道、第三竖向流道、第四竖向流道、第五竖向流道依次组成;其中第二横向流道由锯齿段阴极刃(7-1-2)下底面与工件已加工端面之间的间隙形成;第三竖向流道由锯齿段阴极刃(7-1-2)前后侧壁与夹具体(2)前后两侧内壁,以及锯齿段阴极刃(7-1-2)前后侧壁与已加工榫槽的另一侧面之间的间隙形成;第四竖向流道由锯齿段侧面绝缘头(3-2)前后侧壁与夹具体(2)前后两侧内壁,以及锯齿段侧面绝缘头(3-2)前后侧壁与已加工榫槽的另一侧面之间的间隙形成,第五竖向流道由下顶块(1-2)前后侧壁与夹具前后两侧内壁之间的间隙形成;
上述进液口位于顶板(1)中间;出液口位于第五竖向流道末端。
2.根据权利要求1所述的开口对称式阴极榫槽电解加工装置,其特征在于:上述第三竖向流道、第四竖向流道及第五竖向流道沿着从左向右的方向,其前后方向的流道宽度根据锯齿段阴极刃(7-1-2)结构而不同,其中对应位置的锯齿段阴极刃(7-1-2)的宽度越宽,流道宽度越宽。
3.根据权利要求1所述的开口对称式阴极榫槽电解加工装置,其特征在于:上述出液口有两个,分别位于夹具体(2)的前壁面、后壁面。
4.根据权利要求1所述的开口对称式阴极榫槽电解加工装置的加工方法,其特征在于包括以下过程:
上述工件(8)为所述开口对称式阴极榫槽电解加工装置所应用的对象,加工后的工件(8)由盘体、榫头、榫槽组成;
加工未进行时,锯齿状开口阴极头(7-1)底面与工件(8)端面保持适当的距离;
加工过程中,阴极沿工件(8)轴向进给,侧面绝缘体(3)在阴极的推动下,进给到榫头已加工对称面的两侧,保护榫头两已加工对称面;端面绝缘体(6)在电解液的压力作用下,始终与工件(8)端面保持贴合;
