

IPC分类号 : B21J5/02,B21J13/02,B21J1/00,B21J1/06






专利摘要
一种金属基电子封装薄壁零件顺序加载模锻成形的方法,它涉及一种加载模锻成形方法。现有利用高增强相含量的金属基复合材料生产薄壁零件的方法存在步骤繁琐,机械加工困难、无法实现近净成形,同时现有方法导致废品率高、机械加工成本高问题。本发明中步骤一:制备出增强相含量的金属基复合材料坯料;步骤二:对金属基复合材料坯料进行加热,直至该金属基复合材料坯料软化;步骤三:利用多个主压块对金属基复合材料坯料施压使其被挤压变形形成多个上凸起和多个下凸起;步骤四:再次对金属基复合材料坯料加压,使金属基复合材料坯料形成电子封装零件;步骤五:卸载压力取出电子封装零件。本发明用于制备金属基电子封装薄壁零件。
权利要求
1.一种金属基电子封装薄壁零件顺序加载模锻成形的方法,其特征在于:所述方法包括以下步骤:
步骤一:首先制备出增强相含量的金属基复合材料坯料(1);
步骤二:其次将步骤一制备出的金属基复合材料坯料(1)置于专用模具中的模腔(2)内,使该金属基复合材料坯料(1)处于模腔(2)内的多个模芯(3)上,将该金属基复合材料坯料(1)进行加热,控制该金属基复合材料坯料(1)的温度在450℃~650℃之间,该金属基复合材料坯料(1)软化在其所在的模腔(2)中;
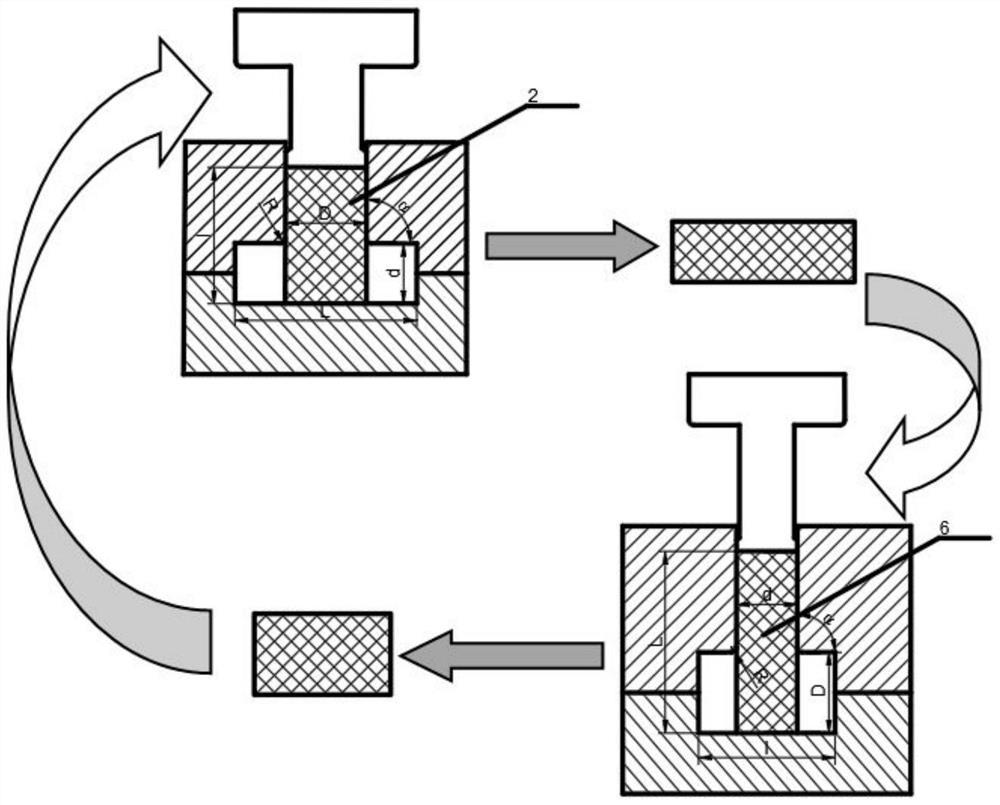
步骤三:再次将专用模具中的组合上模(4)放置在模腔(2)中并与金属基复合材料坯料(1)间隙设置,对组合上模(4)中的多个主压块(4-1)施加预压力,使多个主压块(4-1)均下降直至贴紧在金属基复合材料坯料(1)上,对多个主压块(4-1)同时施加压力F1,使金属基复合材料坯料(1)被挤压变形,金属基复合材料坯料(1)的上表面被挤压进入主压块(4-1)和副压块(4-2)之间的间隙内形成多个上凸起,同时金属基复合材料坯料(1)的下表面被挤压进入模腔(2)和模芯(3)之间的间隙内形成多个下凸起;
步骤四:然后对组合上模(4)中的多个副压块(4-2)同时施加压力F2,多个副压块(4-2)下降直至与主压块(4-1)处于同一平面上,使金属基复合材料坯料(1)上表面的每个上凸起被挤压直至每个下凸起填满在模腔(2)和模芯(3)之间的间隙内为止,使金属基复合材料坯料(1)形成电子封装零件(8);
步骤五:最后卸载专用模具上的压力,从专用模具中取出电子封装零件(8)。
