







专利摘要
本发明涉及一种钨锡系助熔剂片的制备方法。其技术方案是:冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的冲压面尺寸依次为直径d1=14.0mm、正方形边长a1=17.0mm和直径d3=13.8mm,孔板Ⅰ的直径为14.0mm圆孔,孔板Ⅱ和孔板Ⅲ边长依次为17.1mm和15.0mm的正方孔。将孔板Ⅱ置于孔板Ⅰ上对齐后固定在底板Ⅳ的侧板上,将锡箔覆盖于孔板Ⅱ的孔上,用冲压头Ⅰ冲压,得到锡箔凹盘;将0.40~0.70g钨铁混合物或将同样质量的钨粒置于锡箔凹盘中,用孔板Ⅲ换下孔板Ⅱ,再用另一锡箔覆盖孔板Ⅲ的孔,用冲压头Ⅱ冲压,得到包锡块;用冲压头Ⅲ将包锡块冲压到底板Ⅳ上,将包锡块压实,得到钨锡系助熔剂片。本发明具有操作方便、生产成本低、能耗低和操作安全的特点。
权利要求
1.一种钨锡系助熔剂片的制备方法,其特征在于所述制备方法是:
步骤一、冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的形状或结构
冲压头Ⅰ为正四棱柱I和短圆柱体组成的整体,短圆柱体位于正四棱柱I下端面的中心位置处;正四棱柱I的横截面边长a
冲压头Ⅱ为正四棱柱Ⅱ,正四棱柱Ⅱ的横截面边长a
冲压头Ⅲ为长圆柱体和50~60个小圆柱体组成的整体,50~60个小圆柱体在长圆柱体的下端面均匀分布;50~60个小圆柱体相同,每个小圆柱体的直径d
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h
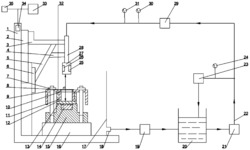
步骤二、取4块25×25mm钢板,在前3块钢板的中心位置处分别开有直径为14.0mm圆孔、边长为17.1×17.1mm的方孔和边长为15.0×15.0mm的方孔,依次记为孔板Ⅰ、孔板Ⅱ和孔板Ⅲ;第4块钢板的两个对称边垂直卷成高度为2.5mm的侧板,第4块钢称记为底板Ⅳ;
步骤三、先将孔板Ⅱ和孔板Ⅰ的四条边对齐后固定在底板Ⅳ的侧板上,孔板Ⅱ位于孔板Ⅰ上;再用厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅱ的方孔,用冲压头Ⅰ冲压所述锡箔,得到锡箔凹盘;
步骤三冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅱ的质心与冲压头Ⅰ的中心线位于同一条垂线上;
步骤四、按Fe∶W的质量比为1∶(3~6),将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物;
步骤五、将0.40~0.70g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ,然后用另一厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块;
步骤六、用冲压头Ⅲ将包锡块从孔板Ⅰ中冲压到底板Ⅳ上,用T型推板紧贴孔板Ⅰ底面,推出包锡块,压实,得到钨锡系助熔剂片;
步骤五和步骤六冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅲ的质心与对应的冲压头Ⅱ或对应的冲压头Ⅲ的中心线位于同一条垂线上。
2.根据权利要求1所述钨锡系助熔剂片的制备方法,其特征在于所述钢板的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%;所述钢板的厚度为0.08mm。
3.根据权利要求1所述钨锡系助熔剂片的制备方法,其特征在于所述冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%。
4.根据权利要求1所述钨锡系助熔剂片的制备方法,其特征在于所述锡箔的纯度为分析纯以上。
5.根据权利要求1所述钨锡系助熔剂片的制备方法,其特征在于所述钨粒的W含量>99.99%。
6.根据权利要求1所述钨锡系助熔剂片的制备方法,其特征在于所述铁粉的Fe含量>99.9wt%。
说明书
技术领域
本发明属于助熔剂片技术领域。具体涉及一种钨锡系助熔剂片的制备方法。
背景技术
