

IPC分类号 : B21B1/22,B21B45/08,B21B37/74,B21B45/02,B21B9/00








专利摘要
本发明涉及一种消除中厚板花斑缺陷的控制方法,属于冶金技术领域,该方法包括如下步骤:(1)加热阶段,通过控制加热系数,将连铸板坯经加热后进行高压水除磷;(2)轧制阶段,在热轧过程中,进行多道次高压水除磷;(3)冷却阶段,采用超快冷却和层流冷却相结合的方式,对热轧板进行冷却,制得中厚板。本发明的控制方法通过加热阶段的温度、气氛的控制,轧制过程中轧制温度与除磷工艺的配合,以及冷却阶段超快冷却与层流冷却方式的结合,明显提高氧化铁皮与界面平直度,通过后续喷砂抛丸,钢板表面无残留氧化铁皮,有效抑制了花斑缺陷的产生,明显提高中厚板的表面质量。
权利要求
1.一种消除中厚板花斑缺陷的控制方法,其特征在于,按以下步骤进行:
步骤1,加热阶段:
(1)将连铸板坯,放入加热炉中,加热至1200~1280℃,在炉时间为135~210min;其中,连铸板坯厚度为200~250mm,加热炉内空气过剩系数为0.85~1.2;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.65~0.75N/mm2;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1000~1100℃,终轧温度为800~960℃,轧制9~11道次,总压下率为80~94%,获得热轧板,其中,第1道次和第3道次前均进行高压水除鳞,其余道次中,奇数道次前共进行高压水除磷0~4次,每次高压水对连铸板坯打击力在0.6~0.7N/mm2;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,其中,超快冷却初始温度为790~950℃,冷却速度为25~100℃/s,抛钢速度为0.5~1.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为650~800℃,终冷温度为580~700℃,冷却完成,制得中厚板;其中,层流冷却速度为15~50℃/s,抛钢速度为0.5~1.5m/s。
2.根据权利要求1所述的消除中厚板花斑缺陷的控制方法,其特征在于,步骤1(1)所述的连铸板坯,其成分重量百分比为:C:0.07~0.15%,Si:0.1~0.3%,Mn:0.8~1.5%,P:0.015~0.045%,S:0.002~0.003%,Nb:0.015~0.045%,Cr:0.01~0.02%,V:0.01~0.04%,余量为铁。
3.根据权利要求1所述的消除中厚板花斑缺陷的控制方法,其特征在于,步骤1(2)所述的高压水除鳞,除鳞水压>17MPa,将加热阶段生成氧化铁皮完全除净。
4.根据权利要求1所述的消除中厚板花斑缺陷的控制方法,其特征在于,步骤2所述的热轧板厚度为12.6~40mm。
5.根据权利要求1所述的消除中厚板花斑缺陷的控制方法,其特征在于,步骤2所述的高压水除鳞除鳞水压>17MPa,将轧制阶段生成氧化铁皮完全除净。
6.根据权利要求1所述的消除中厚板花斑缺陷的控制方法,其特征在于,所述控制方法制得的中厚板,氧化铁皮厚度在50μm以内,氧化铁皮结构中含有氧化亚铁,其质量百分含量大于等于50%。
说明书
技术领域:
本发明属于冶金技术领域,具体涉及一种消除中厚板花斑缺陷的控制方法。
背景技术:
中厚板是国民经济发展所必须的重要钢铁材料,是国家工业化不可缺少的钢材品种,也是国家钢铁工业及钢铁材料的水平的一个重要标志。从世界工业化国家看,中厚板的需求量约占钢材总量的10~16%。近年来,我国中厚板的生产量呈逐年上升趋势,伴随着这几年中厚板设备和技术的飞速发展取得了长足的进步,随着中厚板品种的增多、应用领域和范围的扩大,用户在注重中厚板性能的同时,也更加关注中厚板的外观质量。外观质量是中厚板的主要质量指标之一,对中厚板的生产和使用均有重要影响,因而受到生产厂和用户的高度重视。其中,热轧中厚板的氧化铁皮缺陷已构成影响中厚板表面质量的主要问题之一。
“花斑”缺陷作为典型的中厚板表面缺陷,特指在中厚板生产过程中中厚板喷砂处理后表面所呈现出凹凸不平的斑状缺陷,造成产品降级甚至判废,严重降低产品质量。经过研究表明结合现场工艺条件,花斑缺陷处中厚板表面氧化铁皮与基体的结合面凹凸不平,相对于光滑的结合面来说,这样的界面长度对于后续的喷砂抛丸过程非常不利,易造成氧化铁皮残留从而形成花斑缺陷。对于氧化铁皮与基体界面平直度较差其主要出现在轧制和后续冷却阶段。钢板出加热炉后在1173℃左右会发生生成硅尖晶石和FeO的共析组织,这种组织在除鳞过程中不易除掉,除鳞后残留的硅的尖晶石和氧化铁皮随着温度下降硬度变大,在轧制过程中残留的硅的尖晶石和氧化铁皮的混合物会压入钢基体,使得氧化铁皮与钢基体的界面变差,进而会增加喷砂抛丸的难度。在冷却阶段,氧化铁皮中出现部分裂纹但尚未达到完全宏观裂纹的尺寸,则围绕裂纹处存在较低氧压处,易引起氧离子扩散为主的氧化物生长机制,在原氧化物/基体界面处向基体内部生长,易引起氧化铁皮与基体界面破坏,从而导致喷砂抛丸的难度增大,残留的氧化铁皮易引起“花斑”缺陷,因此减少氧化铁皮中的贯穿裂纹非常重要。