2.根据权利要求1所述的一种金属基电子封装薄壁零件顺序加载模锻成形的方法,其特征在于:步骤三中对多个主压块(4-1)同时施加压力F1,确保F1的压力值达到400~450MPa。
3.根据权利要求1或2所述的一种金属基电子封装薄壁零件顺序加载模锻成形的方法,其特征在于:步骤四中对多个主压块(4-1)同时施加压力F2,保证F2的压力值达到400~500MPa。
说明书
技术领域
本发明涉及一种金属基电子封装薄壁零件顺序加载模锻成形的方法。
背景技术
近年来,制备高增强相含量的金属基基复合材料吸引全世界范围内材料工作者的注意。与传统的金属和合金相比,高增强相含量的金属基基复合材料具有高的比强度、比弹性模量、低膨胀、高导热,原材料价格不到钨铜合金的l/10,重量也不及其1/5,而且性能可任意剪裁等一系列优点。例如它可以同时具有高弹性模量(可超过20OGPa,与钢材相当)、超高的比模量(接近铝合金、钛合金的3倍)和很高的热导率、极低的热膨胀系数(可与陶瓷相当)。因此,目前高体分率的SiC/Al金属基复合材料已经成为电子封装第三代的代表。
国外高增强相含量的金属基基复合材料电子封装材料经过十多年的研究和发展已经开始从试验阶段步入实用阶段,主要应用于军用电子产品,包括军用混合电路(HIC)、微波管的载体、多芯片组(MCM)的热沉和超大功率模块(IGBT)的封装均取得较好的效果。在高性能飞机的相控阵雷达中使用SiCp/Al复合材料封装后,电路的体积和重量大幅度减小,并提高了可靠性。美国在多个军事工程,特别是航空航天中已规模化使用这种SiC/Al复合材料,例如在F-22“猛禽”战斗机上,大量采用该材料作为印刷电路板板芯,电子设备基座及外壳。另外,应用该材料的先进航空航天器还包括F-19“大黄蜂”战斗机,EA-6B“徘徊者”电子战飞机,以及用作反射镜及其框架的空间望远镜等。由于高SiC含量的铝基复合材料集优异的承载功能、卓越的热控功能、乃至独特的抗共振功能于一身,因此在航空航天领域有极大的应用潜力。例如,用该材料替代铝合金或钛合金用于航空航天光电探测结构,可显著提高平台在力、热负荷作用下的精度稳定性;替代钨铜、铝铜专用封装合金用于航空航天电子元器件,可实现相应元件减重70~80%,整部电子装备减重可达百公斤级。
目前生产高增强相含量的金属基基复合材料以SiC/Al复合材料为例的方法主要有粉末冶金法、喷雾沉积法、搅拌铸造法、压力熔渗法等、无压渗透法。
1粉末冶金法