锯齿状开口阴极头(7-1)底面与工件(8)待加工端面之间形成端面间隙,锯齿段阴极刃(7-1-2)内齿面与已加工榫槽侧壁之间形成侧面间隙,锯齿段阴极刃(7-1-2)底面为加工面,加工面通过电化学溶解作用蚀除榫槽多余的材料,使得榫槽沿工件(8)轴向贯通且侧壁成型;
加工完毕进行退刀,锯齿状开口阴极头(7-1)在阴极的作用下,沿工件(8)轴向退出;
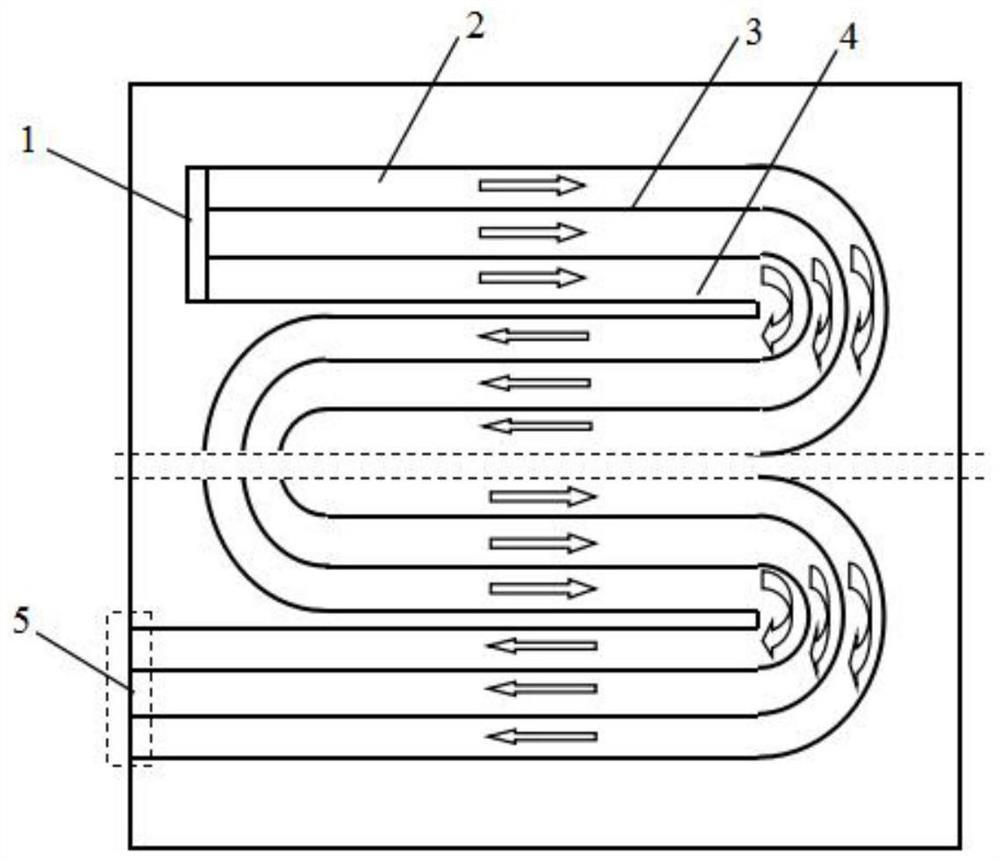
在该开口对称式阴极榫槽电解加工装置的加工方法中,电解液的流动方式采用正流式,电解液从顶板(1)进液口依次流入第一横向流道、第一竖向流道、第二竖向流道、第二横向流道、第三竖向流道,第四竖向流道,第五竖向流道,最后由出液口流出。
说明书
技术领域
本发明提供了一种开口对称式阴极榫槽电解加工装置及方法,属于电解加工技术领域。
背景技术
涡轮盘是航空发动机的重要零件,涡轮盘工作环境恶劣,不仅要承受高温高压气体的作用,也要承受离心力、剪切力、弯曲应力、循环应力、冷热交替变化等综合作用。涡轮盘榫槽对于叶片叶身位置精度的影响也至关重要,因此对涡轮盘榫槽精度要求较高。而涡轮盘榫槽形状复杂,加工难度大。在专利“压气机轮盘的榫槽加工装置”中,改善了拉削加工过程中轮盘周向窜动,但传统切削加工易产生毛刺、飞边,工件表面仍会产生残余应力。
