

IPC分类号 : B21B1/22,B21B3/00,C21D1/26,C21D9/663,C23G1/12






专利摘要
本发明公开一种TA10钛合金带卷冷轧方法,属于轧制技术领域。本发明通过冷轧前采用合适的退火处理,然后抛丸、酸洗后进行冷轧,脱脂即可得到薄规格TA10钛合金带卷;本发明一方面可以提高TA10钛合金带卷的成材率,避免斜纹、断带等缺陷产生,最终获得高品质TA10钛合金带卷;另一方面缩短工艺流程、降低能耗、降低制造成本,最终获得高品质、低成本的TA10钛合金带卷,以扩大TA10钛合金的应用领域。
权利要求
1.一种TA10钛合金带卷冷轧方法,其特征在于,包括以下步骤:
(1)将热轧TA10钛合金带卷进行退火处理,其中热轧TA10钛合金带卷厚度为3-5mm,退火温度600-750℃,退火时间3-5h;
(2)对退火TA10钛合金进行抛丸,之后进行酸洗;
(3)采用二十辊冷轧机对TA10钛合金带卷进行7-12道次轧制,即可获得薄规格TA10钛合金带卷,冷轧采用1+N法进行轧制,即首道次变形量30-35%,后续每道次变形量15-20%且变形量逐渐降低;
(4)冷轧后进行脱脂处理,即可得到TA10钛合金成品带卷。
2.根据权利要求1所述TA10钛合金带卷冷轧方法,其特征在于:步骤(1)中退火采用罩式退火炉,退火时保持炉内正压,且升温过程中压力3-5KPa,保温和降温过程中压力0.5-1.5KPa,持续通入氩气作为保护气体,升温过程中氩气流量为40-60m
3.根据权利要求1所述TA10钛合金带卷冷轧方法,其特征在于:步骤(2)中共有三个酸洗槽,一个漂洗槽,且酸洗中HF浓度为40-50g/L,HNO
4.根据权利要求1所述TA10钛合金带卷冷轧方法,其特征在于:步骤(3)中冷轧过程中轧制速度为130±10m/min,薄规格TA10钛合金带卷厚度0.3-0.5mm。
5.根据权利要求1所述TA10钛合金带卷冷轧方法,其特征在于:所述步骤(4)中脱脂温度为60-80℃。
说明书
技术领域
本发明涉及一种TA10钛合金带卷冷轧方法,属于轧制技术领域。
背景技术
轧制成形技术即借助旋转轧辊的摩擦力将轧件拖入轧辊间,同时依靠轧辊施加的压力使轧件在轧辊间发生压缩变形的一种材料加工方法。轧件通过轧制后,不仅使轧件的形状、尺寸变化而且轧件的组织与性能也得到改善和提高。
钛及钛合金因其密度小,比强度高,拥有良好的耐腐蚀性而被广泛应用在航空航天,工业,船舶等领域。TA10钛合金成分为Ti-0.8Ni-0.3Mo,目前市场上生产的薄规格TA10钛合金带卷大多工艺复杂,工序为:热轧-退火-抛丸-酸洗-冷轧-退火-抛丸-酸洗-冷轧-脱脂,冷轧过程中一般进行反复酸洗,退火等,生产周期长,工艺复杂,成本高,成材率低且表面质量较差,容易出现斜纹,断带等现象。随着工业的不断发展,对TA10钛合金带卷的需求不断增加,人们期望能用更低的成本生产出更高质量的TA10钛合金带卷。
发明内容
本发明的目的在于提供一种TA10钛合金带卷冷轧方法,包括以下步骤:
(1)将热轧TA10钛合金带卷进行退火处理,其中热轧TA10钛合金带卷厚度为3-3.5mm,退火温度600-750℃,退火时间3-5h。
(2)对退火TA10钛合金进行抛丸,之后进行酸洗。
(3)采用二十辊冷轧机对TA10钛合金带卷进行7-12道次轧制,即可获得薄规格TA10钛合金带卷,冷轧采用1+N法进行轧制,即首道次变形量30-35%,后续每道次变形量15-20%且变形量逐渐降低。
(4)冷轧后进行脱脂处理,即可得到TA10钛合金成品带卷。
优选的,本发明步骤(1)中退火采用罩式退火炉,退火时保持炉内正压,且升温过程中压力3-5KPa,保温和降温过程中压力0.5-1.5KPa,持续通入氩气作为保护气体,升温过程中氩气流量为40-60m