目前金属及合金、矿石、炉渣及非氧化物材料中碳硫分析,广泛使用钨系助熔剂高频燃烧红外吸收法测定。文献1(方少垣.钨系列助熔剂[J].冶金分析,1990,10(2):61-62)报道,钨系助熔剂的使用能加速样品的熔解、提高C和S的转化效率、阻止样品燃烧生成的二氧化碳(或一氧化碳)及二氧化硫被吸附,保证了分析结果的准确性。文献1公开了一种用“钨锡系助熔剂及其制造方法”(CN1023571C)的专利技术制备钨锡助熔剂,该钨锡助熔剂的化学成分为:锡6.0~16.7%,其余为钨。其制造方法是先将钨粉通过冷等静压机成型,制成具有一定孔隙度的纯钨粒;然后将纯钨粒与锡粒按化学成分范围配料、混合,置于高温炉中抽真空进行渗锡烧结,使熔化的锡液渗入纯钨粒的孔隙中,制得钨锡助熔剂。
由于不同的待分析样品导磁性和熔解性不相同,采用以钨粒为主添加锡或添加锡粒、铁粉做助熔剂的报到有:文献2(应海松,余青,孙锡丽.高频燃烧红外吸收法测定铁矿中的硫[J].光谱实验室,2000,17(6):631-634);文献3(张殿英,刘伟,李超,等.红外碳硫测定仪测定铁矿石中硫[J].理化检验-化学分册,2002,38(8):404-405);文献4(傅明,黄志强,杨万彪,等.高频红外碳硫仪快速测定金属硅中的碳和硫[J].分析科学学报,2003,19(2):199-200);文献5(张庸,杨丽,詹秀嫣,等.高频燃烧红外吸收法测定镍基高温合金中碳的助熔剂影响探讨[J].冶金分析,2016,36(1):52-56)对钨锡、钨锡铁的配比提出了合理的比例,解决了很多待分析样品的分析问题。从综述文献6(刘攀等.高频感应燃烧-红外吸收光谱法在分析金属材料中碳、硫的应用[J].理化检验-化学分册,2016,52(1):109-118)报道的单独金属混合物助熔剂的使用来看,混合物助熔剂金属间的比例、混合物助熔剂与待分析样品的比例没有一个最佳值。
综上所述,现有技术的缺陷在于:制备具有一定孔隙度的纯钨粒原料成本高;高温渗锡烧结能耗高;需要真空操作;定量称量或定体积量的方式加入助熔剂不利于简化自动分析程序。
发明内容
本发明旨在克服现有技术缺陷,目的在于提供一种操作方便、生产成本低、能耗低和操作安全的钨锡系助熔剂片的制备方法。
为实现上述目的,本发明采用的技术方案的步骤是:
步骤一、冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的形状或结构
冲压头Ⅰ为正四棱柱I和短圆柱体组成的整体,短圆柱体位于正四棱柱I下端面的中心位置处。正四棱柱I的横截面边长a1=17.0mm;短圆柱体的直径d1=14.0mm,短圆柱体的高度h2=0.5mm。
冲压头Ⅱ为正四棱柱Ⅱ,正四棱柱Ⅱ的横截面边长a2=14.9mm。
冲压头Ⅲ为长圆柱体和50~60个小圆柱体组成的整体,50~60个小圆柱体在长圆柱体的下端面均匀分布。50~60个小圆柱体相同,每个小圆柱体的直径d2=0.5mm,每个小圆柱体的高度h2=0.5mm;所述长圆柱体的直径为d3=13.8mm。
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h1相同,h1=50~70mm。
步骤二、取4块25×25mm钢板,在前三块钢板的中心位置处分别开有直径为14.0mm圆孔、边长为17.1×17.1mm的方孔和边长为15.0×15.0mm的方孔,依次记为孔板Ⅰ、孔板Ⅱ和孔板Ⅲ;第四块钢板的两个对称边垂直卷成高度为2.5mm的侧板,第4块钢称记为底板Ⅳ。
步骤三、先将孔板Ⅱ和孔板Ⅰ的四条边对齐后固定在底板Ⅳ的侧板上,孔板Ⅱ位于孔板Ⅰ上;再用厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅱ的方孔,用冲压头Ⅰ冲压所述锡箔,得到锡箔凹盘。
步骤三冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅱ的质心与冲压头Ⅰ的中心线位于同一条垂线上。
步骤四、按Fe∶W的质量比为1∶(3~6),将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物。
步骤五、将0.40~0.70g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ;然后用另一厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块。
步骤六、用冲压头Ⅲ将包锡块从孔板Ⅰ中冲压到底板Ⅳ上,用T型推板紧贴孔板Ⅰ底面,推出包锡块,压实,得到钨锡系助熔剂片。
步骤五和步骤六冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅲ的质心与对应的冲压头Ⅱ或对应的冲压头Ⅲ的中心线位于同一条垂线上。