对于难加工材料和难加工结构,电解加工有着独特的优势,如加工效率高,加工过程无刀具损耗,加工范围为广,不受材料强度、硬度等力学性能的影响,无残余应力等,适合加工各种薄壁零件、小刚性零件。以上优点使得电解技术加工在航空、航天、汽车等领域得到广泛应用。套料电解加工方法相对简单、加工速度快,在等截面叶轮和扩压器中逐渐推广应用。
在专利“叶片尾缘不溶解的套料电解加工装置及其加工方法”中,阴极的前端面上设有绝缘块,绝缘块与阴极的非加工面贴合,实现了叶片的三面加工,但三面刃电解加工方法无法实现榫槽等齿状且轴向贯通式盘体零件的加工。
在专利“压气机轮盘的榫槽加工装置”中,公开了一种压气机轮盘的榫槽加工装置,通过弹性衬套压紧内花键消除间隙,减小轮盘的周向窜动,有效地提高了榫槽的加工质量,但无法避免切削加工存在的毛刺、飞边等问题。
在专利“涡轮盘榫槽电解切割快速成型的电极和加工装置及方法”中,通过电解切割快速成型加工,在一定程度上提高涡轮盘榫槽的加工效率,但电解线切割工艺存在加工速度较低的问题。
综上,目前的其他涡轮盘榫槽加工方法不能实现高效精密低成本加工,因此需要一种新的电解加工方法,不破坏榫头与盘体连接的部分,实现涡轮盘榫槽类零件的加工。
发明内容
本发明的目的在于提供开口对称式阴极榫槽电解加工装置及方法,以解决现有技术不能在保证加工质量的前提下,以较高的速度加工涡轮盘榫槽类零件。
一种开口对称式阴极榫槽电解加工装置及方法,其特征在于:
包括阴极、引电体、侧面绝缘体、圆周绝缘体、端面绝缘体、夹具体、顶板;上述顶板由上顶板和下顶块组成,其中上顶板外轮廓宽度大于下顶块外轮廓宽度;上述阴极整体呈U型开口对称式,它由左侧的圆弧段阴极头尾座和右侧的