粉末冶金法制备SiC/Al复合材料是先将SiC,铝粉和成形剂混合后压制成形,经过脱脂、烧结成成品。粉末冶金法的最大优点在于成分的自由度宽,这种方法可以很好地控制复合材料的成分,从理论上讲是可以任意的配比;由于成型温度低于基体合金的熔点,金属基体与增强体的界面反应少,减少了界面反应对材料性能的不利影响;对SiC/Al复合材料而言,不易出现偏聚或偏析现象,可以降低增强材料与基体相互润湿的要求。但国内外学者用粉末冶金法来制备SiC/A1复合材料的不多。其原因是烧结过程不易控制,造成材料中孔隙多,而且在后续处理过程也不易消除,工业化成本较高。另外,粉末冶金法对SiC的加入量也有一定的限制,一般不超过55%volSiC含量低的铝基复合材料难以满足电子封装的要求;同时粉末冶金法难以实现复杂部件的近净成形;但粉末冶金法生产SiC/A1复合材料的前景十分广阔,很值得探索。
2喷射沉积法
喷射沉积法是20世纪80年代由ospray公司开发的一种制备金属基复合材料的方法。此工艺是在坩埚底部开一个小孔,当熔融金属铝液流出后,将颗粒增强相加入液流中,然后用高速惰性气体将基体与颗粒混和物分散成细液滴使其雾化,颗粒及雾化流喷射到基底上共同沉积成金属复合材料。由于增强体粒子在气流推动下高速射人熔体,所以对界面的润湿性要求不高,还可以消除颗粒偏析等不良组织"而且增强相与基体熔液接触时间短,因此二者之间的反应易于控制,且适用于多种增强相沉积的复合材料,相对密度达到95%-98%,需进行二次加工以实现完全致密化。由于喷粉和材料复合一步完成,工艺流程短,工序简单,效率高,有利于实现工业化生产。缺点是成本较高,沉积速度较慢。
3熔渗法
熔渗法是SiC/Al电子封装复合材料制备的一个主要工艺,根据熔渗过程中是否施压分为压力熔渗和无压熔渗。
首先把SiC制成预制块,让铝或铝合金液在压力作用下渗入到预制块内制成复合材料。将SiC与水及粘结剂充分搅拌混合后放入模具内加压至5MPa,随后在80℃恒温箱内烘48h出模,获得具有一定孔隙度的预制块。压铸模和预制块预热至500℃,铝液加热至800℃浇注,然后立即加压使铝液渗入预制块,在125MPa的压力下保压3min,除去压力待其自然冷却后出模。另一种方法是向预热的750℃模具中加入800℃的Si,C颗粒后,在50MPa的压力下保扭30s,使铝液渗入,再在1100℃锻烧4h,制得SiC体积分数为50%-71%的铝基复合材料。该工艺制备复合材料工艺难度相对较大,主要是制备SiC粉末预成形坯块比较困难,强度不高,预制块在压渗过程中易崩溃。该工艺中预制件的预热温度,铝合金液的渗入温度、压力大小、冷却速度是关键工艺参数。该法施加压力可以较大,生产时间短,渗透可以在几分钟内完成,工艺的稳定性好。缺点就是需要高压设备及密封良好的耐高压的模具,所以生产费用较高,在生产形状复杂的零件,特别是小的薄壁电子封装构件方面限制很大。