鉴于此,本发明以热轧中厚板生产流程中以及如何提高氧化铁皮与基体界面平直度从而达到提高喷砂效果,消除“花斑”缺陷为目标,合理制定加热制度消除铸坯表面缺陷;在轧制阶段,降低轧制过程中硅尖晶石和氧化铁皮压入造成的界面凸凹不平,提高氧化铁皮与基体界面平直度;在轧后控制冷却过程中,配合后续超快速冷却和层流冷却工艺,降低氧化铁皮中的热应力,提高氧化铁皮的界面平直度。最终获得氧化铁皮厚度在50μm以内,氧化铁皮结构以氧化亚铁为主,其质量百分含量大于等于50%,氧化铁皮与基体界面平直度良好的热轧中厚板产品,提高后续喷砂效果,消除花斑缺陷。相关技术已应用在国内多家热轧中厚板生产线上应用,使用效果良好。
发明内容:
本发明从氧化铁皮与基体界面平直度控制角度出发,对加热、轧制及后续冷却等工艺参数进行优化,降低了氧化铁皮的厚度,提高了氧化铁皮与基体界面平直度,提高后续喷砂抛丸效果,避免氧化铁皮残留,从而达到消除中厚板表面“花斑”缺陷的目的。
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)将连铸板坯,放入加热炉中,加热至1200~1280℃,在炉时间为135~210min;其中,连铸板坯厚度为200~250mm,加热炉内空气过剩系数为0.85~1.2;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.65~0.75N/mm2;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1000~1100℃,终轧温度为800~960℃,轧制9~11道次,总压下率为80~94%,获得热轧板,其中,第1道次和第3道次前均进行高压水除鳞,其余道次中,奇数道次前共进行高压水除磷0~4次,每次高压水对连铸板坯打击力在0.6~0.7N/mm2;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,其中,超快冷却初始温度为790~950℃,冷却速度为25~100℃/s,抛钢速度为0.5~1.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为650~800℃,终冷温度为580~700℃,冷却完成,制得中厚板;其中,层流冷却速度为15~50℃/s,抛钢速度为0.5~1.5m/s。
所述的步骤1(1)中的连铸板坯,其成分重量百分比为:C:0.07~0.15%,Si:0.1~0.3%,Mn:0.8~1.5%,P:0.015~0.045%,S:0.002~0.003%,Nb:0.015~0.045%,Cr:0.01~0.02%,V:0.01~0.04%,余量为铁。
所述的步骤1(2)中的高压水除鳞,除鳞水压>17MPa,将加热阶段生成氧化铁皮完全除净。
所述的步骤2,热轧板厚度为12.6~40mm。
所述的步骤2,高压水除鳞除鳞水压>17MPa,将轧制阶段生成氧化铁皮完全除净。
所述消除中厚板花斑缺陷的控制方法生产出的中厚板,氧化铁皮厚度在50μm以内,氧化铁皮结构中含有氧化亚铁,其质量百分含量大于等于50%。
通过本发明生产出热轧中厚板产品,氧化铁皮厚度控制在50μm以下,通过中国专利号ZL201010010116.5的“一种化学腐蚀检测热轧带钢氧化铁皮结构的方法”专利的检测方法,获得的氧化铁皮中氧化亚铁质量百分含量大于等于50%,氧化铁皮与界面平直度明显提高,通过后续喷砂抛丸,中厚板表面无残留氧化铁皮,“花斑”缺陷消失,表面质量明显提高。
本发明的有益效果:
(1)本发明针对加热炉内炉生氧化铁皮,通过加热温度、加热气氛和除鳞制度制定,保证出炉后板坯表面硅尖晶石处于熔融状态便于除鳞,达到炉生氧化铁皮完全除干净效果。
(2)本发明通过优化精轧过程中轧制温度配合合理的除鳞工艺,减少氧化铁皮缺陷,降低硅尖晶石和氧化铁皮硬度、避免氧化铁皮压入,同时降低氧化铁皮破碎,从而降低铁皮/基体界面的不平度,另外,适当提高轧制节奏,加快末道次抛钢速度,减少终轧至超快冷设备之间的空冷时间,降低冷却工艺之前的氧化铁皮厚度,减小喷砂抛丸难度,抑制“花斑”缺陷的产生。
(3)本发明通过在轧后冷却方面,采用超快冷和层流冷却模式相结合方式,优点是通过合理设定超快冷温度、层流模式及终冷温度,在保证钢材力学性能的基础上,有效的抑制了冷却过程中三次氧化铁皮的生长,降低了最终氧化铁皮厚度,减少氧化铁皮自身生长应力,避免氧化铁皮在冷床上开裂造成的氧化铁皮与基体界面的破坏,从而达到提高喷砂抛丸效果,可以达到控制花斑缺陷的产生的目的。
(4)通过本发明的工艺调整后,获得的氧化铁皮中氧化亚铁质量百分含量大于等于50%,氧化铁皮厚度控制在50μm以下,氧化铁皮与界面平直度明显提高,通过后续喷砂抛丸,中厚板表面无残留氧化铁皮,“花斑”缺陷改判率显著降低,表面质量明显提高。
附图说明:
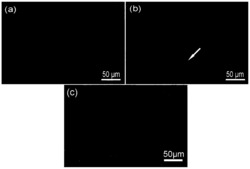