锯齿状开口阴极头组成,锯齿状开口阴极头由左侧的阴极头圆弧尾部和右侧的一对前后布置的锯齿段阴极刃组成;上述侧面绝缘体位于锯齿状开口阴极头上方,其整体形状与上述锯齿状开口阴极头形状对应,它由左侧的侧面绝缘体圆弧尾部和右侧的一对前后布置的锯齿段侧面绝缘头组成;其中侧面绝缘体外轮廓与上述锯齿状开口阴极头外轮廓一致,侧面绝缘体圆弧尾部的内弧面相比阴极头圆弧尾部的内弧面超出,锯齿段侧面绝缘头的内齿面相比锯齿段阴极刃的内齿面超出;上述圆周绝缘体由绝缘基体和绝缘凸块组成;绝缘凸块位于绝缘基体的右侧上方;绝缘基体位于阴极头圆弧尾部下方,绝缘凸块位于侧面绝缘体圆弧尾部下方,绝缘凸块的右壁面与侧面绝缘体圆弧尾部内弧面对应,绝缘凸块的左壁面与上述阴极头圆弧尾部的内弧面贴合,绝缘凸块上表面与侧面绝缘体圆弧尾部下底面贴合;
上述端面绝缘体位于侧面绝缘体圆弧尾部的内弧面、锯齿段侧面绝缘头的内齿面、工件上表面之间;端面绝缘体的前、后侧面是与锯齿段侧面绝缘头的内齿面形状对应的外齿面,端面绝缘体的前侧面右端和后侧面右端分别具有与锯齿段侧面绝缘头对应贴合的挡水凸台结构;
上述引电体的下表面与圆弧段阴极头尾座的上表面,其上表面与侧面绝缘体上表面平齐;
上述顶板位于侧面绝缘体和引电体上方;
上述阴极、引电体、侧面绝缘体、圆周绝缘体、形成一个组合体;上述夹具体具有前壁面、后壁面、左壁面、右壁面,整体将上述组合体及端面绝缘体包围起来;
上述加工装置具有进液流道、出液流道、进液口、出液口;