无压渗透法是一种生产具有高体积分数的电子封装复合材料材料的有效方法,该工艺是在80年代末90年代初由美国Lanxide公司研制的一种新型复合材料成型工艺。随着工艺的不断发展,己能实现高体积分数MMC的净成型。这种工艺使用的基体合金均为Al-Mg合金,当使用SiC作为增强体时往往还加人一定量的Si以减少Al/SiC之间的界面反应。在一定温度下(>800℃),基体合金中的Mg缓慢挥发扩散至陶瓷素坯中,与作为保护气氛的氮气发生反应,而在粉体的表面生成氮化镁,液态铝与表面的氮化镁相接触,通过一系列的化学反应促进铝液的浸渗,并最终实现了无压浸渗。其生产过程为:先把基体合金铸锭放入到预制件上面,通入含有N2的可控气氛,加热直到合金熔化自发渗入到预制件中。由于该工艺无需特殊的真空或压力设备,工艺简单,成本低廉,陶瓷增强相体积分数高,复合材料性能优良,以及近净成型加工等特点,近几年受到国内外广泛重视。
从上面国内外研究的情况可以看出,目前国内外关于电子封装的研究主要针对电子封装材料的研究,主要的工序:1、制备符合要求的电子封装材料;2、对此电子封装材料进行机械加工,制备复合零件尺寸结构形状的零件;3、将经机械加工后的电子封装零件与盖板材料进行焊接。但是,此过程中容易出现以下问题:机械加工困难,无法实现近净成形。由于电子封装零件中一般是含有陶磁颗粒较多的50vol%的金属基复合材料,此种材料的特点是较脆且硬度高、耐磨性能高,所以难以加工成复杂结构的电子封装零件,且零件的某些部位较薄,厚度仅有1mm,所以机械加工成本高。那么针对薄壁部位无论是直接通过上述哪种工艺都是十分困难的,只能采用机械加工的方法。但是对于如此薄的零件,即使通过机械加工业很难加工出来,因而成本非常高。
发明内容
本发明的目的是提供一种金属基电子封装薄壁零件顺序加载模锻成形的方法,以解决现有利用高增强相含量的金属基复合材料生产薄壁零件的方法存在步骤繁琐,机械加工困难、无法实现近净成形,同时现有方法导致废品率高、机械加工成本高问题。
本发明为解决上述技术问题采取的技术方案是:
一种金属基电子封装薄壁零件顺序加载模锻成形的方法,所述方法包括以下步骤:
步骤一:首先制备出增强相含量的金属基复合材料坯料;