所述钢板的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%;所述钢板的厚度为0.08mm。
所述冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%。
所述锡箔的纯度为分析纯以上。
所述钨粒的W含量>99.99%。
所述铁粉的的Fe含量>99.9wt%。
由于采用上述技术方案,本发明与现有技术相比,具有如下积极效果:
1、本发明所需生产设备简单,工艺简单,操作方便。
2、本发明无需使用高纯钨粉制备多孔钨粒,且钨粒的用量少,故生产成本低。
3、本发明在常温下制备,不需要高温渗锡,故生产能耗低。
4、本发明在常压下完成制备,不需要再真空条件下进行,故操作安全。
因此,本发明具有操作方便、生产成本低、能耗低和操作安全的特点。
附图说明
图1是本发明中的冲压头Ⅰ的一种结构示意图;
图2是本发明中的冲压头Ⅱ的一种形状示意图;
图3是本发明中的冲压头Ⅲ的一种结构示意图。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步描述,并非对其保护范围的限制。
一种钨锡系助熔剂片的制备方法。本具体实施方式的制备方法的步骤:
步骤一、冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的形状或结构
如图1所示:冲压头Ⅰ为正四棱柱I和短圆柱体组成的整体,短圆柱体位于正四棱柱I下端面的中心位置处。正四棱柱I的横截面边长a1=17.0mm;短圆柱体的直径d1=14.0mm,短圆柱体的高度h2=0.5mm。
如图2所示:冲压头Ⅱ为正四棱柱Ⅱ,正四棱柱Ⅱ的横截面边长a2=14.9mm;
如图3所示:冲压头Ⅲ为长圆柱体和50~60个小圆柱体组成的整体,50~60个小圆柱体在长圆柱体的下端面均匀分布。50~60个小圆柱体相同,每个小圆柱体的直径d2=0.5mm,每个小圆柱体的高度h2=0.5mm;所述长圆柱体的直径为d3=13.8mm。
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h1相同,h1=50~70mm。
步骤二、取4块25×25mm钢板,在前三块钢板的中心位置处分别开有直径为14.0mm圆孔、边长为17.1×17.1mm的方孔和边长为15.0×15.0mm的方孔,依次记为孔板Ⅰ、孔板Ⅱ和孔板Ⅲ;第四块钢板的两个对称边垂直卷成高度为2.5mm的侧板,第4块钢称记为底板Ⅳ。
步骤三、先将孔板Ⅱ和孔板Ⅰ的四条边对齐后固定在底板Ⅳ的侧板上,孔板Ⅱ位于孔板Ⅰ上;再用厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅱ的方孔,用冲压头Ⅰ冲压所述锡箔,得到锡箔凹盘。
步骤三冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅱ的质心与冲压头Ⅰ的中心线位于同一条垂线上。
步骤四、按Fe∶W的质量比为1∶(3~6),将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物。
步骤五、将0.40~0.70g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ;然后用另一厚度为0.03~0.05mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块。
步骤六、用冲压头Ⅲ将包锡块从孔板Ⅰ中冲压到底板Ⅳ上,用T型推板紧贴孔板Ⅰ底面,推出包锡块,压实,得到钨锡系助熔剂片。
步骤五和步骤六冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅲ的质心与对应的冲压头Ⅱ或对应的冲压头Ⅲ的中心线位于同一条垂线上。
所述钢板的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%;所述钢板的厚度为0.08mm。
所述冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的材质为低碳钢:C含量<0.05wt%,S含量<0.005wt%。
所述锡箔的纯度为分析纯以上。
所述钨粒的W含量>99.99%。
所述铁粉的的Fe含量>99.9wt%。
实施例1
一种钨锡系助熔剂片的制备方法。本实施例所述制备方法的步骤是:
步骤一、冲压头Ⅰ、冲压头Ⅱ和冲压头Ⅲ的形状或结构