上述进液流道由第一横向流道、第一竖向流道、第二竖向流道依次组成;其中第一横向流道由端面绝缘体的顶面与顶板底面之间的隙形成;第一竖向流道位于侧面绝缘体的锯齿段侧面绝缘头的内齿面内侧;由锯齿段侧面绝缘头的内齿面与端面绝缘体的外齿面、锯齿段侧面绝缘头的内齿面与工件已加工榫槽侧壁之间的间隙形成;第二竖向流道位于锯齿段阴极刃内齿面内侧;由锯齿段阴极刃内齿面与端面绝缘体的外齿面,以及锯齿段阴极刃内齿面与工件已加工榫槽侧壁构成的间隙组成;
上述出液流道由第二横向流道、第三竖向流道、第四竖向流道、第五竖向流道依次组成;其中第二横向流道由锯齿段阴极刃下底面与工件已加工面之间的间隙形成;第三竖向流道由锯齿段阴极刃前后侧壁与夹具体前后两侧内壁,以及锯齿段阴极刃前后侧壁与已加工榫槽的另一侧面之间的间隙形成;第四竖向流道由锯齿段侧面绝缘头前后侧壁与夹具体前后两侧内壁,以及锯齿段侧面绝缘头前后侧壁与已加工榫槽的另一侧面之间的间隙形成;第五竖向流道由下顶块前后侧壁与夹具前后两侧内侧壁之间的间隙形成。
上述进液口位于顶板中间;出液口位于第三竖向流道末端。
上述工件为所述开口对称式阴极榫槽电解加工装置所加工的对象,加工完成后的工件由盘体,榫头,榫槽组成。
加工未进行时,锯齿状开口阴极头底面与工件端面保持适当的距离;
加工过程中,阴极沿工件轴向进给,侧面绝缘体在阴极的推动下,进给到榫头已加工对称面的两侧,保护榫头两已加工对称面;端面绝缘体在电解液的压力作用下,始终与工件端面保持贴合;
锯齿状开口阴极头底面与工件待加工端面之间形成端面间隙,锯齿段阴极刃内齿面与已加工榫槽侧壁之间形成侧面间隙,锯齿段阴极刃底面为加工面,加工面通过电化学溶解作用蚀除榫槽多余的材料,使得榫槽沿工件轴向贯通且侧壁成型;