步骤二:其次将步骤一制备出的金属基复合材料坯料置于专用模具中的模腔内,使该金属基复合材料坯料处于模腔内的多个模芯上,将该金属基复合材料坯料进行加热,控制该金属基复合材料坯料的温度在450℃~650℃之间,该金属基复合材料坯料软化在其所在的模腔中;
步骤三:再次将专用模具中的组合上模放置在模腔中并与金属基复合材料坯料间隙设置,对组合上模中的多个主压块施加预压力,使多个主压块均下降直至贴紧在金属基复合材料坯料上,对多个主压块同时施加压力F1,使金属基复合材料坯料被挤压变形,金属基复合材料坯料的上表面被挤压进入主压块和副压块之间的间隙内形成多个上凸起,同时金属基复合材料坯料的下表面被挤压进入模腔和模芯之间的间隙内形成多个下凸起;
步骤四:然后对组合上模中的多个副压块同时施加压力F2,多个副压块下降直至与主压块处于同一平面上,使金属基复合材料坯料上表面的每个上凸起被挤压直至每个下凸起填满在模腔和模芯之间的间隙内为止,使金属基复合材料坯料形成电子封装零件;
步骤五:最后卸载专用模具上的压力,从专用模具中取出电子封装零件。
本发明具有以下有益效果:
1、本发明操作步骤合理简单,通过一次成形模锻制备出具有薄壁的金属基电子封装零件,无需后期机械加工或者少机械加工,从而实现近净成型;加工成本仅为提供具体数据,避免复杂的机械加工的高成本。
2、本发明为一种在压力下模锻成形的方法,通过本发明形成电子封装零件的微观组织的致密度在98%以上,有效减少孔隙含量,有助于该材料热物理性能的提高。
3、本发明实现较低温度下的成形,避免增强相和基体之间的界面反应,有助于封装材料热物理性能的提高。
4、本发明实现薄壁零件处的压力下成形,不但可以实现薄壁处成形,而且可以实现少孔隙含量。
附图说明
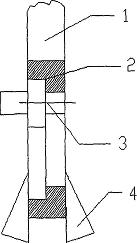
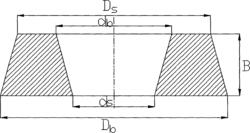
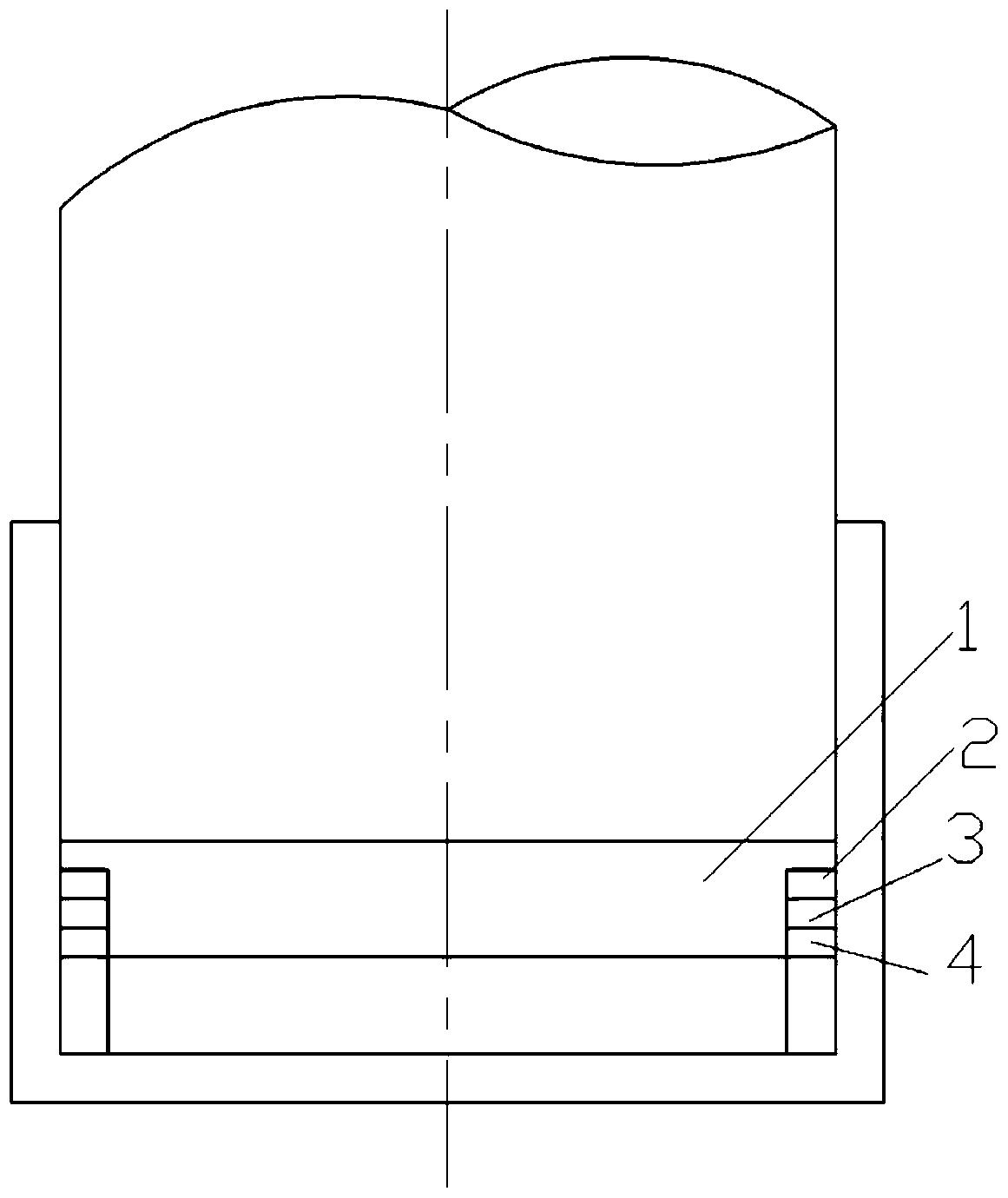
图1是金属基复合材料坯料1的主视结构示意图;
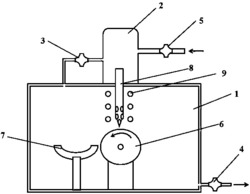
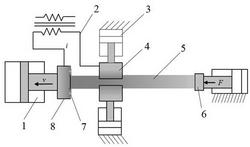
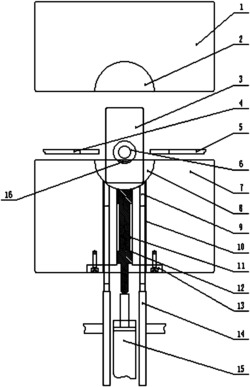
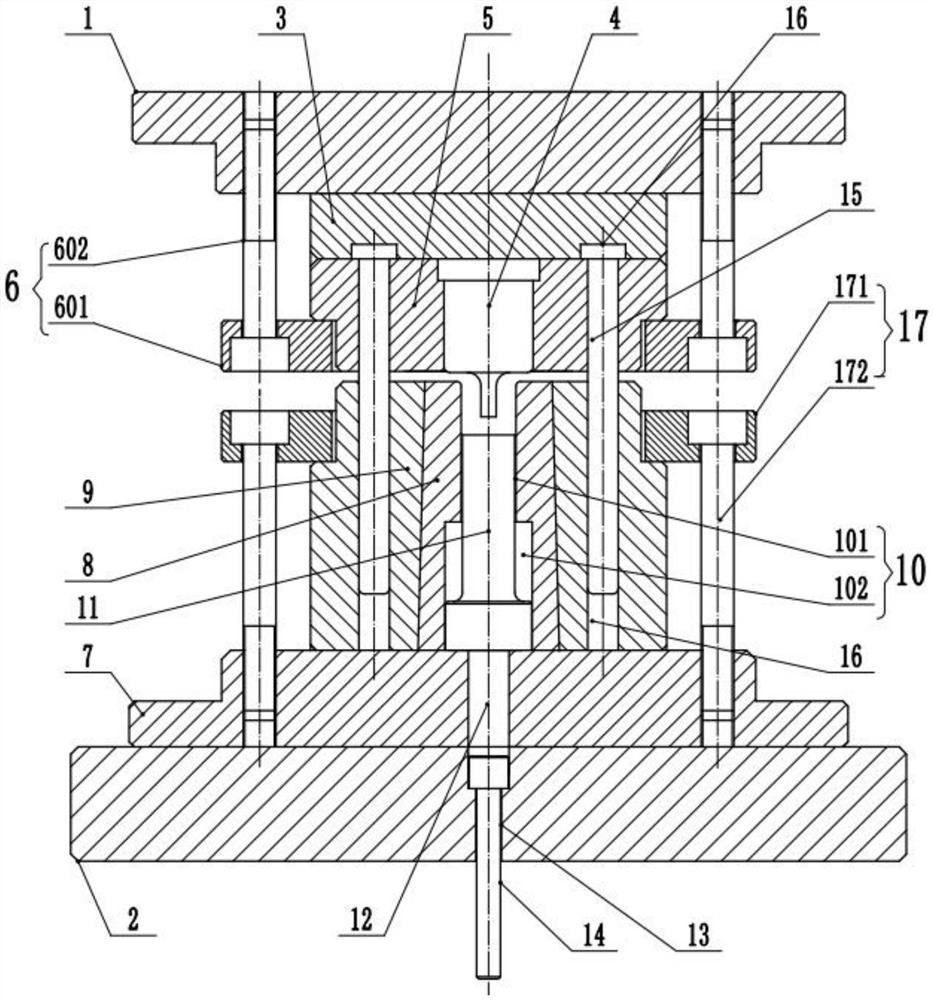
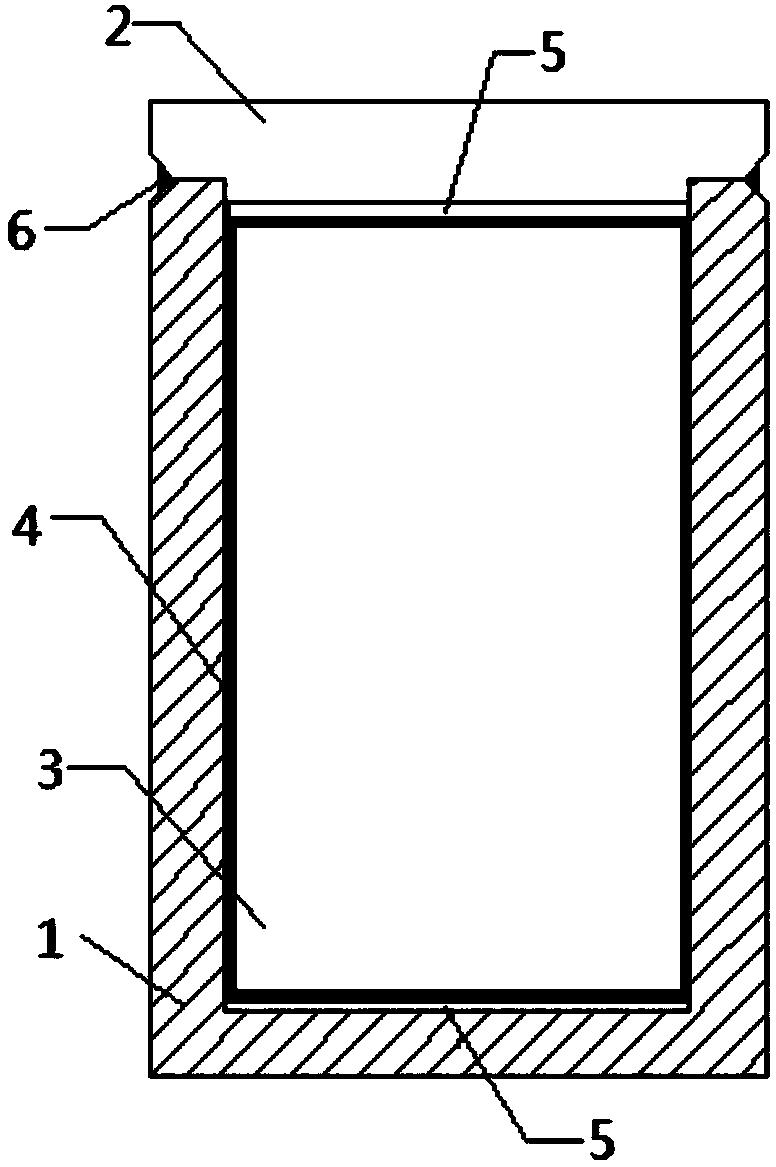