图1为实验钢种在工艺调整前,中厚板花斑缺陷宏观照片;
图2为实验钢种在工艺调整前,中厚板氧化铁皮的断面结构;
图3为实验钢种在工艺调整前,中厚板花斑缺陷处残余氧化铁皮的断面;
图4为在实施例1的条件下,中厚板表面宏观照片;
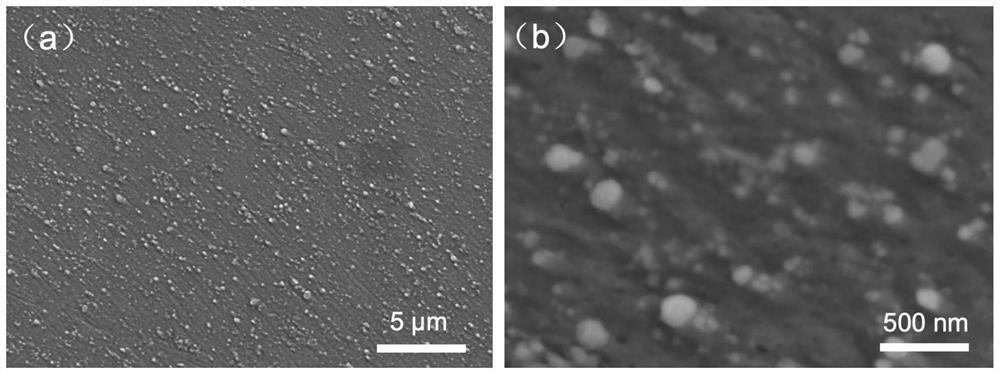
图5为在实施例1的条件下,中厚板氧化铁皮的断面结构;
图6为在实施例1的条件下,中厚板喷砂抛丸后效果;
图7为在实施例2的条件下,中厚板表面宏观照片;
图8为在实施例2的条件下,中厚板氧化铁皮的断面结构;
图9为在实施例2的条件下,中厚板喷砂抛丸后效果;
图10为在实施例3的条件下,中厚板喷砂抛丸后效果;
图11为在实施例4的条件下,中厚板喷砂抛丸后效果;
图12为在实施例5的条件下,中厚板喷砂抛丸后效果;
图13为在实施例6的条件下,中厚板喷砂抛丸后效果;
图14为在实施例7的条件下,中厚板喷砂抛丸后效果;
图15为在实施例8的条件下,中厚板喷砂抛丸后效果;
图16为在实施例9的条件下,中厚板喷砂抛丸后效果;
图17为在实施例10的条件下,中厚板喷砂抛丸后效果。
其中,A:Fe3O4,B:FeO,C:钢基体。
具体实施方式:
下面结合实施例对本发明作进一步的详细说明。
原始工艺条件下,喷砂抛丸后中厚板表面出现颜色差异,这就是所谓的“花斑”缺陷,如图1所示。喷砂抛丸前中厚板氧化铁皮断面微观组织结构如图2所示,氧化铁皮的厚度为50~70μm。从断面照片可以看出,中厚板表面氧化铁皮与基体的结合面成凹凸不平,犬牙交错。相对于光滑的结合面来说,对于后续的喷砂抛丸过程非常不利,不利于抛干净。从图3中可以看出,中厚板表面的氧化铁皮,经喷砂抛丸后氧化铁皮没有完全抛掉,在氧化铁皮残留处就会形成凸起缺陷形成“花斑”缺陷。
实施例1
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为220mm,成分重量百分比为:C:0.12%,Si:0.18%,Mn:1.5%,P:0.018%,S:0.002%,Nb:0.033%,Cr:0.013%,V:0.029%,余量为铁;将连铸板坯放入加热炉中,加热至1220℃,在炉时间为160min,加热炉内空气过剩系数为0.95;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.7N/mm2,除鳞水压19MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1080℃,终轧温度为950℃,轧制9道次,第1与3道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.62N/mm2,除鳞水压19MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为85%,获得厚度为33mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为940℃,冷却速度为80℃/s,抛钢速度为1.1m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为650℃,冷却速度为20℃/s,抛钢速度为1.1m/s,终冷温度为580℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在40μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为60%。
该方法中,中厚板表面宏观照片如图4所示,中厚板氧化铁皮的断面结构如图5所示,中厚板喷砂抛丸后效果如图6所示。
实施例2
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为250mm,成分重量百分比为:C:0.13%,Si:0.19%,Mn:0.8%,P:0.015%,S:0.002%,Nb:0.042%,Cr:0.015%,V:0.032%,余量为铁;将连铸板坯放入加热炉中,加热至1240℃,在炉时间为210min,加热炉内空气过剩系数为0.90;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.75N/mm2,除鳞水压21MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1100℃,终轧温度为960℃,轧制11道次,第1、3与7道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.7N/mm2,除鳞水压21MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为90%,获得厚度为25mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为950℃,冷却速度为100℃/s,抛钢速度为1.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为650℃,冷却速度为15℃/s,抛钢速度为1.5m/s,终冷温度为580℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在30μm,氧化铁皮结构中含有氧化亚铁质量百分含量为70%。