加工完毕进行退刀,阴极头在阴极的作用下,沿工件轴向退出;
在该开口对称式阴极榫槽电解加工装置的加工方法中,电解液的流动方式采用正流式,电解液从顶板进液口依次流入第一水平流道、第一竖向流道、第二竖向流道、第二水平流道、第三竖向流道,、第四竖向流道及第五竖向流道最后由出液口流出。
上述开口对称式阴极刃与圆周绝缘体、侧面绝缘体,端面绝缘体的组合,实现了涡轮盘榫槽电解加工,不破坏榫头与盘体连接的部分。
由于第一竖向流道、第二竖向流道为矩齿形,电解液流程长度差异较大,上述第三竖向流道、第四竖向流道、第五竖向流道沿着从左向右的方向,其前后方向的流道宽度根据锯齿段阴极刃结构而不同,其中对应位置的锯齿段阴极刃的宽度越宽,流道宽度越宽,实现电解液在较短流程下对应较高的背压,在较长的流场下对应较低的背压,保证加工区域流场均匀。
上述出液口有两个,分别位于夹具体的前壁面、后壁面。
有益效果:
1. 本发明采用开口对称式阴极刃,通过电解作用去除榫头两侧的材料,形成榫槽,并在阴极刃内侧圆弧处设有圆周绝缘体,上述圆周绝缘体始终与工件外圆周面贴合,起到封水和绝缘的作用。上述开口对称式阴极刃与圆周绝缘体的组合,实现了涡轮盘榫槽的电解加工,且不破坏榫头与盘体连接的部分。该方法适用于不封闭的轴向贯通锯齿状特征零件。
2. 本发明设计宽度不均匀的出液口,实现电解液不同流程下不同的电解液背压,流程较长处流阻大,对应的出液口宽度较宽,以减少背压, 流程较短处流阻较小,对应的出液口宽度较窄,以增加背压,保证加工区域的流场均匀性;本发明相较其他榫槽电解加工方法,如电解线切割,加工速度较快,提高了加工过程中流场的稳定性和加工效率。