如图1所示:冲压头Ⅰ为正四棱柱I和短圆柱体组成的整体,短圆柱体位于正四棱柱I下端面的中心位置处。正四棱柱I的横截面边长a1=17.0mm;短圆柱体的直径d1=14.0mm,短圆柱体的高度h2=0.5mm。
如图2所示:冲压头Ⅱ为正四棱柱Ⅱ,正四棱柱Ⅱ的横截面边长a2=14.9mm;
如图3所示:冲压头Ⅲ为长圆柱体和50个小圆柱体组成的整体,50个小圆柱体在长圆柱体的下端面均匀分布。50个小圆柱体相同,每个小圆柱体的直径d2=0.5mm,每个小圆柱体的高度h2=0.5mm;所述长圆柱体的直径为d3=13.8mm。
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h1相同,h1=50mm。
步骤二、取4块25×25mm钢板,在前三块钢板的中心位置处分别开有直径为14.0mm圆孔、边长为17.1×17.1mm的方孔和边长为15.0×15.0mm的方孔,依次记为孔板Ⅰ、孔板Ⅱ和孔板Ⅲ;第四块钢板的两个对称边垂直卷成高度为2.5mm的侧板,第4块钢称记为底板Ⅳ。
步骤三、先将孔板Ⅱ和孔板Ⅰ的四条边对齐后固定在底板Ⅳ的侧板上,孔板Ⅱ位于孔板Ⅰ上;再用厚度为0.03mm的锡箔完全覆盖于孔板Ⅱ的方孔,用冲压头Ⅰ冲压所述锡箔,得到锡箔凹盘。
步骤三冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅱ的质心与冲压头Ⅰ的中心线位于同一条垂线上。
步骤四、按Fe∶W的质量比为1∶3,将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物。
步骤五、将0.40g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ;然后用另一厚度为0.03mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块。
步骤六、用冲压头Ⅲ将包锡块从孔板Ⅰ中冲压到底板Ⅳ上,用T型推板紧贴孔板Ⅰ底面,推出包锡块,压实,得到钨锡系助熔剂片。
步骤五和步骤六冲压时,底板Ⅳ、孔板Ⅰ和孔板Ⅲ的质心与对应的冲压头Ⅱ或对应的冲压头Ⅲ的中心线位于同一条垂线上。
实施例2
一种钨锡系助熔剂片的制备方法。本实施例所述制备方法的步骤是:
步骤一、除下述技术参数外,其余同实施例1的步骤一:
冲压头Ⅲ为长圆柱体和55个小圆柱体组成的整体;
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h1相同,h1=60mm。
步骤二、同实施例1的步骤二。
步骤三、除锡箔的厚度为0.04mm外,其余同实施例1的步骤三。
步骤四、按Fe∶W的质量比为1∶4.5,将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物。
步骤五、将0.55g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ;然后用另一厚度为0.04mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块。
步骤六、同实施例1的步骤六。
实施例3
一种钨锡系助熔剂片的制备方法。本实施例所述制备方法的步骤是:
步骤一、除下述技术参数外,其余同实施例1的步骤一:
冲压头Ⅲ为长圆柱体和60个小圆柱体组成的整体;
所述正四棱柱Ⅰ、正四棱柱Ⅱ和长圆柱体的高度h1相同,h1=70mm。
步骤二、同实施例1的步骤二。
步骤三、除锡箔的厚度为0.05mm外,其余同实施例1的步骤三。
步骤四、按Fe∶W的质量比为1∶6,将粒度为0.35~0.10mm的铁粉和粒度为0.7~0.33mm的钨粒混合均匀,得到钨铁混合物。
步骤五、将0.70g所述钨铁混合物或将同样质量的粒度为0.7~0.33mm的钨粒置于所述锡箔凹盘,再用孔板Ⅲ换下孔板Ⅱ;然后用另一厚度为0.05mm的锡箔完全覆盖于孔板Ⅲ的方孔上,用冲压头Ⅱ冲压所述另一锡箔,得到包锡块。
步骤六、同实施例1的步骤六。
本具体实施方式与现有技术相比,具有如下积极效果:
1、本具体实施方式所需生产设备简单,工艺简单,操作方便。
2、本具体实施方式无需使用高纯钨粉制备多孔钨粒,且钨粒的用量少,故生产成本低。
3、本具体实施方式在常温下制备,不需要高温渗锡,故生产能耗低。
4、本具体实施方式在常压下完成制备,不需要再真空条件下进行,故操作安全。
因此,本具体实施方式具有操作方便、生产成本低、能耗低和操作安全的特点。
一种钨锡系助熔剂片的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0