该方法中,中厚板表面宏观照片如图7所示,中厚板氧化铁皮的断面结构如图8所示,中厚板喷砂抛丸后效果如图9所示。
实施例3
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为250mm,成分重量百分比为:C:0.11%,Si:0.14%,Mn:1.4%,P:0.015%,S:0.003%,Nb:0.037%,Cr:0.017%,V:0.030%,余量为铁;将连铸板坯放入加热炉中,加热至1250℃,在炉时间为200min,加热炉内空气过剩系数为0.85;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.65N/mm2,除鳞水压20MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1050℃,终轧温度为960℃,轧制11道次,第1、3与9道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.6N/mm2,除鳞水压18MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为94%,获得厚度为12.6mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为950℃,冷却速度为40℃/s,抛钢速度为1.3m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为800℃,冷却速度为40℃/s,抛钢速度为1.3m/s,终冷温度为700℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在38μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为75%。
该方法中,中厚板喷砂抛丸后效果如图10所示。
实施例4
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为200mm,成分重量百分比为:C:0.07%,Si:0.30%,Mn:1.0%,P:0.040%,S:0.002%,Nb:0.015%,Cr:0.018%,V:0.015%,余量为铁;将连铸板坯放入加热炉中,加热至1230℃,在炉时间为180min,加热炉内空气过剩系数为1.05;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.75N/mm2,除鳞水压22MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1030℃,终轧温度为960℃,轧制9道次,第1、3与5道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.7N/mm2,除鳞水压18MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为80%,获得厚度为40mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为950℃,冷却速度为80℃/s,抛钢速度为0.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为750℃,冷却速度为50℃/s,抛钢速度为0.5m/s,终冷温度为600℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在35μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为65%。
该方法中,中厚板喷砂抛丸后效果如图11所示。
实施例5
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为200mm,成分重量百分比为:C:0.15%,Si:0.25%,Mn:1.2%,P:0.042%,S:0.003%,Nb:0.025%,Cr:0.011%,V:0.025%,余量为铁;将连铸板坯放入加热炉中,加热至1200℃,在炉时间为210min,加热炉内空气过剩系数为0.85;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.65N/mm2,除鳞水压18MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1080℃,终轧温度为960℃,轧制9道次,第1、3、5、7与9道