3.本发明能减少杂散腐蚀对工件已加工表面和非加工面的影响。在加工过程中,端面绝缘体在电解液的冲压作用下,始终与工件端面保持贴合状态,极大的减少了工件非加工面区域存在的电解液。圆周绝缘体始终与工件圆周贴合,极大的减少了电解液进液腔的漏液情况,减少杂散电流的电力线作用。侧面绝缘体始终包围在工件已加工型面的两侧,保护工件已加工表面。
附图说明
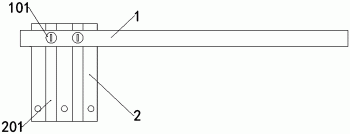
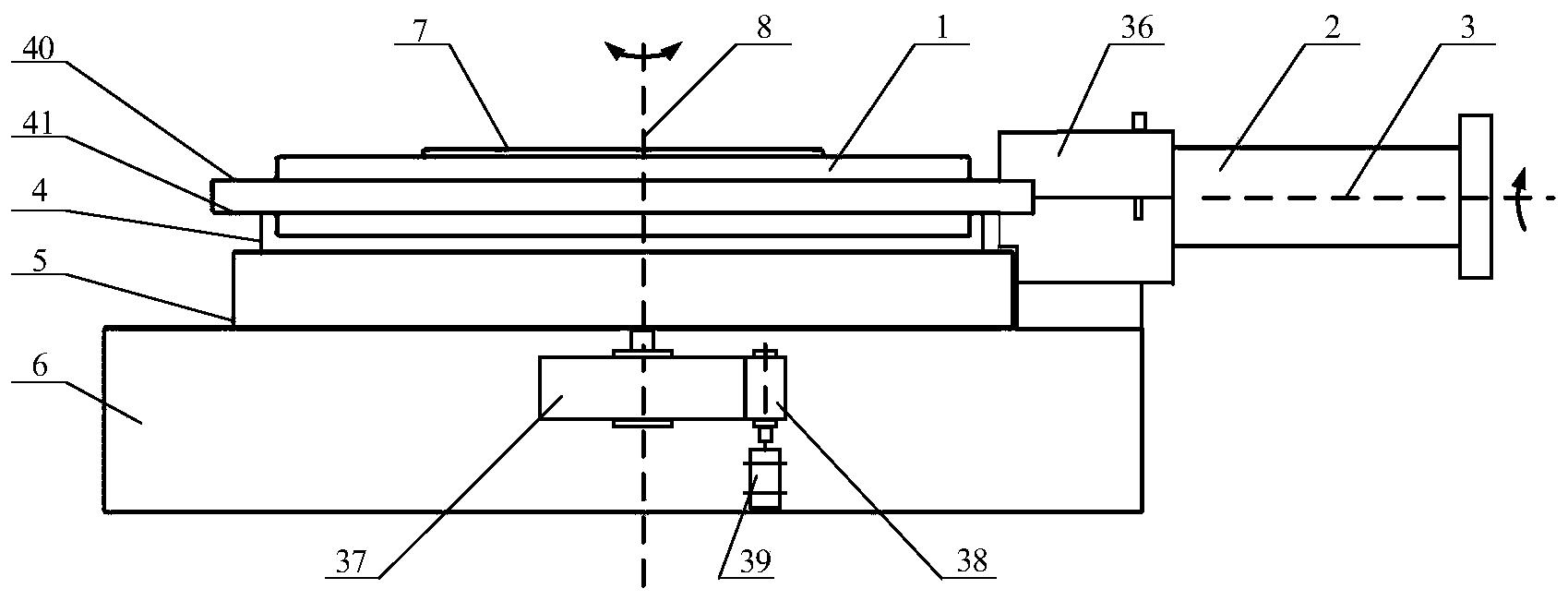
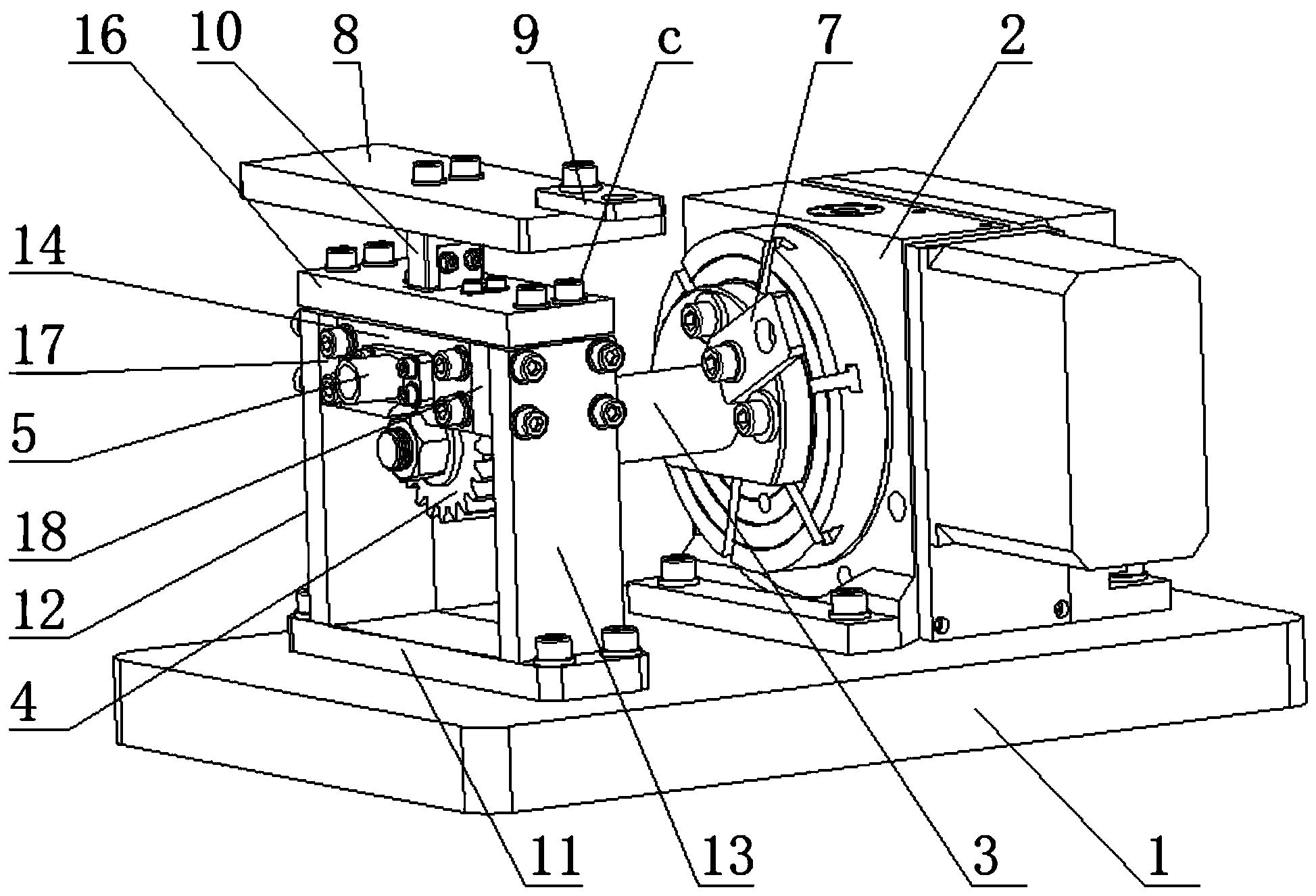
图1为整体装配图;
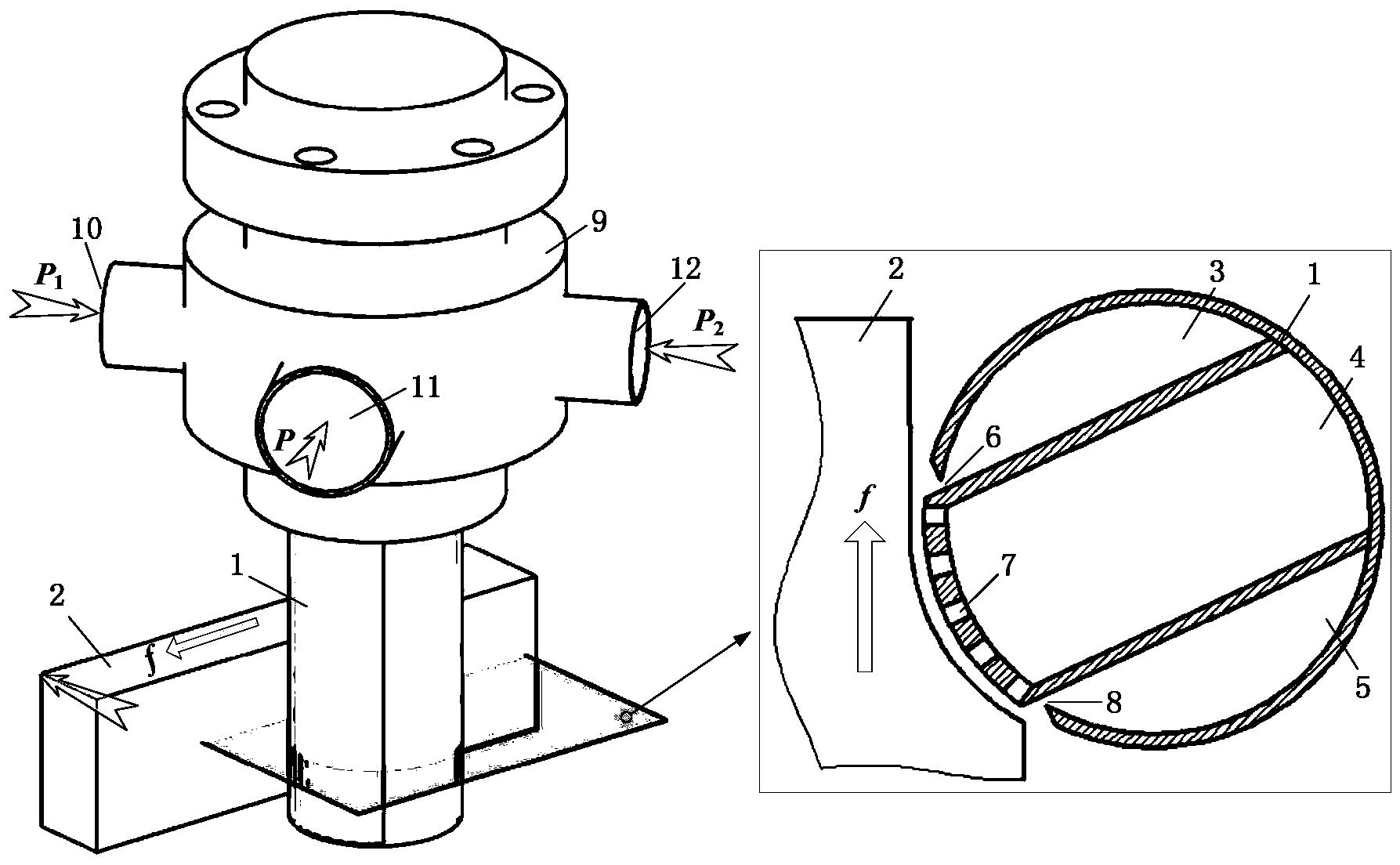
图2为阴极及夹具与工件连接的结构示意图;
图3为阴极及夹具内部结构示意图;
图4为阴极及夹具内部剖视图;
图5为阴极零件图;
图6为侧面绝缘体零件图;
图7为圆周绝缘体零件图;
图8为端面绝缘体零件图;
图9为顶板零件图;
图10为零件加工前和零件加工中的对比示意图;
图中标号名称:1-顶板,1-1上顶板,1-2下顶块,2-夹具,3-侧面绝缘体,3-1侧面绝缘体圆弧尾部,3-2锯齿段侧面绝缘头,4-引电体,5-圆周绝缘体,5-1绝缘基体,5-2绝缘凸块,6-端面绝缘体,6-1挡水凸台结构,7-阴极,7-1锯齿状开口阴极头,7-2圆弧段阴极头尾座,7-1-1阴极头圆弧尾部,7-1-2锯齿段阴极刃,8-工件。