优选的,本发明步骤(2)中共有三个酸洗槽,一个漂洗槽,且酸洗中HF浓度为40-50g/L,HNO3浓度为140-160g/L,将配好的酸洗液先进入3#酸洗槽,HF:HNO3体积百分比为1:5-6;然后流入2#酸洗槽,HF:HNO3体积百分比为1:4-5;最后进入1#酸洗槽,HF:HNO3体积百分比为1:3-4,其中3#酸洗槽持续注入配好的酸洗液,1#酸洗槽浓度最低,酸洗速度6-10m/min。
优选的,本发明步骤(3)中冷轧过程中轧制速度为130±10m/min,薄规格TA10钛合金带卷厚度0.3-0.5mm。
优选的,本发明步骤(4)中脱脂温度为60-80℃。
本发明的原理:通过选取合适的退火工艺、抛丸、酸洗、1+N法进行轧制、脱脂从而获得品质优良的TA10钛合金带卷,其中首道次大变形量使晶粒充分破碎,从而获得细小的等轴晶,改善产品性能。
本发明的有益效果:
(1)本发明通过冷轧前选取合适的退火工艺,抛丸,酸洗后进行冷轧,脱脂即可得到薄规格TA10钛合金带卷。避免了传统工艺中在冷轧过程退火、酸洗,大大的节省时间,降低成本;且获得的TA10钛合金带卷表面质量好,无斜纹、断带现象。
(2)本发明采用1+N轧制法进行轧制,即第一道次大变形量,可以使晶粒充分破碎从而得到细小的等轴晶,使产品性能得到改善。
(3)本发明所述退火过程中保温和降温阶段的炉内压力小于升温阶段是为了在保温和降温阶段减少氩气的通入,可降低10%成本。
附图说明
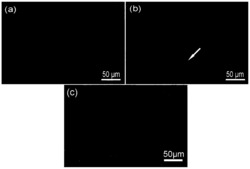
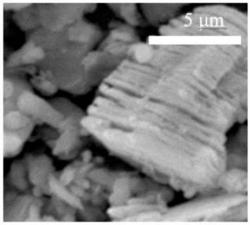
图1是经本发明实施例1冷轧后TA10钛合金带卷的金相图。
图2是经本发明实施例1冷轧后TA10钛合金带卷的成品图。
图3是经本发明实施例2冷轧后TA10钛合金带卷的金相图。
图4是经本发明实施例2冷轧后TA10钛合金带卷的成品图。
图5是经本发明实施例3冷轧后TA10钛合金带卷的金相图。
图6是经本发明实施例3冷轧后TA10钛合金带卷的成品图。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细说明,但本发明的保护范围并不限于所述内容。
实施例1
一种TA10钛合金带卷冷轧方法,具体步骤如下:
(1)本实施例材料为TA10钛合金,先将热轧后3.5mm厚的TA10钛合金带卷进行退火处理,其中退火温度为720℃,保温时间4h;升温时炉内压力为3.5KPa,保温和降温过程压力为0.8KPa且炉内一直保持正压,升温时通入流量为50m
(2)退火后进行抛丸,酸洗,酸洗时选用HF浓度为45g/L,HNO3浓度为145g/L,将配好的酸洗液先进入3#酸洗槽,HF:HNO3体积百分比为1:5;然后流入2#酸洗槽,HF:HNO3体积百分比为1:4;最后进入1#酸洗槽,HF:HNO3体积百分比为1:3,其中3#酸洗槽持续注入配好的酸洗液,1#酸洗槽浓度最低,酸洗速度8m/min。
(3)采用二十辊冷轧机进行1+N轧制,其中首道次变形量为30%,之后再进行十个道次轧制,变形量由30%逐渐降低至16%,轧制速度130±10m/min。
(4)轧制后进行脱脂,脱脂温度为75℃,脱脂后得到厚度为0.367mm的冷轧TA10钛合金带卷。
经脱脂后的成品TA10钛合金带卷金相图如图1所示,力学性能如表1所示,由图可知,经此工艺得到细小等轴的晶粒,产品表面质量好,无斜纹、断带等缺陷,成品图如图2所示。
表1实施例1TA10带卷力学性能
实施例2
一种TA10钛合金带卷冷轧方法,具体步骤如下:
(1)本实施例材料为TA10钛合金,先将热轧后3.0mm厚的TA10钛合金带卷进行退火处理,其中退火温度为680℃,保温时间3h;升温时炉内压力为3.8KPa,保温和降温过程压力为1KPa且炉内一直保持正压,升温时通入流量为45m
(2)退火后进行抛丸,酸洗,酸洗时选用HF浓度为45g/L,HNO3浓度为145g/L,将配好的酸洗液先进入3#酸洗槽,HF:HNO3体积百分比为1:5.5;然后流入2#酸洗槽,HF:HNO3体积百分比为1:4.4;最后进入1#酸洗槽,HF:HNO3体积百分比为1:3.7,其中3#酸洗槽持续注入配好的酸洗液,1#酸洗槽浓度最低,酸洗速度6m/min。
(3)采用二十辊冷轧机进行1+N轧制,其中首道次变形量为35%,之后再进行七个道次轧制,变形量由35%逐渐降低至17%,轧制速度130±10m/min。
(4)轧制后进行脱脂,脱脂温度为75℃,脱脂后得到厚度为0.472mm的冷轧TA10钛合金带卷。
经脱脂后的成品TA10钛合金带卷金相图如图3所示,力学性能如表2所示由,图可知,经此工艺得到细小等轴的晶粒,产品表面质量好,无斜纹、断带等缺陷,成品图如图4所示。
表2实施例2TA10带卷力学性能
实施例3
一种TA10钛合金带卷冷轧方法,具体步骤如下:
(1)本实施例材料为TA10钛合金,先将热轧后3.2mm厚的TA10钛合金带卷进行退火处理,其中退火温度为740℃,保温时间5h。升温时炉内压力为4KPa,保温和降温过程压力为1.2KPa且炉内一直保持正压,升温时通入流量为56m
(2)退火后进行抛丸,酸洗,酸洗时选用HF浓度为55g/L,HNO3浓度为155g/L,将配好的酸洗液先进入3#酸洗槽,HF:HNO3体积百分比为1:6;然后流入2#酸洗槽,HF:HNO3体积百分比为1:4.7;最后进入1#酸洗槽,HF:HNO3体积百分比为1:3.3,其中3#酸洗槽持续注入配好的酸洗液,1#酸洗槽浓度最低,酸洗速度9m/min。
(3)采用二十辊冷轧机进行1+N轧制,其中首道次变形量为33%,之后再进行九个道次轧制,变形量由33%逐渐降低至16%,轧制速度130±10m/min。
(4)轧制后进行脱脂,脱脂温度为80℃,脱脂后得到厚度为0.362mm厚的冷轧TA10钛合金带卷。
经脱脂后的成品TA10钛合金带卷金相图如图5所示,力学性能如表3所示,由图可知,经此工艺得到细小等轴的晶粒,产品表面质量好,无斜纹、断带等缺陷,成品图如图6所示。
表3实施例3TA10带卷力学性能
对比实施例1
常规TA10钛合金带卷冷轧方法,具体步骤如下:
(1)本实施例材料为TA10钛合金,先将热轧后3.3mm厚的TA10钛合金带卷进行退火处理,其中退火温度为720℃,保温时间4h;升温时炉内压力为3.5KPa,保温和降温过程压力为0.8KPa且炉内一直保持正压,升温时通入流量为50m
(2)退火后进行抛丸,酸洗,酸洗时选用HF浓度为45g/L,HNO3浓度为145g/L,将配好的酸洗液先进入3#酸洗槽,HF:HNO3体积百分比为1:5;然后流入2#酸洗槽,HF:HNO3体积百分比为1:4;最后进入1#酸洗槽,HF:HNO3体积百分比为1:3,其中3#酸洗槽持续注入配好的酸洗液,1#酸洗槽浓度最低,酸洗速度8m/min。
(3)采用二十辊冷轧机进行十个连续轧制,变形量在14%-18%之间,变形量逐渐降低,轧制速度130±10m/min。
(4)轧制后进行脱脂,脱脂温度为75℃,脱脂后得到厚度为0.378mm的冷轧TA10钛合金带卷。
经脱脂后的成品TA10钛合金带卷力学性能如表4所示,由表可知,经此工艺得到的TA10钛合金带卷力学性能比本发明实施例中的差。
表4对比例1TA10带卷力学性能
一种TA10钛合金带卷冷轧方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0