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.65N/mm2,除鳞水压19MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为80%,获得厚度为40mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为950℃,冷却速度为60℃/s,抛钢速度为0.8m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为800℃,冷却速度为30℃/s,抛钢速度为0.8m/s,终冷温度为700℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在45μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为75%。
该方法中,中厚板喷砂抛丸后效果如图12所示。
实施例6
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为240mm,成分重量百分比为:C:0.08%,Si:0.10%,Mn:0.9%,P:0.019%,S:0.002%,Nb:0.020%,Cr:0.010%,V:0.035%,余量为铁;将连铸板坯放入加热炉中,加热至1275℃,在炉时间为150min,加热炉内空气过剩系数为1.0;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.69N/mm2,除鳞水压18MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1050℃,终轧温度为850℃,轧制11道次,第1、3、5与7道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.62N/mm2,除鳞水压18MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为85%,获得厚度为36mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为840℃,冷却速度为50℃/s,抛钢速度为1.0m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为780℃,冷却速度为15℃/s,抛钢速度为1.0m/s,终冷温度为620℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在40μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为60%。
该方法中,中厚板喷砂抛丸后效果如图13所示。
实施例7
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为230mm,成分重量百分比为:C:0.10%,Si:0.15%,Mn:0.8%,P:0.035%,S:0.003%,Nb:0.035%,Cr:0.015%,V:0.010%,余量为铁;将连铸板坯放入加热炉中,加热至1210℃,在炉时间为200min,加热炉内空气过剩系数为0.9;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.75N/mm2,除鳞水压20MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1000℃,终轧温度为800℃,轧制9道次,第1、3与7道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.6N/mm2,除鳞水压19MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为85%,获得厚度为34.5mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为790℃,冷却速度为25℃/s,抛钢速度为1.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为650℃,冷却速度为15℃/s,抛钢速度为1.5m/s,终冷温度为580℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在30μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为65%。
该方法中,中厚板喷砂抛丸后效果如图14所示。
实施例8