具体实施方式
下面结合附图对本发明的具体实施方式作如下详细介绍。
实施本发明——“开口对称式阴极榫槽电解加工装置及方法”,其装置包括开口式阴极头,侧面绝缘体,端面绝缘体,圆周绝缘体,夹具,顶板,引电体。开口式阴极头,引电体,顶板均由导电金属材料制成;侧面绝缘体,端面绝缘体,圆周绝缘体,夹具体由非导电材料制成。阴极刃形状和端面绝缘体形状,以及侧面绝缘体形状根据所要加工的零件形状来确定。
采用本发明电解加工榫槽的过程包括以下步骤:
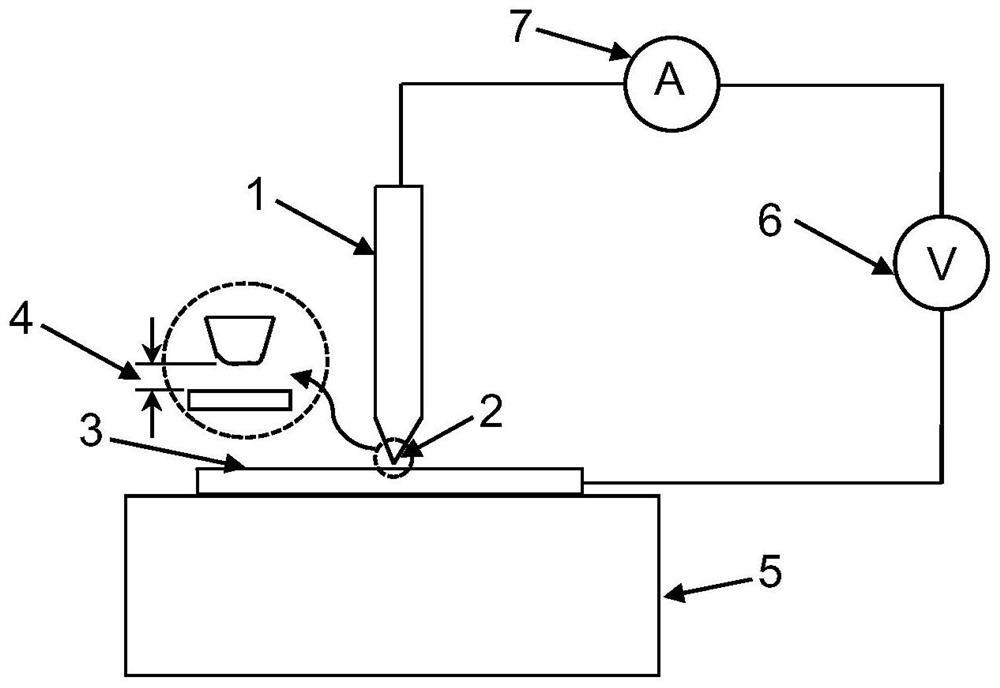
步骤一:安装阴极及其夹具和工件,阴极接电源负极,工件接电源正极。
步骤二:对刀。
步骤三:启动电解液循环系统,通入电解液。
步骤四:启动直流电源,阴极和阳极通电。
步骤五:启动数控机床运行程序,阴极沿工件轴向进给,侧面绝缘体在阴极的推动下,进给到榫槽已加工对称面的两侧,保护榫槽两已加工对称面。端面绝缘体在电解液的压力作用下,始终与工件端面保持贴合;阴极头底面与工件待加工端面之间形成端面间隙,锯齿段阴极刃内壁与已加工榫槽侧壁之间形成侧面间隙,锯齿段阴极刃底面为加工面,加工面通过电化学溶解作用蚀除榫槽多余的材料。使得榫槽沿工件轴向贯通且侧壁成型。
步骤六:加工完毕,关闭电源及电解液循环系统,将阴极退回初始位置。
开口对称式阴极榫槽电解加工装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0