图2是金属基复合材料坯料1与专用模具的连接关系示意图;
图3是本发明中多个主压块4-1均下降直至贴紧在金属基复合材料坯料1上的操作示意图;
图4是本发明中步骤三的操作示意图;
图5是本发明中步骤四的操作示意图;
图6是本发明中步骤五的操作示意图。
具体实施方式
具体实施方式一:结合图1、图2、图3、图4、图5和图6说明本实施方式,本实施方式所述方法包括以下步骤:
步骤一:首先制备出增强相含量的金属基复合材料坯料1;
步骤二:其次将步骤一制备出的金属基复合材料坯料1置于专用模具中的模腔2内,使该金属基复合材料坯料1处于模腔2内的多个模芯3上,将该金属基复合材料坯料1进行加热,控制该金属基复合材料坯料1的温度在450℃~650℃之间,该金属基复合材料坯料1软化在其所在的模腔2中;
步骤三:再次将专用模具中的组合上模4放置在模腔2中并与金属基复合材料坯料1间隙设置,对组合上模4中的多个主压块4-1施加预压力,使多个主压块4-1均下降直至贴紧在金属基复合材料坯料1上,对多个主压块4-1同时施加压力F1,使金属基复合材料坯料1被挤压变形,金属基复合材料坯料1的上表面被挤压进入主压块4-1和副压块4-2之间的间隙内形成多个上凸起,同时金属基复合材料坯料1的下表面被挤压进入模腔2和模芯3之间的间隙内形成多个下凸起;
步骤四:然后对组合上模4中的多个副压块4-2同时施加压力F2,多个副压块4-2下降直至与主压块4-1处于同一平面上,使金属基复合材料坯料1上表面的每个上凸起被挤压直至每个下凸起填满在模腔2和模芯3之间的间隙内为止,使金属基复合材料坯料1形成电子封装零件8;
步骤五:最后卸载专用模具上的压力,从专用模具中取出电子封装零件8。
本实施方式的步骤一中增强相含量的金属基复合材料坯料1是通过粉末冶金、搅拌铸造等方法制备得出。步骤二中的加热方式有多种,可先将金属基复合材料坯料1和模腔2分别加热到600℃左右,然后将金属基复合材料坯料1在置于模腔2内,使金属基复合材料坯料1在此温度下可以实现模腔2的充填,或者将金属基复合材料坯料1在置于模腔2一起加热到550℃左右,从而使金属基复合材料坯料1可以实现模腔2的充填。步骤四中金属基复合材料坯料1在多个副压块4-2的下压作用下变形,当多个副压块4-2下降直至与主压块4-1处于同一平面上时,金属基复合材料坯料1的上端面也为平面。
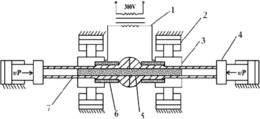