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为200mm,成分重量百分比为:C:0.14%,Si:0.24%,Mn:1.5%,P:0.028%,S:0.003%,Nb:0.028%,Cr:0.018%,V:0.015%,余量为铁;将连铸板坯放入加热炉中,加热至1260℃,在炉时间为180min,加热炉内空气过剩系数为1.1;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.7N/mm2,除鳞水压21MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1080℃,终轧温度为960℃,轧制11道次,第1与3道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.65N/mm2,除鳞水压20MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为80%,获得厚度为40mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为950℃,冷却速度为100℃/s,抛钢速度为1.5m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为780℃,冷却速度为20℃/s,抛钢速度为1.5m/s,终冷温度为650℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在35μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为75%。
该方法中,中厚板喷砂抛丸后效果如图15所示。
实施例9
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为250mm,成分重量百分比为:C:0.09%,Si:0.20%,Mn:1.3%,P:0.045%,S:0.002%,Nb:0.013%,Cr:0.011%,V:0.040%,余量为铁;将连铸板坯放入加热炉中,加热至1280℃,在炉时间为135min,加热炉内空气过剩系数为1.2;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.75N/mm2,除鳞水压22MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1080℃,终轧温度为800℃,轧制11道次,第1、3、5、7、9与11道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.7N/mm2,除鳞水压18MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为94%,获得厚度为15mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为790℃,冷却速度为60℃/s,抛钢速度为1.2m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为660℃,冷却速度为50℃/s,抛钢速度为1.2m/s,终冷温度为580℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在30μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为50%。
该方法中,中厚板喷砂抛丸后效果如图16所示。
实施例10
一种消除中厚板花斑缺陷的控制方法,按以下步骤进行:
步骤1,加热阶段:
(1)连铸板坯厚度为220mm,成分重量百分比为:C:0.12%,Si:0.15%,Mn:1.4%,P:0.030%,S:0.002%,Nb:0.045%,Cr:0.020%,V:0.022%,余量为铁;将连铸板坯放入加热炉中,加热至1240℃,在炉时间为160min,加热炉内空气过剩系数为1.0;
(2)出炉后的连铸板坯进行高压水除鳞,高压水对连铸板坯打击力为0.65N/mm2,除鳞水压20MPa,将加热阶段生成氧化铁皮完全除净;
步骤2,轧制阶段:
将除磷后的连铸板坯进行热轧,开轧温度为1080℃,终轧温度为850℃,轧制9道次,第1、3、5与7道次前均进行高压水除磷,每次高压水对连铸板坯打击力在0.6N/mm2,除鳞水压18MPa,将轧制阶段生成氧化铁皮完全除净,轧制总压下率为92%,获得厚度为17.6mm的热轧板;
步骤3,冷却阶段:
(1)将热轧板,在抛钢的同时,进行超快冷却,超快冷却初始温度为840℃,冷却速度为50℃/s,抛钢速度为0.6m/s;
(2)将超快冷后的热轧板,在抛钢的同时,进行层流冷却,层流冷却初始温度为670℃,冷却速度为30℃/s,抛钢速度为0.6m/s,终冷温度为600℃,冷却完成,制得中厚板。
经测量,制得的中厚板,氧化铁皮厚度在40μm,氧化铁皮结构中含有氧化亚铁的质量百分含量为70%。
该方法中,中厚板喷砂抛丸后效果如图17所示。
一种消除中厚板花斑缺陷的控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0