本实施方式中的专用模具包括外模、组合上模4和多个模芯3,所述外模为为矩形框架,其上端为敞口端,外模的模壁上均匀加工有多个加热孔,外模内部为模腔2,多个模芯3设置在模腔2底部,模芯3与模腔2的内壁之间的间隙为第一间隙5,多个模芯3之间的间隙为第二间隙6,第一间隙5和第二间隙6的宽度相等,组合上模4包括多个主压块4-1和多个副压块4-2,主压块4-1和副压块4-2交替设置,副压块4-2与模腔2的内壁相贴紧,当多个主压块4-1同步下落时,副压块4-2和主压块4-1之间形成多个第三间隙7,第三间隙7的宽度与第一间隙5、第二间隙6的均相等,每个第一间隙5对应有一个第三间隙7且该第一间隙5与其对应的第三间隙7处于同一直线上,每个第二间隙6对应有一个第三间隙7且该第二间隙6与其对应的第三间隙7处于同一直线上。
金属基复合材料坯料1通过本发明形成电子封装零件8,制备不同厚度的电子封装零件8需要不同尺寸的专用模具,第一间隙5的宽度、第二间隙6的宽度和第三间隙7的宽度是决定电子封装零件8厚度的要素。
具体实施方式二:结合图4说明本实施方式,本实施方式中对多个主压块4-1同时施加压力F1,确保F1的压力值达到400~450MPa。通过多次实验得出F1的最佳值。其他结构及连接关系与具体实施方式一相同。
具体实施方式三:结合图5说明本实施方式,本实施方式中步骤四中对多个主压块4-1同时施加压力F2,保证F2的压力值达到400~500MPa。通过多次实验得出F2的最佳值。其他结构及连接关系与具体实施方式一或二相同。
结合说明书附图以及本发明的有效效果说明以下实施例:
实施例一:本实施例的操作如下:
步骤一:利用液态金属熔渗工艺将SiC粉末与造孔剂55:45的比例混合,钢模压制,脱脂、烧结等工序制备出含有45vol%孔隙的SiC母体,然后在800℃下,将液态铝金属浸渗到SiC母体的孔隙中从而制备出55vol%SiC/Al金属基复合材料坯料1;
步骤二:通过电磁感应加热装置或者电阻加热炉将上述55vol%SiC/Al金属基复合材料坯料1加热到600℃;
步骤三:将上述加热后的坯料置于450℃的模腔中;或者将步骤1制备的复合材料置于模腔中随同模具一起加热到550℃,可省去步骤2;
步骤四:对上述模腔上模进行第一次加压F1,F1的压力值为400MPa,,此时金属基复合材料坯料1受到挤压形成多个上、下凸起,多个上、下凸起填充在专用模具的间隙内,多个上凸起形成完整凸起并一一填充在副压块4-2和主压块4-1之间,多个下凸起未全部填充在第一间隙5和第二间隙6中,留有空间,随即通过压块4-2加压F2,其压力值为450MPa,多个副压块4-2下降直至与主压块4-1处于同一平面上;并保压30S;
步骤五:卸载压力,取出零件,从而得到电子封装零件8,即此时电子封装零件8的壁厚为2毫米。
实施例二:本实施例的操作如下:
步骤一:利用喷射沉积工艺,将液态金属铝通过喷嘴喷射,同时将55vol%SiC颗粒加入液流中,并最后在沉积器上沉积,从而制备出55vol%SiC/Al金属基复合材料坯料1;
步骤二:通过电磁感应加热装置或者电阻加热炉将上述55vol%SiC/Al金属基复合材料坯料1加热到600℃;
步骤三:将上述加热后的坯料置于450℃的模腔中;或者将步骤1制备的复合材料置于模腔中随同模具一起加热到550℃,可省去步骤2;
步骤四:对上述模腔上模进行第一次加压F1,F1的压力值为400MPa,,此时金属基复合材料坯料1受到挤压形成多个上、下凸起,多个上、下凸起填充在专用模具的间隙内,多个上凸起形成完整凸起并一一填充在副压块4-2和主压块4-1之间,多个下凸起未全部填充在第一间隙5和第二间隙6中,留有空间,随即通过压块4-2加压F2,并加压F2,其压力值为450MPa,多个副压块4-2下降直至与主压块4-1处于同一平面上;并保压30S;
步骤五:卸载压力,取出零件,从而得到电子封装零件8,即此时电子封装零件8的壁厚为1毫米。
实施例三:本实施例的操作如下:
步骤一:利用粉末冶金工艺将SiC粉末与Al粉按照55:45的比例混合,钢模冷压制,550℃钢模热压工序制备出55vol%SiC/Al金属基复合材料坯料1;
步骤二:通过电磁感应加热装置或者电阻加热炉将上述55vol%SiC/Al金属基复合材料坯料1加热到600℃;
步骤三:将上述加热后的坯料置于450℃的模腔中;或者将步骤1制备的复合材料置于模腔中随同模具一起加热到550℃,可省去步骤2;
步骤四:对上述模腔上模进行第一次加压F1,F1的压力值为450MPa,此时金属基复合材料坯料1受到挤压形成多个上、下凸起,多个上、下凸起填充在专用模具的间隙内,多个上凸起形成完整凸起并一一填充在副压块4-2和主压块4-1之间,多个下凸起未全部填充在第一间隙5和第二间隙6中,留有空间;随其通过压块4-2加压F2,其压力值为500MPa,多个副压块4-2下降直至与主压块4-1处于同一平面上;并保压30S;即得到壁厚为0.9毫米的电子封装零件8。
一种金属基电子封装薄壁零件顺序加载模锻成形的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0